Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 94715
Опубліковано: 25.11.2014
Автори: Гармашов Денис Юрійович, Гуляєв Юрій Генадійович, Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович

Формула / Реферат
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, при якому послідовно деформують заготовку в кожній ![]() -тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність (
-тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність (![]() ) калібру
) калібру ![]() -тих клітей стана вибирають в залежності від ширини (
-тих клітей стана вибирають в залежності від ширини (![]() ) та висоти (
) та висоти (![]() ) калібру в попередніх (
) калібру в попередніх (![]() )-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру (
)-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру (![]() ) та показника уширення (
) та показника уширення (![]() ) в
) в ![]() -тих клітях стана у відповідності до математичної залежності, який відрізняється тим, що додатково задають овальність (
-тих клітях стана у відповідності до математичної залежності, який відрізняється тим, що додатково задають овальність (![]() ) калібру останньої кліті редукційної групи стана, а показник поширення (
) калібру останньої кліті редукційної групи стана, а показник поширення (![]() ) та овальність (
) та овальність (![]() ) в передостанній кліті редукційної групи стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
) в передостанній кліті редукційної групи стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (![]() ) та показника поширення (
) та показника поширення (![]() ) в останній кліті редукційної групи стана у відповідності до системи рівнянь
) в останній кліті редукційної групи стана у відповідності до системи рівнянь
![]() ,
,
де ![]() ,
, ![]() - функції, конкретний вид котрих залежить від способу виготовлення калібрів;
- функції, конкретний вид котрих залежить від способу виготовлення калібрів;
![]() ,
, ![]() - відповідно ширина та висота калібру з порядковим номером
- відповідно ширина та висота калібру з порядковим номером ![]() , мм;
, мм;
![]() - загальна кількість клітей в редукційній групі;
- загальна кількість клітей в редукційній групі;
![]() - показник поширення в кліті з порядковим номером
- показник поширення в кліті з порядковим номером ![]() ;
;
![]() - овальність калібру в кліті з порядковим номером
- овальність калібру в кліті з порядковим номером ![]() ;
;
![]() - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером
- задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером ![]() ;
;
![]() - заданий показник поширення в кліті з порядковим номером
- заданий показник поширення в кліті з порядковим номером ![]() ;
;
![]() - задана овальність калібру кліті з порядковим номером
- задана овальність калібру кліті з порядковим номером ![]() ;
;
![]() - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером
- задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером ![]() .
.
Текст
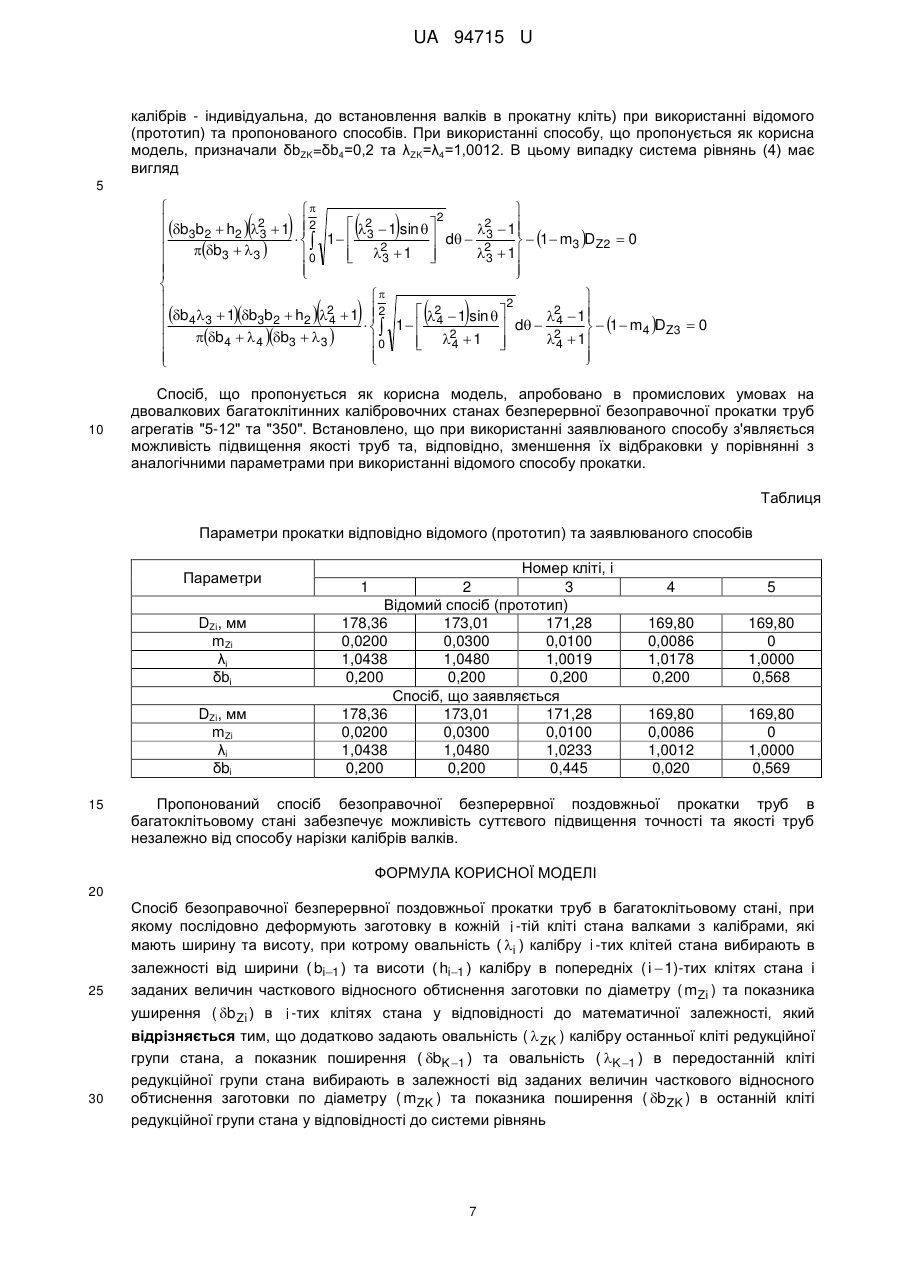
Реферат: Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, при якому послідовно деформують заготовку в кожній i -тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність ( i ) калібру i -тих клітей стана вибирають в залежності від ширини ( bi 1 ) та висоти ( hi1 ) калібру в попередніх ( i 1)-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру ( mZi ) та показника уширення ( b Zi ) в i -тих клітях стана у відповідності до математичної залежності. Додатково задають овальність ( ZK ) калібру останньої кліті редукційної групи стана, а показник поширення ( bK 1 ) та овальність ( K 1 ) в передостанній кліті редукційної групи стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру ( mZK ) та показника поширення ( b ZK ) в останній кліті редукційної групи стана у відповідності до системи рівнянь. UA 94715 U (12) UA 94715 U UA 94715 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до способів обробки металів тиском і може бути використана на багатоклітьових редукційних і калібровочних станах при безперервній безоправочній прокатці безшовних та зварених труб з чорних та кольорових металів як при температурах холодної, так і гарячої деформації. Для безперервної безоправочної поздовжньої прокатки труб в багатоклітьових станах використовують валки з калібрами, що проточують двома різними методами - роздільно, до встановлення валків в прокатну кліть (перший випадок); - в зборі, після встановлення валків в прокатну кліть (другий випадок). В першому випадку проточку калібрів здійснюють за допомогою різця, який встановлюють в площині, що проходить через вісь валка таким чином, що центри різця О1 і калібру О є зміщеними в площині вершини калібру OY на величину ексцентриситету e. [див. Математичне моделювання процесів обробки металів тиском. Ю.Г. Гуляев та ін. - К.: Наукова думка, 1986. - С. 190, рис. 77] В другому випадку проточку калібрів здійснюють за допомогою різця або фрези, які встановлюють із зміщенням на величину xi відносно площини, що проходить через вісь валка. Різні умови виготовлення калібрів обумовлюють різні співвідношення між їхніми геометричними параметрами (такими як закон зміни радіусу калібру по периметру R(θ), висота h, ширина b, середній діаметр Dcp [Див. Технология непрерывной безоправочной прокатки труб. - М.: Металлургия, 1975. - С. 190, рис. 77] При безперервній безоправочній поздовжній прокатці труб в багатоклітьових станах використовують режими деформації, при котрих: - обтиснення заготовки по діаметру відбувається в усіх клітях стана; - обтиснення заготовки по діаметру відбувається в частині клітей стана, а в одній-двох останніх клітях стана відбувається тільки переовалізація заготовки без зміни її середнього діаметра Dcp, тобто часткова деформація m в цих клітях дорівнює нулю. В першому випадку всі кліті стана є редукційними і виконується умова N K , (1) де N - загальна кількість клітей в багатоклітьовому стані безперервної безоправочної поздовжньої прокатки труб; K - кількість клітей багатоклітьового стана безперервної безоправочної поздовжньої прокатки труб, в яких відбувається обтиснення заготовки по діаметру і в яких часткова деформація m не дорівнює нулю (кількість клітей в редукційній групі). В другому випадку виконується умова N K K Т , (2) де K Т - кількість клітей багатоклітьового стана безперервної безоправочної поздовжньої прокатки труб, в яких не відбувається обтиснення заготовки по діаметру і в яких часткова деформація m дорівнює нулю (кількість клітей в транспортуючій групі). Відомий спосіб безперервної поздовжньої прокатки труб в N-клітьовому багатоклітьовому стані, [див. Калибровка инструмента для производства бесшовных труб. П. Грюнер. - М.: Металлургиздат, 1962. - С. 101-103, формула 43 - аналог № 1], що полягає в деформації заготовки по діаметру в калібрах, утворених валками послідовно розташованих клітей, в котрих овальність калібру, утвореного валками кожної і-тої кліті, вибирають в залежності від заданих величин часткового обтиснення mZi заготовки по діаметру в кожній і-тій кліті стану та емпіричного коефіцієнта ξi відповідно до залежності: 1 , (3) і і 1 mZi де і bi - овальність калібру, утвореного валками, встановленими в кліті з порядковим hi номером i ; bi - ширина калібру кліті з порядковим номером i , мм; hi - висота калібру кліті з порядковим номером i , мм; 50 і - емпіричний коефіцієнт, величину котрого вибирають в