Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 82971
Опубліковано: 26.05.2008
Автори: Гуляєв Юрій Геннадійович, Шифрін Євген Ісайович, Пахомова Людмила Яківна, Павловський Борис Григорович, Квітка Наталія Юріївна

Формула / Реферат
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, утворених привідними валками, кутову швидкість яких визначають за математичною залежністю як функцію від швидкості (V0), товщини стінки (S0) та діаметра (D0) заготовки на вході в стан, товщини стінки (Si) труби на виході із кліті з поточним номером i та ідеального діаметра валків (Dui), середнього діаметра калібру (Di) та кута нейтрального перетину ![]() в кліті з поточним номером і, який відрізняється тим, що при визначенні кутової швидкості валків кожної i-тої кліті стана додатково задають закон зміни радіуса калібру
в кліті з поточним номером і, який відрізняється тим, що при визначенні кутової швидкості валків кожної i-тої кліті стана додатково задають закон зміни радіуса калібру ![]() по його периметру в кожній i-тій кліті стана та визначають кутову швидкість валків в кожній i-тій кліті стана в залежності від товщини стінки (Sj) на виході з попередньої j-тої кліті стана та середнього діаметра калібру (Dj) попередньої j-тої кліті стана у відповідності до співвідношення:
по його периметру в кожній i-тій кліті стана та визначають кутову швидкість валків в кожній i-тій кліті стана в залежності від товщини стінки (Sj) на виході з попередньої j-тої кліті стана та середнього діаметра калібру (Dj) попередньої j-тої кліті стана у відповідності до співвідношення:
![]() ,
,
де nBi - кутова швидкість обертання валків в кліті з поточним номером i, радіан за секунду;
V0 - швидкість заготовки на вході в стан, м/с;
S0 - товщина стінки заготовки на вході в стан, м;
D0 - діаметр заготовки на вході в стан, м;
Sj - товщина стінки труби на виході з попередньої j-тої кліті, м;
Dj - середній діаметр калібру в попередній кліті з поточним номером j, м;
Si - товщина стінки труби на виході з кліті з поточним номером i, м;
Di - середній діаметр калібру в кліті з поточним номером i, м;
Dui - ідеальний діаметр валків в кліті з поточним номером i, м;
rqI =f(q) - поточна величина радіуса калібру в i-тій кліті стана, задана у вигляді закону зміни радіуса калібру по його периметру, м;
rqni =f(qni) - значення поточної величини радіуса калібру в i-тій кліті стана при q = qni; м
q - кут між радіусом ![]() та лінією, що проходить через центр калібру та його вершину, радіан;
та лінією, що проходить через центр калібру та його вершину, радіан;
qni - кут нейтрального перетину в кліті з поточним номером і, радіан;
і = 1,2, ... , N - 1, N - порядковий номер кліті, рахуючи за і = 1 першу в напрямку прокатки кліть;
N - загальна кількість клітей в багатоклітинному стані безперервної безоправочної прокатки труб;
j = i - 1.
Текст
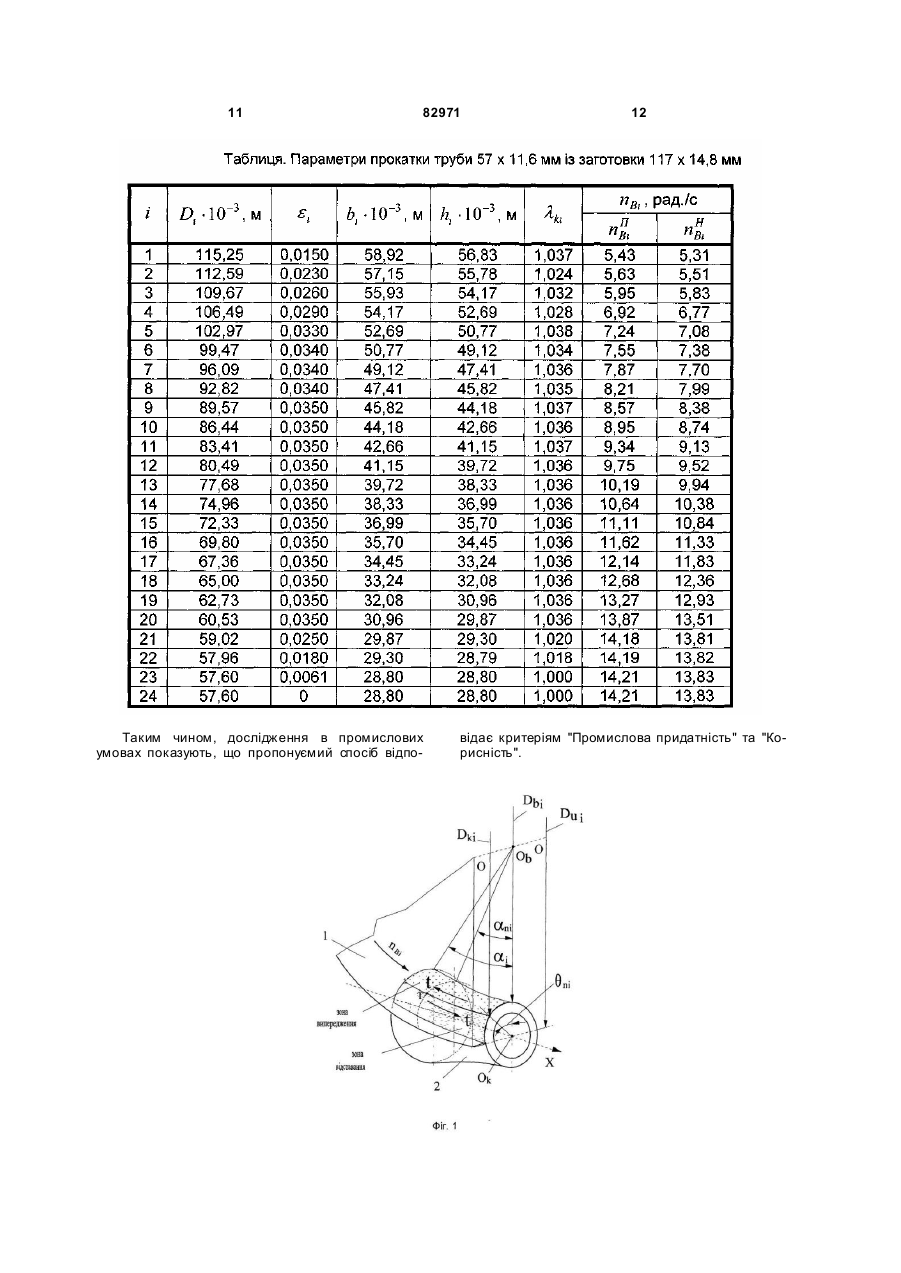
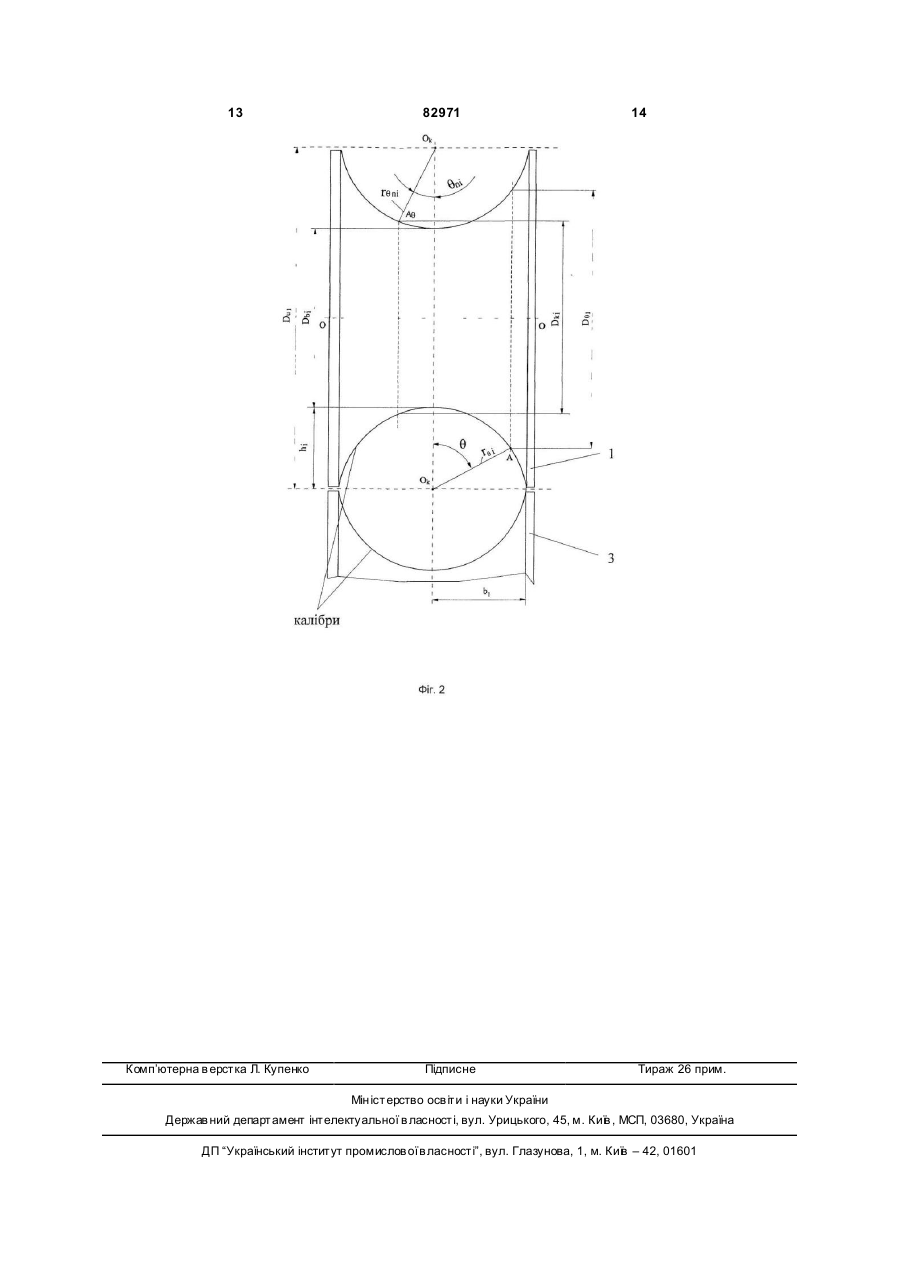
