Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 103190
Опубліковано: 10.12.2015
Автори: Угрюмов Юрій Дмитрович, Стасевсьский Станіслав Леонідович, Добряк Владимир Дмитрович, Балакін Валерій Федорович, Угрюмова Анна Юріївна
Формула / Реферат
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що з боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи, при цьому між обтисками гільзу повертають на кут, який визначається з виразу ![]() , де
, де ![]() - число бойків, з подальшим витяганням оправки з гільзи.
- число бойків, з подальшим витяганням оправки з гільзи.
Текст
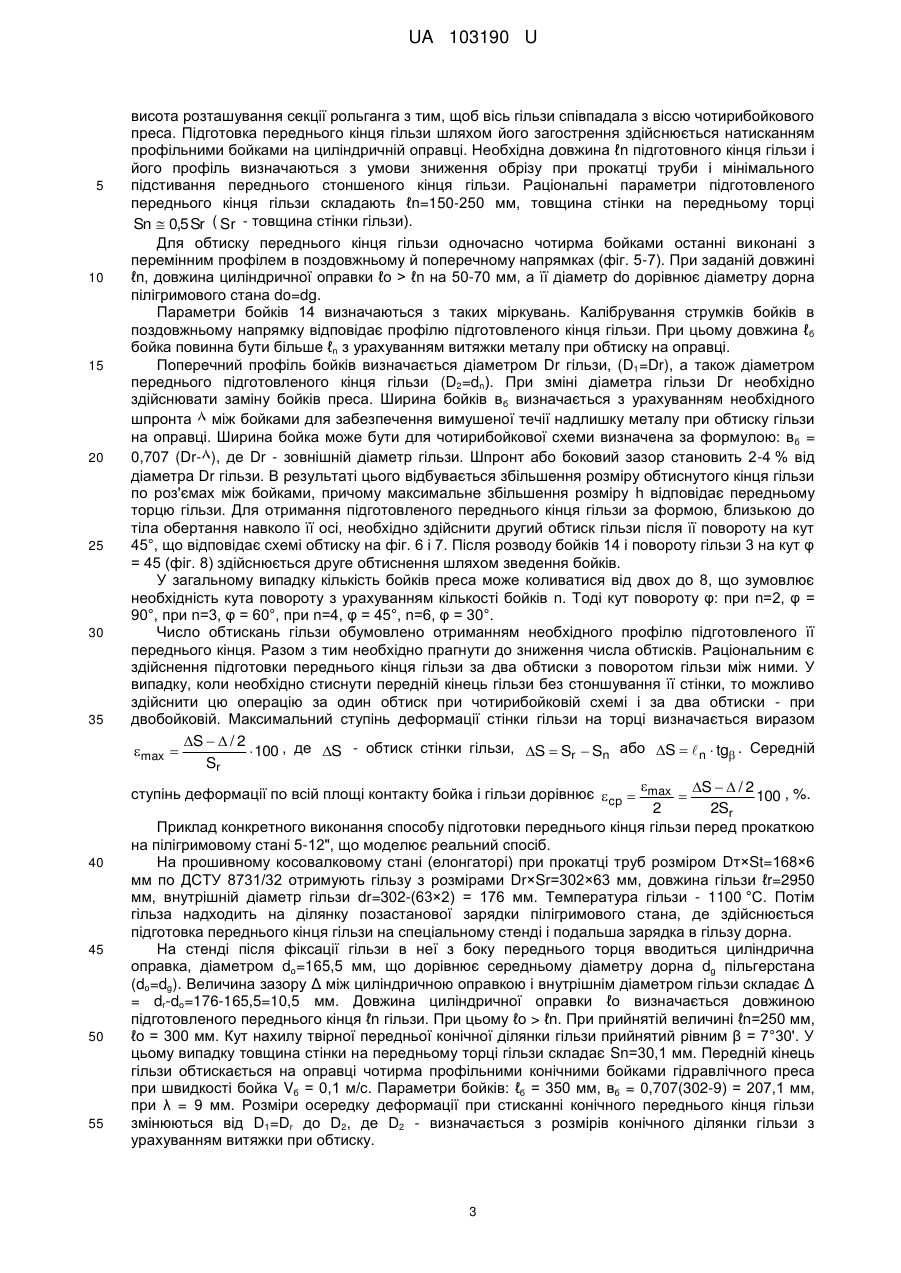
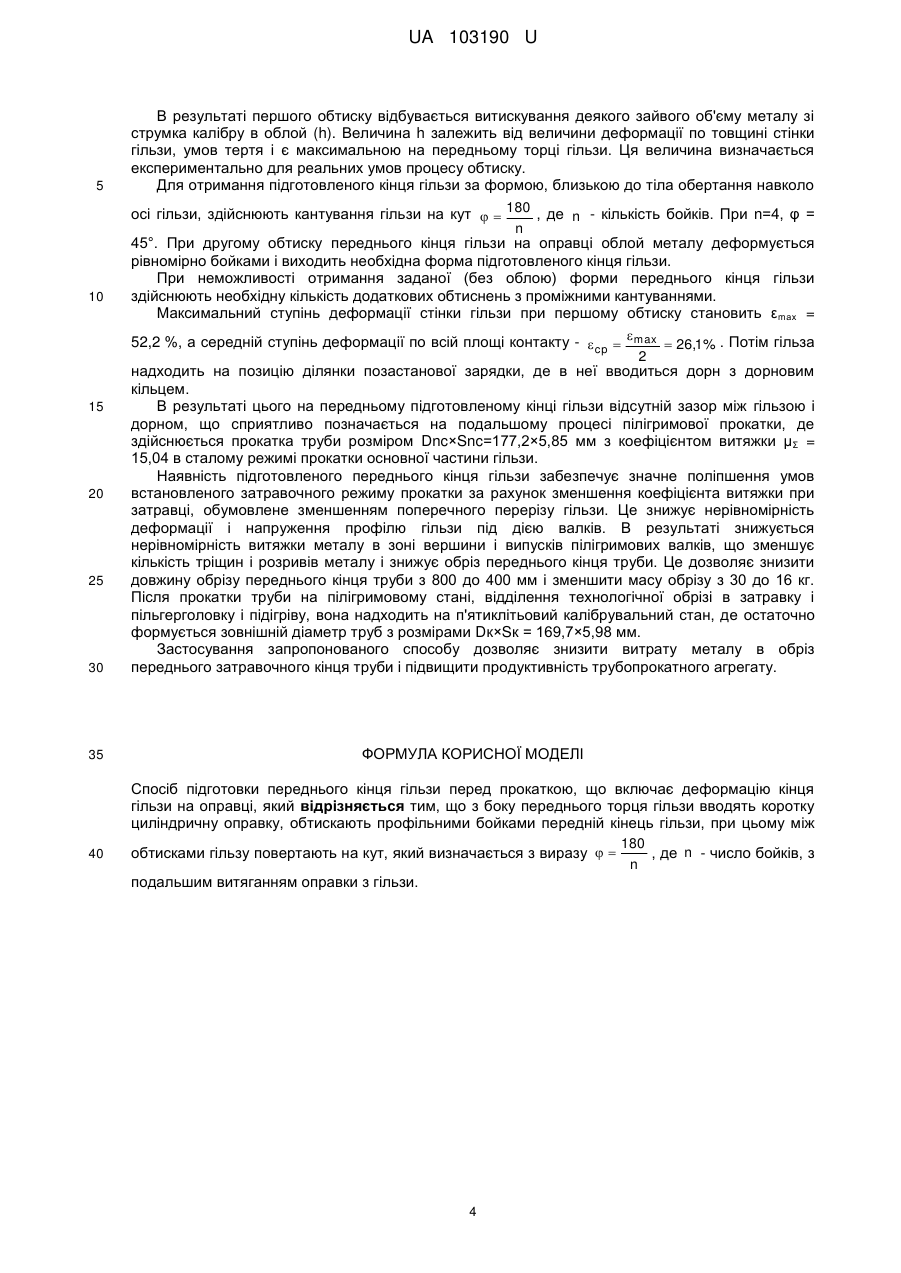
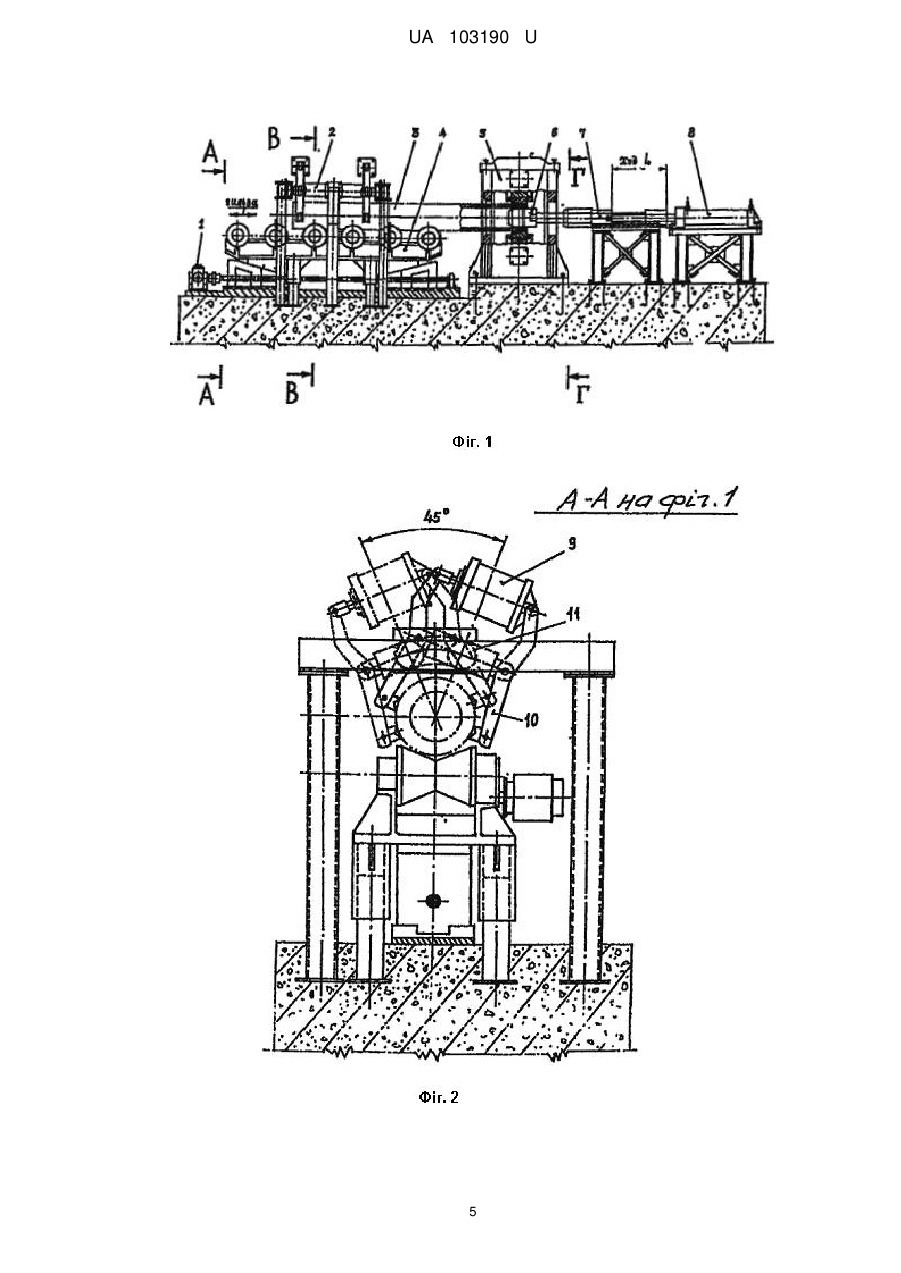
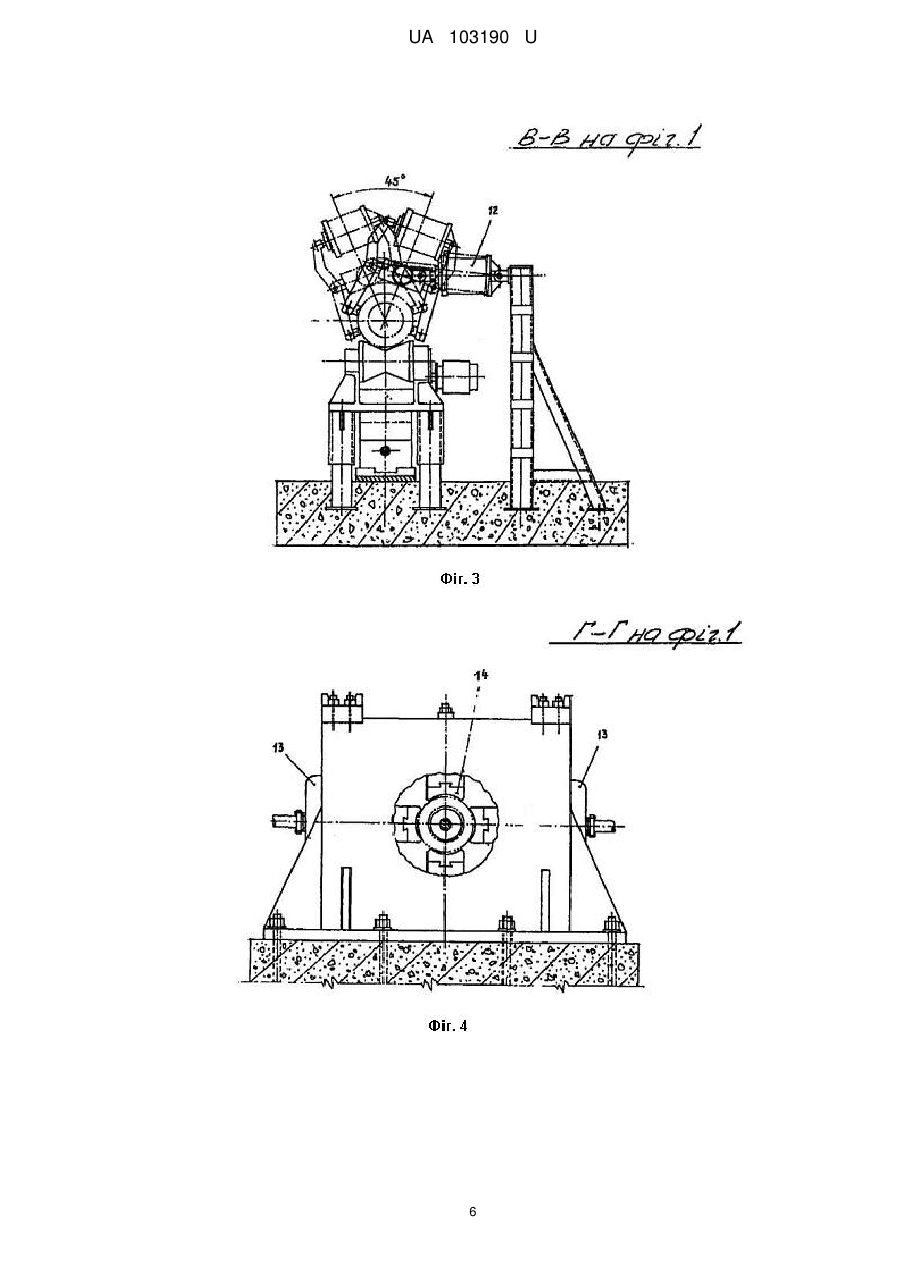
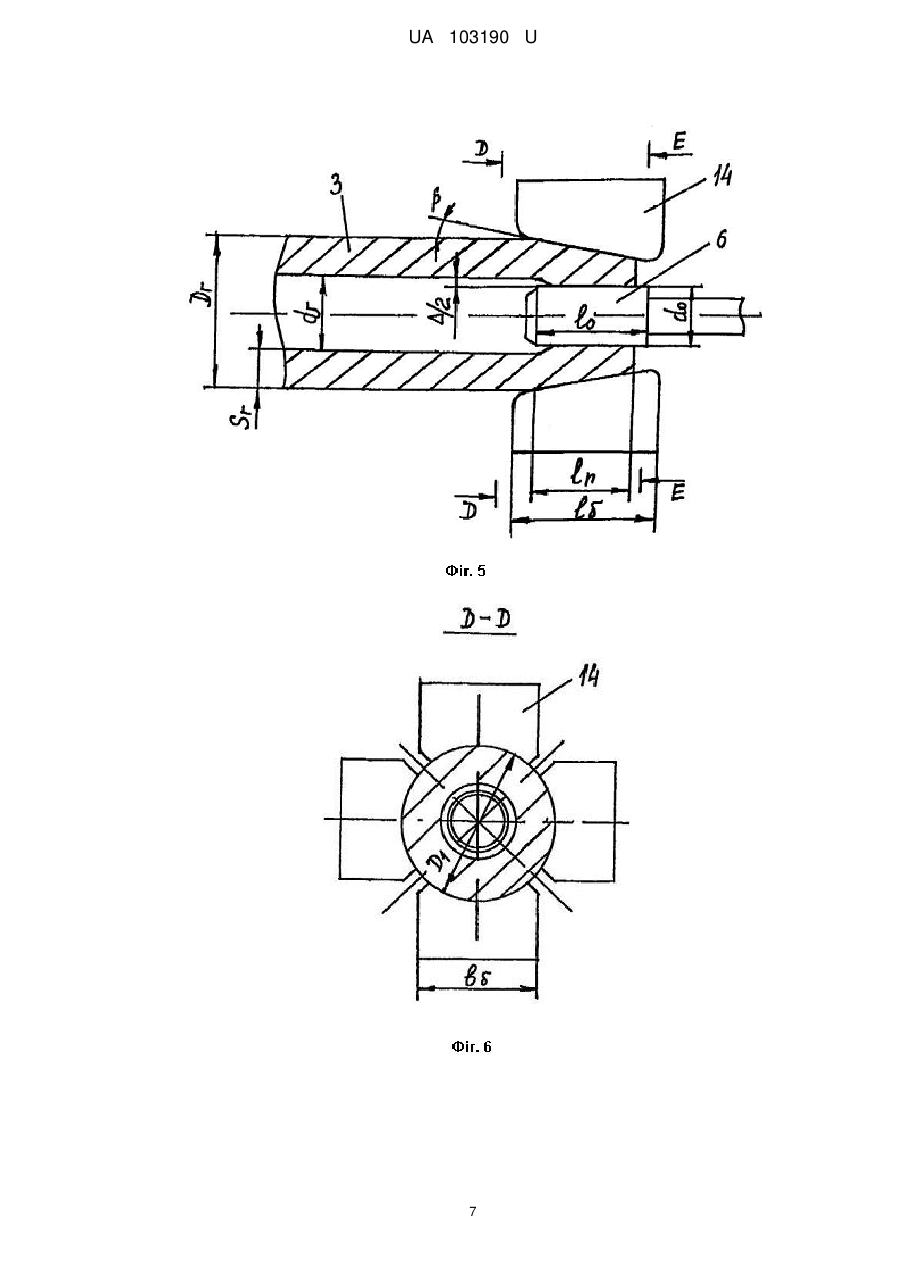
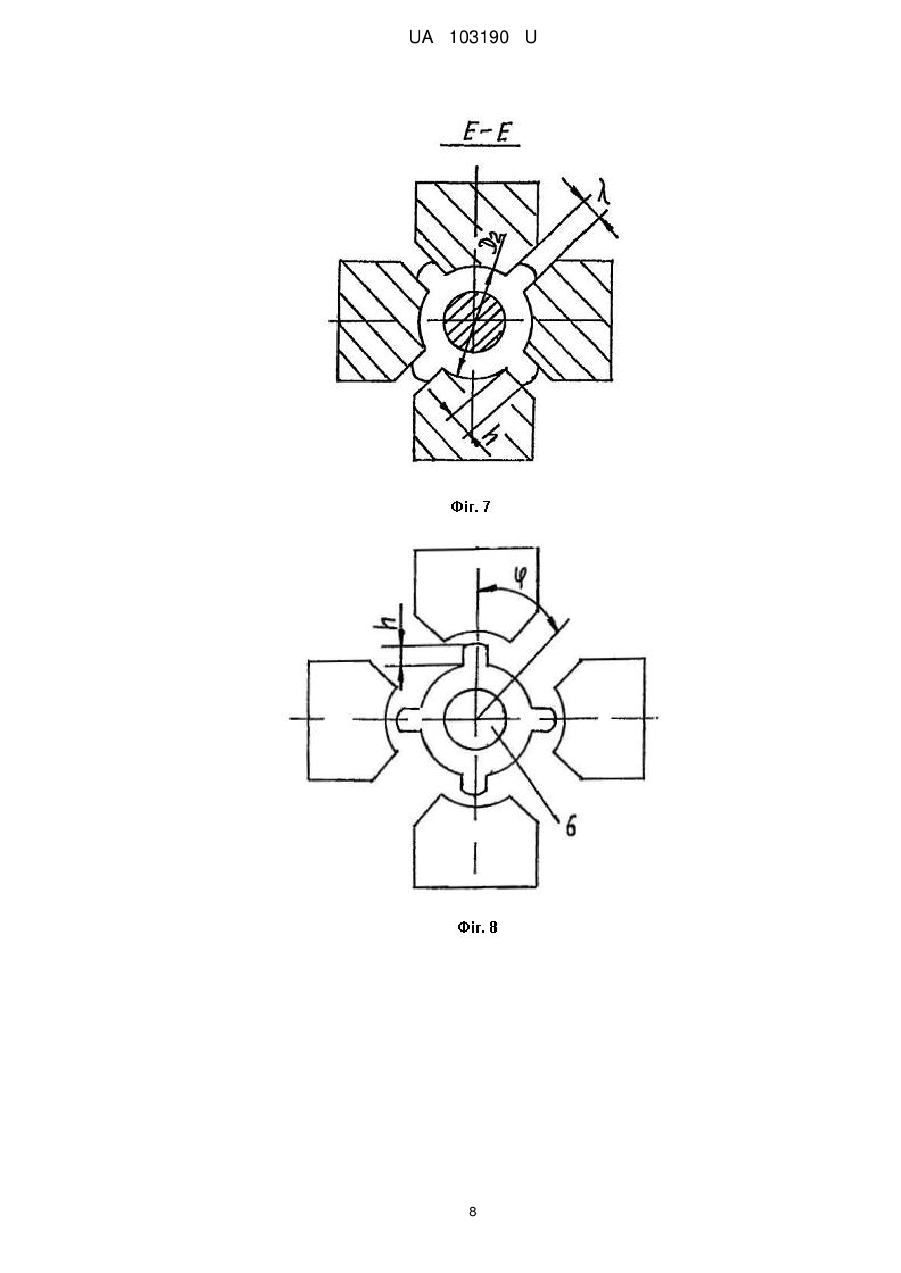
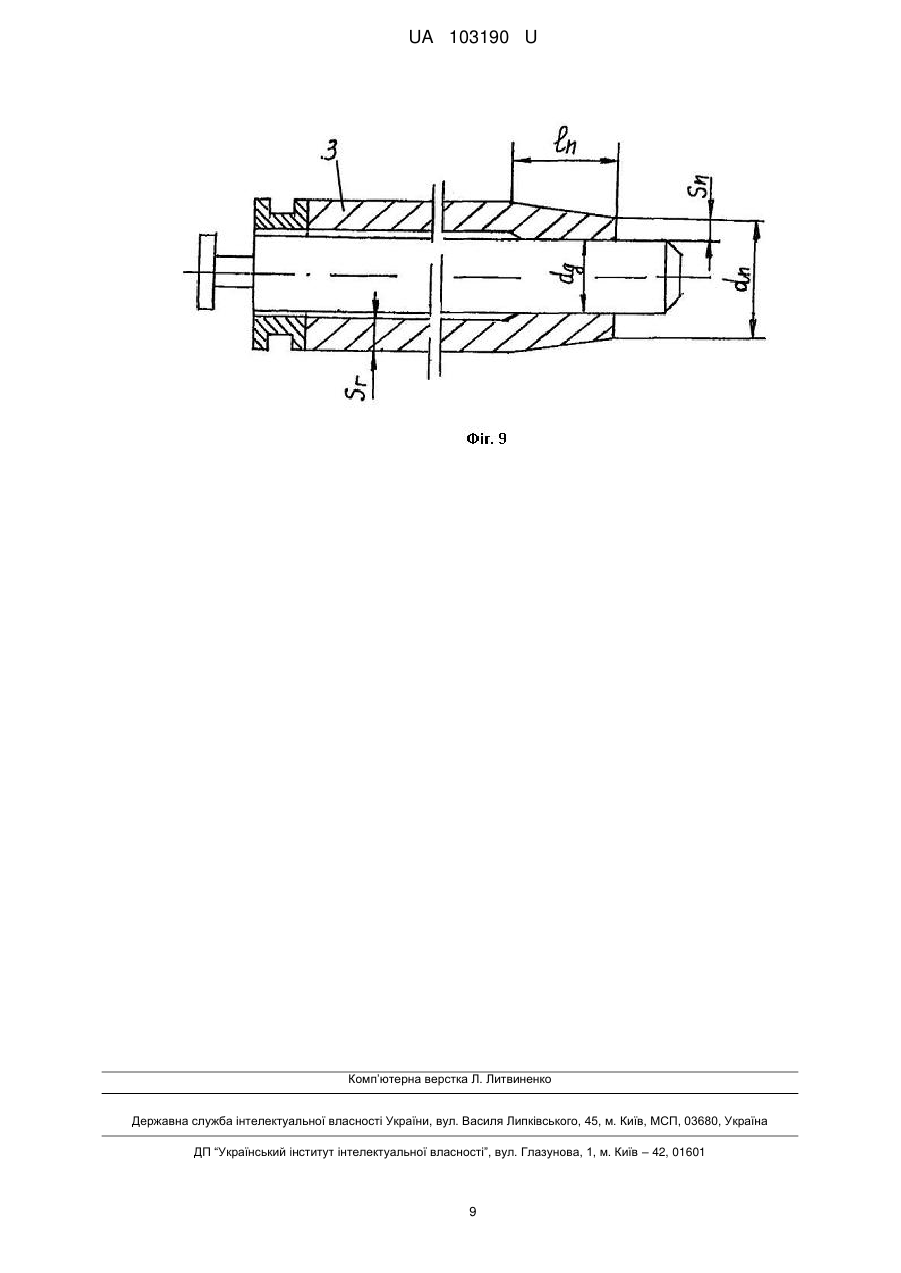
Реферат: Спосіб підготовки переднього кінця гільзи перед прокаткою включає деформацію кінця гільзи на оправці. З боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи. Між обтисками гільзу повертають на кут, який 180 визначається з виразу , де n - число бойків, з подальшим витяганням оправки з гільзи. n UA 103190 U (12) UA 103190 U UA 103190 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, а саме виробництва труб на агрегатах з розкатними станами різного типу: пілігримовими, автоматичними, безперервними і ін. При прокатці гільзи в трубу на оправці на різних розкатних станах особливо важким є період несталого режиму прокатки переднього кінця труби, що обумовлено нестабільністю умов захоплення металу валками, підвищеною поперечною деформацією через відсутність "жорсткого кінця". Внаслідок цього збільшується обріз передніх дефектних кінців труб, що збільшує витрату металу і знижує вихід придатного. Особливо великі втрати металу при затравочному режимі прокатки труб на пілігримовому стані внаслідок значних витяжок і дії переднього підпору з боку подавального апарата. При цьому, втрати металу в обріз переднього кінця труби на пілігримовому стані складають 2,5-4,0 % від маси вихідної заготовки. Для зменшення втрат металу в обріз переднього кінця труби на різних розкатних станах доцільно зменшувати витяжку при деформації переднього кінця гільзи, що може бути досягнуто за рахунок попередньої підготовки переднього кінця гільзи шляхом зменшення товщини його стінки. Відомий спосіб підготовки трубної заготовки під прокатку, що включає роздільне виготовлення профільної кінцевої та основної частин з металів з різними фізико-хімічними властивостями і їх з'єднання, згідно з винаходом кінцеву частину заданого профілю відливають у форму і з'єднують її торець при кристалізації розплаву з підігрітим до температури 0,3-0,8 температури плавлення торцем основної частини, попередньо обробляючи місце з'єднання легкоплавким шлаком (А.