Спосіб прокатування для виготовлення стрічки та відповідна прокатна лінія
Формула / Реферат
1. Спосіб прокатування для виготовлення плоских виробів (111) з низькою продуктивністю, який включає етап безперервного лиття в кристалізатор (17) зі швидкістю від 3,5 м/хв до 6 м/хв тонкого сляба (11) з товщиною від 25 мм до 50 мм, етап чорнового прокатування для зменшення товщини у принаймні одній чорновій кліті (20, 20а, 20b) до значення від 6 мм до 40 мм, в оптимальному варіанті - від 6 мм до 20 мм, і придатного для намотування, який відрізняється тим, що включає етап швидкого нагрівання за допомогою індукції для принаймні відновлення температури, втраченої на ділянці після лиття та на етапі чорнового прокатування, етап намотування/розмотування в пристрої для намотування/розмотування (34) з двома оправками, який здійснюють після етапу швидкого нагрівання, етап прокатування у прокатній установці, яка складається з однієї реверсивної кліті Стеккеля (22), для прокатування продукту, відмотаного пристроєм для намотування/розмотування (34), включаючи щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм, етап охолодження та етап намотування готового продукту.
2. Спосіб прокатування за п. 1, який відрізняється тим, що етап чорнового прокатування здійснюють лише в одній чорновій кліті (20), у якій товщина відлитої заготовки зменшується до значення від 10 мм до 30 мм, в оптимальному варіанті - від 10 мм до 20 мм, і етап прокатування у єдиній реверсивній кліті Стеккеля (22) включає щонайбільше три прокатування або два пропускання у зворотному напрямку для одержання готового продукту з товщиною приблизно від 4 мм до 10 мм, в оптимальному варіанті - приблизно від 4 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку для одержання готового продукту з товщиною приблизно від 1,4 мм до 4 мм.
3. Спосіб прокатування за п. 1, який відрізняється тим, що етап чорнового прокатування здійснюють у двох чорнових клітях (20а, 20b), у яких товщина відлитої заготовки зменшується до значення від 6 мм до 20 мм, в оптимальному варіанті - від 6 мм до 15 мм, і етап прокатування у єдиній реверсивній кліті Стеккеля (22) включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 2 мм до 10 мм, в оптимальному варіанті - приблизно від 2 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 2 мм.
4. Спосіб прокатування за п. 3, який відрізняється тим, що етап прокатування включає одне прокатування без пропускання у зворотному напрямку для одержання готового продукту з товщиною не більше за приблизно 5-6 мм.
5. Спосіб прокатування за будь-яким із пп. 1-4, який відрізняється тим, що кожна чорнова кліть (20, 20а, 20b) виконує зменшення товщини від 20 % до 60 %.
6. Спосіб прокатування за будь-яким із пп. 1-5, який відрізняється тим, що передбачає нагрівання пристрою для намотування/розмотування (34), який функціонує принаймні як піч для підтримання температури, таким чином, щоб під час етапів намотування/розмотування підданий чорновій прокатці продукт залишався при температурі, прийнятній для подальшого прокатування.
7. Спосіб прокатування за будь-яким із пп. 1-6, який відрізняється тим, що пристрій для намотування/розмотування (34) функціонує як накопичувач для забезпечення можливості заміни валків, оскільки час для намотування відлитого продукту на оправку пристрою для намотування/розмотування (34) є пов'язаним з часом, який вимагається для заміни валків єдиної реверсивної кліті Стеккеля (22) прокатної установки.
8. Спосіб прокатування за будь-яким із пп. 1-7, який відрізняється тим, що передбачає здійснення динамічного зменшення товщини відлитого сляба з рідким осердям після кристалізатора (17).
9. Спосіб прокатування за будь-яким із пп. 1-8, який відрізняється тим, що вже після першого прокатування у єдиній реверсивній кліті Стеккеля (22) продукт намотують на намотувальний/розмотувальний барабан (25b) після вищезгаданої кліті (22).
10. Прокатна лінія для виготовлення плоских виробів (111) з низькою продуктивністю, яка містить ливарну машину (12) з кристалізатором (17), прийнятну для безперервного лиття тонкого сляба (11) з низькою швидкістю, яка становить приблизно від 3,5 м/хв до 6 м/хв, блок швидкого нагрівання та прокатну установку, яка складається з єдиної реверсивної кліті Стеккеля (22), принаймні одну чорнову кліть (20, 20а, 20b), здатну зменшувати товщину щойно затвердлого матеріалу, безпосередньо сполучену з виходом з машини для безперервного лиття (12) і перед блоком швидкого нагрівання, яка відрізняється тим, що блок швидкого нагрівання являє собою індукційну піч (18), сконфігуровану принаймні для відновлення втрати температури, що виникає через проходження у чорновій кліті (20, 20а, 20b), і після вищезгаданої індукційної печі передбачено пристрій для намотування/розмотування (34) з принаймні двома оправками (34а, 34b), здатними вибірково й почергово виконувати функцію намотування литого продукту, що надходить з етапу лиття, та його розмотування для подачі до реверсивної кліті Стеккеля (22), причому вищезгадана реверсивна кліть Стеккеля (22) є сконфігурованою для виконання операції прокатування, яка включає щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм.
11. Прокатна лінія за п. 10, яка відрізняється тим, що вищезгадана принаймні одна чорнова кліть (20, 20а, 20b) є сконфігурованою таким чином, щоб забезпечувати можливість зменшення товщини приблизно від 20 % до 60 %.
12. Прокатна лінія за п. 10 або п. 11, яка відрізняється тим, що вищезгадана принаймні одна чорнова кліть (20, 20а, 20b) є придатною для виконання зменшення товщини тонкого сляба (11) до товщини від приблизно 6 мм до приблизно 40 мм.
13. Прокатна лінія за будь-яким із пп. 10-12, яка відрізняється тим, що пристрій для намотування/розмотування (34) нагрівається для виконання функції печі принаймні для підтримання температури таким чином, щоб під час етапів намотування/розмотування підданий чорновій прокатці продукт залишався при температурі, прийнятній для подальшого прокатування.