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, утворених привідними валками, кутову швидкість яких визначають за математичною залежністю як функцію від швидкості (V0), товщини стінки (S0) та діаметра (D0) заготовки на вході в стан, товщини стінки (Si) труби на ви ході із кліті з поточним номером i та ідеального діаметра валків (Dui), середнього діаметра калібру (Di) та 3 82971 4 безперервній безоправочній прокатці безшовних ційного патенту України №60957 МПК7 В21В та зварених труб з чорних та кольорових металів. 17/14, формула винаходу - аналог] В процесі безоправочної безперервної поздовжньої прокатки труб в багато клітинному стані, що Використання способу відповідно аналога довключає деформацію заготовки в ряді послідовно зволяє зменшити довжину кінцевих ділянок труби, розташованих калібрів, використовують калібри що мають товщину стінки більшу, ніж товщина різної форми (з різними профілями утворюючої). стінки центральної частини труби. Це призводить Найбільш розповсюдженими є калібри овальної до зменшення кінцевої обрізі на готових труба х та форми (профіль утворюючої котрих характеризупідвищення обсягу ви ходу готової продукції. ється радіусом калібру R та ексцентриситетом e), Недолік способу відповідно аналога полягає в круглі калібри з прямими випусками (профіль тому, що його використання є можливим тільки в утворюючої котрих характеризується радіусом разі використання калібрів, які мають овальну фовершини калібру rk та кутом випуску a в), круглі карму та виготовлені (проточені) роздільно, до всталібри з круглими випусками (профіль утворюючої новлення валків в прокатну кліть, і профіль утвокотрих характеризується радіусом вершини калібрюючої котрих характеризується величиною ру r k, кутом випуску a в та радіусом випуску r o) [диексцентриситету є. В разі використання калібрів, вися, наприклад, підручник: В.М.Др уян, до числа характеристик профілю утворюючої котЮ.Г.Гуляев, С.А.Чукмасов. Теория и технология рих не входить ексцентриситет є, розрахува ти трубного производства. Днепро петровск, РИА параметри прокатки використовуючи спосіб відпо"Днепр-ВАЛ", 2001, рис.2.2.2]. відно аналога неможливо. Проточують калібри для безперервної безопНайбільш близьким за технічною суттю до заравочної поздовжньої прокатки труб в багатокліявляемого (прототип) є спосіб безоправочної безтинних станах двома різними методами [дивися, перервної поздовжньої прокатки труб в багатоклінаприклад книгу: Г И.Гуляев и др. Технология нетинному стані, що включає деформацію заготовки прерывной безоправочной прокатки труб. Москва, в ряді послідовно розташованих калібрів, утвореМеталлургия, 1975. Стор.188, другий абзац знизу]: них привідними валками, кутову швидкість котрих - роздільно, до встановлення валків в прокатну визначають як функцію швидкості (V0), товщини кліть (перший випадок); стінки (S0) та діаметра (D0) заготовки на вході в - в зборі, після встановлення валків в прокатну стан, товщи ни стінки (Si) труби на виході із кліті з кліть (другий випадок). поточним номером і та ідеального діаметра валків В першому випадку [дивися, наприклад книгу: (Dui), середнього діаметра калібру (Di) та кута нейЮ.Г.Гуляев и др. Математи ческое моделирование трального перетину (qni) в кліті з поточним номепроцессов обработки металлов давлением. Киев, ром і у відповідності до співвідношення [дивися, на Наукова думка, 1986. Стор.190, рис.77] проточку приклад, статтю: Ю.Г.Гуляев, Е.И.Ши фрин, калібрів здійснюють за допомогою різця, який H.Ю.