залежності від числа валків k , що утворюють калібр, та часткового обтиснення mZi заготовки в кліті з порядковим номером i ; DZi - задане часткове відносне обтиснення заготовки по діаметру в кліті з DZi1 порядковим номером i ; mZi 1 1 UA 94715 U 5 10 15 20 25 30 i 1 2,... N 1, N - порядковий номер кліті, рахуючи за i 1 першу в напрямку ходи прокатки , кліть; N - загальна кількість клітей в багатоклітьовому стані безперервної безоправочної поздовжньої прокатки труб; DZi - заданий середній діаметр калібру i -тої кліті, що є середнім діаметром заготовки після прокатки в i -тій кліті, мм; D Zi 1 - заданий середній діаметр калібру в кліті з номером i 1, що є середнім діаметром заготовки після прокатки в кліті з номером i 1, мм. Недолік відомого способу полягає в тому, що його використання можливе тільки за умов, коли часткові обтиснення (відносні деформації) mі та овальності λi в суміжних калібрах є рівними. Таким чином використання способу відповідно аналога № 1 для розрахунку параметрів останніх (в напрямку ходи прокатки) клітей редукційної групи не є можливим, тому що цих клітях часткові обтиснення (відносні деформації) mi та овальності λi в суміжних калібрах не є рівними. Також недолік відомого способу відповідно аналогу № 1 полягає в тому, що задане вихідне значення часткового обтиснення mZi, що використовується для визначення коефіцієнта ξi (із таблиць) та розрахунку величини λi (як функції ξi та mZi), не збігається з фактичним (реальним) значенням часткового обтиснення mFi 1 Di (тут D i - фактичний середній діаметр калібру i Di1 тої кліті, що є середнім діаметром заготовки після прокатки в i -тій кліті, мм; Di 1 - фактичний середній діаметр калібру в кліті з номером i 1, що є середнім діаметром заготовки після прокатки в кліті з номером i 1, мм), що має місце при прокатці труби в калібрі з овальністю рівною λi і середнім діаметром Di. Внаслідок того, що mFimZi, розрахункові і реальні параметри деформації труби відрізняються, що, у кінцевому рахунку, негативно позначається на точності геометричних розмірів труб і їхньої якості. Відомий спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані [див. патент України № 73440, МПК (2006) В21В 17/00, опубл. 15.07.05, Бюл. № 6 - аналог № 2], що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, при котрому овальність (λi) калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (mZi) в кожній і-тій кліті стана, ширини (Вi) калібру кожної і-тої кліті стана і радіуса бочки валків (Rui) кожної і-тої кліті стана у відповідності до співвідношення 0 Yi R ui Rui Ni cos 2 Rui Bi 2i Di1 Yi 35 40 2 2 Rui Ni 2 N2i sin2 d mZi 1 0 , (4) 2 де mZi 1 Di - задане часткове відносне обтиснення заготовки по діаметру у кліті з D i 1 порядковим номером i ; Rui - заданий радіус бочки валків в кліті з порядковим номером i , мм; - поточне значення кута, що характеризує положення поздовжнього перерізу осередку деформації; B і i - овальність калібру, що утворюють валки кліті з порядковим номером i ; Hi B i - задана ширина калібру в кліті з порядковим номером i , мм; Hi - висота калібру з порядковим номером i , мм; D i - середній діаметр калібру, що утворений валками в кліті з порядковим номером i (середній діаметр заготовки після прокатки в кліті з порядковим номером i ), мм; 2 UA 94715 U Di 1 D0 i 1 1 mZw - середній діаметр калібру, що утворений валками в кліті з w 1 порядковим номером i 1 (середній діаметр заготовки після прокатки в кліті з порядковим номером i 1), мм; - порядковий номер співмножника (номер кліті) у множенні w 1 2,...,i 1 , i 1 5 1 mZw 1 mZ1 1 mZ2 ... 