Лита стрічка з низькою шорсткістю поверхні та спосіб її виготовлення
Формула / Реферат
1. Тонка лита стрічка, яка має щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейніту та мартенситу, середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, і яка виготовлена за допомогою наступних операцій:
а) монтажу двовалкової ливарної машини, яка має розташовані бічними поверхнями один до одного ливарні валки, що мають зазор між собою, та стан гарячої прокатки, який має робочі і підтримувальні валки та примикає до двовалкової ливарної машини,
б) формування тонкої литої стрічки між ливарними валками двовалкової ливарної машини при виході із зазору між ними,
в) змащування робочих валків стану гарячої прокатки сумішшю води та мастила,
г) проходження тонкої литої стрічки при температурі менше ніж 1100 °С крізь стан гарячої прокатки тоді, як суміш з води та мастила змащує робочі валки, і
д) вкривання тонкої литої стрічки, що виводять з ливарних валків та направляють крізь стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5 % кисню.
2. Тонка лита стрічка за п. 1, де тонку литу стрічку проводять при температурі менше ніж 1050 °С крізь стан гарячої прокатки, тоді як сумішшю з води та мастила змащують робочі валки.
3. Тонка лита стрічка за п. 1 або п. 2, де середня шорсткість поверхні менша ніж 1,0 мкм.
4. Тонка лита стрічка за п. 3, де середня шорсткість поверхні менша ніж 0,7 мкм.
5. Тонка лита стрічка за п. 4, де середня шорсткість поверхні менша ніж 0,5 мкм.
6. Тонка лита стрічка за будь-яким з попередніх пунктів, де товщина окалини менша ніж 7 мкм.
7. Тонка лита стрічка за п. 6, де товщина окалини менша ніж 4 мкм.
8. Тонка лита стрічка за будь-яким з попередніх пунктів, де суміш води та мастила наносять напилюванням на робочі валки.
9. Тонка лита стрічка за будь-яким з попередніх пунктів, де суміш води та мастила наносять на робочі валки шляхом її напилювання на підтримуючі валки.
10. Тонка лита стрічка за будь-яким з попередніх пунктів, де суміш води та мастила містить менше ніж 5 % мастила, а низька середня шорсткість поверхні складає менше ніж 1,5 мкм.
11. Тонка лита стрічка зі зниженою до рівня менше ніж 1,5 мкм середньою шорсткістю поверхні, яка виготовлена за допомогою наступних операцій:
а) монтажу ливарної машини, яка має пару ливарних валків, що мають зазор між собою;
б) монтажу такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з першими боковими перемичками, що прилягають до торців зазору для обмеження ливарної ванни;
в) монтажу такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку;
г) монтажу розпилювальних сопел, що розташовані навпроти робочих валків та придатні для напилювання суміші води та мастила на ці робочі валки;
д) подачі розплавленого металу між парою ливарних валків для утворення ливарної ванни, яку підтримують на ливарних поверхнях ливарних валків та обмежують зазначеними першими боковими перемичками;
е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками;
є) розпилювання суміші мастила та води в той час, коли стрічку направляють у стан гарячої прокатки; та
ж) прокатки литої стрічки між робочими валками стану гарячої прокатки для виготовлення литої стрічки, що має середню шорсткість поверхні меншу ніж 1,5 мкм.
12. Тонка лита стрічка зі зниженою середньою шорсткістю поверхні за п. 11, де операція (в) включає монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку, а операція (г) включає монтаж розпилювальних сопел, що розташовані зверху навпроти робочих валків та придатні для напилювання суміші води та мастила на підтримуючі валки.
13. Тонка лита стрічка зі зниженою середньою шорсткістю поверхні за п. 12, де швидкість виготовлення литої стрічки перевищує 80 м/хв.
14. Тонка лита стрічка за будь-яким з пп. 11-13, де температура прокатки менша ніж 1100 °С.
15. Тонка лита стрічка за п. 14, де температура прокатки менша ніж 1050 °С.
16. Тонка лита стрічка за п. 15, де температура прокатки нижче 900 °С.
17. Тонка лита стрічка за будь-яким з пп. 11-16, де швидкість розпилювання за допомогою сопел знаходиться між 0,63-1,89 літрів за хвилину.
18. Тонка лита стрічка зі зниженою шорсткістю поверхні за будь-яким з пунктів 11-17, де середня шорсткість поверхні менша ніж 0,7 мкм.
19. Тонка лита стрічка за п. 18, де середня шорсткість поверхні менша ніж 0,4 мкм.
20. Тонка лита стрічка за будь-яким з пунктів 11-19, де суміш мастила та води містить менше ніж 5 % мастила.
21. Тонка лита стрічка за будь-яким з пунктів 11-20, де тонка лита стрічка має товщину окалини на поверхні менше ніж приблизно 7 мкм.
22. Спосіб виготовлення тонкої литої стрічки, яка має щонайменше одну мікроструктуру, що вибрана з групи, яка містить щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейніту та мартенситу, та має середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, що складається з таких операцій:
а) монтажу двовалкової ливарної машини, яка має пару ливарних валків, що створюють зазор між собою, а також монтаж стану гарячої прокатки, який має робочі валки, підтримуючі валки та примикає до ливарної машини,
б) формування тонкої литої стрічки у зазорі між ливарними валками двовалкової ливарної машини,
в) напилювання суміші води та мастила на робочі валки стану гарячої прокатки,
г) направляння тонкої стрічки при температурі менше ніж 1100 °С крізь стан гарячої прокатки тоді, коли суміш мастила та води напилюють на робочі валки, та
д) вкривання тонкої литої стрічки, що виводять з ливарних валків та направляють крізь стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5 % кисню.
23. Спосіб виготовлення тонкої литої сталевої стрічки зі зниженою до менше ніж 1,5 мкм середньою шорсткістю поверхні, який включає наступні операції:
а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою;
б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження зазначеної ливарної ванни;
в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку;
г) монтаж розпилювальних сопел, що прилягають до робочих валків та придатні для напилювання суміші води та мастила на робочі валки;
д) подачу розплавленої сталі між парою ливарних валків для утворення ливарної ванни, яку підтримують на ливарних поверхнях ливарних валків та обмежують зазначеними першими боковими перемичками;
е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками;
є) розпилювання суміші мастила та води в той час, коли стрічку направляють у стан гарячої прокатки; та
ж) прокатку литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має середню шорсткість поверхні менше ніж 1,5 мкм.
24. Спосіб за п. 23, в якому операція (в) включає монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку, а операція (г) включає монтаж розпилювальних сопел, що розташовані зверху навпроти робочих валків та придатні для напилювання суміші води та мастила на підтримуючі валки.
25. Спосіб за п. 23 або за п. 24, в якому операція (ж) включає прокатку литої стрічки між робочими валками стану гарячої прокатки для виготовлення литої стрічки, що має середню шорсткість поверхні менше ніж 1,0 мкм.
