Спосіб і пристрій для виготовлення стрічки з металу
Номер патенту: 97710
Опубліковано: 12.03.2012
Автори: Йєпсен Олаф Норман, Бройєр Міхель, Франц Рольф, Менгель Крістіан
Формула / Реферат
1. Спосіб виготовлення стрічки (1) з металу, в якому розплавлений метал подають на ділянку тверднення з вихідного отвору (2), причому розплавлений метал твердне вздовж ділянки (3) тверднення, причому розплавлений метал задають в першому місці (4) в передній частині ділянки (3) тверднення, виконаної у вигляді горизонтально розташованого транспортуючого елемента, і затверділий метал сходить з транспортуючого елемента (3) у другому місці (5) в кінці ділянки тверднення, розташованому на відстані в напрямку (F) його руху, який відрізняється тим, що в напрямку (F) руху металу за другим місцем (5) передбачені засоби (6, 7), за допомогою яких натягнення стрічки утримують на бажаному рівні.
2. Спосіб за п. 1, який відрізняється тим, що засоби (6, 7) у другому місці (5) або за ним підтримують майже постійне за часом натягнення в стрічці (1).
3. Спосіб за п. 1 або 2, який відрізняється тим, що на ділянці (3) тверднення підтримують майже нульове натягнення стрічки (1).
4. Пристрій для виготовлення стрічки (1) з металу способом за будь-яким з пп. 1-3, причому пристрій містить завантажувальну посудину (2), виконану з можливістю подавання розплавленого металу на ділянку (3) тверднення, причому ділянка (3) тверднення призначена для транспортування розплавленого металу в напрямку (F) руху з його твердінням при цьому, причому ділянка (3) тверднення виконана у вигляді транспортуючого елемента, розташованого в горизонтальному напрямку, причому в передній частині ділянки (3) тверднення передбачено перше місце (4) для подавання розплавленого металу, а в кінці ділянки (3) тверднення передбачено друге місце (5), розташоване на відстані в напрямку (F) руху затверділого металу і призначене для його сходження з транспортуючого елемента, який відрізняється тим, що в напрямку (F) руху металу у другому місці (5) або за ним є засоби (6, 7) підтримання бажаного натягнення стрічки (1).
5. Пристрій за п. 4, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять щонайменше один тягнучий пристрій (8. 9), встановлений в напрямку (F) руху позаду додаткової транспортуючої ділянки (10), що прилягає до другого місця (5) позаду.
6. Пристрій за п. 5, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять два тягнучі пристрої (8, 9), виконані з можливістю транспортування стрічки (1) між ними у вигляді петлі.
7. Пристрій за п. 6, який відрізняється тим, що між обома тягнучими пристроями (8, 9) встановлений рухомий ролик (11) для відхилення стрічки (1) в напрямку її нормалі (N).
8. Пристрій за п. 5, який відрізняється тим, що тягнучий пристрій (8) виконаний у вигляді S-подібного роликового блока (8', 8").
9. Пристрій за п. 8, який відрізняється тим, що ролик (8") S-подібного роликового блока (8', 8") встановлений з можливістю переміщення в горизонтальному напрямі.
10. Пристрій за п. 5, який відрізняється тим, що щонайменше один тягнучий пристрій (8, 9) утворений валком прокатної кліті.
11. Пристрій за п. 5, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять щонайменше один тягнучий пристрій (12), встановлений в напрямку (F) руху попереду додаткової транспортуючої ділянки (10), що прилягає до другого місця (5) позаду.
12. Пристрій за п. 11, який відрізняється тим, що засіб (7) підтримання бажаного натягнення в стрічці (1) містить тягнучий пристрій (12) з двома взаємодіючими роликами, між якими розташована стрічка (1), що сходить з ділянки (3) тверднення.
13. Пристрій за п. 11, який відрізняється тим, що ділянка (3) тверднення виконана у вигляді конвеєрної стрічки (18), а тягнучий пристрій (12) - у вигляді ролика, виконаного з можливістю притискання стрічки (1), що сходить з ділянки (3) тверднення, до напрямного ролика (13) конвеєрної стрічки (18).
14. Пристрій за будь-яким з пп. 4-13, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна машина (14, 15, 16, 17) для подальшої обробки.