14. Прокатна лінія за будь-яким із пп. 10-13, яка відрізняється тим, що пристрій для намотування/розмотування (34) є сконфігурованим для виконання функції накопичувача для забезпечення можливості заміни валків, оскільки час для намотування відлитого продукту на оправку пристрою для намотування/розмотування (34) є пов'язаним з часом, який вимагається для заміни валків реверсивної кліті Стеккеля (22) прокатної установки.
15. Прокатна лінія за будь-яким із пп. 10-14, яка відрізняється тим, що містить єдину чорнову кліть (20), і реверсивна кліть Стеккеля (22) прокатної установки є придатною для виконання операції прокатування, що включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 4 мм до 10 мм, в оптимальному варіанті - приблизно від 4 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 4 мм.
16. Прокатна лінія за будь-яким із пп. 10-14, яка відрізняється тим, що містить дві чорнові кліті (20а, 20b), і реверсивна кліть Стеккеля (22) прокатної установки є придатною для виконання операції прокатування, що включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 2 мм до 10 мм, в оптимальному варіанті - приблизно від 2 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 2 мм.
17. Прокатна лінія за будь-яким із пп. 10-16, яка відрізняється тим, що ливарна машина (12) містить пристрій для динамічного обтискання для зменшення товщини відлитого сляба з рідким осердям після кристалізатора (17).
Текст
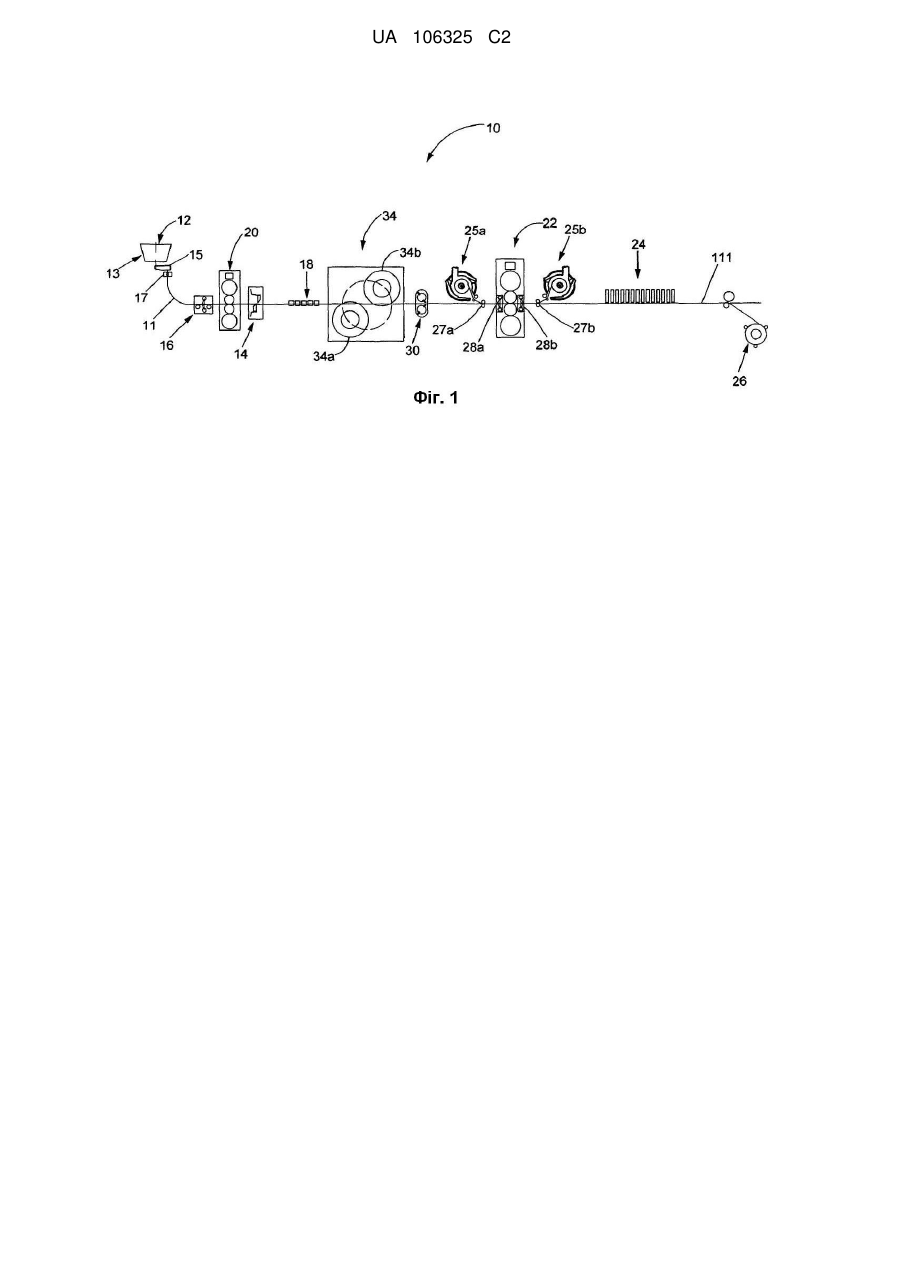
Реферат: Спосіб прокатування для виготовлення плоских виробів (111) з низькою продуктивністю, який включає етап безперервного лиття зі швидкістю від 3,5 м/хв до 6 м/хв тонкого сляба (11) з товщиною від 25 мм до 50 мм. Він також включає етап чорнового прокатування для зменшення товщини у принаймні одній чорновій кліті (20, 20а, 20b) до значення від 6 мм до 40 мм і придатного для намотування, етап швидкого нагрівання за допомогою індукції для принаймні відновлення температури, втраченої на ділянці після лиття та на етапі чорнового прокатування, етап намотування/розмотування в пристрої для намотування/розмотування (34) з двома оправками. Спосіб також включає етап прокатування у прокатній установці, яка складається з єдиної реверсивної кліті Стеккеля (22) для прокатування продукту, відмотаного пристроєм для намотування/розмотування (34), яке включає щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм, етап охолодження та етап намотування готового продукту. UA 106325 C2 (12) UA 106325 C2 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ВИНАХОДУ Даний винахід стосується способу прокатки та відповідної прокатної лінії для одержання плоских металевих виробів, таких, як стрічка, зокрема, низькопродуктивних способу та лінії. РІВЕНЬ ТЕХНІКИ Способи та установки для виробництва гарячекатаної сталевої стрічки, у яких застосовують прокатний стан Стеккеля з однією або кількома реверсивними клітями, у які подають сляби від 150 до 250 мм завтовшки. У таких установках зазвичай передбачено машину для відливання слябів, різальний засіб, нагрівальну піч для відновлення, підтримання або гомогенізації температури відлитого сляба для забезпечення його придатності до наступної прокатки, пристрій для збивання окалини водою під високим тиском, лінію реверсивної прокатки Стеккеля з однією або двома клітями, систему ламінарного охолодження та намотувальний вузол для намотування стрічки на валки з заданою масою. Також відомо, що прокатні установки з лінією реверсивної прокатки Стеккеля з однією або кількома клітями, у яких застосовують сляби від 150 до 250 мм або більше завтовшки, мають обмеження стосовно мінімальної товщини, яка може досягатися, та якості, як щодо розміру, так і щодо поверхні, готової стрічки. Дійсно, через велику товщину вихідного сляба велика кількість прокатувань через кліть / кліті, а отже, тривалий час простою при пропусканні у зворотному напрямку, внаслідок чого збільшується загальний час від початку до кінця прокатки, виникає велика втрата температури, що робить неможливим прокатку до товщини готового виробу, наприклад, 1,6-1,4 мм або менше. Крім того, спостерігається брак рівномірності температури уздовж стрічки та утворення окалини, що негативно впливає на якість виготовленої стрічки. І нарешті, якість поверхні готового виробу також страждає через застосування робочих валків для багаторазового пропускання холодних передніх / задніх кінців та виникаюче внаслідок цього швидке руйнування поверхні самих валків. Для зменшення цього недоліку необхідно часто міняти робочі валки, а це потребує зупинок, що знижує коефіцієнт використання та продуктивність установки. Ще однією проблемою подібних виробничих ліній є велика загальна довжина лінії, що негативно впливає не лише на капіталовкладення, але й на енерговитрати при виробництві та обслуговуванні. У документі WO-A-00/10741 описується спосіб прокатки, який в одній формі втілення передбачає етап безперервного лиття, етап чорнової прокатки, який здійснюють безпосередньо після лиття, етап нагрівання, який здійснюють після чорнової прокатки і перед етапом чистової прокатки. В іншій альтернативній формі втілення документа WO'741 між етапом чорнової прокатки та етапом нагрівання передбачено етап намотування / розмотування. В іншій альтернативній формі втілення документа WO'741 етап нагрівання належить до швидкого типу і здійснюється безпосередньо після лиття, тоді, як етап чорнової прокатки передбачено після швидкого нагрівання, дуже далеко від лиття. Після етапу чорнової прокатки передбачено етап намотування / розмотування, після можливого додаткового етапу нагрівання, що робить спосіб та відповідну прокатну лінію згідно з документом WO741 більш дорогими й вимагає більше місця, та, нарешті, етап чистової прокатки. У документі WO-A-2010/115698 описується спосіб прокатки, який передбачає лише етап безперервного лиття, етап чорнової прокатки, етап швидкого нагрівання після чорнової прокатки, етап виявлення окалини, етап попереднього охолодження, етап видалення окалини та кінцевий етап чистової прокатки. У документі JP-A-59191502 описується прокатна установка, яка має одну прокатну кліть Стеккеля, оснащена нагрівальним засобом індукційного типу, розташованим між валками прокатної кліті, та роликовими печами на вході та виході з прокатної кліті. Головна мета даного винаходу полягає у забезпеченні способу та відповідної лінії для гарячого виробництва сталевої стрічки, яка є надзвичайно компактною, не потребує великих капіталовкладень і дозволяє досягати товщини 1,4 мм або менше. Ще одна мета полягає в одержанні готового продукту високої якості через зменшення впресованої окалини, добру якість поверхні та рівномірний допуск на розмір по всій довжині. Ще одна мета даного винаходу полягає в удосконаленні способу, який дозволяє мінімізувати кількість прокатувань та пропускань у зворотному напрямку, а отже, скорочувати загальний час прокатки, внаслідок чого збільшується рівномірність / однорідність температури уздовж прокатуваної стрічки і зменшується загальна втрата температури стрічки. 1 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, ще одна мета даного винаходу полягає у забезпеченні виробничої лінії, яка перетворює, в одному безперервному циклі, без проміжного зберігання та повернення матеріалу, і з дуже обмеженим споживанням енергії, рідку сталь, що надходить зі сталеплавильного заводу, і яка дозволяє виробляти, з меншими витратами порівняно з іншими, традиційними технологіями, готовий продукт у межах від приблизно 300000 до приблизно 800000 тонн на рік. Ще одна мета полягає у збільшенні коефіцієнта використання виробничої лінії зі збільшенням тривалості роботи робочих валків. Заявником було розроблено, випробувано і втілено даний винахід для подолання недоліків існуючого рівня техніки та досягнення цих та інших цілей та переваг. КОРОТКИЙ ОПИС ВИНАХОДУ Згідно з даним винаходом, для досягнення всіх цілей та переваг, які є викладеними вище й переліченими нижче, спосіб прокатки для виготовлення плоских виробів при низькій продуктивності включає етап безперервного лиття зі швидкістю від 3,5 м/хв до 6 м/хв тонкого сляба з товщиною від 25 до 50 мм, в оптимальному варіанті - від 30 до 40 мм, етап чорнової прокатки для зменшення товщини у принаймні одній чорновій кліті до значення від 6 мм до 40 мм, в оптимальному варіанті - від 6 мм до 20 мм, у ще кращому варіанті - від 6 мм до 15 мм, і придатного для намотування, етап швидкого нагрівання за допомогою індукції для принаймні відновлення температури, втраченої на ділянці після лиття та на етапі чорнової прокатки, етап намотування / розмотування у пристрої для намотування / розмотування з двома оправками, який здійснюють після етапу швидкого нагрівання, етап реверсивної прокатки продукту, відмотаного з пристрою для намотування / розмотування, у прокатній установці, яка складається з однієї реверсивної кліті Стеккеля, причому вищезгаданий етап прокатки включає щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм, етап охолодження та етап намотування готового продукту. Зокрема, суть даного винаходу полягає у забезпеченні можливості досягнення за допомогою однієї чорнової кліті та однієї реверсивної кліті товщини готового продукту не більше за приблизно 4 мм за три прокатування (з двома пропусканнями у зворотному напрямку), тоді, як товщина приблизно від 1,4 мм до 4 мм досягається щонайбільше за п'ять прокатувань (з чотирма пропусканнями у зворотному напрямку), а дві чорнові кліті та одна реверсивна кліть дозволяють досягати товщини готового продукту не більше за приблизно 2 мм за три прокатування (з двома пропусканнями у зворотному напрямку), тоді, як товщина приблизно від 1,4 мм до 2 мм досягається щонайбільше за п'ять прокатувань (з чотирма пропусканнями у зворотному напрямку). Даний винахід дозволяє використовувати високу температуру відлитого матеріалу безпосередньо на виході з етапу лиття для етапу чорнової прокатки який здійснюють прямо й безпосередньо після лиття, завдяки чому заощаджується енергія. Крім того, завдяки даному винаходові, забезпечення однієї або двох чорнових клітей безпосередньо після лиття оптимізує товщину бруса, таким чином, щоб завжди було передбачено мінімально можливу непарну кількість прокатувань в одній реверсивній кліті Стеккеля. Крім того, забезпечення єдиного етапу швидкого нагрівання знижує споживання енергії і робить лінію більш компактною. Тут і далі в описі підданий попередній прокатці продукт, одержаний в результаті етапу чорнової прокатки після лиття називається просто "брусом". У варіантах здійснення способу кожна чорнова кліть виконує зменшення товщини від 20 % до 60 %, в оптимальному варіанті - від 35 % до 55 %. Принаймні одна чорнова кліть, у якій використовується висока температура на виході з етапу лиття та нижчий опір матеріалів через відсутність "рекристалізації", дозволяє застосовувати менші кліті, які потребують меншої встановленої потужності, а отже, знижуються витрати, як при експлуатації, так і при встановленні цієї принаймні однієї чорнової кліті. Згідно з однією формою втілення способу даного винаходу, залежно від кількості чорнових клітей та принаймні нижчезазначених параметрів: - кінцевої товщини стрічки, - ширини стрічки, - типу сталі (або "сорту сталі"), етап прокатки у реверсивній кліті Стеккеля в оптимальному варіанті може здійснюватися щонайбільше лише з трьома пропусканнями, або двома пропусканнями у зворотному напрямку. 