Текст
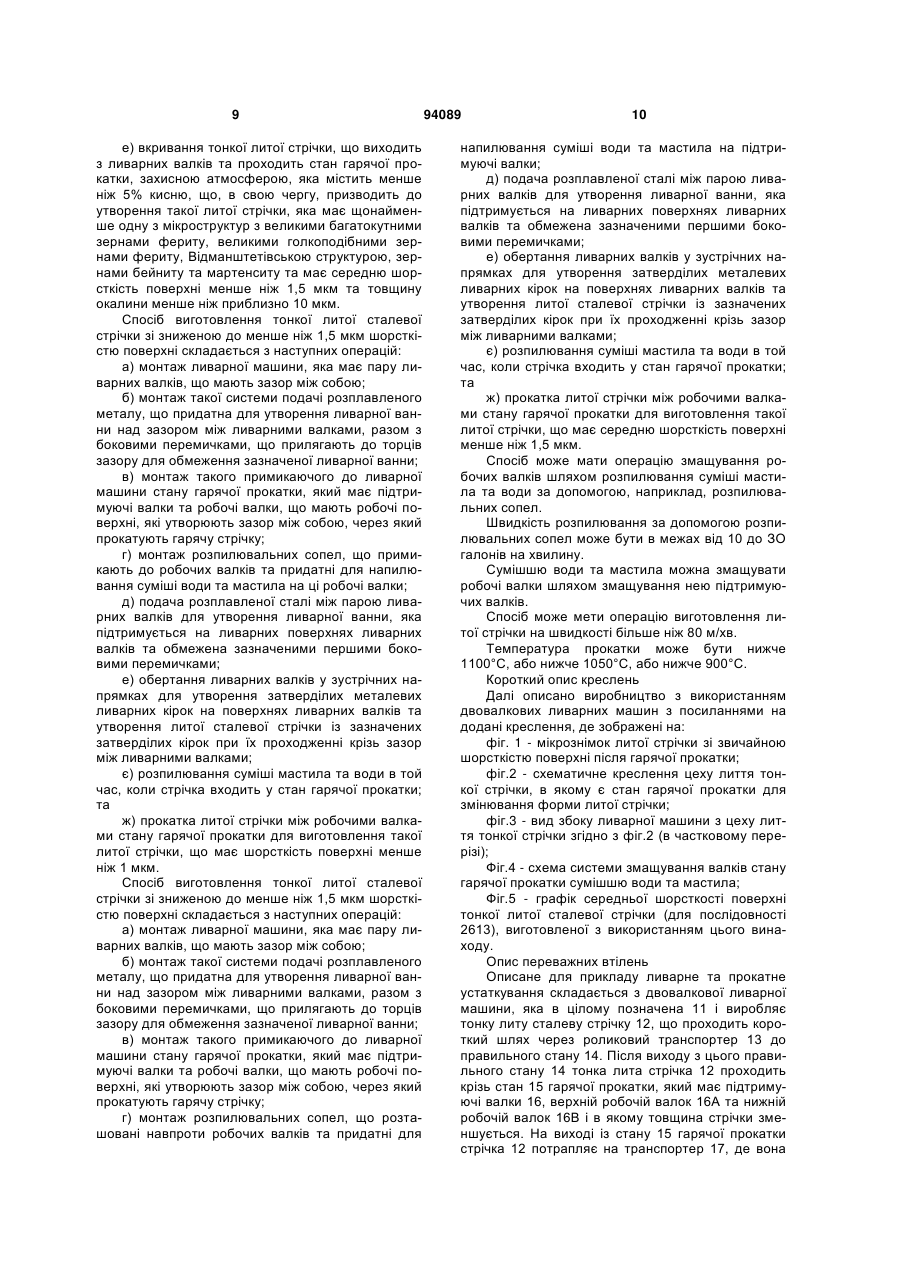
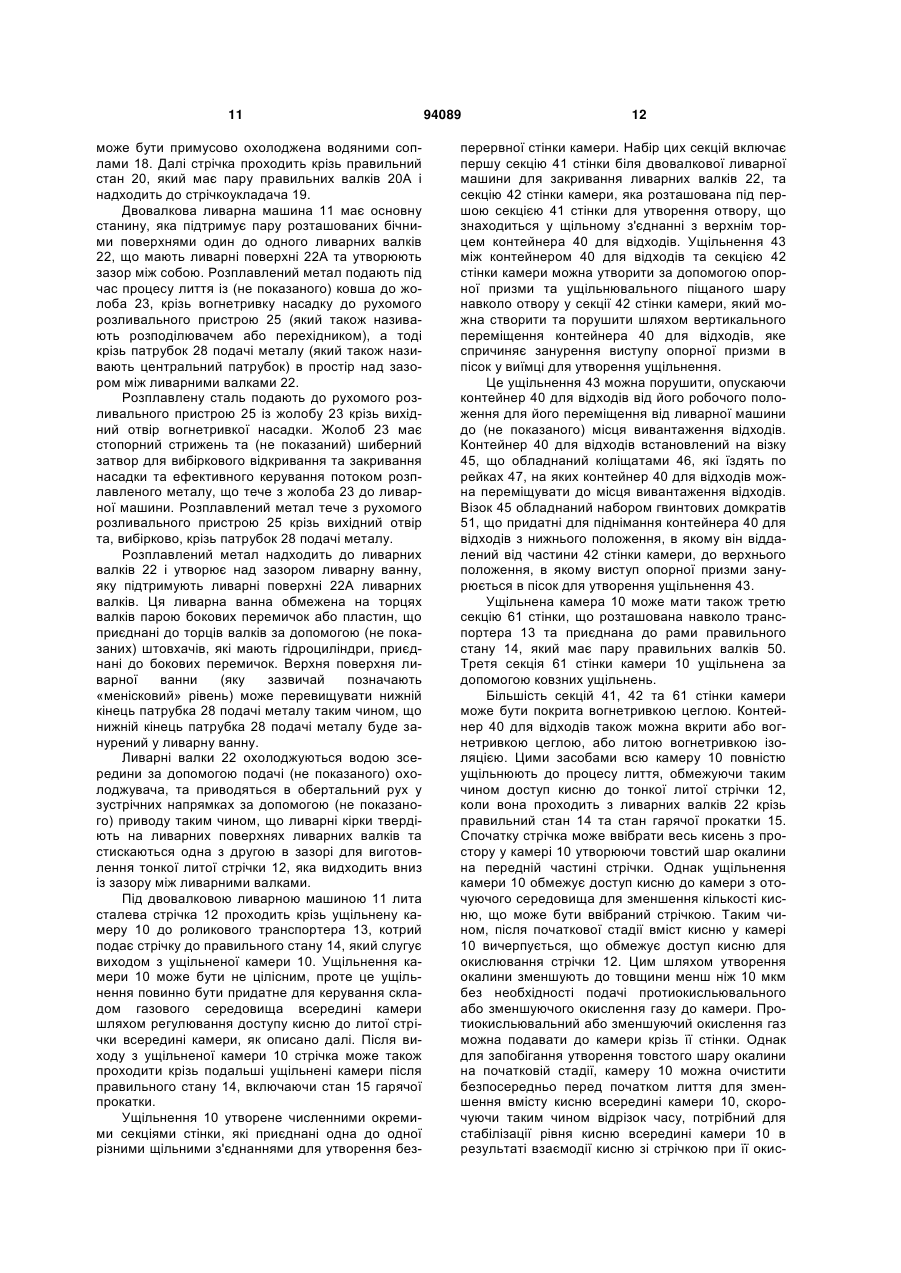
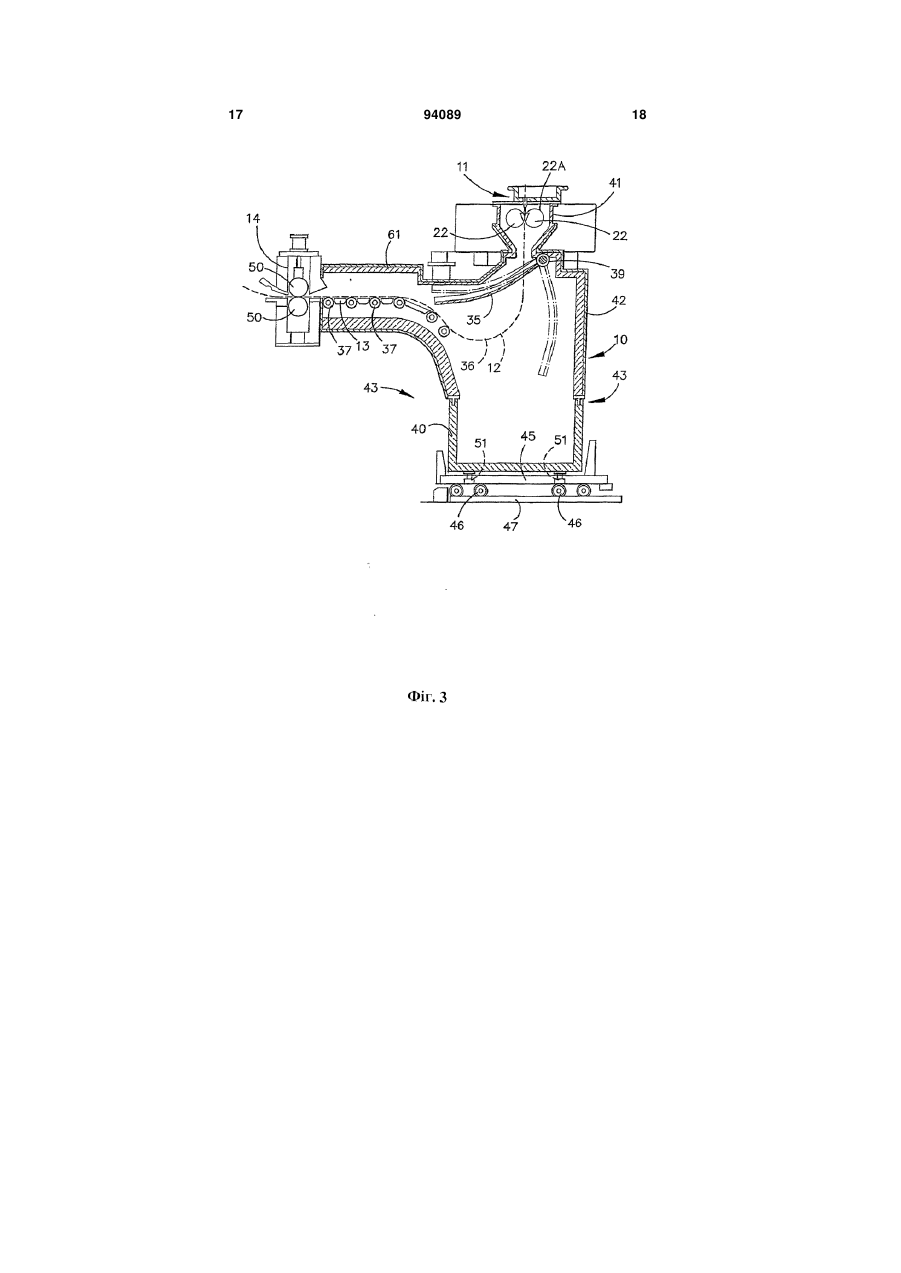
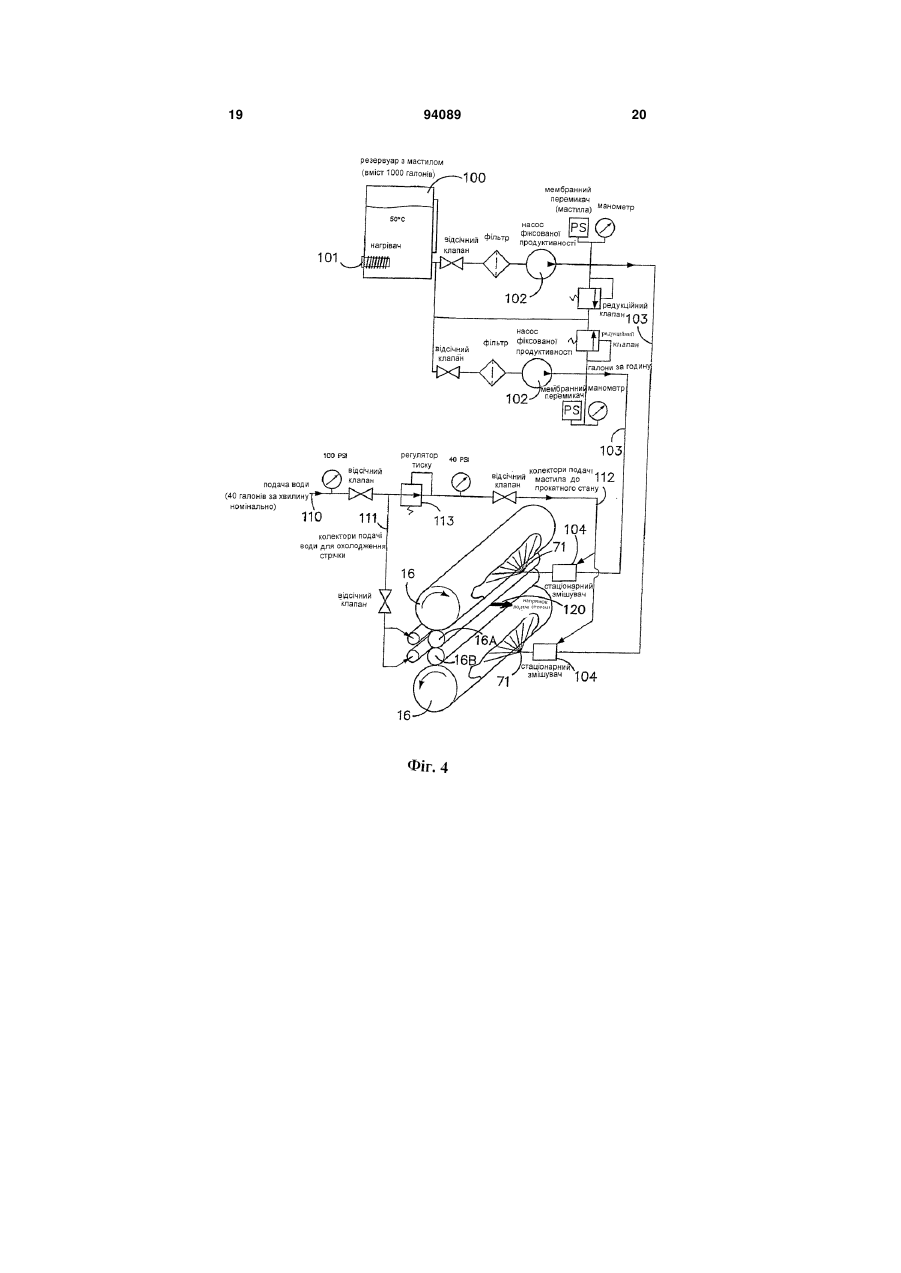
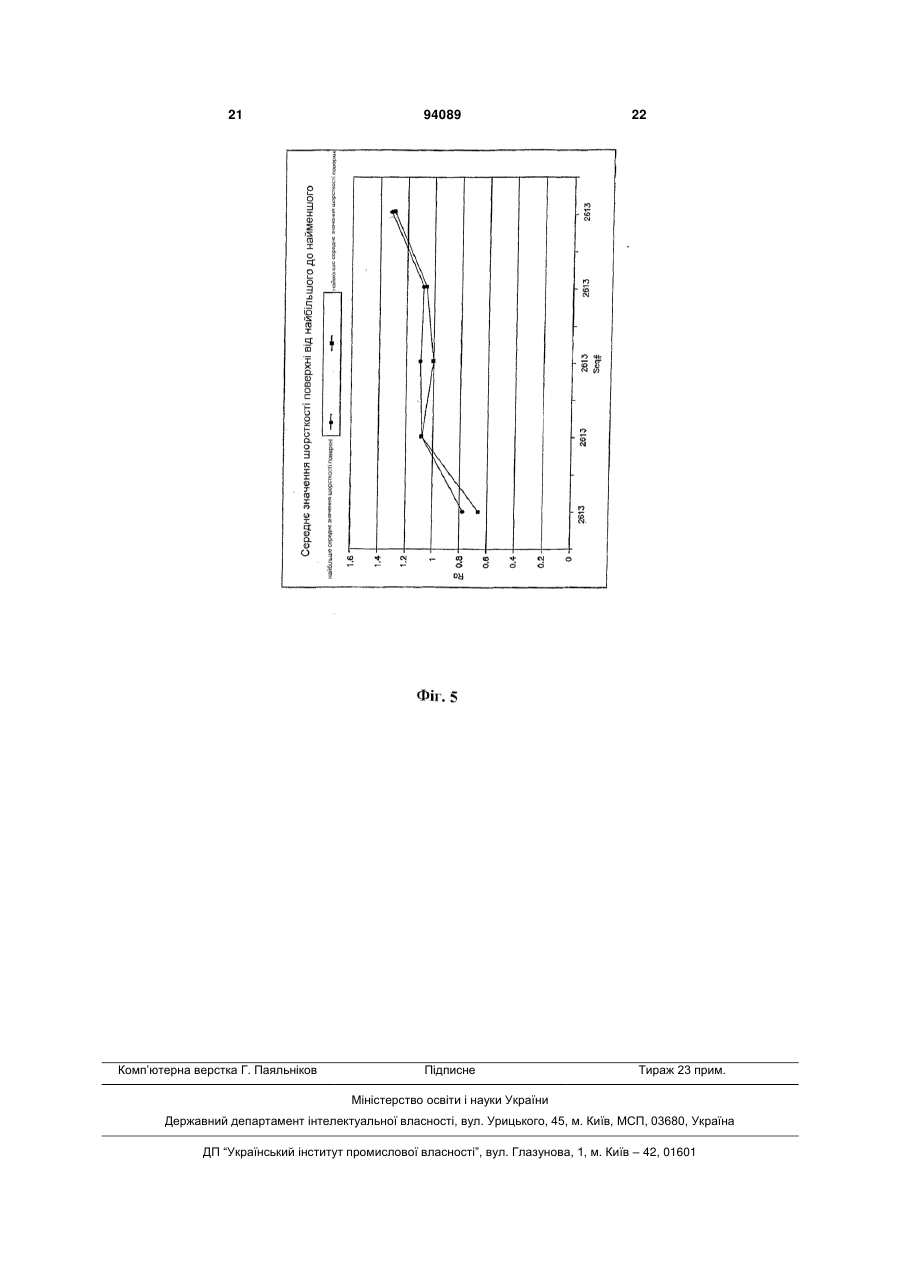
1. Тонка лита стрічка, яка має щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейніту та мартенситу, середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, і яка виготовлена за допомогою наступних операцій: а) монтажу двовалкової ливарної машини, яка має розташовані бічними поверхнями один до одного ливарні валки, що мають зазор між собою, та стан гарячої прокатки, який має робочі і підтримувальні валки та примикає до двовалкової ливарної машини, б) формування тонкої литої стрічки між ливарними валками двовалкової ливарної машини при виході із зазору між ними, в) змащування робочих валків стану гарячої прокатки сумішшю води та мастила, г) проходження тонкої литої стрічки при температурі менше ніж 1100 °С крізь стан гарячої прокатки тоді, як суміш з води та мастила змащує робочі валки, і д) вкривання тонкої литої стрічки, що виводять з ливарних валків та направляють крізь стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5 % кисню. 2 (19) 1 3 лювання суміші води та мастила на ці робочі валки; д) подачі розплавленого металу між парою ливарних валків для утворення ливарної ванни, яку підтримують на ливарних поверхнях ливарних валків та обмежують зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічку направляють у стан гарячої прокатки; та ж) прокатки литої стрічки між робочими валками стану гарячої прокатки для виготовлення литої стрічки, що має середню шорсткість поверхні меншу ніж 1,5 мкм. 12. Тонка лита стрічка зі зниженою середньою шорсткістю поверхні за п. 11, де операція (в) включає монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку, а операція (г) включає монтаж розпилювальних сопел, що розташовані зверху навпроти робочих валків та придатні для напилювання суміші води та мастила на підтримуючі валки. 13. Тонка лита стрічка зі зниженою середньою шорсткістю поверхні за п. 12, де швидкість виготовлення литої стрічки перевищує 80 м/хв. 14. Тонка лита стрічка за будь-яким з пп. 11-13, де температура прокатки менша ніж 1100 °С. 15. Тонка лита стрічка за п. 14, де температура прокатки менша ніж 1050 °С. 16. Тонка лита стрічка за п. 15, де температура прокатки нижче 900 °С. 17. Тонка лита стрічка за будь-яким з пп. 11-16, де швидкість розпилювання за допомогою сопел знаходиться між 0,63-1,89 літрів за хвилину. 18. Тонка лита стрічка зі зниженою шорсткістю поверхні за будь-яким з пунктів 11-17, де середня шорсткість поверхні менша ніж 0,7 мкм. 19. Тонка лита стрічка за п. 18, де середня шорсткість поверхні менша ніж 0,4 мкм. 20. Тонка лита стрічка за будь-яким з пунктів 1119, де суміш мастила та води містить менше ніж 5 % мастила. 21. Тонка лита стрічка за будь-яким з пунктів 1120, де тонка лита стрічка має товщину окалини на поверхні менше ніж приблизно 7 мкм. 22. Спосіб виготовлення тонкої литої стрічки, яка має щонайменше одну мікроструктуру, що вибрана з групи, яка містить щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейніту та мартенситу, та має середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, що складається з таких операцій: 94089 4 а) монтажу двовалкової ливарної машини, яка має пару ливарних валків, що створюють зазор між собою, а також монтаж стану гарячої прокатки, який має робочі валки, підтримуючі валки та примикає до ливарної машини, б) формування тонкої литої стрічки у зазорі між ливарними валками двовалкової ливарної машини, в) напилювання суміші води та мастила на робочі валки стану гарячої прокатки, г) направляння тонкої стрічки при температурі менше ніж 1100 °С крізь стан гарячої прокатки тоді, коли суміш мастила та води напилюють на робочі валки, та д) вкривання тонкої литої стрічки, що виводять з ливарних валків та направляють крізь стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5 % кисню. 23. Спосіб виготовлення тонкої литої сталевої стрічки зі зниженою до менше ніж 1,5 мкм середньою шорсткістю поверхні, який включає наступні операції: а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою; б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження зазначеної ливарної ванни; в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку; г) монтаж розпилювальних сопел, що прилягають до робочих валків та придатні для напилювання суміші води та мастила на робочі валки; д) подачу розплавленої сталі між парою ливарних валків для утворення ливарної ванни, яку підтримують на ливарних поверхнях ливарних валків та обмежують зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічку направляють у стан гарячої прокатки; та ж) прокатку литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має середню шорсткість поверхні менше ніж 1,5 мкм. 24. Спосіб за п. 23, в якому операція (в) включає монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку, а операція (г) включає монтаж розпилювальних сопел, що розташовані зверху навпроти робочих валків та придатні для напилювання суміші води та мастила на підтримуючі валки. 