С. СРСР № 495103 "Спосіб підготовки трубної заготовки під прокатку", МПК В21В 1/00, В21В 23/00, 1975, Бюл. № 46). Недоліком відомого способу є неможливість його використання для підготовки передніх кінців гільз в лінії трубопрокатного агрегату, так як його використання знизить продуктивність агрегату. Найбільш близьким аналогом до запропонованої корисної моделі по технічній суті і технічному результату, що досягається, є спосіб підготовки гільзи до пілігримової прокатки труб, що включає прошивку заготовки дорном в матриці і профілювання її переднього кінця на дорні пілігримової головки, причому після закінчення профілювання переднього кінця заготовки до її заднього торця прикладають підпірне осьове зусилля, а матрицю переміщують вздовж заготовки до її заднього кінця, обтискаючи на дорні по зовнішньому діаметру і товщиною стінки (А.С. СРСР № 778834 "Спосіб підготовки гільзи до пілігримової прокатки труб", МПК В21В21/00,1980, Бюл. № 42). Особливістю відомого способу є використання дорна пілігримового стана для прошивки гільзи на горизонтальному гідравлічному пресі з подальшою передачею гільзи з розміщеним всередині дорном відразу на пілігримовий стан, минаючи косовалковий прошивний стан (елонгатор). Згідно з відомим способом підготовка переднього кінця гільзи здійснюють в процесі прошивки гільзи на пресі. Суттєвими ознаками найближчого аналога, які збігаються з суттєвими ознаками запропонованої корисної моделі, є деформація переднього кінця гільзи на оправці. Недоліками відомого способу є наступні: - підготовку переднього кінця гільзи неможливо здійснити на трубопрокатних пілігримових та інших розкатних агрегатах, де в технологічній лінії відсутні гідравлічні преси для отримання гільз; - підвищена різностінність гільзи при її прошивці безпосередньо на горизонтальному гідравлічному пресі призведе до підвищеної різностінності труб на пілігримовому стані. В основу корисної моделі поставлена задача удосконалити спосіб підготовки переднього кінця гільзи перед прокаткою за рахунок його профілювання шляхом обтискання профільними бойками на ділянці позастанової зарядки пілігримового стана з провертанням гільзи між суміжним обтиском. Це дозволить не знижуючи продуктивності пілігримового стана здійснити профілювання переднього кінця гільзи на тимчасовій короткій циліндричній оправці з подальшим її витяганням. Поставлена задача вирішується тим, що в способі підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, згідно з корисною моделлю, з боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи, при цьому між обтисками гільзу повертають на кут, який визначається з виразу 180 , де n - число бойків, з