2 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, у цьому разі зі зменшенням кількості (непарної) пропускань та кількості (парної) відповідних пропускань у зворотному напрямку до мінімально можливого значення, а отже, загального часу прокатування та простою через пропускання у зворотному напрямку, час, протягом якого прокатуваний виріб піддається дії повітря, скорочується до мінімуму, так само, як і утворення окалини та її впресовування на поверхні стрічки. Крім того, досягається значно менше підвищення температури та поліпшення рівномірності / однорідності температури уздовж стрічки. Таким чином, готовий продукт має кращий допуск на розмір. Крім того, зменшується кількість разів пропускання охолоджених переднього / заднього кінців під робочими валками, при їх зменшеному зношуванні, а отже, поліпшеній розмірній якості та якості поверхні готової стрічки. Також, завдяки подовженню експлуатаційного терміну служби робочих валків, скорочуються простої прокатного стана для заміни валків, завдяки чому поліпшується коефіцієнт використання установки. У деяких формах втілення зменшенню окалини також можуть сприяти окалиновідламувачі, наприклад, застосування води під надвисоким тиском, яка очищує готову стрічку на етапах намотування. У першій формі втілення, лише з однією чорновою кліттю, щонайбільше три прокатування або два пропускання у зворотному напрямку можуть бути достатніми у реверсивній прокатній лінії для товщини готової стрічки понад 4 мм. У цій формі втілення для товщини, меншої за 4 мм, до 1,4 мм, вимагається щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку. В оптимальній другій формі втілення з двома чорновими клітями, вимагається щонайбільше три прокатування або два пропускання у зворотному напрямку у реверсивній прокатній лінії для товщини готової стрічки понад 2 мм і до 10 мм, в оптимальному варіанті - до 8 мм. У цій другій формі втілення для товщини, меншої за 2 мм, до 1,4 мм, а вимагається щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку. В іншій формі втілення з двома чорновими клітями і передбаченій для товщини готової стрічки, більшої, ніж приблизно 5-6 мм, прокатування у реверсивній кліті Стеккеля в оптимальному варіанті може відбуватися за одне прокатування, тобто, без пропускання у зворотному напрямку і без застосування намотувальних барабанів, таким чином, суттєво скорочуючи час дії повітря на продукт, а отже, утворення окалини. Спосіб згідно з деякими формами втілення також дозволяє здійснювати динамічне зменшення товщини відлитого сляба з рідким осердям або так зване динамічне м'яке обтискання після кристалізатора з метою одержання поліпшеної металургійної структури. Товщина, яка досягається після динамічного м'якого обтискання, становить від 25 мм до 50 мм. За наявності пристрою для м'якого обтискання сам кристалізатор безпосередньо забезпечує кінцеву товщину сляба. Спосіб згідно з даним винаходом є орієнтованим на низьку продуктивність, яка є бажаною для задоволення конкретних потреб місцевого ринку, а отже, заощадження капіталовкладень, при одночасному підтриманні високої якості продукції. Установка, в якій здійснюється цей спосіб, дозволяє працювати у послідовності з електричним печами або іншими установками для виробництва рідкої сталі, з циклічністю від 40 до 140/150 т/год. Оскільки ми маємо справу з низькою швидкістю лиття та малою товщиною литого виробу, таким чином, масова витрата, яка точно визначається як добуток швидкості лиття та товщини литого виробу, є низькою і не дозволяє досягати температури, прийнятної для подальшого прокатування: індукційна піч та нагрітий пристрій для намотування / розмотування є оптимальними, оскільки вони відповідно дозволяють відновлювати температуру й підтримувати її на рівні, який вимагається для подальшої прокатки у реверсивній лінії. Перевагу віддають застосуванню пристрою для намотування / розмотування, який добре поєднується з низькою продуктивністю та зниженою масовою витратою при литті, оскільки дозволяє уникати застосування дуже довгих тунельних печей, здатних вміщувати тонкий сляб з довжино, що дорівнює довжині рулону готової стрічки масою 25 - ЗО тонн. Крім того, пристрій для намотування / розмотування дозволяє розв'язувати проблему переміщення дуже тонкого сляба всередині тунельної печі, яка інакше ускладнювала б виробництво й збільшувала витрати. В інших варіантах пристрій для намотування / розмотування функціонує як накопичувач для забезпечення можливості заміни валків, оскільки час, який вимагається для намотування бруса на оправку пристрою для намотування / розмотування, є пов'язаним з часом, який вимагається для заміни валків реверсивної кліті. 