5 94089 6 25. Спосіб за п. 23 або за п. 24, в якому операція (ж) включає прокатку литої стрічки між робочими валками стану гарячої прокатки для виготовлення литої стрічки, що має середню шорсткість поверхні менше ніж 1,0 мкм. Цей винахід відноситься до литої стрічки, виготовленої за допомогою двовалкової ливарної машини, а також до способу та машини для виготовлення такої литої стрічки. У двовалковій ливарній машині розплавлений метал подають між парою горизонтальних ливарних валків, які наближені один до одного, утворюють зазор між собою та обертаються у зустрічних напрямках і охолоджуються таким чином, що металеві ливарні кірки твердіють на рухомих поверхнях ливарних валків для виготовлення затверділої стрічки, яка виходить вниз із зазору між ливарними валками. Термін «зазор» використано тут для позначення ділянки, у якій ливарні валки найближче один до одного. Розплавлений метал тече з жолоба крізь систему подачі металу, яка складається з ковша та центрального патрубка, що розташовані над зазором для утворення ливарної ванни з розплавленого металу, яка підтримується на ливарних поверхнях ливаних валків над зазором, та простягається вздовж лінії зазору. Ця ливарна ванна зазвичай обмежена вогнетривкими бічними пластинками або перемичками, що знаходяться у ковзному зачепленні з торцевими поверхнями ливарних валків таким чином, що перекривають два торці ливарної ванни від протікання. Під час лиття сталевої стрічки у двовалковій ливарній машині вона виходить з зазору при дуже високій температурі - приблизно 1400°С або вище. При потраплянні у звичайні атмосферні умови, стрічка руйнуватиметься дуже швидко в результаті її окислення при таких високих температурах. Тому під ливарними валками встановлено ущільнену оболонку, що містить таку атмосферу, яка сповільнює окислення стрічки. Захисну атмосферу, що сповільнює окислення стрічки, отримують шляхом введення таких протиокислювальних інертних газів, як, наприклад, аргон, або азот, або газоподібні продукти горіння, які можуть бути відновлювальними газами. Як альтернатива, оболонку можна ущільнити від потрапляння всередину кисню з зовнішньої атмосфери під час роботи ливарної машини. Тоді вміст кисню у газовому середовищі всередині оболонки зменшується під час початку лиття шляхом окислення стрічки для виведення кисню з ущільненої оболонки, як описано Патентах Сполучених Штатів Америки № 5,762,126 та № 5,960,855. Гарячокатана лита стрічка, яка виготовлена за допомогою двовалкової ливарної машини та проходить крізь стан гарячої прокатки після виходу з ливарної машини для формування тонкої стрічки, вже відома. Цілком зрозуміло, що поєднання прокатного стану та ливарної машини необхідне для створення стрічки з бажаною формою профілю у поперечному перерізі. Однак було визначено, що стрічка, яка була відлита при стандартній швидкості лиття 80 м/хв, а потім оброблена на стані гарячої прокатки з 16% зменшенням товщини стрічки внаслідок гарячої прокатки, може мати віносно високу шорсткість поверхні у межах від 6 до 8 мкм та поверхневі мікротріщіни. Фіг.1 надано мікрознімок, що показує поверхневу шорсткість звичайного рівня такої литої гарячокатаної стрічки, яка виходить з двовалкової ливарної машини та проходить крізь стан гарячої прокатки. При напрямку розглядання зліва направо мікрознімок показує чітко виражені хвилеподібні нерівності на поверхні стрічки глибиною від 20 до 30 мкм. Головна причина такої шорсткості поверхні може полягати в тому, що стрічка прилипає до робочої поверхні валків і переймає текстурний малюнок цієї робочої поверхні валків на себе, і/або в інших факторах. Крім того, проблемою стали також мікротріщіни на поверхні литої стрічки. Було можливо зменшити ці мікротріщіни шляхом зменшення швидкостей лиття та нагрівання стрічки, але відтворення таких умов на виробництві було б дуже неекономічним. Мікроструктура стічкоподібних продуктів гарячої прокатки на 100% є феритною. Однак попередній досвід виготовлення литої стічки за допомогою двовалкової ливарної машини був такий, що стрічка мала мікроструктуру з великими багатокутними зернами фериту, великими голкоподібними зернами фериту та Відманштетівську структуру. Зазвичай великі багатокутні зерна фериту складали 30-60%, а фериту Відманштетівська структура та великі голкоподібні зерна складали 40-70%. Типова шорсткість поверхні для такої мікроструктури була в межах 4-7 мкм. Тонка лита стрічка, яка має щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейниту та мартенситу, має середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, і яка виготовлена за допомогою наступних операцій: а) монтаж двовалкової ливарної машини, яка має розташовані бічними поверхнями один до одного ливарні валки, що мають зазор між собою, та стану гарячої прокатки, який має робочі і підтримувальні валки і примикає до двовалкової ливарної машини, б) формування тонкої литої стрічки між ливарними валками двовалкової ливарної машини при виході із зазору між ними, в) змащування робочих валків стану гарячої прокатки сумішшю води та