подальшим витяганням оправки з гільзи. n 1 UA 103190 U 5 10 15 20 25 30 35 40 45 50 55 Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, яка заявляється, і технічним результатом, який досягається, полягає в наступному. Згідно з корисною моделлю, що заявляється, отримання гільзи здійснюють на прошивному косовалковому стані, що знижує різностінність гільз в порівнянні з отриманням їх прошивкою на пресі. Підготовку передніх кінців гільз здійснюють згідно з запропонованим способом на тимчасовій короткій циліндричній оправці шляхом обтиску переднього кінця на оправці профільними бойками. Для забезпечення необхідної якості профілю підготовленого кінця гільзи здійснюють її повертання між суміжними обтисканнями. Величина кута повороту гільзи обумовлена кількістю бойків обтискного преса. Для рівномірного обтискання переднього кінця гільзи, що деформується, з метою запобігання погіршенню його якості величина кута повороту гільзи пов'язана з числом бойків виразом 180 , де n - число бойків. n Запропонований спосіб дозволяє на пілігримовому стані зменшити масу обладнання для підготовки переднього кінця гільзи в результаті використання операції його профілювання на тимчасовій оправці, після вилучення якої гільза передається на одну з двох ділянок позастанової зарядки для введення в неї дорна пілігримового стана. Спосіб підготовки переднього кінця гільзи перед прокаткою реалізується на спеціальному стенді. На фіг. 1 наведено загальний вигляд стенда, на фіг. 2 - переріз А-А на фіг. 1, на фіг. 3 - переріз В-В на фіг. 1, на фіг. 4 - переріз Г-Г на фіг. 1, на фіг. 5 наведено поздовжній розріз осередку обтиску кінця гільзи бойками на оправці, на фіг. 6 - переріз Д-Д на фіг. 5, на фіг. 7 - переріз Е-Е на фіг. 5, на фіг. 8 - вид гільзи з торця після розрізу бойків і повороту гільзи на кут φ = 45°, на фіг. 9 - загальний вигляд гільзи з підготовленим переднім кінцем на дорні перед прокаткою. Стенд для підготовки передніх кінців гільз для здійснення запропонованого способу складається з секції 4 рольганга з індивідуальним приводом роликів, забезпечений чотирма телескопічними направляючими стійками і клино-гвинтовим механізмом 1 для її підйому або опускання, а також механізмом 2 для повороту гільзи на кут 45°. До рольганга примикає чотирибойковий кувальний гідравлічний прес 5, між бойками якого розміщується оправка 6 з гідроприводом 8. Переміщення оправки 6 здійснюється від гідроприводу 8 за допомогою повзуна 7, який рухається по напрямних, що створює необхідну опору для утримування оправки 6 по осі між бойками 14. Механізм повороту гільзи являє собою поєднання двох важільних (кліщових) механізмів 10 затиску гільзи з пневмоприводами 9 і поворотного механізму з пневмоприводом 12. Для повороту всього