Квитка. Математическая модель процесса встановлюють в площині, що проходить через вісь непрерывной безоправочной продольной прокатки валка, таким чином , що центри різця O1 і калібру труб в стане с индивидуальным приводом. ЖурO є зміщеними в площині вершини калібру OY на нал "Теория и практика металлургии", №3, 2006, вели чину ексцентриситету e. В цьому випадку с.68, формула 12 з ура хуванням формули 5] профіль утворюючої калібру характери зується ексцентриситетом e. В другому випадку [дивися, наприклад книгу: ГИ.Гуляев и др. Технология непрерывной безопде nВі - кутова швидкість обертання валків в равочной прокатки труб. Москва, Металлургия, кліті з поточним номером і, обертів за хвилину; 1975. Стор.190, рис 77] проточку калібрів здійснюV0 - швидкість заготовки на вході в стан, м/с; ють за допомогою різця або фрези, які встановS0 - товщина стінки труби на виході із кліті з люють із зміщенням на величину xi відносно плопоточним номером і, м; щини, що проходить че рез вісь валка. В цьому D0 - середній діаметр калібру в кліті з поточвипадку профіль утворюючої калібру характеризуним номером і, м; ється ви сотою h, шириною b та діаметром бочки z = 6×104- коефіцієнт, сек×мм×оберт./хвилина×м; валка Du [дивися, наприклад опис до патенту УкраSi - товщина стінки труби на виході з кліті з поїни №73440 МПК7 В21В 17/14, формули 10 та точним номером і, м; 10.4]. Di - середній діаметр калібру в кліті з поточним Відомий спосіб безоправочної безперервної номером і, м; поздовжньої прокатки труб в багатоклітинному Dui - ідеальний діаметр валків в кліті з поточстані, що включає деформацію заготовки в ряді ним номером і, м; послідовно розташованих калібрів, утворених приqni - кут нейтрального перетину в кліті з поточвідними валками, кутову швидкість m i котрих виним номером і, радіан; значають як функцію швидкості труби Vi-1 на вході i = 1, 2,…, N-1, N - порядковий номер кліті, рав i-ту кліть, товщини стінки труби di на ви ході із хуючи за i=1 першу в на прямку ходи прокатки кліті з поточним номером і, параметрів калібру кліть; (радіус валків Ri, ексцентриситет ei, катаючий діаN - загальна кількість клітей в багатоклітиннометр Di) та величини подовжньої деформації hi в му стані безперервної безоправочної прокатки кліті з поточним номером і у відповідності до співтруб. відношення [дивися, напри клад, опис до деклара 5 82971 6 На відміну від способу відповідно аналогу, при Si - товщина стінки труби на виході з кліті з повикористанні способу відповідно прототипу є можточним номером i, м; ливим розрахувати параметри прокатки, зокрема Di - середній діаметр калібру в кліті з поточним кутову швидкість обертання валків nВі, в кожній номером і, м; кліті стана, незалежно від способу проточки та Dui - ідеальний діаметр валків в кліті з поточпрофілю утворюючої калібрів. ним номером і, м; Недолік способу відповідно прототипу полягає rqi = f(q) - поточна величина радіуса калібру в iв тому, що при його використанні розбіжність між тій кліті стана, задана у вигляді закону зміни радіузаданою (номінальною) товщиною стінки труби Sn са калібру по його периметру, м; та фактичною товщиною стінки прокатаної труби rqni = f(q ni) - значення поточної величини радіуSt може становити значну величину. Це призвоса калібру в i-тій кліті стана при q = qni, м; дить до підвищення обсягів