мастила, д) проходження тонкої литої стрічки при температурі менше ніж 1100°С крізь стан гарячої про 7 катки тоді, коли суміш з води та мастила змащує робочі валки, і е) вкривання тонкої литої стрічки, що виходить з ливарних валків та проходить стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5% кисню, що, в свою чергу, призводить до утворення такої литої стрічки, яка має щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейниту та мартенситу та має середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм. Тонка лита сталева стрічка, яка також має знижену до менш ніж 1,5 мкм шорсткість поверхні, виготовлена за допомогою наступних операцій: а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою; б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження ливарної ванни; в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку; г) монтаж розпилювальних сопел, що прилягають до робочих валків та придатні для напилювання суміші води та мастила на робочі валки д) подача розплавленого металу між парою ливарних валків для утворення ливарної ванни, яка підтримується на ливарних поверхнях ливарних валків та обмежена зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічка входить у стан гарячої прокатки; та ж) прокатка литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має шорсткість поверхні менше ніж 1 мкм. Тонка лита сталева стрічка, яка також має середню шорсткість поверхні менше ніж 1,5 мкм, виготовлена шляхом виконання наступних операцій: а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою; б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження ливарної ванни; в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку; 94089 8 г) монтаж розпилювальних сопел, що розташовані навпроти робочих валків та придатні для напилювання суміші води та мастила на підтримуючі валки; д) подача розплавленого металу між парою ливарних валків для утворення ливарної ванни, яка підтримується на ливарних поверхнях ливарних валків та обмежена зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічка входить у стан гарячої прокатки; та ж) прокатка литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має шорсткість поверхні менше ніж 1 мкм. Тонка лита сталева стрічка має середню шорсткість поверхні менше ніж 1,0 мкм, або менше ніж 0,7 мкм, або менше ніж 0,5 мкм, або менше ніж 0,4 мкм. Тонка лита сталева стрічка може має окалину товщиною менше ніж 7 мкм, або менше ніж 4 мкм. Литу стрічку можна обробляти на стані гарячої прокатки при температурі менше ніж 1050°С під час напилювання суміші мастила та води на робочі валки. Тонка лита сталева стрічка може мати окалину товщиною менше ніж 7 мкм, або менше ніж 4 мкм. Сумішшю мастила та води шляхом її розпилювання можна змащувати робочі валки. Сумішшю мастила та води шляхом її розпилювання можна змащувати підтримуючі валки. Суміш мастила та води для формування тонкої литої стрічки з шорсткістю поверхні менше ніж 1,5 мкм може містити менше ніж 5% мастила. Спосіб виготовлення тонкої литої стрічки, яка має щонайменше одну мікроструктуру, обрану із групи, що включає щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейниту та мартенситу, і яка має шорсткість поверхні меншу ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм, передбачає наступне: а) монтаж двовалкової ливарної машини, яка має пару ливарних валків, що мають зазор між собою, а також монтаж стану гарячої прокатки, який має робочі валки, підтримуючі валки та примикає до ливарної машини, б) формування тонкої литої стрічки у зазорі між ливарними валками двовалкової ливарної машини, в) напилювання суміші води та мастила на робочі валки стану гарячої прокатки, г) проходження тонкої стрічки, при температурі менше ніж1100°С крізь стан гарячої прокатки тоді, коли суміш мастила та води напилюють на робочі валки, та 9 е) вкривання тонкої литої стрічки, що виходить з ливарних валків та проходить стан гарячої прокатки, захисною атмосферою, яка містить менше ніж 5% кисню, що, в свою чергу, призводить до утворення такої литої стрічки, яка має щонайменше одну з мікроструктур з великими багатокутними зернами фериту, великими голкоподібними зернами фериту, Відманштетівською структурою, зернами бейниту та мартенситу та має середню шорсткість поверхні менше ніж 1,5 мкм та товщину окалини менше ніж приблизно 10 мкм. Спосіб виготовлення тонкої литої сталевої стрічки зі зниженою до менше ніж 1,5 мкм шорсткістю поверхні складається з наступних операцій: а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою; б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження зазначеної ливарної ванни; в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку; г) монтаж розпилювальних сопел, що примикають до робочих валків та придатні для напилювання суміші води та мастила на ці робочі валки; д) подача розплавленої сталі між парою ливарних валків для утворення ливарної ванни, яка підтримується на ливарних поверхнях ливарних валків та обмежена зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічка входить у стан гарячої прокатки; та ж) прокатка литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має шорсткість поверхні менше ніж 1 мкм. Спосіб виготовлення тонкої литої сталевої стрічки зі зниженою до менше ніж 1,5 мкм шорсткістю поверхні складається з наступних операцій: а) монтаж ливарної машини, яка має пару ливарних валків, що мають зазор між собою; б) монтаж такої системи подачі розплавленого металу, що придатна для утворення ливарної ванни над зазором між ливарними валками, разом з боковими перемичками, що прилягають до торців зазору для обмеження зазначеної ливарної ванни; в) монтаж такого примикаючого до ливарної машини стану гарячої прокатки, який має підтримуючі валки та робочі валки, що мають робочі поверхні, які утворюють зазор між собою, через який прокатують гарячу стрічку; г) монтаж розпилювальних сопел, що розташовані навпроти робочих валків та придатні для 94089 10 напилювання суміші води та мастила на підтримуючі валки; д) подача розплавленої сталі між парою ливарних валків для утворення ливарної ванни, яка підтримується на ливарних поверхнях ливарних валків та обмежена зазначеними першими боковими перемичками; е) обертання ливарних валків у зустрічних напрямках для утворення затверділих металевих ливарних кірок на поверхнях ливарних валків та утворення литої сталевої стрічки із зазначених затверділих кірок при їх проходженні крізь зазор між ливарними валками; є) розпилювання суміші мастила та води в той час, коли стрічка входить у стан гарячої прокатки; та ж) прокатка литої стрічки між робочими валками стану гарячої прокатки для виготовлення такої литої стрічки, що має середню шорсткість поверхні менше ніж 1,5 мкм. Спосіб може мати операцію змащування робочих валків шляхом розпилювання суміші мастила та води за допомогою, наприклад, розпилювальних сопел. Швидкість розпилювання за допомогою розпилювальних сопел може бути в межах від 10 до ЗО галонів на хвилину. Сумішшю води та мастила можна змащувати робочі валки шляхом змащування нею підтримуючих валків. Спосіб може мети операцію виготовлення литої стрічки на швидкості більше ніж 80 м/хв. Температура прокатки може бути нижче 1100°С, або нижче 1050°С, або нижче 900°С. Короткий опис креслень Далі описано виробництво з використанням двовалкових ливарних машин з посиланнями на додані креслення, де зображені на: фіг. 1 - мікрознімок литої стрічки зі звичайною шорсткістю поверхні після гарячої прокатки; фіг.2 - схематичне креслення цеху лиття тонкої стрічки, в якому є стан гарячої прокатки для змінювання форми литої стрічки; фіг.3 - вид збоку ливарної машини з цеху лиття тонкої стрічки згідно з фіг.2 (в частковому перерізі); Фіг.4 - схема системи змащування валків стану гарячої прокатки сумішшю води та мастила; Фіг.5 - графік середньої шорсткості поверхні тонкої литої сталевої стрічки (для послідовності 2613), виготовленої з використанням цього винаходу. Опис переважних втілень Описане для прикладу ливарне та прокатне устаткування складається з двовалкової ливарної машини, яка в цілому позначена 11 і виробляє тонку литу сталеву стрічку 12, що проходить короткий шлях через роликовий транспортер 13 до правильного стану 14. Після виходу з цього правильного стану 14 тонка лита стрічка 12 проходить крізь стан 15 гарячої прокатки, який має підтримуючі валки 16, верхній робочій валок 16А та нижній робочій валок 16В і в якому товщина стрічки зменшується. На виході із стану 15 гарячої прокатки стрічка 12 потрапляє на транспортер 17, де вона 11 може бути примусово охолоджена водяними соплами 18. Далі стрічка проходить крізь правильний стан 20, який має пару правильних валків 20А і надходить до стрічкоукладача 19. Двовалкова ливарна машина 11 має основну станину, яка підтримує пару розташованих бічними поверхнями один до одного ливарних валків 22, що мають ливарні поверхні 22А та утворюють зазор між собою. Розплавлений метал подають під час процесу лиття із (не показаного) ковша до жолоба 23, крізь вогнетривку насадку до рухомого розливального пристрою 25 (який також називають розподілювачем або перехідником), а тоді крізь патрубок 28 подачі металу (який також називають центральний патрубок) в простір над зазором між ливарними валками 22. Розплавлену сталь подають до рухомого розливального пристрою 25 із жолобу 23 крізь вихідний отвір вогнетривкої насадки. Жолоб 23 має стопорний стрижень та (не показаний) шиберний затвор для вибіркового відкривання та закривання насадки та ефективного керування потоком розплавленого металу, що тече з жолоба 23 до ливарної машини. Розплавлений метал тече з рухомого розливального пристрою 25 крізь вихідний отвір та, вибірково, крізь патрубок 28 подачі металу. Розплавлений метал надходить до ливарних валків 22 і утворює над зазором ливарну ванну, яку підтримують ливарні поверхні 22А ливарних валків. Ця ливарна ванна обмежена на торцях валків парою бокових перемичок або пластин, що приєднані до торців валків за допомогою (не показаних) штовхачів, які мають гідроциліндри, приєднані до бокових перемичок. Верхня поверхня ливарної ванни (яку зазвичай позначають «менісковий» рівень) може перевищувати нижній кінець патрубка 