механізму навколо осі гільзи є дві напрямні, виконані по радіусу, в яких при повороті перекочуються ходові ролики 11 поворотного механізму. Поворот механізму разом із затиснутою гільзою здійснюється пнемоциліндром 12. Чотирибойковий кувальний прес 5 містить дві пари взаємно протилежних бойків 14. Причому одна пара бойків (горизонтальна) має два гідроприводи 13 для здійснення робочого ходу бойків і дві пари гідроциліндрів для здійснення зворотного ходу. Друга пара бойків при робочому ході отримує переміщення від горизонтальних бойків за допомогою взаємодії нахильних поверхонь їх утримувачів. При зворотному ході вертикальні бойки повертаються у вихідне положення за рахунок зворотних пружин. Підготовку переднього кінця гільзи перед прокаткою, згідно з корисною моделлю, здійснюють наступним чином. Гільза 3 після прошивного косовалкового стана надходить на ділянку позастанової зарядки пілігримового стана по рольгангу 4 до упору в заздалегідь виставлені бойки преса або в бурт оправки (на фіг. 1 оправка 6 показана без бурту). Включаються робочі гідроциліндри преса 5 і передній кінець гільзи 3 обтискають на оправці 6 з чотирьох сторін одночасно бойками 14. Потім бойки 14 розводяться й включаються пневмоциліндри 9, які затискають гільзу в кліщах 10. Слідом за цим включається пневмоциліндр 12, який виконує поворот затиснутої гільзи на кут 45°. Після цього проводиться повторне обтиснення кінця гільзи в чотирибойковом пресі 5. Потім бойки 14 розводяться, гідроциліндр 8 дістає оправку 6 з гільзи 3. Далі гільза звільняється від кліщів 10 і передається на позицію зарядки в неї дорна з дорновим кільцем. При переході на інший розмір гільзи за допомогою клино-гвинтового механізму встановлюється відповідна 2 UA 103190 U 5 10 15 20 25 30 35 40 45 50 55 висота розташування секції рольганга з тим, щоб вісь гільзи співпадала з віссю чотирибойкового преса. Підготовка переднього кінця гільзи шляхом його загострення здійснюється натисканням профільними бойками на циліндричній оправці. Необхідна довжина ℓn підготовного кінця гільзи і його профіль визначаються з умови зниження обрізу при прокатці труби і мінімального підстивання переднього стоншеного кінця гільзи. Раціональні параметри підготовленого переднього кінця гільзи складають ℓn=150-250 мм, товщина стінки на передньому торці Sn 0,5 Sr ( Sr - товщина стінки гільзи). Для обтиску переднього кінця гільзи одночасно чотирма бойками останні виконані з перемінним профілем в поздовжньому й поперечному напрямках (фіг. 5-7). При заданій довжині ℓn, довжина циліндричної оправки ℓо > ℓn на 50-70 мм, а її діаметр do дорівнює діаметру дорна пілігримового стана do=dg. Параметри бойків 14 визначаються з таких міркувань. Калібрування струмків бойків в поздовжньому