3 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з ще однією особливістю способу даного винаходу, брус, який подається на етап реверсивної прокатки, завдяки прийнятній товщині, яку він має вже на цьому етапі, може намотуватися безпосередньо на розташований далі намотувальний барабан, що дозволяє уникнути загальної проблеми існуючого рівня техніки, пов'язаної з переміщенням довгого бруса по площині на відвідному рольгангу, за два або більше пропускань через лінію, перш, ніж він зможе бути намотаний на попередній та наступний намотувальні барабани. Головна перевага намотування бруса безпосередньо після першого прокатування полягає у зменшенні загальних розмірів прокатної лінії та скороченні часу дії повітря на продукт, яке викликає утворення окалини, та стримуванні втрати теплоти, що забезпечує перевагу значно нижчого перепаду температури та більшої рівномірності між переднім / заднім кінцем та центральною частиною бруса, який піддається прокатці. Це позитивно впливає на розмірну якість та якість поверхні готової стрічки, а також на можливість досягнення малої товщини. Даний винахід також стосується прокатної лінії для виготовлення плоских виробів з низькою продуктивністю, яка включає ливарну машину, здатну безперервно відливати тонкий сляб з низькою швидкістю, наприклад, від 3,5 до 6 м/хв, блок швидкого нагрівання та прокатну установку, яка включає одну кліть, яка належить до реверсивного типу Стеккеля. Рішення з реверсивною прокатною установкою дозволяє зменшити кількість клітей, а отже, нагромаджування та витрати на її спорудження, порівняно з лінією безперервної прокатки. Крім того, згідно з даним винаходом, прокатна лінія передбачає формувальну кліть або чорнову кліть, безпосередньо сполучену з виходом з машини для безперервного лиття і перед блоком швидкого нагрівання, здатну зменшувати товщину щойно затвердлого матеріалу, який ще перебуває при високій температурі. Кожна чорнова кліть є сконфігурованою для забезпечення можливості зменшення товщини від 20 до 60 %, в оптимальному варіанті - від 35 до 55 %, і використання високої температури на виході з етапу лиття та нижчого опору матеріалів через відсутність рекристалізації, дозволяє застосовувати менші кліті, які потребують меншої встановленої потужності, а отже, дозволяють досягти значного заощадження енергії. Забезпечення однієї або двох чорнових клітей в оптимальному варіанті дозволяє подавати у реверсивну кліть прокатної установки з такою товщиною бруса, щоб готовий продукт міг бути одержаний щонайбільше за п'ять прокатувань, тобто, з чотирма пропусканнями у зворотному напрямку, в оптимальному варіанті - щонайбільше за три прокатування, тобто, з двома пропусканнями у зворотному напрямку, згідно з кінцевою товщиною, яка має бути отримана. Іншими словами, забезпечення однієї або двох чорнових клітей безпосередньо після етапу лиття оптимізує товщину бруса таким чином, щоб завжди було передбачено мінімально можливу непарну кількість прокатувань в одній реверсивній кліті Стеккеля. Крім того, в оптимальному варіанті зменшення товщини у принаймні одній чорновій кліті не лише забезпечує можливість намотування бруса на пристрій для намотування / розмотування, але й забезпечує можливість подачі у прокатну лінію меншої товщини, а отже, кліть Стеккеля може мати робочі валки з діаметром меншого розміру, що забезпечує, за такого самого стискання, силу прокатки, яка є на 20-30 % нижчою, а отже, зменшує розміри машини. Крім того, зменшення сили прокатки також забезпечує можливість зменшення крутного моменту прокатки, а отже, розмір головних двигунів матиме менше значення крутного моменту, навіть менше за 30-40 %. Згідно з однією особливістю даного винаходу, блок швидкого нагрівання являє собою індукційну піч, сконфігуровану принаймні для відновлення втраченої температури через пропускання через чорнову кліть, і після індукційної печі передбачено пристрій для намотування / розмотування з принаймні двома оправками, здатними вибірково й почергово виконувати функцію намотування бруса, що надходить з етапу лиття, та його розмотування для подачі до єдиної реверсивної кліті прокатної установки. Реверсивна кліть є сконфігурованою для виконання операції прокатки, яка включає щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм. Прокатна лінія згідно з даним винаходом дозволяє за низької продуктивності у будь-якому разі підтримувати належну якість готового продукту. Крім того, зменшена загальна конструкція прокатної лінії, яка має дуже коротку схему розташування, дозволяє зменшувати й раціонально використовувати зайнятий простір зі значними перевагами у проведенні комунікацій, та будівельних роботах, таких, як закладання фундаментів, планування складів, прокладання труб, створення інфрастуктур і т. ін. Це дозволяє зменшувати капітальні витрати порівняно з вкладанням в установки існуючого рівня техніки. 4 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід максимально використовує низький опір деформації сталі при високих температурах, який вона має відразу після затверднення, для виконання чорнової прокатки продукту, що виходить з машини для безперервного лиття, і, таким чином, дозволяє застосовувати менші чорнові кліті, а отже, з меншою встановленою потужністю, значно зниженими потребами в енергії та кращою відповідністю вимогам з охорони навколишнього середовища. КОРОТКИЙ ОПИС ФІГУР Ці та інші характеристики даного винаходу стануть очевидними по ознайомленню з представленим нижче описом оптимальної форми втілення, яка являє собою необмежувальний приклад, з посиланням на супровідні фігури, серед яких: - Фіг. 1 схематично показує першу форму втілення прокатної лінії згідно з даним винаходом; - Фіг. 2 схематично показує другу форму втілення прокатної лінії згідно з даним винаходом. ДЕТАЛЬНИЙ ОПИС ОПТИМАЛЬНОЇ ФОРМИ ВТІЛЕННЯ Фігури 1 та 2, відповідно, показують дві форми втілення прокатної лінії 10 згідно з даним винаходом для виготовлення плоских прокатних виробів, наприклад, стрічки 111. Прокатна лінія 10 включає машину 12 для безперервного лиття, яка в цьому разі виробляє