28 подачі металу таким чином, що нижній кінець патрубка 28 подачі металу буде занурений у ливарну ванну. Ливарні валки 22 охолоджуються водою зсередини за допомогою подачі (не показаного) охолоджувача, та приводяться в обертальний рух у зустрічних напрямках за допомогою (не показаного) приводу таким чином, що ливарні кірки твердіють на ливарних поверхнях ливарних валків та стискаються одна з другою в зазорі для виготовлення тонкої литої стрічки 12, яка видходить вниз із зазору між ливарними валками. Під двовалковою ливарною машиною 11 лита сталева стрічка 12 проходить крізь ущільнену камеру 10 до роликового транспортера 13, котрий подає стрічку до правильного стану 14, який слугує виходом з ущільненої камери 10. Ущільнення камери 10 може бути не цілісним, проте це ущільнення повинно бути придатне для керування складом газового середовища всередині камери шляхом регулювання доступу кисню до литої стрічки всередині камери, як описано далі. Після виходу з ущільненої камери 10 стрічка може також проходити крізь подальші ущільнені камери після правильного стану 14, включаючи стан 15 гарячої прокатки. Ущільнення 10 утворене численними окремими секціями стінки, які приєднані одна до одної різними щільними з'єднаннями для утворення без 94089 12 перервної стінки камери. Набір цих секцій включає першу секцію 41 стінки біля двовалкової ливарної машини для закривання ливарних валків 22, та секцію 42 стінки камери, яка розташована під першою секцією 41 стінки для утворення отвору, що знаходиться у щільному з'єднанні з верхнім торцем контейнера 40 для відходів. Ущільнення 43 між контейнером 40 для відходів та секцією 42 стінки камери можна утворити за допомогою опорної призми та ущільнювального піщаного шару навколо отвору у секції 42 стінки камери, який можна створити та порушити шляхом вертикального переміщення контейнера 40 для відходів, яке спричиняє занурення виступу опорної призми в пісок у виїмці для утворення ущільнення. Це ущільнення 43 можна порушити, опускаючи контейнер 40 для відходів від його робочого положення для його переміщення від ливарної машини до (не показаного) місця вивантаження відходів. Контейнер 40 для відходів встановлений на візку 45, що обладнаний коліщатами 46, які їздять по рейках 47, на яких контейнер 40 для відходів можна переміщувати до місця вивантаження відходів. Візок 45 обладнаний набором гвинтових домкратів 51, що придатні для піднімання контейнера 40 для відходів з нижнього положення, в якому він віддалений від частини 42 стінки камери, до верхнього положення, в якому виступ опорної призми занурюється в пісок для утворення ущільнення 43. Ущільнена камера 10 може мати також третю секцію 61 стінки, що розташована навколо транспортера 13 та приєднана до рами правильного стану 14, який має пару правильних валків 50. Третя секція 61 стінки камери 10 ущільнена за допомогою ковзних ущільнень. Більшість секцій 41, 42 та 61 стінки камери може бути покрита вогнетривкою цеглою. Контейнер 40 для відходів також можна вкрити або вогнетривкою цеглою, або литою вогнетривкою ізоляцією. Цими засобами всю камеру 10 повністю ущільнюють до процесу лиття, обмежуючи таким чином доступ кисню до тонкої литої стрічки 12, коли вона проходить з ливарних валків 22 крізь правильний стан 14 та стан гарячої прокатки 15. Спочатку стрічка може ввібрати весь кисень з простору у камері 10 утворюючи товстий шар окалини на передній частині стрічки. Однак ущільнення камери 10 обмежує доступ кисню до камери з оточуючого середовища для зменшення кількості кисню, що може бути ввібраний стрічкою. Таким чином, після початкової стадії вміст кисню у камері 10 вичерпується, що обмежує доступ кисню для окислювання стрічки 12. Цим шляхом утворення окалини зменшують до товщини менш ніж 10 мкм без необхідності подачі протиокисльювального або зменшуючого окислення газу до камери. Протиокисльювальний або зменшуючий окислення газ можна подавати до камери крізь її стінки. Однак для запобігання утворення товстого шару окалини на початковій стадії, камеру 10 можна очистити безпосередньо перед початком лиття для зменшення вмісту кисню всередині камери 10, скорочуючи таким чином відрізок часу, потрібний для стабілізації рівня кисню всередині камери 10 в результаті взаємодії кисню зі стрічкою при її окис 13 ненні під час її проходження крізь цей кисень. Зокрема, камеру можна зручно очистити, наприклад, продувкою газоподібним азотом. Було визначено, що зменшення початкового вмісту кисню до рівня приблизно у 5% обмежуватиме утворення окалини на стрічці при виході з камери 10 до приблизно 1017 мкм навіть під час початкової стадії. У втіленні цього винаходу тонка сталева лита стрічка під час безперервного лиття має товщину окалини менше ніж 10 мкм, або менше ніж 7, або навіть менше 4 мкм. На початку процесу лиття виготовляють короткий відрізок дефектної стрічки до того, як умови лиття стабілізуються. Після проведення безперервного лиття для утворення високоякісної початкової частини стрічки 12 ливарні валки 22 розводять один від одного на невелику відстань, а потім знову зводять