напрямку відповідає профілю підготовленого кінця гільзи. При цьому довжина ℓ б бойка повинна бути більше ℓn з урахуванням витяжки металу при обтиску на оправці. Поперечний профіль бойків визначається діаметром Dr гільзи, (D1=Dr), а також діаметром переднього підготовленого кінця гільзи (D2=dn). При зміні діаметра гільзи Dr необхідно здійснювати заміну бойків преса. Ширина бойків в б визначається з урахуванням необхідного шпронта ٨ між бойками для забезпечення вимушеної течії надлишку металу при обтиску гільзи на оправці. Ширина бойка може бути для чотирибойкової схеми визначена за формулою: в б = 0,707 (Dr-٨), де Dr - зовнішній діаметр гільзи. Шпронт або боковий зазор становить 2-4 % від діаметра Dr гільзи. В результаті цього відбувається збільшення розміру обтиснутого кінця гільзи по роз'ємах між бойками, причому максимальне збільшення розміру h відповідає передньому торцю гільзи. Для отримання підготовленого переднього кінця гільзи за формою, близькою до тіла обертання навколо її осі, необхідно здійснити другий обтиск гільзи після її повороту на кут 45°, що відповідає схемі обтиску на фіг. 6 і 7. Після розводу бойків 14 і повороту гільзи 3 на кут φ = 45 (фіг. 8) здійснюється друге обтиснення шляхом зведення бойків. У загальному випадку кількість бойків преса може коливатися від двох до 8, що зумовлює необхідність кута повороту з урахуванням кількості бойків n. Тоді кут повороту φ: при n=2, φ = 90°, при n=3, φ = 60°, при n=4, φ = 45°, n=6, φ = 30°. Число обтискань гільзи обумовлено отриманням необхідного профілю підготовленого її переднього кінця. Разом з тим необхідно прагнути до зниження числа обтисків. Раціональним є здійснення підготовки переднього кінця гільзи за два обтиски з поворотом гільзи між ними. У випадку, коли необхідно стиснути передній кінець гільзи без стоншування її стінки, то можливо здійснити цю операцію за один обтиск при чотирибойковій схемі і за два обтиски - при двобойковій. Максимальний ступінь деформації стінки гільзи на торці визначається виразом S / 2 max 100 , де S - обтиск стінки гільзи, S Sr Sn або S n tg . Середній Sr ступінь деформації по всій площі контакту бойка і гільзи дорівнює cp max S / 2 100 , %. 2 2Sr Приклад конкретного виконання способу підготовки переднього кінця гільзи перед прокаткою на пілігримовому стані 5-12", що моделює реальний спосіб. На прошивному косовалковому стані (елонгаторі) при прокатці труб розміром Dт×St=168×6 мм по ДСТУ 8731/32 отримують гільзу з розмірами Dr×Sr=302×63 мм, довжина гільзи ℓr=2950 мм, внутрішній діаметр гільзи dr=302-(63×2) = 176 мм. Температура гільзи - 1100 °C. Потім гільза надходить на ділянку позастанової зарядки пілігримового стана, де здійснюється підготовка переднього кінця гільзи на спеціальному