15. Пристрій за п. 14, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна правильна машина (14).
16. Пристрій за п. 14 або 15, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна прокатна кліть (15).
17. Пристрій за будь-яким з пп. 14-16, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлені щонайменше одні ножиці (16).
18. Пристрій за будь-яким з пп. 14-17, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна моталка (17).
19. Пристрій за будь-яким з пп. 14-17, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна установка для пакетування відрізків штаби.
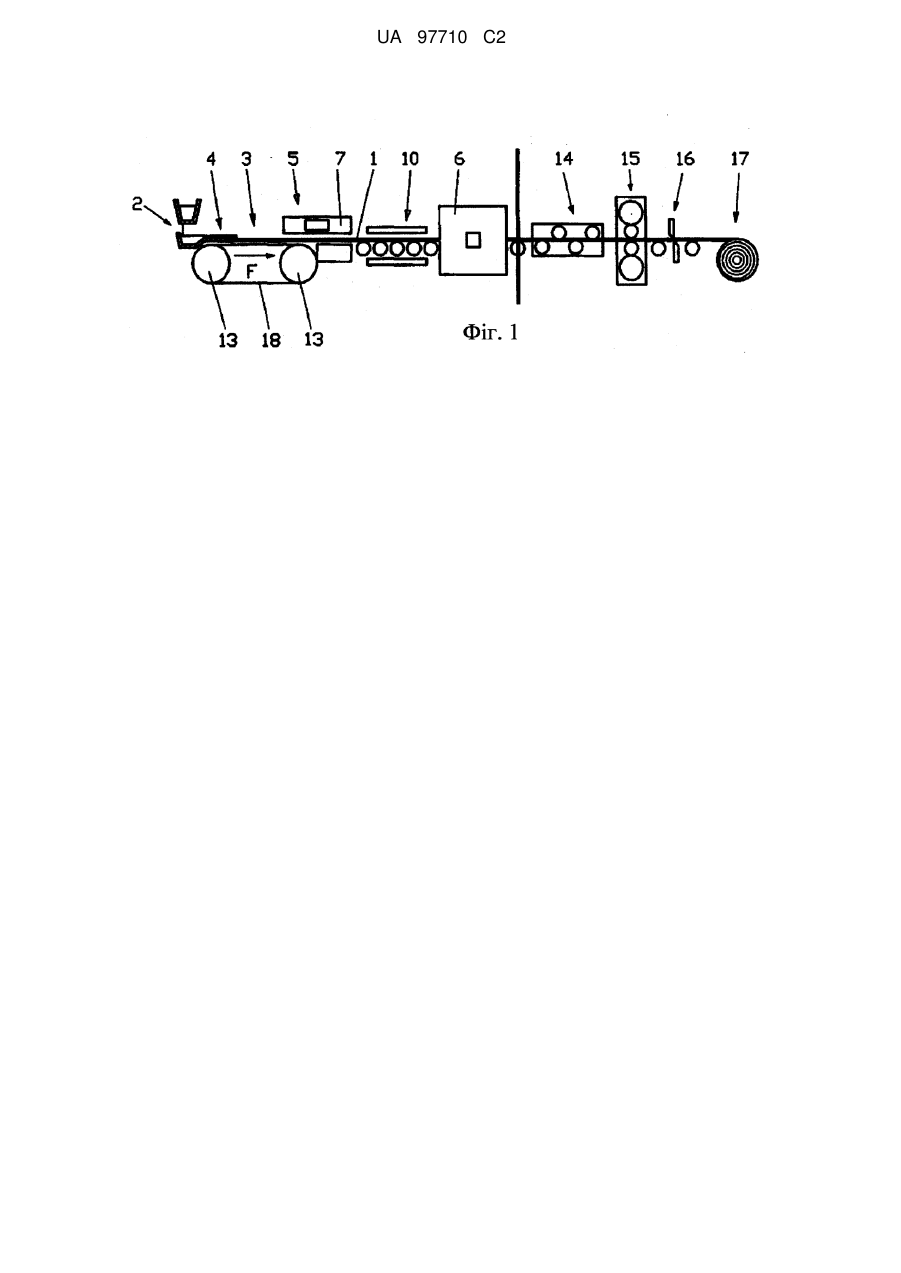
Текст
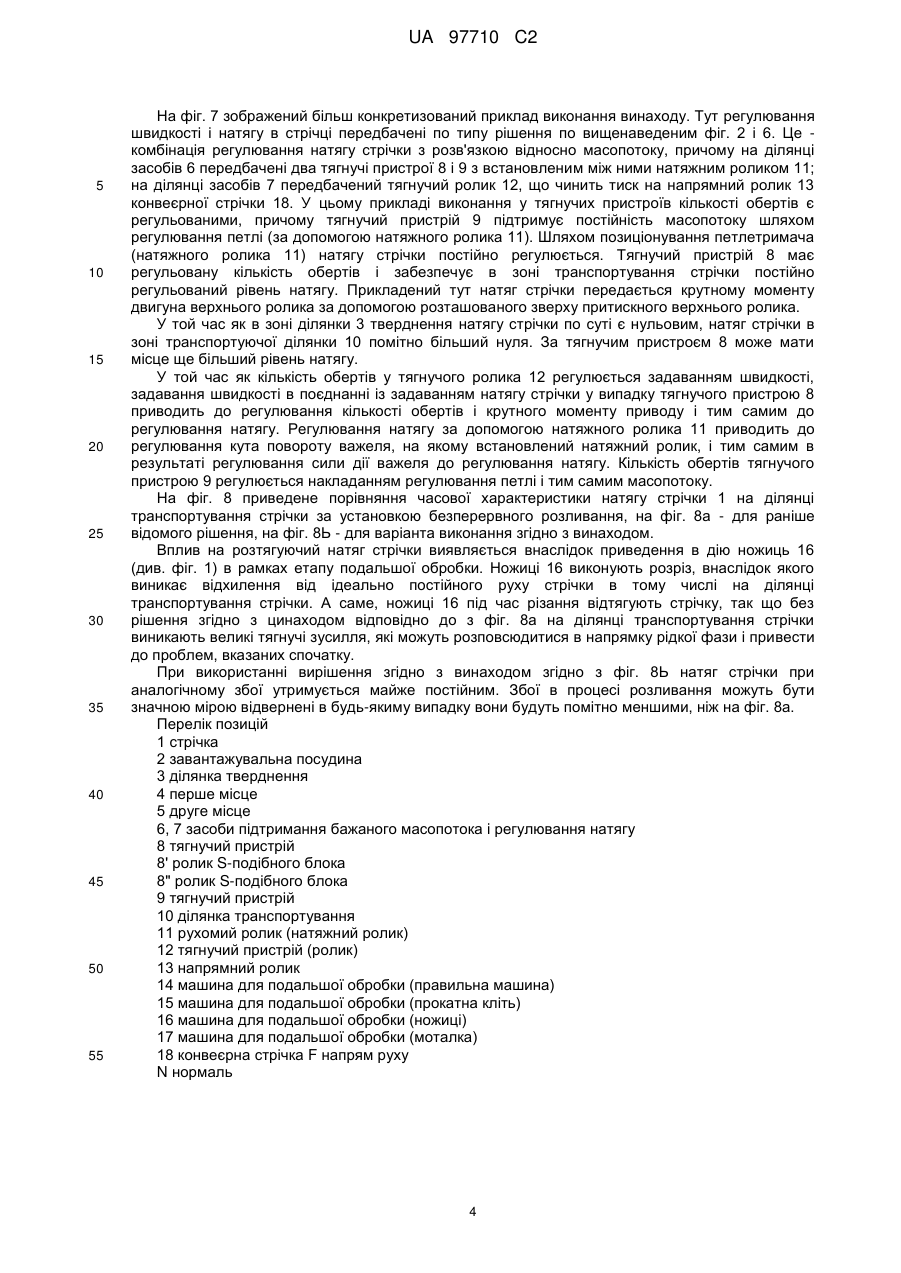
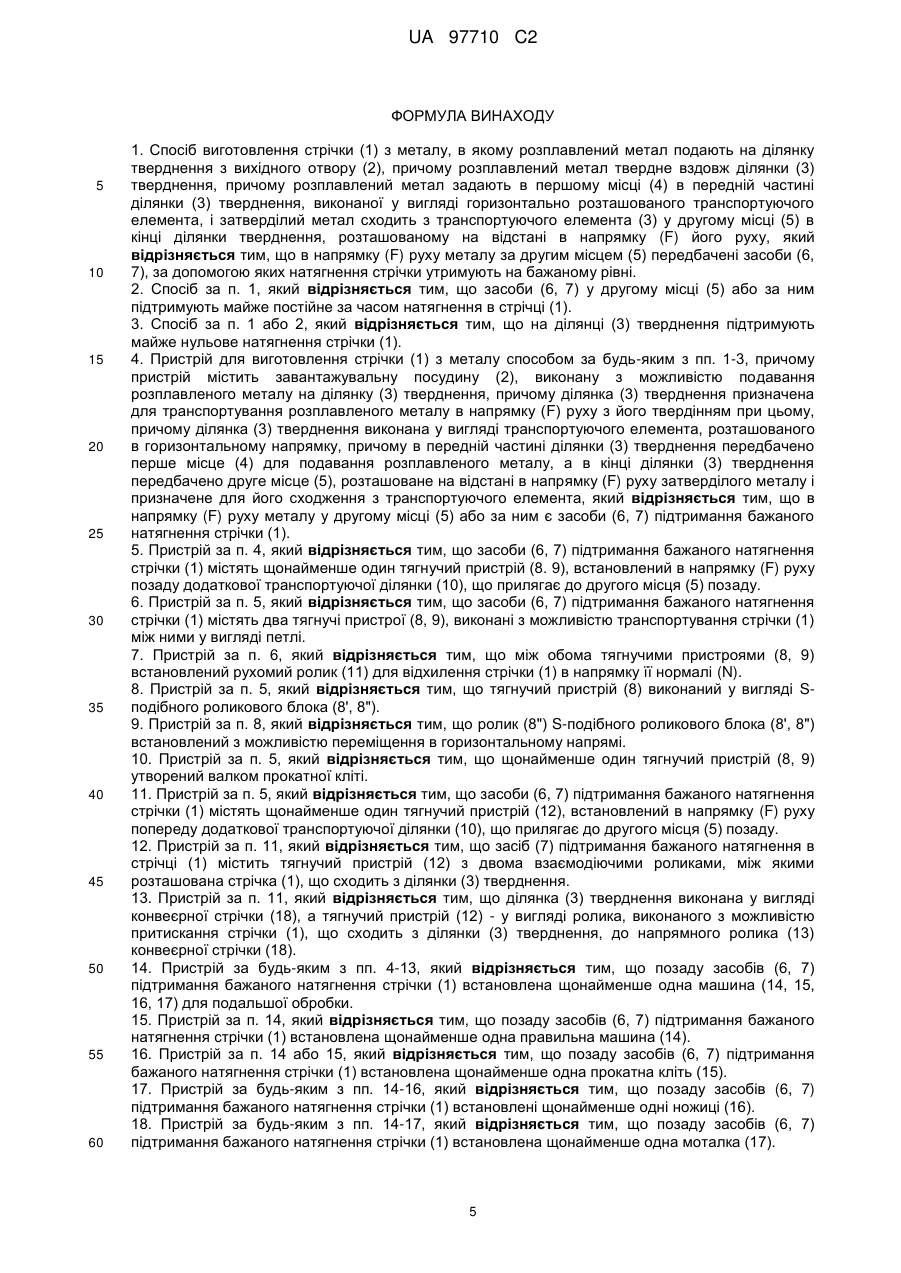
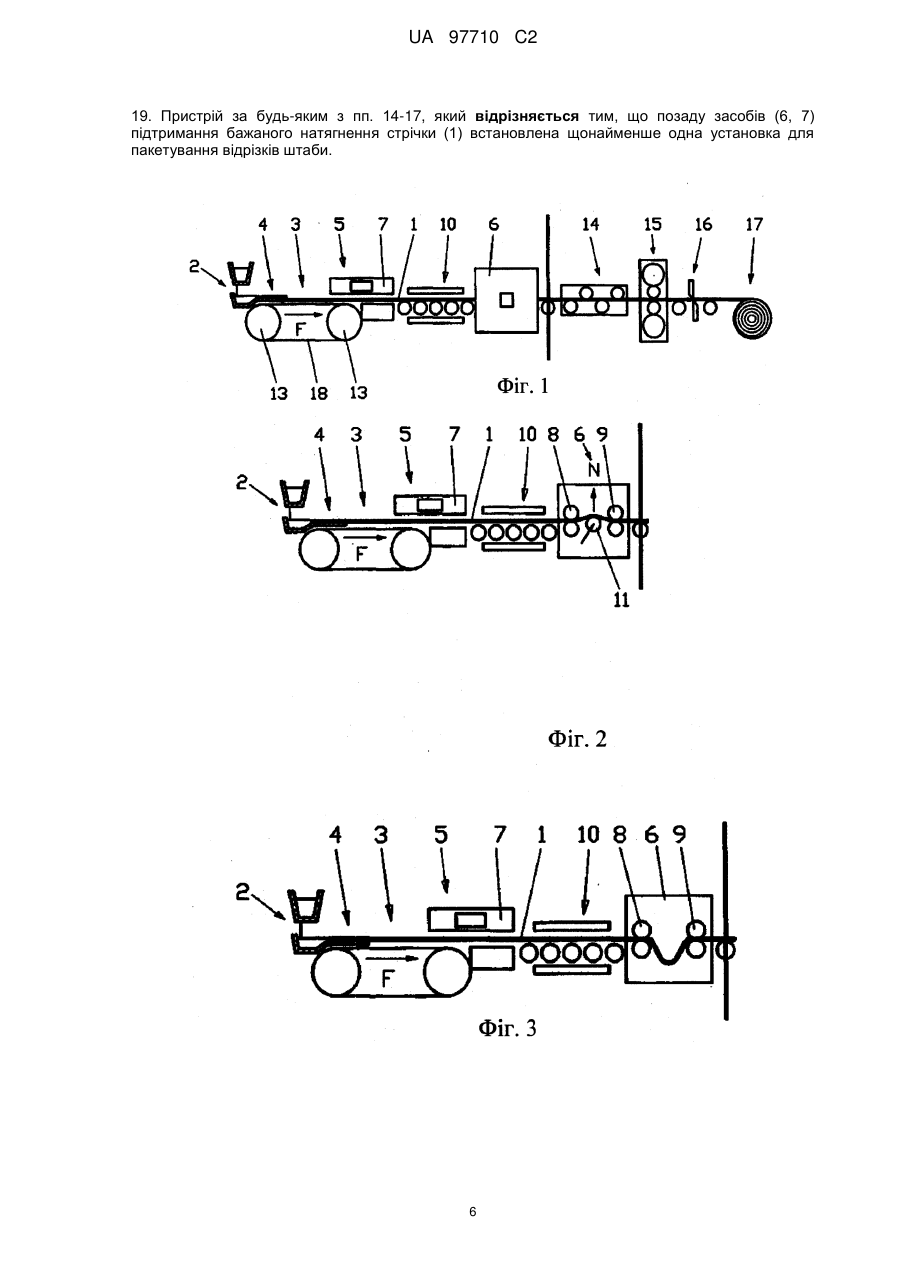
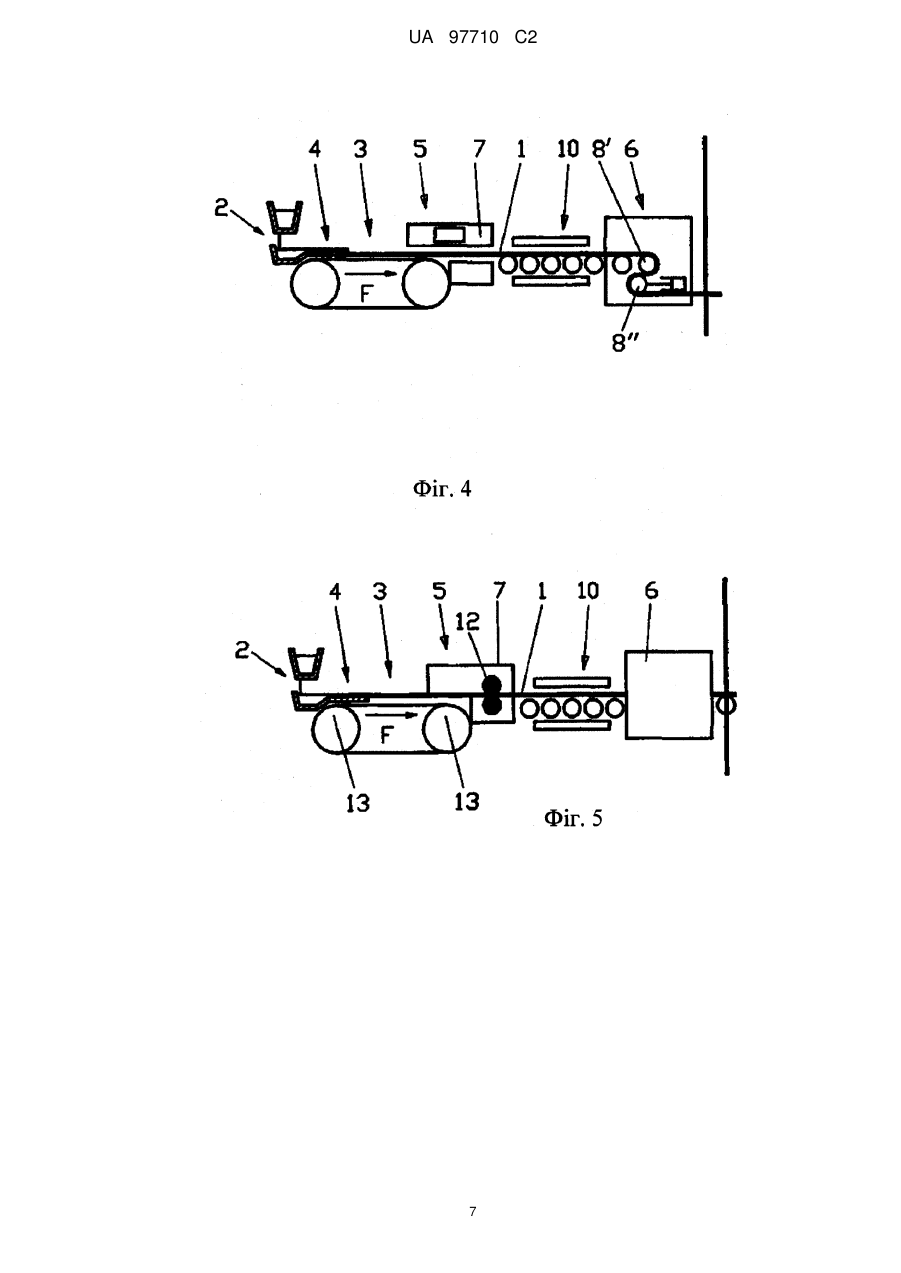
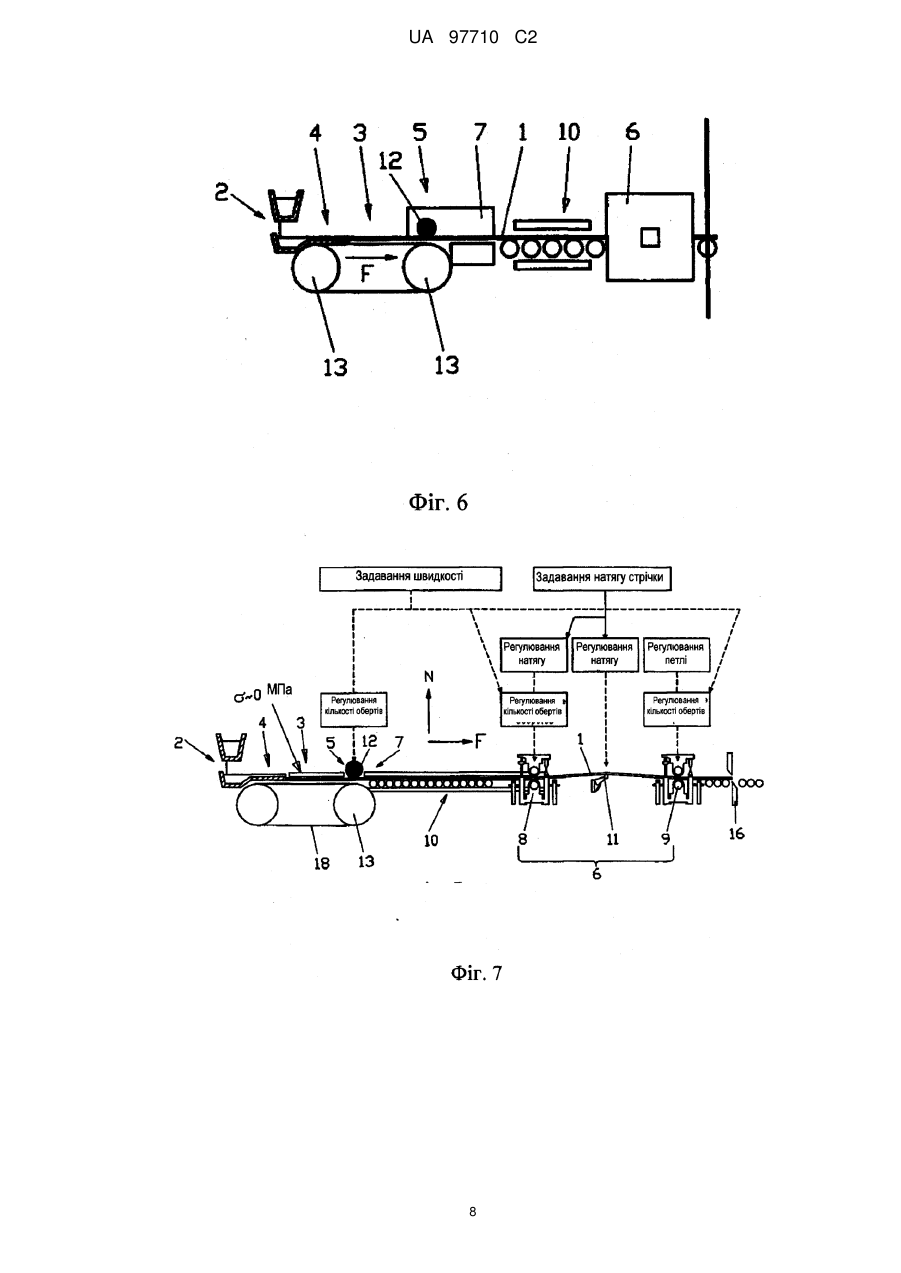
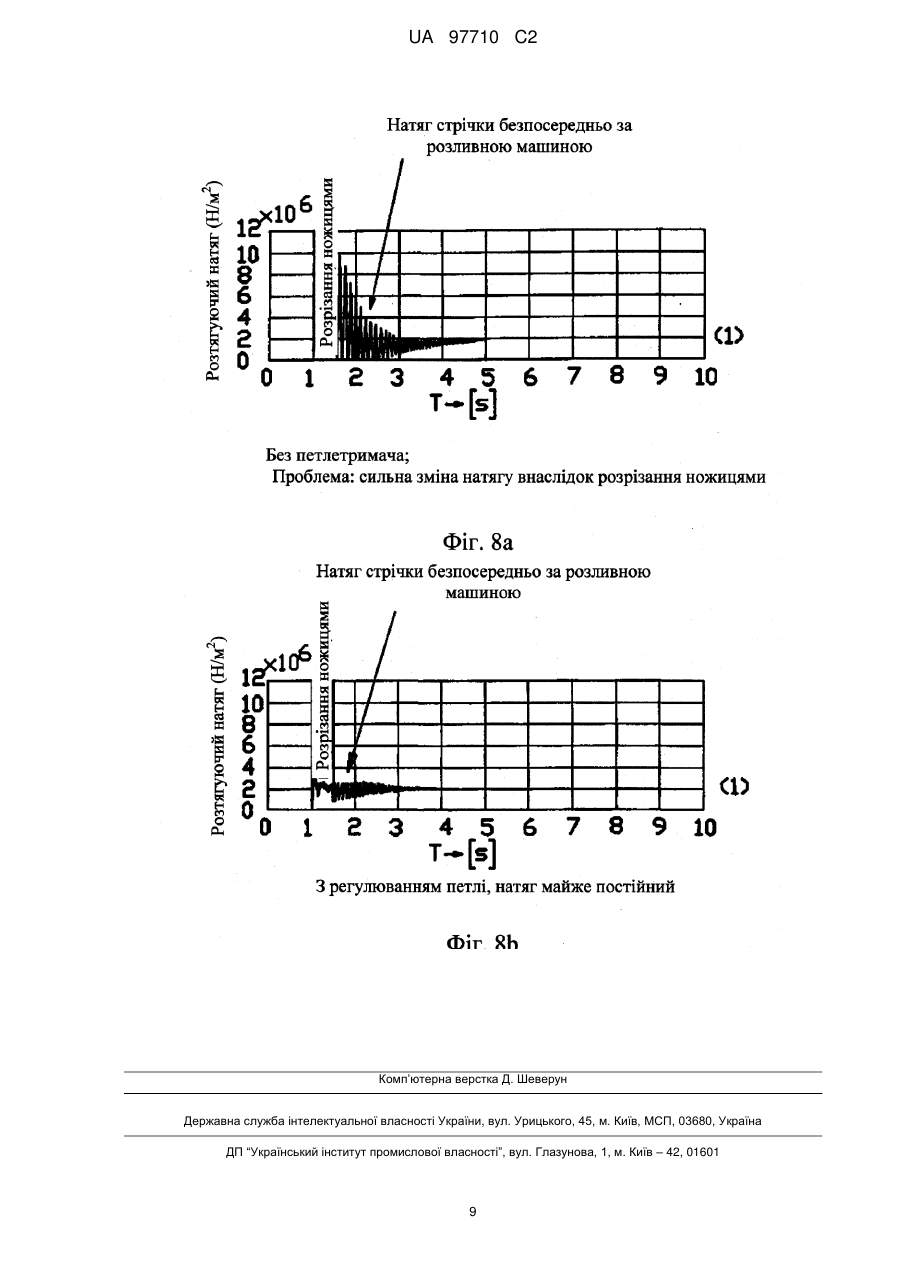
Реферат: Винахід належить до способу виготовлення стрічки (1) з металу, причому рідкий метал подається на ділянку (3) тверднення з вихідного отвору (2) і причому розплавлений метал твердне вздовж ділянки (3) тверднення. Для одержання оптимальної якості стрічки без пошкоджень спосіб згідно з винаходом передбачає, що рідкий метал задається в першому місці (4) ділянки (3) тверднення, виконаної у вигляді горизонтально розташованого транспортуючого елемента, при цьому зміцнений метал сходить з транспортуючого елемента у другому місці (5) в кінці ділянки (3) тверднення, розташованому на відстані в напрямку (F) його руху, причому в напрямку (F) руху у другому місці (5) або за ним передбачені засоби (6, 7), за допомогою яких масопотік стрічки, що виходить з ділянки (3) тверднення, і/або натягнення штаби, утримуються на бажаному рівні. Крім того, винахід належить до конструкції пристрою для виготовлення штаби з металу. UA 97710 C2 (12) UA 97710 C2 UA 97710 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу виготовлення стрічки з металу, зокрема зі сталі, причому рідкий метал подається з вихідного отвору на ділянку тверднення і розплавлений метал твердне вздовж ділянки тверднення, причому рідкий метал подається в першому місці ділянки тверднення, виконаної у вигляді горизонтально розташованого транспортуючого елемента і причому затверділий метал сходить з транспортуючого елемента у другому місці, розташованому на віддаленні в напрямку руху. Крім того, винахід стосується пристрою для виготовлення стрічки з металу. Способом горизонтального розливання в стрічку можна розливати розплави різних сортів сталі при розмірах, близьких до остаточних, в діапазоні товщини стрічки менше 20 мм. Вже були описані установки цього типу, за допомогою яких можуть виготовлятися стрічки. При цьому з успіхом може виплавлятися, зокрема, сталь для полегшених конструкцій з великою часткою С, Mn, Al і Si. При горизонтальному розливанні сталі в стрічку має місце безпосереднє з'єднання матеріалу, що знаходить в рідкій фазі на ділянці подачі розплаву, і подальших етапах обробки затверділого матеріалу безперервнолитої стрічки. Безперервнолита стрічка після тверднення і виходу з розливної машини по шляху транспортування подається на подальшу обробку. Етапами обробки можуть бути: виправлення, прокатка, різання і намотування (змотування, змотування в рулон). Через ті або інші компоненти всієї установки в безперервнолитій стрічці можуть відбутися коливання натягу і масопотоку. Якщо порушення розповсюджуються в напрямку рідкої сталі, то можуть мати місце порушення в розливанні і негативні впливи на безперервнолиту стрічку, наприклад, коливання товщини, перетікання, звуження кромок і обрив стрічки або потоку. Зокрема, сталі для полегшених конструкцій, що мають дуже великий інтервал температур тверднення (тобто, температурне вікно від початку тверднення з розплаву до повного тверднення і нульові температури міцності і ковкості, що залежать від цього), крім того нетерпимі до коливань натягу навіть на ділянки транспортування. Під нульовими температурами міцності і ковкості розуміються температури, які є досить високими і близькими до температур рідкого стану матеріалу, при яких металевий матеріал не має механічної міцності. Спосіб вищевказаного типу, а також відповідний пристрій відомі, наприклад з WO 2006/066551 А. Відповідний спосіб, а також відповідний пристрій розкриваються також в статтях К. Schwerdtfeger et. al. «Further results from strip casting with the single-belt process», ISIJ International 2000 (Iron & Steel Inst. Of Japan), том 40, №. 