разом для спричинення розриву стрічки у місці стику ливарних валків таким чином, як описано в Австралійському патенті № 646,981 та патенті Сполучених Штатів Америки № 5,287,912. Дефектний матеріал викидають у контейнер 40 для відходів, що розташований під ливарною машиною 11, при цьому пластина 38, яка показана на фіг.3 і яка підвішена за шарнірі 39 та зазвичай розташована вздовж однієї сторони ливарної машини, повертається відносно вихідного отвору ливарної машини таким чином, щоб спрямувати високоякісний кінець тонкої литої стрічки 12 на транспортер 13, який подає стрічку до правильного стану 14. Зокрема, пластина 38 повертається до висячого положення, як видно на фіг.3, дозволяючи стрічці 12 провисати петлею 36 під ливарною машиною, як показано на фіг.2 та фіг.3, до того, як стрічка потрапить на транспортер 13. Транспортер 13 має ряд підтримуючих стрічку валків 37 для підтримування стрічки на її шляху до правильного стану 14. Валки 37 розташовані в ряд, що розташований під ливарною машиною і видовжений назад від правиьного стану 14 та викривлений униз для того, щоб рівно приймати стрічку з петлі 36. Двовалкова ливарна машина може бути такого виду, що продемонстрований та детально описаний у патентах Сполучених Штатів Америки № 5,184,668 та № 5,277,243, або патенті Сполучених Штатів Америки № 5,488,988. На ці патенти можна посилатись відносно деталей конструкцій, які не є частинами цього винаходу. Правильний стан 14 має пару правильних валків 50, які реагують на тяжіння, створюване станом 15 гарячої прокатки. Відповідно стрічка може звисати у петлі 36 після виходу із ливарних валків 22 на шляху до транспортера 13 та правильного стану 14. Правильні валки 50 також забезпечують бар'єр між тяжінням вільно звисаючої петлі та тяжінням, що створює стрічка в напрямку униз від працюючої ливарної машини. Правильні валки 50 також вирівнюють положення стрічки на транспортері 13, що подає стрічку до стану гарячої прокатки 15. З прокатного стану 14 тонку литу стрічку 12 подають до стану гарячої прокатки 15, що має верхній робочій валок 16А та нижній робочій валок 16В. Як показано на фіг.4, переважне втілення цього винаходу передбачає напилювання суміші 94089 14 води та мастила на поверхню підтримуючих валків 16. Резервуар 100 мастила оснащений нагрівачем 101 для підтримування температури мастила приблизно на рівні 50°С, проте нагрівання необов'язкове. Нагріте мастило передають крізь лінії передачі мастила 103 за допомогою насосів 102 з фіксованою продуктивністю до стаціонарних змішувачів 104, в яких нагріте мастило перемішують з водою. Воду постачають з джерела 110 до колектора 111 охолодження водяних потоків та до ліній 112 постачання до прокатних валків. Перша порція води надходить до головок розпилювачів 18 для постачання охолоджувальної води для охолодження гарячої стрічки 12 після її виходу зі стану 15 гарячої прокатки. Зазвичай водяний тиск зменшують за допомогою регулятора 113 тиску до приблизно 40 фунтів на квадратний дюйм (далі ф/д2). Приблизно 10-30 галонів на хвилину води надходить до кожного стаціонарного змішувача 104, де воду змішують з нагрітим мастилом, яке подають у кількості приблизно 4 галона щогодини. Суміш мастила та води далі подають униз на поверхні підтримуючих валків 16 крізь мастиловодяні сопла 71 (напрямок руху тонкої литої сталевої стрічки 12 показаний стрілкою 120). Альтернативно мастило-водяну суміш можна подати: на литу стрічку 12 у місці зазору між валками, вверх на поверхні підтримуючих валків 16, або на робочі валки 16А та 16В. Бажано, щоб температура тонкої литої сталевої стрічки 12 у стані 15 гарячої прокатки була менше ніж 1100°С, а ще бажаніше менше ніж 1050°С, а найбажаніше менше ніж 900°С. Також бажано, щоб температура тонкої литої сталевої стрічки у стані 15 гарячої прокатки була більше ніж400°С. Стаціонарні змішувачі 104 - це доступні за стандартних умов пристрої. Також можна використовувати змішувачі інших типів, якщо вони придатні для ефективного змішування мастила та води. В одному втіленні мастило-водяну суміш подають на підтримуючі валки 16 у кількості від 5 до 30 галонів на хвилину під тиском 40 ф/д2. Зазвичай у цьому втіленні мастило-водяну суміш подають на підтримуючі валки у кількості приблизно між 1020 галонів на хвилину, причому 15 галонів на хвилину є прийнятною кількістю. Мастило-водяна суміш може містити менше ніж 5% мастила та, в одному з втілень, 4 частки мастила на 600-1800 часток води по об'єму. Мастила у суміші може бути менше ніж 2% або 1%. В основному мастило подають для змішування з водою у кількості 15 галонів на годину. Фіг.5 показує середню шорсткість поверхні (Average Surface Roughness Ra) у мікрометрах для тонкої литої сталевої стрічки 12, виготовленої за допомогою цього винаходу. Як видно на фіг.5, середня шорсткість поверхні помітно нижча приблизно 0,66-1,5 мкм - при додаванні мастиловодяної суміші, як описано вище. В одному втіленні цей винахід передбачає виготовлення тонкої литої сталевої стрічки на швидкості більше ніж 80 м/хв. з використанням мастило-водяної суміші, як це описано вище. 15 Оскільки винахід було описано з посиланням на конкретні втілення, то для тих, хто має звичайний рівень знань в техніці, стає зрозумілим, що можна зробити різноманітні зміни та знайти різноманітні еквіваленти, не виходячи з поля винаходу. На додаток можна зробити багато перетворень 94089 16 для пристосування винаходу до конкретних умов та матеріалів, не виходячи з його поля. Тому зрозуміло, що винахід не обмежений конкретними описаними втіленнями та що цей винахід включатиме всі втілення, які знаходяться в обсязі доданої формули винаходу. 