браку за показником q - кут між радіусом rqi та лінією, що проходить точності геометричних розмірів труб і зменшує через центр калібру та його вершину, радіан; обсяг виходу готової продукції. Згаданий недолік є rqni - кут нейтрального перетину в кліті з поточобумовлений тим, що в способі відповідно протоним номером і, радіан; типу при визначенні кутової швидкості обертів ваi = 1, 2, ... , N-1, N - порядковий номер кліті, ралків nВі не береться до уваги конкретний закон хуючи за i = 1 першу в на прямку ходи прокатки зміни радіуса калібру rqi = f (q) по його периметру в кліть; кожній i - тій кліті стана, а також не враховується N - загальна кількість клітей в багатоклітинновплив товщини стінки Sj на виході з попередньої jму стані безперервної безоправочної прокатки тої кліті стана та середнього діаметра калібру D j труб; попередньої j-тої кліті стана на параметри дефорj = i-1. мації в кліті з поточним номером і. Помилка в виЗагальними ознаками найбільш близького значенні величин кутових швидкостей обертів вал(прототип) та заявляємого способів є те, що безоків nВі призводить до виготовлення труби з правочна безперервна поздовжня прокатка труб в товщиною стінки St, що не є близькою до заданого багатоклітинному стані полягає в деформації загономіналу Sn. товки в ряді послідовно розташованих калібрів, В основу винаходу поставлена задача створиутворених привідними валками, кутову швидкість ти спосіб безоправочної без перервної поздовжкотрих визначають за математичною залежністю ньої прокатки труб в багатоклітинному стані котрий як функцію швидкості (V0), товщини стінки (S0) та забезпечить підвищення якості труб внаслідок діаметра (D0) заготовки на вході в стан, товщини зменшення розбіжності між заданими та фактич стінки (Si) труби на виході із кліті з поточ ним ноними величинами товщини стінки готових тр уб. мером i та ідеального діаметра валків (Dui), середПоставлена задача вирішується тим, що у вінього діаметра калібру (Di) та кута нейтрального домому способі безоправочної безперервної поперетину (qni) в кліті з поточним номером і. здовжньої прокатки труб в багатоклітинному стані, Відрізняючи ознаки заявляємого способу є в що включає деформацію заготовки в ряді послідотому, що при визначенні кутової швидкості (nВі) вно розташованих калібрів, утворених привідними валків кожної і - тої кліті стана додатково задають валками, кутову швидкість котрих визначають за закон зміни радіуса калібру (rqi) по його периметру математичною залежністю як функцію швидкості в кожній i-тій кліті стана, а кутову швидкість валків (V0), товщини стінки (S0) та діаметра (D0) заготовки в кожній i-тій кліті стана вибирають в залежності на вході в стан, товщини стінки (Si) труби на ви ході від товщини стінки (Sj) на виході з попередньої jіз кліті з поточним номером і та ідеального діаметтої кліті стана та середнього діаметра калібру (Dj) ра валків (Dui), середнього діаметра калібру (Di) та попередньої j-тої кліті стана у відповідності до кута нейтрального перетину (qni) в кліті з поточним співвідношення (3). номером i, додатково задають закон зміни радіуса Суть заявляємого винаходу не слідує явним калібру (rqi) по його периметру в кожній i-тій кліті чином для спеціаліста з відомого рівня техніки. стана, а