1 mZi1 ; w 1 10 i 1 2,..., N 1 , N - порядковий номер кліті, рахуючи за i 1 першу в напрямку ходи прокатки , кліть; N - загальна кількість клітей в багатоклітинному стані безперервної безоправочної прокатки труб; D0 - діаметр заготовки до початку деформації в багатоклітинному стані, мм; Ni 1 B 2 sin 2 K k G i i 2 4Gi ; 1 1 B B Gi cos Kk 1 2 i i ; 4Rui 2 i i ; Kk k B sin K k ; Yi arcsin i 2N i 15 20 3,141593 ; k - загальна кількість валків, що утворюють калібр. Також відомий спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані [див. Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. - М.: Металлургия, 1975. - С. 150, формула 138 - аналог № 3], що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, при котрому овальність (λі) калібру кожної і-тої кліті стана, вибирають в залежності від заданих величин часткового обтиснення заготовки по діаметру (mZj) та емпіричного коефіцієнта qі відповідно до залежності q 25 30 1 i , (3) i 1 m Zi де і bi - овальність калібру, що утворюють валки кліті з порядковим номером i ; hi bi - ширина калібру з порядковим номером i , мм; hi - висота калібру з порядковим номером i , мм; qi - емпіричний коефіцієнт, значення котрого в кліті з порядковим номером i залежить від кількості валків k , що утворюють калібр, та реологічних властивостей матеріалу заготовки, що прокатується; D Zi - задане часткове обтиснення заготовки у кліті з порядковим номером i ; m Zi 1 D Z i 1 DZi - заданий середній діаметр калібру, що утворений валками в кліті з порядковим номером i (середній діаметр заготовки після прокатки в кліті з порядковим номером i ), мм; Dzi 1 D0 35 i 1 1 mZw - середній діаметр калібру, що утворений валками в кліті з w 1 порядковим номером i 1 (середній діаметр заготовки після прокатки в кліті з порядковим номером i 1), мм; 3 UA 94715 U w 1 2,...,i 1 , порядковий номер співмножника (номер кліті) у множенні i 1 1 mZw 1 mZ1 1 mZ2 ... 1 mZi1 ; w 1 5 10 15 20 25 D0 - діаметр заготовки до початку деформації в багатоклітинному стані, мм; i 1 2,..., N 1 , N - порядковий номер кліті, рахуючи за i 1 першу в напрямку ходи прокатки , кліть; N - загальна кількість клітей в багатоклітинному стані безперервної безоправочної прокатки труб. Недолік відомого способу полягає в тому, що при його використанні показник поширення bi в кожній і-тій кліті стана є залежною від емпіричного коефіцієнта q величиною [див. і bi hi Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. - М.: Металлургия, 1975. - С. 150, рис. 62]. Той факт, що показники поширення δbi в клітях стана не є заданими вихідними величинами, негативно впливає на якість поверхні готових труб, тому що величини δbі в значній мірі обумовлюють вірогідність появи на поверхні труб дефектів у в вигляді "підрізів". Крім цього недолік відомого способу полягає в тому, що очікувані значення показника поширення δbZi отримані як функція від емпіричного коефіцієнта qі не збігаються з реальними (фактичними) значеннями показника поширення δbFi, що мають місце при використанні калібрів з овальністю, розрахованою відповідно відомого способу. Це не дозволяє прогнозувати вірогідність появи на трубах дефектів типа "підрізів", що знижує якість продукції. Найбільш близьким за суттю та технічним результатом, що досягається, до способу, що заявляється, є спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, [див. патент України № 77138, МПК (2006) В21В 17/00, Бюл. № 10, 2006 р. – прототип], який полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, при котрому овальність (λі) калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового обтиснення заготовки по діаметру (mZi) в кожній і-тій кліті стана, додатково задають показник поширення (δbZj) для кожної і-тої кліті стана, а овальність (λі) калібру кожної і-тої кліті стана вибирають в залежності від ширини (bi-1) та висоти (hi-1) калібру в попередній (i-1)-ій кліті стана у відповідності до співвідношення bZibi1 hi12 1 2i sin K i K k b Zi i 1 i sin 0 30 k 35 40 2 2 2 1 i i 1 cos d 1 mZi Di 1 0 ,(4) sin 1 2 2 1 2i sin i i 1 2i sin де mZi 1 Di - задане часткове відносне обтиснення заготовки по діаметру у кліті з D i 1 порядковим номером i ; - поточне значення кута, що характеризує положення поздовжнього перерізу осередку деформації; b і i - овальність калібру, що утворюють валки кліті з порядковим номером i ; hi bi - ширина калібру в кліті з порядковим номером i , мм; hi - висота калібру з порядковим номером i , мм; bi1 - ширина калібру в кліті з порядковим номером i 1, мм; hi1 - висота калібру з порядковим номером i 1, мм; bi hi 1 - заданий показник поширення для кліті з порядковим номером ; i bi1 hi D i - середній діаметр калібру, що утворений валками в кліті з порядковим номером i (середній діаметр заготовки після прокатки в кліті з порядковим номером i ), мм; b Zi 4 UA 94715 U Di 1 D0 i 1 1 mZw - середній діаметр калібру, що утворений валками в кліті з w 1 порядковим номером i 1 (середній діаметр заготовки після прокатки в кліті з порядковим номером i 1), мм; - порядковий номер співмножника (номер кліті) у множенні w 1 2,...,i 1 , i 1 5 1 mZw 1 mZ1 1 mZ2 ... 1 mZi1 ; w 1 10 i 1 2,..., N 1 , N - порядковий номер кліті, рахуючи за i 1 першу в напрямку ходи прокатки , кліть; N - загальна кількість клітей в багатоклітинному стані безперервної безоправочної прокатки труб; D0 - діаметр заготовки до початку деформації в багатоклітинному стані, мм; ; k 2 ; 3,141593 ; k 2k k - загальна кількість валків, що утворюють калібр. Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, є послідовна деформація заготовки в кожній і-тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність (λ і) калібру і-тих клітей стана вибирають в залежності від ширини (bi-1) та висоти (hi-1) калібру в попередніх (i-1)-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру (mZi) та показника поширення (δbZi) в ітих клітях стана у відповідності до математичної залежності. Недолік способу-прототипу полягає в тому, що, по-перше, його використання можливе тільки при здійсненні прокатки в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть. По-друге, при використанні способу-прототипу овальність калібру останньої кліті редукційної групи (кліті з поточним номером К) не є незалежною величиною і її неможливо призначити, виходячи з технологічних міркувань. Це може призводити до підвищеної овальності Kk 15 20 25 D 30 35 40 45 Dmax Dmin 100 % 0,5Dmax Dmin (тут Dmax , Dmin - відповідно максимальний та мінімальний діаметри труби в конкретному поперечному перерізі) готових труб та їх відбраківки внаслідок того, що величина ΔD буде перевищувати допустимі за умовами стандартів показники. В основу корисної моделі поставлено задачу удосконалити спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані шляхом одночасного призначення величин овальності (λZK) та показника поширення (δbZK) в останній, К-тій, кліті редукційної групи стана як заданих вихідних величин, що забезпечує підвищення точності та якості труб незалежно від способу нарізки калібрів валків. Поставлена задача вирішується тим, що у відомому способі безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, при якому послідовно деформують заготовку в кожній і-тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність (λi) калібру і-тих клітей стана вибирають в залежності від ширини (bi-1) та висоти (hi-1) калібру в попередніх (і-1)-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру (mZi) та показника уширення (δbZi) в і-тих клітях стана у відповідності до математичної залежності, відповідно