8, 2000, стор. 756 764, і K.-H. Spitzer et. al. «Direct Strip Casting (DSP) An Option for the Production of New Steel Grades», Steel Research, Dusseldorf, том. 74, №. 11/12, 01.01.2003, стор. 724-731. У основу винаходу поставлена задача такого удосконалення способу вищевказаного типу, а також відповідного пристрою, щоб високої якості відлитої стрічки можна було досягати навіть у випадку порушень вказаного типу. Вирішення цієї задачі за допомогою винаходу в частині способу характеризується тим, що в напрямку руху за другим місцем передбачені засоби, за допомогою яких натяг стрічки утримується на бажаному рівні, причому засоби на другому місці або за ним підтримують заданий натяг стрічки. Під першим місцем (4) у даному описі розуміється початок ділянки (3) тверднення, фіг. 1, 2), при цьому друге місце (5) належить до кінця згаданої ділянки тверднення, розташованій на відстані в напрямку (F) руху стрічки від згаданого першого місця (4). Для забезпечення натягу в литій стрічці, стрічка повинна мати власну жорсткість, тобто піддатися зміцненню. У зв'язку з цим,засоби, що підтримують заданий натяг стрічки, розташовуються за другим місцем, тобто за кінцем ділянки (3) тверднення. При цьому засоби, зокрема, за другим місцем, можуть підтримувати розтягуючий натяг в стрічці постійним у часі. На ділянці тверднення розтягуючий натяг в стрічці може підтримуватися майже на нульовому рівні. Запропонований пристрій для виготовлення стрічки з металу, зокрема, зі сталі, містить вихідний отвір, через який рідкий метал може подаватися на ділянку тверднення, причому розплавлений метал транспортується на ділянці тверднення в напрямку руху, тверднучи при цьому, причому ділянка тверднення виконана у вигляді транспортуючого елемента, розташованого в горизонтальному напрямку, причому рідкий метал може задаватися в першому місці ділянки тверднення, причому затверділий метал може сходити з транспортуючого елемента у другому місці, розташованому на відстані в напрямку руху. 1 UA 97710 C2 5 10 15 20 25 30 35 40 45 50 55 Пристрій характеризується тим, що в напрямку руху у другому місці або за ним є засоби підтримання бажаного натягу стрічки. Засоби підтримання бажаного натягу в стрічці можуть містити щонайменше один тягнучий пристрій, встановлений в напрямку руху позаду транспортуючої ділянки, прилеглої до другого місця позаду. При цьому, зокрема передбачено, щоб засоби підтримання бажаного натягу стрічки містили два тягнучі пристрої, між якими стрічка може подаватися у вигляді петлі. При цьому між обома тягнучими пристроями може бути встановлений рухомий ролик (зокрема, натяжний ролик, або петлетримач) для відхилення стрічки в напрямку її нормалі. Крім того, альтернативно може бути передбачено, щоб подавальний пристрій був виконаний у вигляді S-подібного роликового блока. Один ролик S-подібного роликового блока може бути встановлений з можливістю горизонтального переміщення. Крім того, може бути передбачено, щоб щонайменше один тягнучий пристрій був утворений валком прокатної кліті. Крім того, засоби для підтримання бажаного натягу в стрічці і для установки майже нульового натягу стрічки, необхідного для подання рідкого металу, можуть містити щонайменше один тягнучий пристрій, встановлений в напрямку руху попереду транспортуючої ділянки, що йде за згаданим другим місцем. Цей тягнучий пристрій може містити два взаємодіючі ролики, між якими розташовується стрічка, що виходить з ділянки тверднення. Переважно, якщо позаду засобів підтримання бажаного натягу стрічки встановлена щонайменше одна установка для пакетування відрізків стрічки. фіг. 1 