кутову швидкість валків в кожній i - тій Сукупність ознак, що характеризують відоме рікліті стана вибирають в залежності від товщини шення, не забезпечує досягнення нових властивостінки (Sj) на виході з попередньої j -тої кліті стана стей і тільки наявність відрізняючих ознак винахота середнього діаметра калі бру (Dj) попередньої j ду дозволяє одержати нові властивості, новий - тої кліті стана у відповідності до співвідношення більш високий технічний результат. Отже, пропонуємий винахід відповідає критерію "Винахідницький рівень". За наяв ними у заявника і авторів відомостями сукупність ознак, що пропонується і де nВі - кутова швидкість обертання валків в харак теризує сутність винаходу, невідома із сукліті з поточним номером і, радіан за секунду; часного рівня техніки. Отже, винахід від повідає V0 - швидкість заготовки на вході в стан, м/с; критерію "Новизна". S0 - товщина стінки заготовки на вході в стан, Мета винаходу досягається за рахунок того, м що D0 - діаметр заготовки на вході в стан, м; - по-перше, на відміну від наближеної формуSj - товщина стінки труби на виході з поперели Dkі =Dui –Di cosqni для ви значення величини дньої j -тої кліті, м; катаючого діаметра валка, яка використовується в Dj - середній діаметр калібру в попередній кліті про тотипі в співвідношенні (2), в способі, що заз поточним номером j, м; являється, в співвідношенні (3) використовують точну формулу D ki = Dui - 2r rq ni cos qni; 7 82971 8 - по-друге, на відміну від прототипу, де кутову Заявляємий спосіб здійснюється таким чином швидкість валків nВі визнача ють із умови збігу Попередньо деформована в будь-якому трушвидкостей руху поверхні валка та труби в напрябовиготівельному агрегаті (три валковий розкатмку про катки на виході з осередку деформації, де ний, безперервний оправочний, автоматичний, поздовжньої прокатки, трубоелектрозварювальний V0S0 (D0 - S0 ) швидкість труби дорівнює Vi = , в і т.п.) заготовка задається у валки безоправочного Si (Di - Si ) багатоклітинного стана безперервної прокатки. способі, що заявляється, кутову швидкість валків Куто ву швидкість валків nВі кожної i-тої кліті стана nВі визначають із умови збігу швидкостей руху побезоправочної прокатки встановлюють в залежноверхні валка та труби в на прямку прокатки в "нейсті від схеми зв'язку валків клітей з робочим двигутральному поперечному перетині" осередку дефоном, або двигунами [індивідуальна схема, групова рмації, де швидкість труби дорівнює схема, диференційно-групова схема та інші - ди2 V0 S0 (D 0 - S0 ) вися, наприклад книгу: Г.И.Гуляев и др. Техноло, що в більшій мірі Vcpi = Sj D j - Sj + Sj D j - Sj гия непрерывной безоправочной прокатки труб. Москва, Металлургия, 1975. Стор. 9-14]. Так, навідповідає реальним умовам прокатки. приклад, для індивідуальної схеми кутову швидТаким чином, при такій сукупності розподілу кість nВі встановлюють на підставі наступних покутови х швидкостей валків nВі по клітям багатокліслідовних міркувань, розрахунків та дій. тинного стана, яка пропонується в якості винаходу, 1. Визначаються із стінкою труби St = S n = SN, забезпечу ється виготовлення труби з високим діаметром заготовки D0 та тр уби Dt = DN, ідеальрівнем показників якості (точності). Отже, за проними діаметрами