стенді і подальша зарядка в гільзу дорна. На стенді після фіксації гільзи в неї з боку переднього торця вводиться циліндрична оправка, діаметром do=165,5 мм, що дорівнює середньому діаметру дорна dg пільгерстана (do=dg). Величина зазору Δ між циліндричною оправкою і внутрішнім діаметром гільзи складає Δ = dr-do=176-165,5=10,5 мм. Довжина циліндричної оправки ℓо визначається довжиною підготовленого переднього кінця ℓn гільзи. При цьому ℓо > ℓn. При прийнятій величині ℓn=250 мм, ℓо = 300 мм. Кут нахилу твірної передньої конічної ділянки гільзи прийнятий рівним β = 7°30'. У цьому випадку товщина стінки на передньому торці гільзи складає Sn=30,1 мм. Передній кінець гільзи обтискається на оправці чотирма профільними конічними бойками гідравлічного преса при швидкості бойка Vб = 0,1 м/с. Параметри бойків: ℓб = 350 мм, вб = 0,707(302-9) = 207,1 мм, при λ = 9 мм. Розміри осередку деформації при стисканні конічного переднього кінця гільзи змінюються від D1=Dr до D2, де D2 - визначається з розмірів конічного ділянки гільзи з урахуванням витяжки при обтиску. 3 UA 103190 U 30 В результаті першого обтиску відбувається витискування деякого зайвого об'єму металу зі струмка калібру в облой (h). Величина h залежить від величини деформації по товщині стінки гільзи, умов тертя і є максимальною на передньому торці гільзи. Ця величина визначається експериментально для реальних умов процесу обтиску. Для отримання підготовленого кінця гільзи за формою, близькою до тіла обертання навколо осі гільзи, здійснюють кантування гільзи на кут 180 , де n - кількість бойків. При n=4, φ = n 45°. При другому обтиску переднього кінця гільзи на оправці облой металу деформується рівномірно бойками і виходить необхідна форма підготовленого кінця гільзи. При неможливості отримання заданої (без облою) форми переднього кінця гільзи здійснюють необхідну кількість додаткових обтиснень з проміжними кантуваннями. Максимальний ступінь деформації стінки гільзи при першому обтиску становить ε mах = 52,2 %, а середній ступінь деформації по всій площі контакту - cp max 26,1% . Потім гільза 2 надходить на позицію ділянки позастанової зарядки, де в неї вводиться дорн з дорновим кільцем. В результаті цього на передньому підготовленому кінці гільзи відсутній зазор між гільзою і дорном, що сприятливо позначається на подальшому процесі пілігримової прокатки, де здійснюється прокатка труби розміром Dnc×Snc=177,2×5,85 мм з коефіцієнтом витяжки μΣ = 15,04 в сталому режимі прокатки основної частини гільзи. Наявність підготовленого переднього кінця гільзи забезпечує значне поліпшення умов встановленого затравочного режиму прокатки за рахунок зменшення коефіцієнта витяжки при затравці, обумовлене зменшенням поперечного перерізу гільзи. Це знижує