до корисної моделі, додатково задають овальність (λZK) калібру останньої кліті редукційної групи стана, а показник поширення (δbK-1) та овальність (λK-1) в передостанній кліті редукційної групи стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (mZK) та показника поширення (δbZK) в останній кліті редукційної групи стана у відповідності до системи рівнянь 1 bK 2 , hK 2 , bK 1, K 1, m ZK 1 0, ,(5) 2 bK 2 , hK 2 , bK 1, b ZK , ZK , m ZK 0 50 де 1 , 2 - функції, конкретний вид котрих залежить від способу виготовлення калібрів; 5 UA 94715 U bK 2 , hK 2 - відповідно ширина та висота калібру з порядковим номером K 2 , мм; K - загальна кількість клітей в редукційній групі; bK 1 - показник поширення в кліті з порядковим номером K 1; K1 - овальність калібру в кліті з порядковим номером K 1; 5 m ZK 1 - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером K 1; bZK - заданий показник поширення в кліті з порядковим номером K ; ZK - задана овальність калібру кліті з порядковим номером K ; 10 15 20 25 30 35 40 45 50 mZK - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером K . Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом, полягає у наступному. Величина овальності ZK калібру в останній K-тій кліті редукційної групи стана є незалежна і задана на підставі технологічних міркувань величина, що обумовлює високу точність виготовлених труб у відношенні показника овальності ΔD, тому що саме показник овальності останньої кліті редукційної групі стана обумовлює рівень овальності готових труб. Показник поширення (δbZK) в останній K-тій кліті редукційної групи стана є незалежна і задана на підставі технологічних міркувань величина, обумовлює високу якість виготовлених труб за рахунок відсутності на їх поверхні дефектів у вигляді підрізів. Той факт, що конкретний вид функцій Ф1 та Ф2 залежить від способу виготовлення калібрів, дозволяє досягати поставлену перед корисною моделлю, що заявляється, мету незалежно від способу нарізки калібрів валків. Таким чином, при такій сукупності величин овальності калібру (λZK) та показника поширення (δbZK) в останній кліті редукційної групи багатоклітьового стана, забезпечується виготовлення труби з високим рівнем показників точності та якості. Спосіб, що заявляється, здійснюється таким чином. Попередньо деформована в будь-якому трубовиготівельному агрегаті (тривалковий розкатний, безперервний оправочний, автоматичний, поздовжньої прокатки, пресовий, трубоелектрозварювальний і т.п.) заготовка задається у валки безоправочного багатоклітьового стана безперервної прокатки. Профіль калібрів кожної і-тої кліті стана безоправочної прокатки виготовляють на підставі наступних послідовних розрахунків та дій. 1. Визначаються з діаметром D0 заготовки та труби Dt=DK (тут DK - середній діаметр калібру останньої кліті редукційної групи клітей. D 2. Обчислюють сумарну абсолютну ΔD=D0-DK та сумарну відносну m деформації D0 редукування заготовки в редукційній групі клітей та загалом в стані безоправочної прокатки. 3. Визначаються з кількістю клітей KT, що є потрібними для здійснення переовалізації заготовки без зміни її середнього зовнішнього діаметра, та з кількістю клітей K, що є потрібними для здійснення деформації редукування. 4. Розподіляють сумарну деформацію ΔD між K клітями редукційної групи стана у вигляді часткових деформацій ΔDZi=DZ(i-1)-DZi (значень діаметрів DZi) та обчислюють задані значення часткових відносних деформацій mZi 1 DZi . DZi1 5. Використовуючи методики розрахунку параметрів калібрів для безперервної безоправочної прокатки труб, залежно від способу нарізки профілю калібрів, визначаються з величинами овальності і bi та показників поширення bi bi hi 1 для калібрів з поточними bi1 hi hi номерами i 1 2,..., K 2 . , 6. На підставі технологічних вимог призначають величини овальності λ K та коефіцієнта поширення δbK в останній, K-тій, кліті редукційної групи. 