зображує схематично пристрій для виготовлення стрічки з металу з деякою кількістю машин для подальшої обробки, фіг. 2 - вигляд, аналогічний фіг. 1, причому засоби підтримання бажаного масопотоку або бажаного натягу стрічки більш детально показані на задній ділянці, фіг. 3 - варіант виконання пристрою, альтернативний фіг. 2, фіг. 4 - інший варіант виконання пристрою, альтернативний фіг. 2, фіг. 5 - вигляд, аналогічний фіг. 1, причому засоби підтримання бажаного масопотоку або бажаного натягу стрічки більш детально показані на передній ділянці, фіг. 6 - варіант виконання пристрою, альтернативний фіг. 5, фіг. 7 - черговий варіант виконання пристрою із вказуванням регульованих параметрів, фіг. 8а - характеристика натягу стрічки у часі без використання пропозиції згідно з винаходом і фіг. 8b - характеристика натягу стрічки у часі при використанні пропозиції згідно з винаходом. На фіг. 1 показаний пристрій для виготовлення стрічки 1 в процесі розливання. Істотним компонентом пристрою є ділянка 3 тверднення, виконана у вигляді конвеєрної стрічки 18, що утримується в зображеному положенні за допомогою двох напрямних роликів 13, причому верхній бік конвеєрної стрічки 18 рухається в напрямку F руху. У передньому, першому місці 4 у напрямку руху рідкий метал із завантажувальної посудини 2 подається на конвеєрну стрічку 18, тобто на ділянку 3 тверднення. У процесі руху конвеєрної стрічки матеріал твердне і у другому місці 5 сходить з конвеєрної стрічки 18. Потім відлита стрічка 1 по транспортуючій ділянці 10 досягає машин 14, 15, 16, 17 для подальшої обробки, що включають в даному випадку правильну машину 14, прокатну кліть 15, ножиці 16 і моталку 17. Основними компонентами даного винаходу є засоби 6, 7 підтримання бажаного масопотоку для стрічки 1, що виходить з ділянки 3 тверднення, і/або бажаного натягу в стрічці 1. Частина засобів 6, переважно, встановлюється в напрямку F руху за транспортуючою ділянкою 10, а частина засобів 7 - попереду транспортуючої ділянки 10, але за другим місцем 5. Засоби 6, 7 необхідні для того, щоб незалежно від етапів обробки, здійснюваних в машинах 14, 15, 16, 17 для подальшої обробки, не сталося встановлення зворотного зв'язку з процесом безперервного розливання в стрічку. Більше того, засоби 6, 7 забезпечують безперервне витягнення з постійним масопотоком стрічки з ділянки 3 тверднення, а потім утримання відлитої стрічки 1 по довжині транспортуючої ділянки 10 при заданому розтягуючому натязі. Як це може відбуватися в деталях, показано з фіг. 2-6. З фіг. 2 видно, що засоби 6, встановлені за транспортуючою ділянкою 10, містять тягнучі пристрої 8 і 9, рух яких може регулюватися, причому між тягнучими пристроями 8, 9 розташований натяжний (танцюючий) ролик або петлетримач 11. Останній може відхиляти стрічку 1 в напрямку нормалі N, так що стрічка набуває форми петлі. Залежно від приводу обертання тягнучих пристроїв 8, 9 і від відхилення натяжного ролика 11 можна потурбуватися про те, щоб нерівномірність, пов'язана з машинами 14, 15, 16, 17 для подальшої обробки, не 2 UA 97710 C2 5 10 15 20 25 30 35 40 45 50 55 передавалися на стрічку попереду засобів 6. Відповідно, процес розливання стабілізується і гомогенізується, так що якість розливання, відповідно, є високою. Таким чином, згідно з цим прикладом виконання регулювання натягу стрічки і масопотоку забезпечується системою, що включає тягнучі пристрої 8, 9 і ролик 11 (петлетримач або натяжний ролик), встановлений з можливістю переміщення. Завдяки цьому є можливість здійснення подальших етапів обробки з регульованим рівнем натягу в стрічці. На ділянці засобів 6 для зняття прив'язки натягу до попередніх етапів, він є регульованим і шляхом регулювання положення ролика 11, встановленого з можливістю переміщення, може бути встановлений постійним. За допомогою регулювання кількості обертів тягнучих пристроїв 8, 9 регулюється висота петлі, і тим самим утримується постійний масопотік. Задача тягнучого пристрою 8 або 9 при необхідності може виконуватися також прокатною кліттю. Можливі декілька варіантів режиму роботи: 1. Якщо тягнучий пристрій 8 або 9 не приводиться в рух, він виступає як притискна пара роликів. У цьому випадку в зоні транспортуючої ділянки 10 встановлюється такий же натягу, як на рухомому ролику 11 (петлетримач! або натяжному ролику). 