17 94089 18 19 94089 20 21 Комп’ютерна верстка Г. Паяльніков 94089 Підписне 22 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLow surface roughness cast strip with and method for manufacture the same
Автори англійськоюBleje Walter, Ondrovic Jay Jon
Назва патенту російськоюЛитая лента с низкой шероховатостью поверхности и способ ее изготовления
Автори російськоюБлейдже Уолтер, Ондровик Джей Джон
МПК / Мітки
МПК: B21B 37/00, B21B 1/46, B21B 1/26, B21B 45/02, B21B 27/00
Мітки: спосіб, шорсткістю, виготовлення, лита, низькою, поверхні, стрічка
Код посилання
<a href="https://ua.patents.su/11-94089-lita-strichka-z-nizkoyu-shorstkistyu-poverkhni-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Лита стрічка з низькою шорсткістю поверхні та спосіб її виготовлення</a>
Лита сталева стрічка (варіанти)
Номер патенту: 93688
Опубліковано: 10.03.2011
Автори: Стрезов Лазар, Блейд Уолтер, Мукунтан Каннаппар, Махапатра Рама Баллав
МПК: B21B 1/46, C21D 8/02, C22C 38/00, C21D 9/46, B22D 11/00
Мітки: варіанти, стрічка, сталева, лита
Формула / Реферат:
1. Лита сталева стрічка, що виготовлена способом, який включає наступні операції: підтримування ливарної ванни розплавленої низьковуглецевої сталі на двох охолоджуваних ливарних валках, встановлених з зазором між ними, і безперервне відливання стрічки товщиною не більше 5 мм, яка твердіє і включає зерна аустеніту, шляхом обертання валків назустріч один одному з можливістю руху затверділої стрічки вниз із зазору, проходження стрічки...
Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення
Номер патенту: 61113
Опубліковано: 17.11.2003
Автори: Анеллі Етторе, Маскандзоні Антоніо
МПК: C21D 8/02, B22D 11/06
Мітки: спосіб, виготовлення, сталі, вилита, стрічка, низьковуглецевої
Формула / Реферат:
1. Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій:- виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас.%:С - від 0,02% до 0,10%; Мn - від 0,1% до 0,6%; Sі - від 0,02% до 0,35%; Аl - від 0,01% до 0,05%; S - до 0,015%; Р - до 0,02%; Сr - від 0,05% до 0,35%; Ni - від 0,05%...
Гарячекатана стрічка з низьковуглецевої двофазної сталі
Номер патенту: 88115
Опубліковано: 10.09.2009
Автор: Арведі Джованні
МПК: C21D 8/00, C21D 8/02, C22C 38/00
Мітки: стрічка, низьковуглецевої, гарячекатана, сталі, двофазної
Формула / Реферат:
1. Гарячекатана стрічка з низьковуглецевої двофазної сталі, структура якої містить ферит і мартенсит або ферит і бейніт, яка має товщину ≥ 1,0 ммі є особливо прийнятною для виробництва холодноштампованих і вирізаних виробів, де потрібні механічні характеристики по формоутворенню і дуже мале пружне відновлення, а різнотовщинність стрічки між центральною зоною і її боковими краями менше ніж 0,07 мм, яка відрізняється тим, що містить...
Фольга або тонка стрічка зі сплаву al-fe-si та спосіб її виготовлення
Номер патенту: 80778
Опубліковано: 25.10.2007
Автори: Даніелу Армель, Феппон Жан-Марі, Шеналь Брюно
МПК: C22C 21/02, C22F 1/04, C22C 21/00
Мітки: виготовлення, сплаву, тонка, al-fe-si, стрічка, фольга, спосіб
Формула / Реферат:
1. Фольга або тонка стрічка товщиною від 6 до 200 мкм, зі сплаву такого хімічного складу, мас. %: Si: 1,0 – 1,5, Fe: 1,0 – 1,5, Сu < 0,2, Mn < 0,1, інших елементів < 0,05 кожного та < 0,15 загалом, АІ – решта, розривна міцність якої після відпалу становить Rm > 110 МПа для товщини > 9 мкм та Rm > 100 МПа для товщини від 6 до 9 мкм.2. Фольга або тонка стрічка за п. 1, яка відрізняється тим, що товщина фольги або...
Спосіб виготовлення гарячекатаної стрічки з багатофазною структурою та гарячекатана стрічка
Номер патенту: 90436
Опубліковано: 26.04.2010
Автори: Хенніг Вольфганг, Олерт Йоахім, Більген Крістіан, Шпрок Аугуст
МПК: C21D 8/04, C21D 1/00, C21D 8/02
Мітки: гарячекатаної, спосіб, стрічки, гарячекатана, структурою, виготовлення, стрічка, багатофазною
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки зі сталі з TRIP-ефектом, як розвиток двофазної сталі, для сталі з багатофазною структурою, якій властиві надвисокі формувальні властивості при високій міцності, яких досягають шляхом регульованого охолоджування із стану після гарячої прокатки, яке здійснюють після останньої прокатної кліті (6'), який відрізняється тим, що виготовлення гарячекатаної стрічки (7) здійснюють в ливарно-прокатній...
Попередній патент: Композиція з інгібувальною дією по відношенню до уреази та спосіб її одержання
Наступний патент: Спосіб та технологічна конвеєрна установка для очистки твердого палива
Випадковий патент: Спосіб одержання біопалива