тонкий сляб 11. Машина 12 традиційно передбачає ківш 13, розливальний жолоб 15 та кристалізатор 17. У деяких формах втілення на криволінійному шляху, показаному на фігурах на виході з кристалізатора 17, тонкий сляб 11 може бути підданий динамічному м'якому обтисканню з метою забезпечення кращої металургійної структури. Згідно з винаходом, товщина відлитого матеріалу після м'якого обтискання, становить від 25 мм до 50 мм. У деяких формах втілення відлитий тонкий сляб має ширину 800-1600 мм. Прокатна лінія 10 згідно з даним винаходом в цілому є сконфігурованою таким чином, щоб виробляти рулони, що мають товщину від приблизно 1,4-1,6 мм до приблизно 8-10 мм і масу рулону 25 тонн. Оскільки прокатна лінія 10 має низьку продуктивність, процес прокатування згідно з даним винаходом передбачає швидкість лиття сляба 11 від 3,5 до 6 м/хв. Згідно з даним винаходом, після лиття передбачено принаймні одну чорнову кліть 20, 20а, 20b. Зазвичай принаймні одна чорнова кліть 20, 20а, 20b належить до чотиривалкового типу. Зокрема, згідно з першою формою втілення даного винаходу, показаною на Фіг. 1, відразу після ливарної машини 12 передбачено єдину чорнову кліть 20. Згідно з другою формою втілення, показаною на Фіг. 2, передбачено дві чорнові кліті 20а, 20b, розташовані послідовно. Згідно з даним винаходом, робочий діаметр валків чорнової кліті 20, або кожної з чорнових клітей 20а, 20b, становить від 550 мм до 650 мм, в оптимальному варіанті - від 575 мм до 625 мм, наприклад, приблизно 600 мм. Довжина валків становить приблизно 1500-1800 мм, наприклад, приблизно 1750, якщо діаметр становить 600 мм. Крім того, у деяких формах втілення сила відокремлення чорнової кліті 20, або кожної з двох чорнових клітей 20а, 20b, становить приблизно 3000 тонн (30000 кН). Крім того, у деяких формах втілення номінальна потужність двигуна чорнової кліті 20 або кожної з двох чорнових клітей 20а, 20b становить 1500 кВт. Функція єдиної чорнової кліті 20 або пари з двох чорнових клітей 20а, 20b полягає у зменшенні товщини тонкого сляба 11, який виходить безпосередньо з ливарної машини 12. Згідно з даним винаходом, кожна кліть дозволяє досягати зменшення до товщини, меншої за приблизно 60 %, наприклад, від приблизно 20 % до приблизно 60 %, в оптимальному варіанті від приблизно 35 % до приблизно 55 % від первісної товщини. У першій формі втілення з Фіг. 1 чорнова кліть 20 зменшує товщину тонкого сляба 11 до товщини приблизно від 10 мм до 30 мм, в оптимальному варіанті - від 10 мм до 20 мм. У другій формі втілення з Фіг. 2 дві чорнові кліті 20а, 20b зменшують товщину тонкого сляба 11 до товщини приблизно від 6 мм до 20 мм, в оптимальному варіанті - від 6 мм до 15 мм. В обох формах втілення чорнова кліть 20 або пара чорнових клітей 20, 20b розташовується відразу після ливарної машини 12, з якою вона перебуває у прямому контакті без розривання цілісності. Головна перевага цього розташування чорнової кліті 20 або пари чорнових клітей 20, 20b полягає у тому, що зменшення товщини здійснюється тоді, коли сляб 11 ще має дуже гаряче осердя, що вимагає меншої кліті, а отже, меншої встановленої потужності, завдяки чому заощаджується енергія. 5 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 Безпосередньо після єдиної чорнової кліті 20 або пари чорнових клітей 20, 20b розташовується перший різальний засіб 14, за допомогою якого здійснюється нарізання брусів 11 відповідного розміру. Різальний засіб 14 належить до відомого типу і у деяких формах втілення може включати маятникові ножиці, а в інших формах втілення він може включати дискові ножиці або "кривошипні ножиці". Під час виробничого циклу перший різальний засіб 14 нарізає брус 11 на відрізки або шматки потрібної довжини, які корелюються з потрібною масою рулону готової стрічки. Зокрема, довжина відрізків бруса є такою, щоб забезпечувався рулон потрібної маси, наприклад 25 тонн, таким чином, щоб процес прокатування здійснювався у так званому рулонному режимі. Перед чорновою кліттю 20 або парою чорнових клітей 20, 20b а може бути передбачений окалиновідламувач 16. У деяких формах втілення окалиновідламувач 16 в оптимальному варіанті належить до типу, який має ротаційні насадки й здійснює обережне видалення окалину з поверхні відлитого виробу, застосовуючи мінімально можливу подачу води, з помірним перепадом температури відлитого виробу. Згідно з даним винаходом, після чорнової кліті 20 або пари чорнових клітей 20, 20b і після першого різального засобу 14 уздовж прокатної лінії 10 розташовується блок швидкого нагрівання, у цьому разі - індукційна піч 18, призначений для виконання етапу швидкого нагрівання і сконфігурований принаймні для відновлення втраченої температури через пропускання через чорнову кліть 20, в оптимальному варіанті - з функцією усереднення та нагрівання відлитого виробу. Прокатна лінія 10 після індукційної печі 18 передбачає пристрій для намотування / розмотування 34 з принаймні двома оправками 34а, 34b, для здійснення етапу намотування / розмотування після етапу швидкого нагрівання. Принаймні дві оправки 34а, 34b здатні вибірково й почергово виконувати функцію намотування бруса, який надходить з принаймні однієї чорнової кліті 20, та його відмотування для подачі у наступну прокатну лінію є єдиною реверсивною чорновою кліттю Стеккеля 22, про які буде докладніше сказано нижче в описі. Наприклад, пристрій для намотування / розмотування 34 може бути виконаний за міжнародною заявкою РСТ7ЕР2010/070857, поданою від імені Заявника цієї заявки і включеною до цієї заявки шляхом