2. Якщо тягнучий пристрій 8 приводиться в рух двигуном з регульованим моментом, то в зоні транспортуючої ділянки 10 може бути встановлений інший натяг, причому різниця між натягом на вході і виході тягнучого пристрою є майже постійною. 3. Якщо тягнучий пристрій 8 приводиться в рух двигуном з регульованою кількістю обертів, то в зоні транспортуючої 10 ділянки може бути встановлений майже будь-який інший натяг стрічки. Варіант виконання винаходу, альтернативний фіг. 2, показаний на фіг. 3. Тут між обома тягнучими пристроями 8 і 9 засобів 6 немає ніякого натяжного ролика. Більше того, подача стрічки 1 керується і регулюється приводом подавальних пристроїв 8, 9 таким чином, що для компенсації нерівномірності в масопотоці використовується провисаюча петлеподібна ділянка стрічки 1 між обома тягнучими пристроями 8, 9. Таким чином, розв'язка відносно натягу і масопотоку тут досягається за допомогою вільних петель стрічки з двома тягнучими пристроями 8, 9 з регульованою кількістю обертів. На відміну від способу дії, описаного в зв'язку з фіг. 2, тут процес протікає без регулювання рівня натягу, розтягуючий натяг на всій ділянці дуже незначне і складається з сили тяжіння провисаючої петлі. Коливання масопотоку компенсуються зміною висоти петлі шляхом регулювання кількості обертів тягнучих пристроїв 8, 9. Натяг стрічки під дією сили тяжіння може сприйматися тягнучим пристроєм 8 з регульованою кількістю обертів. Таким чином, за допомогою тягнучого пристрою 8 в зоні транспортуючої ділянки може бути встановлений майже будь-який натяг. У випадку необхідності функцію тягнучого пристрою 9 знову ж може взяти на себе прокатна кліть. На фіг. 4 показана чергова альтернатива. Тут розв'язка відносно натягу і масопотоку досягається за допомогою S-подібного роликового блока 8', 8" (при необхідності в поєднанні з натяжним роликом). Нижній ролик 8" S-подібного роликового блока 8', 8" регулюється в горизонтальному напрямку, що показано рухомим елементом. Натяг стрічки може регулюватися за допомогою щонайменше одного з S-роликів 8', 8" з регульованою кількістю обертів. Якщо додатково використовується натяжний ролик, то він забезпечує розв'язку відносно масопотоку. На фіг. 5 і 6 більш детально показані засоби 7, розташовані у напрямку F руху попереду транспортуючої ділянки 10. Засоби 7 містять на фіг. 5 тягнучий пристрій 12, що складається з двох взаємодіючих роликів. Таким чином, для регулювання натягу стрічки 1 позаду установки безперервного розливання (вхідного отвору разом з ділянкою З тверднення) служить пара роликів тягнучого пристрою 12. Передбачені можуть бути також декілька пар тягнучих роликів. Таким чином, на ділянці установки безперервного розливання забезпечується практично нульовий натяг стрічки, що і необхідно у випадку подачі рідкого матеріалу, оскільки стрічка тут ще не може сприймати ніяких розтягуючих напружень. Обидва ролики тягнучого пристрою 12 для фрикційного з'єднання тиснуть на відлиту стрічку з певним зусиллям. При цьому, щонайменше у одного з роликів тягнучого пристрою кількість обертів є регульованою. Альтернативно можна передбачити, і це схематично показано на фіг. 6, щоб сприйняття натягу здійснювалося за допомогою верхнього ролика 12, що встановлений в кінці установки безперервного розливання і чинить тиск на один з напрямних роликів 13 конвеєрної стрічки 18. При цьому з певним зусиллям здійснюється тиск на стрічку, і натяг передається верхньому ролику 12 з регульованою кількістю обертів або відлитій стрічці при регульованій кількості обертів. 