валків Dui. понований винахід відповідає критерію "Корис2. Обчислюють сумарну абсолютну DDS = D0ність". D DS Спосіб пояснюється графічно. На фігурі 1 поDN та сумарну відносну DmS = деформації казано схему розподілу зон від ставання (де наD0 прямок напруги t контактного тертя співпадає з редукування заготовки в стані безоправочної пронапрямком прокатки труби) та випередження (де катки. напрямок напруги t контактного тертя є протилеж3. Визначаються з кількістю клітей N, що є поним напрямку прокатки труби) в осередку дефортрібними для здійснення де формації DDS. мації кліті з поточним номером i. Валок 1 з ідеаль4. Розподіляють сумарну деформацію DDS між ним діаметром Dui та діаметром у вершині калібру N клітями стана у вигляді часткових деформацій Dbi обертається навкруги своєї вісі OO з кутовою DDi = Dj - Di та обчислюють задані значення частшвидкістю nВі в напрямку, що вказано стрілкою D (другий валок на малюнку не показано), що прикових відносних деформацій e i = 1 - i . Dj зводить до деформації труби 2 завдяки її руху в напрямку прокатки, що співпадає з напрямком вісі 5. Виходячи з практичного досвіду та особлиОkХ. востей сортаменту тр уб, що мають бути прокатаДовжина зони осередку деформації характеними, задають значення коефіцієнтів пластичного ризується кутом захвату a i. На контактній поверхні натяжіння Zi між клітями стана та швидкість прокатруби та валка в точці T, положення котрої визнатки труби на вході в пе ршу кліть стана V0. чається кутом нейтрального перетину qni та кутом 6. Відповідно заданим величинам Zi, Di та St a ni (який, в свою чергу, залежить від величини обчислюють значення тов щини стінок Si (тут i =0, Vcpi), швидкості руху поверхні валка та труби в на1, ... N-1) тр уби після прокатки в клітях стана з попрямку прокатки (напрямку вісі ОkХ) співпадають. точними номерами i = 1, ... N-1 та товщину стінки Діаметр валка в перетині, що проходить під кутом заготовки S0. qni до площини вершин калібру Оb О kХ, дорівнює Розрахунки ведуть проти ходи прокатки, викоDki (катаючий діаметр). На фігурі 2 показано поперистовуючи відомі методики [дивися, наприклад речний перетин осередку деформації двовалкової книгу: ГИ.Гуляев и др. Технология непрерывной кліті площиною, що проходить через вісі OO валків безоправочной прокатки труб. Москва, Металлур1 та 3 з врізаними калібрами однакової форми. гия, 1975. Стор.45-48]. Форма калібрів характеризується законом змі7. Виходячи з практичного досвіду, або шляхом відповідних розрахунків [дивися, наприклад, ни радіуса калібру rqi = Ok A по периметру (коорстаттю: Ю.Г.Гуляев, Е.И.Ши фрин, H.Ю.Квитка. Ма дината в) калібру в кліті з поточним номером i. тематическая модель непрерывной безоправочТакож форма калібрів, врізаних в валки характеной продольной прокатки труб. Журнал "Теория и æ p ö практика металлургии", 2006, №6. Система рів ÷ , висотою ризується їх шириною bi = rqiç q = ç ÷ нянь 1-3] визначають величини кутів нейтрального Nbi ø è перетину qni в кожній кліті з поточним номером і. b 8. Виходячи з практичного досвіду та особлиhi=rqi(q=0) та овальністю l i = i (тут Nbі - кількість hi востей сортаменту тр уб, що мають бути прокатаними, визначають закони rqi = f(q) зміни радіуса валків в кліті з поточним номером