нерівномірність деформації і напруження профілю гільзи під дією валків. В результаті знижується нерівномірність витяжки металу в зоні вершини і випусків пілігримових валків, що зменшує кількість тріщин і розривів металу і знижує обріз переднього кінця труби. Це дозволяє знизити довжину обрізу переднього кінця труби з 800 до 400 мм і зменшити масу обрізу з 30 до 16 кг. Після прокатки труби на пілігримовому стані, відділення технологічної обрізі в затравку і пільгерголовку і підігріву, вона надходить на п'ятиклітьовий калібрувальний стан, де остаточно формується зовнішній діаметр труб з розмірами Dк×Sк = 169,7×5,98 мм. Застосування запропонованого способу дозволяє знизити витрату металу в обріз переднього затравочного кінця труби і підвищити продуктивність трубопрокатного агрегату. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 40 Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що з боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи, при цьому між 180 обтисками гільзу повертають на кут, який визначається з виразу , де n - число бойків, з n подальшим витяганням оправки з гільзи. 4 UA 103190 U 5 UA 103190 U 6 UA 103190 U 7 UA 103190 U 8 UA 103190 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of preparation of the front end of the barrel before rolling
Автори англійськоюStasevskyi Stanislav Leonidovych, Dobriak Vladimir Dmytrovych, Ugriumov Iurii Dmytrovych, Balakin Valerii Fedorovych, Ugriumova Anna Iuriivna
Назва патенту російськоюСпособ подготовки переднего конца гильзы перед прокаткой
Автори російськоюСтасевский Станислав Леонидович, Добряк Владимир Дмитриевич, Угрюмов Юрий Дмитриевич, Балакин Валерий Федорович, Угрюмова Анна Юрьевна
МПК / Мітки
МПК: B21B 21/00
Мітки: підготовки, спосіб, прокаткою, гільзи, переднього, кінця
Код посилання
<a href="https://ua.patents.su/11-103190-sposib-pidgotovki-perednogo-kincya-gilzi-pered-prokatkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки переднього кінця гільзи перед прокаткою</a>
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Угрюмов Юрій Дмитрович, Угрюмов Дмитро Юрійович, Балакін Валерій Федорович, Стасевський Станіслав Леонідович, Тартаковскій Боріс Ігорєвіч
МПК: B21B 21/00
Мітки: переднього, спосіб, гільзи, прокаткою, підготовки, кінця
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення...
Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки
Номер патенту: 92950
Опубліковано: 27.12.2010
Автори: Ковура Олександр Борисович, Койфман Олександр Анатолійович, Лівшиц Дмітрій Арнольдовіч, Курпе Олександр Геннадійович, Трет'яков Олександр Борисович, Зінченко Юрій Анатолійович, Змазнева Єлизавета Василівна, Кумуржи Євген Володимирович, Чубань Андрій Михайлович
МПК: F27B 9/30, F27D 3/00, C21D 9/00, F27B 9/00