3 UA 97710 C2 5 10 15 20 25 30 35 40 45 50 55 На фіг. 7 зображений більш конкретизований приклад виконання винаходу. Тут регулювання швидкості і натягу в стрічці передбачені по типу рішення по вищенаведеним фіг. 2 і 6. Це комбінація регулювання натягу стрічки з розв'язкою відносно масопотоку, причому на ділянці засобів 6 передбачені два тягнучі пристрої 8 і 9 з встановленим між ними натяжним роликом 11; на ділянці засобів 7 передбачений тягнучий ролик 12, що чинить тиск на напрямний ролик 13 конвеєрної стрічки 18. У цьому прикладі виконання у тягнучих пристроїв кількості обертів є регульованими, причому тягнучий пристрій 9 підтримує постійність масопотоку шляхом регулювання петлі (за допомогою натяжного ролика 11). Шляхом позиціонування петлетримача (натяжного ролика 11) натягу стрічки постійно регулюється. Тягнучий пристрій 8 має регульовану кількість обертів і забезпечує в зоні транспортування стрічки постійно регульований рівень натягу. Прикладений тут натяг стрічки передається крутному моменту двигуна верхнього ролика за допомогою розташованого зверху притискного верхнього ролика. У той час як в зоні ділянки 3 тверднення натягу стрічки по суті є нульовим, натяг стрічки в зоні транспортуючої ділянки 10 помітно більший нуля. За тягнучим пристроєм 8 може мати місце ще більший рівень натягу. У той час як кількість обертів у тягнучого ролика 12 регулюється задаванням швидкості, задавання швидкості в поєднанні із задаванням натягу стрічки у випадку тягнучого пристрою 8 приводить до регулювання кількості обертів і крутного моменту приводу і тим самим до регулювання натягу. Регулювання натягу за допомогою натяжного ролика 11 приводить до регулювання кута повороту важеля, на якому встановлений натяжний ролик, і тим самим в результаті регулювання сили дії важеля до регулювання натягу. Кількість обертів тягнучого пристрою 9 регулюється накладанням регулювання петлі і тим самим масопотоку. На фіг. 8 приведене порівняння часової характеристики натягу стрічки 1 на ділянці транспортування стрічки за установкою безперервного розливання, на фіг. 8а - для раніше відомого рішення, на фіг. 8Ь - для варіанта виконання згідно з винаходом. Вплив на розтягуючий натяг стрічки виявляється внаслідок приведення в дію ножиць 16 (див. фіг. 1) в рамках етапу подальшої обробки. Ножиці 16 виконують розріз, внаслідок якого виникає відхилення від ідеально постійного руху стрічки в тому числі на ділянці транспортування стрічки. А саме, ножиці 16 під час різання відтягують стрічку, так що без рішення згідно з цинаходом відповідно до з фіг. 8а на ділянці транспортування стрічки виникають великі тягнучі зусилля, які можуть розповсюдитися в напрямку рідкої фази і привести до проблем, вказаних спочатку. При використанні вирішення згідно з винаходом згідно з фіг. 8Ь натяг стрічки при аналогічному збої утримується майже постійним. Збої в процесі розливання можуть бути значною мірою відвернені в будь-якиму випадку вони будуть помітно меншими, ніж на фіг. 8а. Перелік позицій 1 стрічка 2 завантажувальна посудина 3 ділянка тверднення 4 перше місце 5 друге місце 6, 7 засоби підтримання бажаного масопотока і регулювання натягу 8 тягнучий пристрій 8' ролик S-подібного блока 8" ролик S-подібного блока 9 тягнучий пристрій 10 ділянка транспортування 11 рухомий ролик (натяжний ролик) 12 тягнучий пристрій (ролик) 13 напрямний ролик 14 машина для подальшої обробки (правильна машина) 15 машина для подальшої обробки (прокатна кліть) 16 машина для подальшої обробки (ножиці) 17 машина для подальшої обробки (моталка) 18 конвеєрна стрічка F напрям руху N нормаль 4 UA 97710 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення стрічки (1) з металу, в якому розплавлений метал подають на ділянку тверднення з вихідного отвору (2), причому розплавлений метал твердне вздовж ділянки (3) тверднення, причому розплавлений метал задають в першому місці (4) в передній частині ділянки (3) тверднення, виконаної у вигляді горизонтально розташованого транспортуючого елемента, і затверділий метал сходить з транспортуючого елемента (3) у другому місці (5) в кінці ділянки тверднення, розташованому на відстані в напрямку (F) його руху, який відрізняється тим, що в напрямку (F) руху металу за другим місцем (5) передбачені засоби (6, 7), за допомогою яких натягнення стрічки утримують на бажаному рівні. 