і). Поточний діаметр валка по периметру калібру дорівнює великалібру rqi по його периметру в кожній i-тій кліті стана. чині Dqi=Dui-2rqicosq, а катаючий діаметр, відповідно, дорівнює величині Dki = Dui-2rqni cosqni (тут 9. Підставляючи в rqi = f(q) величини q - qni обчислюють величини радіусів rq ni для кожної кліті. rqni = Ok A q ). ( ) ( ) 9 82971 10 10. Використовуючи визначені величини V0, Як видно з наведених в таблиці даних, кутові S0, D0, Sj, Si, Dj, Di, Dui, r qni, qni співвідношенні (3), П швидкості валків nВі та nП в кожній i-тій кліті стаобчислюють кутові швидкості валків nВі в кожній iВі тій кліті стана, що забезпечать виготовлення труби на, встановлені відповідно при використанні відоз товщиною стінки St=Sn. мого (прототип) та пропонуємого способів є різниСпосіб, який пропонується в якості винаходу, ми. В результаті обміру геометричних розмірів апробовано в умовах редук ційного та калібровочтруб, що були прокатні з використанням величин ного станів трубовиготівельного агрегату "30-102". nП та nП , встановлено, що середнє геометричне В таблиці наведено параметри безоправочної Ві Ві безперервної поздовжньої прокатки в багато клі2 тинному редукційному стані (N = 24) труби діаметK -3 ром Dt = D24 = 57,0×10 м (в холодному стані) з å (S tk - Sn ) товщиною стінки Sn = 11,6×10-3 м із заготовки діавідхилення D = k = 1 (тут k - поточний K метром D0 =117,0×10-3 м з товщиною стінки S0=14,8×10-3 м (при температурі 1000°C). Швидкість номер обміру товщини стінки; K - загальна кільV0 становить величину 0,7м/с, діаметр валків в усіх кість обмірів) реальної товщині стінки труб St від заданого номіналу Sn становить: клітях становить величину Dui =0,33м. Калібри ва- для труб, прокатаних з використанням велилків виготовляли методом проточки в зборі, піс ля встановлення валків в прокатну кліть. Закон зміни чин nП радіуса калібру rqi по його периметру в кожній i-тій Ві (тобто з використанням способукліті стана задавали відповідно 24 рівнянь, загапрототипу), D =0,18×10-3 м; льний вигляд яких має таку форму - для труб, прокатаних з використанням величин nП (тобто з використанням заявляемого споВі собу), D =0,12×10-3 м. На підставі отриманих експериментальних даних можна констатувати, що спосіб, який пропонується в якості винаходу, дозволяє суттєво (на 33%) знизити відхилення реальної товщини стінки труб St від заданого номіналу Sn. Внаслідок цього з'являється можливість зменшення відбраківки труб у порівнянні з величи ною при використанні відомого способу прокатки. 11 82971 Таким чином, дослідження в промислових умовах показують, що пропонуємий спосіб відпо 12 відає критеріям "Промислова придатність" та "Корисність". 13 Комп’ютерна в ерстка Л. Купенко 82971 Підписне 14 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous plugless longitudinal pipe rolling in multi-stand mill
Автори англійськоюHuliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Pavlovskyi Borys Hryhorovych, Kvitka Natalia Yuriivna, Pakhomova Liudmyla Yakivna
Назва патенту російськоюСпособ непрерывной безоправочной продольной прокатки труб в многоклетьевом стане
Автори російськоюГуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Павловский Борис Григорьевич, Квитка Наталья Юрьевна, Пахомова Людмила Яковлевна