7. Виходячи з того, що параметри процесу прокатки в загальній формі зв'язані системою рівнянь (5), використовуючи співвідношення (5), обчислюють потрібну величини овальності λ K-1 та коефіцієнта поширення δbК-1 в передостанній, (K-1)-шій, кліті редукційної групи. В таблиці як ілюстрація наведено параметри безоправочної безперервної поздовжньої прокатки труби діаметром Dt=D5=168,3 мм (в холодному стані) із заготовки діаметром D0=182 мм (при температурі 740 °C) в багатоклітинному калібровочному стані (N=5, K=4, нарізка 6 UA 94715 U калібрів - індивідуальна, до встановлення валків в прокатну кліть) при використанні відомого (прототип) та пропонованого способів. При використанні способу, що пропонується як корисна модель, призначали δbZK=δb4=0,2 та λZK=λ4=1,0012. В цьому випадку система рівнянь (4) має вигляд 5 2 b b h 2 1 2 2 1 sin 2 1 2 3 3 3 2 1 3 2 d 2 1 m3 DZ2 0 b3 3 3 1 3 1 0 2 2 2 1 sin b 4 3 1b3b2 h2 2 1 2 4 1 4 1 4 2 d 2 1 m4 D Z3 0 b 4 4 b3 3 4 1 4 1 0 10 Спосіб, що пропонується як корисна модель, апробовано в промислових умовах на двовалкових багатоклітинних калібровочних станах безперервної безоправочної прокатки труб агрегатів "5-12" та "350". Встановлено, що при використанні заявлюваного способу з'являється можливість підвищення якості труб та, відповідно, зменшення їх відбраковки у порівнянні з аналогічними параметрами при використанні відомого способу прокатки. Таблиця Параметри прокатки відповідно відомого (прототип) та заявлюваного способів Параметри DZi, мм mZi λі δbі DZi, мм mZi λi δbi 15 Номер кліті, і 2 3 Відомий спосіб (прототип) 178,36 173,01 171,28 0,0200 0,0300 0,0100 1,0438 1,0480 1,0019 0,200 0,200 0,200 Спосіб, що заявляється 178,36 173,01 171,28 0,0200 0,0300 0,0100 1,0438 1,0480 1,0233 0,200 0,200 0,445 1 4 5 169,80 0,0086 1,0178 0,200 169,80 0 1,0000 0,568 169,80 0,0086 1,0012 0,020 169,80 0 1,0000 0,569 Пропонований спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані забезпечує можливість суттєвого підвищення точності та якості труб незалежно від способу нарізки калібрів валків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, при якому послідовно деформують заготовку в кожній i -тій кліті стана валками з калібрами, які мають ширину та висоту, при котрому овальність ( i ) калібру i -тих клітей стана вибирають в 25 залежності від ширини ( bi 1 ) та висоти ( hi1 ) калібру в попередніх ( i 1)-тих клітях стана і заданих величин часткового відносного обтиснення заготовки по діаметру ( mZi ) та показника уширення ( b Zi ) в i -тих клітях стана у відповідності до математичної залежності, який відрізняється тим, що додатково задають овальність ( ZK ) калібру останньої кліті редукційної 30 групи стана, а показник поширення ( bK 1 ) та овальність ( K 1 ) в передостанній кліті редукційної групи стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру ( mZK ) та показника поширення ( b ZK ) в останній кліті редукційної групи стана у відповідності до системи рівнянь 7 UA 94715 U 1 bK 2 , hK 2 , bK 1, K 1, m ZK 1 0 , 2 bK 2 ,hK 2 , bK 1, b ZK , ZK ,m ZK 0 де 1 , 2 - функції, конкретний вид котрих залежить від способу виготовлення калібрів; 5 10 bK 2 , hK 2 - відповідно ширина та висота калібру з порядковим номером K 2 , мм; K - загальна кількість клітей в редукційній групі; bK 1 - показник поширення в кліті з порядковим номером K 1 ; K 1 - овальність калібру в кліті з порядковим номером K 1 ; m Z K 1 - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером K 1 ; b ZK - заданий показник поширення в кліті з порядковим номером K ; ZK - задана овальність калібру кліті з порядковим номером K ; mZK - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером K . Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюStepanenko Oleksandr Mykolaiovych, Harmashov Denys Yuriiovych, Uhriumov Yurii Dmytrovych