2. Спосіб за п. 1, який відрізняється тим, що засоби (6, 7) у другому місці (5) або за ним підтримують майже постійне за часом натягнення в стрічці (1). 3. Спосіб за п. 1 або 2, який відрізняється тим, що на ділянці (3) тверднення підтримують майже нульове натягнення стрічки (1). 4. Пристрій для виготовлення стрічки (1) з металу способом за будь-яким з пп. 1-3, причому пристрій містить завантажувальну посудину (2), виконану з можливістю подавання розплавленого металу на ділянку (3) тверднення, причому ділянка (3) тверднення призначена для транспортування розплавленого металу в напрямку (F) руху з його твердінням при цьому, причому ділянка (3) тверднення виконана у вигляді транспортуючого елемента, розташованого в горизонтальному напрямку, причому в передній частині ділянки (3) тверднення передбачено перше місце (4) для подавання розплавленого металу, а в кінці ділянки (3) тверднення передбачено друге місце (5), розташоване на відстані в напрямку (F) руху затверділого металу і призначене для його сходження з транспортуючого елемента, який відрізняється тим, що в напрямку (F) руху металу у другому місці (5) або за ним є засоби (6, 7) підтримання бажаного натягнення стрічки (1). 5. Пристрій за п. 4, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять щонайменше один тягнучий пристрій (8. 9), встановлений в напрямку (F) руху позаду додаткової транспортуючої ділянки (10), що прилягає до другого місця (5) позаду. 6. Пристрій за п. 5, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять два тягнучі пристрої (8, 9), виконані з можливістю транспортування стрічки (1) між ними у вигляді петлі. 7. Пристрій за п. 6, який відрізняється тим, що між обома тягнучими пристроями (8, 9) встановлений рухомий ролик (11) для відхилення стрічки (1) в напрямку її нормалі (N). 8. Пристрій за п. 5, який відрізняється тим, що тягнучий пристрій (8) виконаний у вигляді Sподібного роликового блока (8', 8"). 9. Пристрій за п. 8, який відрізняється тим, що ролик (8") S-подібного роликового блока (8', 8") встановлений з можливістю переміщення в горизонтальному напрямі. 10. Пристрій за п. 5, який відрізняється тим, що щонайменше один тягнучий пристрій (8, 9) утворений валком прокатної кліті. 11. Пристрій за п. 5, який відрізняється тим, що засоби (6, 7) підтримання бажаного натягнення стрічки (1) містять щонайменше один тягнучий пристрій (12), встановлений в напрямку (F) руху попереду додаткової транспортуючої ділянки (10), що прилягає до другого місця (5) позаду. 12. Пристрій за п. 11, який відрізняється тим, що засіб (7) підтримання бажаного натягнення в стрічці (1) містить тягнучий пристрій (12) з двома взаємодіючими роликами, між якими розташована стрічка (1), що сходить з ділянки (3) тверднення. 13. Пристрій за п. 11, який відрізняється тим, що ділянка (3) тверднення виконана у вигляді конвеєрної стрічки (18), а тягнучий пристрій (12) - у вигляді ролика, виконаного з можливістю притискання стрічки (1), що сходить з ділянки (3) тверднення, до напрямного ролика (13) конвеєрної стрічки (18). 14. Пристрій за будь-яким з пп. 4-13, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна машина (14, 15, 16, 17) для подальшої обробки. 15. Пристрій за п. 14, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна правильна машина (14). 16. Пристрій за п. 14 або 15, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна прокатна кліть (15). 17. Пристрій за будь-яким з пп. 14-16, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлені щонайменше одні ножиці (16). 18. Пристрій за будь-яким з пп. 14-17, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна моталка (17). 5 UA 97710 C2 19. Пристрій за будь-яким з пп. 14-17, який відрізняється тим, що позаду засобів (6, 7) підтримання бажаного натягнення стрічки (1) встановлена щонайменше одна установка для пакетування відрізків штаби. 6 UA 97710 C2 7 UA 97710 C2 8 UA 97710 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing metal strip