МПК / Мітки
МПК: B21B 17/00, B21B 37/46, B21B 27/02
Мітки: поздовжньої, багатоклітьовому, труб, стані, безоправочної, безперервної, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/7-82971-sposib-bezperervno-bezopravochno-pozdovzhno-prokatki-trub-v-bagatoklitovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані</a>
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Козловський Альфред Іванович, Лозовий Віктор Іванович, Залесський Олександр Іванович, Чуєв Анатолій Васильович, Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Юрковський Володимир Васильович, Шифрін Євген Ісайович
МПК: B21B 17/00
Мітки: безперервної, спосіб, прокатки, багатоклітьовому, стані, труб, поздовжньої, безоправочної
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 77138
Опубліковано: 16.10.2006
Автори: Шифрін Євген Ісайович, Гуляєв Юрій Геннадійович, Шляхов Павло Олександрович, Квітка Наталія Юріївна, Ведовський Євген Леонідович, Польський Георгій Миколайович, Козловський Альфред Іванович, Закопко Олександр Вікторович, Бражник Олег Володимирович, Овчинников Володимир Володимирович, Шишо Юрій Георгійович
МПК: B21B 17/00
Мітки: багатоклітьовому, поздовжньої, труб, спосіб, стані, безперервної, прокатки, безоправочної
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній кліті стана валками з калібрами, при котрому овальність калібру кожної
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Друян Володимир Михайлович, Гуляєв Юрій Геннадійович, Козловський Альфред Іванович, Чуєв Анатолій Васильович, Івченков Сергій Іванович, Гуляєва Наталія Юріївна, Шифрін Євген Іссайович, Позументщиков Віктор Костянтинович
МПК: B21B 17/00
Мітки: труб, багатоклітьовому, спосіб, безперервної, безоправочної, стані, прокатки
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб прокатки труб в багатоклітьовому редукційному стані
Номер патенту: 77136
Опубліковано: 16.10.2006
Автори: Круподер Андрій Миколайович, Бойко Іван Петрович, Квітка Наталія Юріївна, Грінберг Броніслав Михайлович, Шифрін Євген Ісайович, Гуляєв Юрій Геннадійович, Гопайца Наталія Вікторівна, Юрковський Володимир Васильович, Щучко Володимир Миколайович, Козловський Альфред Іванович, Лозовий Віктор Іванович, Луценко Олег Вікторович, Чудаков Євген Федорович, Олійник В'ячеслав Семенович
МПК: B21B 17/00
Мітки: спосіб, багатоклітьовому, прокатки, редукційному, стані, труб
Формула / Реферат:
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим,...
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці

Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Друян Володимир Михайлович, Шифрін Євген Ісайович, Івченков Сергій Іванович, Чуєв Анатолій Васильович, Козловський Альфред Іванович, Позументщиков Віктор Костянтинович, Гуляєва Наталія Юріївна, Гуляєв Юрій Геннадійович, Залесський Олександр Іванович
МПК: B21B 17/00
Мітки: оправці, нерухомій, короткій, труб, поздовжньої, прокатки, спосіб, валках, багатопрохідної, каліброваних
Формула / Реферат:
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення обтиснення заготовки...
Попередній патент: Спосіб утилізації тепла відхідних димових газів технологічних агрегатів
Наступний патент: Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Випадковий патент: Провід сталеалюмінієвий