Мітки: підготовки, станах, гарячої, прокатки, заготовок, прокаткою, нагрівання, спосіб
Формула / Реферат:
1. Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки, що містить садження заготовок у нагрівальну піч, подальше їх нагрівання, видачу на рольганг прокатної лінії для подальшої прокатки, який відрізняється тим, що заготовку з геометричними розмірами, меншими необхідних для садження в дану нагрівальну піч, встановлюють зверху на заготовку з геометричними розмірами, відповідними для садження в дану нагрівальну...
Спосіб підготовки гільзи до прокатки на пілігримовому стані
Номер патенту: 102601
Опубліковано: 10.11.2015
Автори: Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Добряк Володимир Дмитрович
МПК: B21B 21/00
Мітки: гільзи, прокатки, пілігримовому, спосіб, стані, підготовки
Формула / Реферат:
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку дорну з дорновим кільцем в гільзу, який відрізняється тим, що задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr.2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка...
Спосіб обробки металевих штаб перед холодною прокаткою
Номер патенту: 103960
Опубліковано: 10.12.2013
Автор: Грібач Юрій Федорович
МПК: B21B 45/02, B21B 1/22, B21B 15/00
Мітки: обробки, холодною, металевих, штаб, прокаткою, спосіб
Формула / Реферат:
Спосіб обробки металевих штаб перед холодною прокаткою, що включає нанесення на поверхню підкату змащувальної водної емульсії поверхнево-активних речовин, який відрізняється тим, що додатково штабу перед введенням її в осередок деформації піддають впливу електромагнітної вібрації.
Спосіб використання надлишкової тепломіскості зливків при їх тепловій обробці в колодязях перед прокаткою
Номер патенту: 9868
Опубліковано: 17.10.2005
Автори: Зеленський Віктор Євгенович, Омельяненко Микола Іванович, Разумний Павло Кузьміч, Пефтієв Володимир Михайлович, Сімон Віталій Мусійович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Дригін Олександр Іванович
Мітки: тепловий, використання, тепломіскості, спосіб, колодязях, надлишкової, зливків, обробці, прокаткою
Формула / Реферат:
1. Спосіб використання надлишкової тепломісткості зливків при їх тепловій обробці в колодязях перед прокаткою, що включає одержання сталі і розливання її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посадку зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготовку, передачу заготовок до прокатного стана без підігріву в печах і прокатку в його клітях, який...
Попередній патент: Спосіб лазерної обробки отворів
Наступний патент: Спосіб подрібнення матеріалів
Випадковий патент: Спосіб розміщення вибухової речовини в низхідній свердловині, пристрій для його здійснення (варіанти) та спосіб укладання рукавів (варіанти)