Автори англійськоюFranz, Rolf, Jepsen, Olaf, Norman, Mengel, Christian, Breuer, Michael
Назва патенту російськоюСпособ и устройство для изготовления ленты из металла
Автори російськоюФранц Рольф, Йепсен Олаф Норман, Менгель Кристиан, Бройер Михель
МПК / Мітки
МПК: B22D 11/045, B21B 1/46, B22D 11/06
Мітки: стрічки, виготовлення, пристрій, металу, спосіб
Код посилання
<a href="https://ua.patents.su/11-97710-sposib-i-pristrijj-dlya-vigotovlennya-strichki-z-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення стрічки з металу</a>
Спосіб і пристрій для виготовлення металевої стрічки безперервним розливанням металу
Номер патенту: 93406
Опубліковано: 10.02.2011
Автори: Зайдель Юрген, Зудау Петер
МПК: B21B 1/46, B22D 11/12
Мітки: розливанням, безперервним, металевої, металу, виготовлення, спосіб, стрічки, пристрій
Формула / Реферат:
1. Спосіб виготовлення металевої стрічки (1) безперервним розливанням металу, причому спочатку в ливарній установці (2) відливають сляб (3), який повертають з вертикального положення (V) в горизонтальне положення (Н), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) сляб (3) піддають операції фрезерування на фрезерувальній машині (4) і щонайменше одній операції прокатки щонайменше в одному прокатному стані (5, 6),...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 11/06, B22D 27/02
Мітки: магніту, металу, допомогою, варіанти, установка, розплаву, стрічки, безперервного, пристрій, запобігання, спосіб, витіканню, відливання, електромагнітний, розплавленого
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Спосіб виготовлення гумотросового каната та конвеєрної стрічки і пристрій для його здійснення
Номер патенту: 40088
Опубліковано: 16.08.2004
Автори: Ропай Валерій Андрійович, Шидо Микола Миколайович, Колосов Леонід Вікторович, Савицький Віктор Іванович, Колосов Дмитро Леонідович
МПК: F16G 9/00
Мітки: здійснення, каната, гумотросового, конвеєрної, спосіб, стрічки, пристрій, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гумотросового каната та конвеєрної стрічки, що включає розміщення тросів по ширині каната (стрічки), натягання їх, обкладання гумою, вулканізацію гуми, який відрізняється тим, що перед натяганням усі троси піддають витяжці.2. Пристрій для виготовлення гумотросового каната та конвеєрної стрічки, який містить змонтовані послідовно механізми подачі та направляння тросів, натягання тросів, обкладання тросів гумою,...
Пристрій для виготовлення гофрованої стрічки
Номер патенту: 37339
Опубліковано: 25.11.2008
Автори: Савуляк Віктор Валерійович, Савуляк Валерій Іванович, Молодецька Тетяна Ігорівна
МПК: B21D 13/00
Мітки: стрічки, виготовлення, пристрій, гофрованої
Формула / Реферат:
Пристрій для виготовлення гофрованої стрічки, що містить основу, з встановленою на ній першою матрицею, кріпильну плиту, на якій встановлений згинальний пуансон, з можливістю зворотно-поступального руху по напрямних відносно даної плити, який відрізняється тим, що в нього введено калібрувальний пуансон, який розташований паралельно основі, згинальну матрицю, яка нерухомо встановлена на основі, причому як перша матриця використовується рухома...
Пристрій для виготовлення гофрованої стрічки
Номер патенту: 66887
Опубліковано: 25.01.2012
Автори: Грабовський Роман Юрійович, Савуляк Віктор Валерійович
МПК: B21D 13/00
Мітки: виготовлення, гофрованої, пристрій, стрічки
Формула / Реферат:
Пристрій для виготовлення гофрованої стрічки, що містить основу з встановленою на ній калібрувальною матрицею, кріпильну плиту, на якій встановлений згинальний пуансон, з можливістю зворотно-поступального руху по напрямних відносно кріпильної плити, калібрувальний пуансон, який розташований паралельно основі, який відрізняється тим, що в нього введено рухомий згинальний елемент, встановлений із можливістю повороту навколо осі, а також ланку,...
Попередній патент: Світлова електростанція
Наступний патент: Спосіб зварювання високоміцних сталей аустенітним електродом
Випадковий патент: Спосіб виробництва профілів швелерного типу