Автори російськоюСтепаненко Александр Николаевич, Гармашов Денис Юрьевич, Угрюмов Юрий Дмитриевич
МПК / Мітки
МПК: B21B 17/14
Мітки: стані, багатоклітьовому, прокатки, безперервної, спосіб, труб, поздовжньої, безоправочної
Код посилання
<a href="https://ua.patents.su/10-94715-sposib-bezopravochno-bezperervno-pozdovzhno-prokatki-trub-v-bagatoklitovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані</a>
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Шифрін Євген Ісайович, Чуєв Анатолій Васильович, Івченков Сергій Іванович, Козловський Альфред Іванович, Квітка Наталія Юріївна, Юрковський Володимир Васильович, Залесський Олександр Іванович, Лозовий Віктор Іванович, Гуляєв Юрій Геннадійович
МПК: B21B 17/00
Мітки: безоправочної, стані, спосіб, труб, безперервної, прокатки, поздовжньої, багатоклітьовому
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 77138
Опубліковано: 16.10.2006
Автори: Козловський Альфред Іванович, Шишо Юрій Георгійович, Шляхов Павло Олександрович, Шифрін Євген Ісайович, Польський Георгій Миколайович, Закопко Олександр Вікторович, Овчинников Володимир Володимирович, Гуляєв Юрій Геннадійович, Бражник Олег Володимирович, Ведовський Євген Леонідович, Квітка Наталія Юріївна
МПК: B21B 17/00
Мітки: багатоклітьовому, поздовжньої, спосіб, безоправочної, стані, труб, прокатки, безперервної
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній кліті стана валками з калібрами, при котрому овальність калібру кожної
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 82971
Опубліковано: 26.05.2008
Автори: Павловський Борис Григорович, Пахомова Людмила Яківна, Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Шифрін Євген Ісайович
МПК: B21B 17/00, B21B 27/02, B21B 37/46
Мітки: прокатки, стані, багатоклітьовому, спосіб, безперервної, безоправочної, поздовжньої, труб
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, утворених привідними валками, кутову швидкість яких визначають за математичною залежністю як функцію від швидкості (V0), товщини стінки (S0) та діаметра (D0) заготовки на вході в стан, товщини стінки (Si) труби на виході із кліті з поточним номером...
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 82972
Опубліковано: 26.05.2008
Автори: Квітка Наталія Юріївна, Пахомова Людмила Яківна, Гуляєв Юрій Геннадійович, Павловський Борис Григорович
МПК: B21B 17/00, B21B 27/02
Мітки: поздовжньої, стані, безперервної, безоправочної, прокатки, труб, спосіб, багатоклітьовому
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, діаметр останнього з яких (DN) визначають за математичною залежністю, як функцію від діаметра труби в холодному стані (dtx), коефіцієнта лінійного температурного розширення матеріалу труби (t) та...
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Гуляєв Юрій Геннадійович, Гуляєва Наталія Юріївна, Івченков Сергій Іванович, Позументщиков Віктор Костянтинович, Друян Володимир Михайлович, Чуєв Анатолій Васильович, Козловський Альфред Іванович, Шифрін Євген Іссайович
МПК: B21B 17/00
Мітки: безперервної, багатоклітьовому, прокатки, спосіб, стані, труб, безоправочної
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Попередній патент: Спосіб безперервної безоправляльної поздовжньої прокатки труб в багатоклітьовому стані
Наступний патент: Пневморешітний сепаратор
Випадковий патент: Штам бактерій bradyrhizobium japonicum для одержання добрив під сою