посилання у повному обсязі. У деяких формах втілення пристрій для намотування / розмотування 34 належить до нагрівного типу для виконання функції печі принаймні для підтримання температури, таким чином, щоб під час етапів намотування / розмотування брус зберігав температуру, прийнятну для наступного прокатування у прокатній лінії, що також знижує вартість та нагромаджування. Якщо прокатний стан зупиняється, пристрій для намотування / розмотування 34 дозволяє накопичувати щонайбільше два відрізки бруса всередині нього без зупинки ливарної машини 12, таким чином, функціонуючи як накопичувач, а потім знову подає їх у прокатну лінію 10, коли прокатна установка знову запускається. Таким чином, існує можливість роботи, наприклад, у деяких режимах функціонування прокатної лінії 10, у разі зупинки прокатної установки в аварійному випадку (наприклад, при блокуванні) або при запрограмованій зупинці (наприклад, для заміни валків). В оптимальному варіанті час для намотування бруса на одну або кілька оправок 34а, 34b пристрою для намотування / розмотування 34 узгоджується з часом заміни валків у клітях прокатної лінії. Безпосередньо після пристрою для намотування / розмотування 34 передбачено аварійні ножиці або обрізні ножиці 30 відомого типу. Прокатна лінія згідно з даним винаходом є лінією реверсивної прокатки Стеккеля і, згідно з даним винаходом, складається з єдиної реверсивної кліті Стеккеля 22, яка взаємодіє з намотувальними / розмотувальними барабанами 25а, 25b, у деяких формах втілення нагрівними барабанами, також відомими як пічні барабани. Намотувальні / розмотувальні барабани 25а та 25b взаємодіють з відповідними тяговими пристроями 27а, 27b. У показаному варіанті, безпосередньо перед єдиною реверсивною кліттю 22 прокатної лінії передбачено відповідні пристрої для видалення окалини, позначені як 28а та 28b відповідно, які виконують функцію видалення окалини до та/або після кожного прокатування, запобігаючи впресовуванню окалини на поверхні стрічки під дією прокатних валків. Робочий діаметр валків єдиної реверсивної кліті Стеккеля 22 становить приблизно від 500 мм до 600 мм при довжині приблизно 2050 мм. Робочий діаметр валків кожного намотувального / розмотувального барабана 25а, 25b становить приблизно 1350 мм при довжині 2050 мм. 6 UA 106325 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб прокатки згідно з даним винаходом передбачає не більше п'яти пропускань подвійної прокатки через реверсивну кліть Стеккеля 22, яка визначає потрібне зменшення товщини. Наприклад, у конфігурації з Фіг. 1, яка передбачає єдину чорнову кліть 20, для виготовлення з тонкого сляба, що має товщину 35 мм, стрічки з низьковуглецевої сталі завширшки приблизно 1300 мм, з остаточною товщиною від 8-10 мм до 4 мм, у реверсивній кліті Стеккеля 22 прокатної лінії достатніми є три прокатування (з двома пропусканнями у зворотному напрямку), тоді, як для кінцевої товщини, меншої за 4 мм і до 1,4 мм, достатніми є п'ять прокатувань (з чотирма пропусканнями у зворотному напрямку). Зокрема, у цій першій формі втілення зменшення товщини в єдиній чорновій кліті 20 становить 60 %, і одержують брус 14 мм завтовшки, який у прокатній лінії обтискається до кінцевої товщини, наприклад, 2 мм, у такий спосіб: - перше прокатування через реверсивну кліть Стеккеля 22 (перше зменшення товщини першого прокатування становить приблизно 40 %) та намотування на намотувальний / розмотувальний барабан 25b; - перше пропускання у зворотному напрямку (друге зменшення товщини другого прокатування становить приблизно 38 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25b та намотуванням на намотувальний / розмотувальний барабан 25а; - друге пропускання у зворотному напрямку (третє зменшення товщини третього пропускання становить приблизно 33 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25а та намотування на намотувальний / розмотувальний барабан 25Ь; - третє пропускання у зворотному напрямку (четверте зменшення товщини четвертого прокатування становить приблизно 28 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25b та намотуванням на намотувальний / розмотувальний барабан 25а; - четверте пропускання у зворотному напрямку (п'яте зменшення товщини п'ятого прокатування становить приблизно 22 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25а. Натомість у конфігурації з Фіг. 2, яка передбачає дві чорнові кліті 20а, 20b, для виготовлення стрічки з низьковуглецевої сталі завширшки приблизно 1300 мм з остаточною товщиною від 810 мм до 2 мм з тонкого сляба, що має товщину 35 мм, у прокатній лінії достатніми є три прокатування (з двома пропусканнями у зворотному напрямку), тоді, як для кінцевої товщини, меншої за 2 мм і до 1,4 мм достатніми є лише п'ять прокатувань (з чотирма пропусканнями у зворотному напрямку). Зокрема, у цій другій формі втілення обтискання у першій чорновій кліті становить 60 %, тоді, як у другій чорновій кліті воно становить 50 %, і одержують брус 7 мм завтовшки, який у прокатній лінії обтискається до кінцевої товщини, наприклад, 2 мм, у такий спосіб: - перше прокатування через реверсивну кліть Стеккеля 22 (перше зменшення товщини першого прокатування становить приблизно 41 %) та намотування на намотувальний / розмотувальний барабан 25b; - перше пропускання у зворотному напрямку (друге зменшення товщини другого прокатування становить приблизно 34 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25Ь та намотуванням на намотувальний / розмотувальний барабан 25а; - друге пропускання у зворотному напрямку (третє й кінцеве зменшення товщини при третьому й кінцевому прокатуванні становить приблизно 26 %), з відмотуванням стрічки за допомогою намотувального / розмотувального барабана 25а; В одній формі втілення даного винаходу з двома чорновими клітями і для товщини готової стрічки понад 5-6 мм прокатування в одній реверсивній кліті Стеккеля 22 в оптимальному варіанті відбувається за одне пропускання, а отже, без пропускання у зворотному напрямку і без застосування намотувальних барабанів, і, таким чином, час дії повітря на продукт, а отже, утворення окалини, помітно зменшуються. І нарешті, прокатна лінія 10 після реверсивної кліті Стеккеля 22 прокатної лінії включає відвідний рольганг для стрічки 111, який пересувається зі швидкістю приблизно 1,5-12 м/сек, та охолоджувальний вузол 24. Наприклад, охолоджувальний вузол 24 належить до типу з ламінарним зрошувальним охолодженням. Після охолоджувального вузла 24 прокатна лінія 10 включає намотувальний вузол 26, наприклад, утворений намотувальним барабаном (нижньою моталкою) для намотування стрічки 11 з метою створення рулонів стрічки. 7 UA 106325 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб прокатування для виготовлення плоских виробів (111) з низькою продуктивністю, який включає етап безперервного лиття в кристалізатор (17) зі швидкістю від 3,5 м/хв до 6 м/хв тонкого сляба (11) з товщиною від 25 мм до 50 мм, етап чорнового прокатування для зменшення товщини у принаймні одній чорновій кліті (20, 20а, 20b) до значення від 6 мм до 40 мм, в оптимальному варіанті - від 6 мм до 20 мм, і придатного для намотування, який відрізняється тим, що включає етап швидкого нагрівання за допомогою індукції для принаймні відновлення температури, втраченої на ділянці після лиття та на етапі чорнового прокатування, етап намотування/розмотування в пристрої для намотування/розмотування (34) з двома оправками, який здійснюють після етапу швидкого нагрівання, етап прокатування у прокатній установці, яка складається з однієї реверсивної кліті Стеккеля (22), для прокатування продукту, відмотаного пристроєм для намотування/розмотування (34), включаючи щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм, етап охолодження та етап намотування готового продукту. 2. Спосіб прокатування за п. 1, який відрізняється тим, що етап чорнового прокатування здійснюють лише в одній чорновій кліті (20), у якій товщина відлитої заготовки зменшується до значення від 10 мм до 30 мм, в оптимальному варіанті - від 10 мм до 20 мм, і етап прокатування у єдиній реверсивній кліті Стеккеля (22) включає щонайбільше три прокатування або два пропускання у зворотному напрямку для одержання готового продукту з товщиною приблизно від 4 мм до 10 мм, в оптимальному варіанті - приблизно від 4 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку для одержання готового продукту з товщиною приблизно від 1,4 мм до 4 мм. 3. Спосіб прокатування за п. 1, який відрізняється тим, що етап чорнового прокатування здійснюють у двох чорнових клітях (20а, 20b), у яких товщина відлитої заготовки зменшується до значення від 6 мм до 20 мм, в оптимальному варіанті - від 6 мм до 15 мм, і етап прокатування у єдиній реверсивній кліті Стеккеля (22) включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 2 мм до 10 мм, в оптимальному варіанті - приблизно від 2 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 2 мм. 4. Спосіб прокатування за п. 3, який відрізняється тим, що етап прокатування включає одне прокатування без пропускання у зворотному напрямку для одержання готового продукту з товщиною не більше за приблизно 5-6 мм. 5. Спосіб прокатування за будь-яким із пп. 1-4, який відрізняється тим, що кожна чорнова кліть (20, 20а, 20b) виконує зменшення товщини від 20 % до 60 %. 6. Спосіб прокатування за будь-яким із пп. 1-5, який відрізняється тим, що передбачає нагрівання пристрою для намотування/розмотування (34), який функціонує принаймні як піч для підтримання температури, таким чином, щоб під час етапів намотування/розмотування підданий чорновій прокатці продукт залишався при температурі, прийнятній для подальшого прокатування. 7. Спосіб прокатування за будь-яким із пп. 1-6, який відрізняється тим, що пристрій для намотування/розмотування (34) функціонує як накопичувач для забезпечення можливості заміни валків, оскільки час для намотування відлитого продукту на оправку пристрою для намотування/розмотування (34) є пов'язаним з часом, який вимагається для заміни валків єдиної реверсивної кліті Стеккеля (22) прокатної установки. 8. Спосіб прокатування за будь-яким із пп. 1-7, який відрізняється тим, що передбачає здійснення динамічного зменшення товщини відлитого сляба з рідким осердям після кристалізатора (17). 9. Спосіб прокатування за будь-яким із пп. 1-8, який відрізняється тим, що вже після першого прокатування у єдиній реверсивній кліті Стеккеля (22) продукт намотують на намотувальний/розмотувальний барабан (25b) після вищезгаданої кліті (22). 10. Прокатна лінія для виготовлення плоских виробів (111) з низькою продуктивністю, яка містить ливарну машину (12) з кристалізатором (17), прийнятну для безперервного лиття тонкого сляба (11) з низькою швидкістю, яка становить приблизно від 3,5 м/хв до 6 м/хв, блок швидкого нагрівання та прокатну установку, яка складається з єдиної реверсивної кліті Стеккеля (22), принаймні одну чорнову кліть (20, 20а, 20b), здатну зменшувати товщину щойно затвердлого матеріалу, безпосередньо сполучену з виходом з машини для безперервного лиття 8 UA 106325 C2 5 10 15 20 25 30 35 40 (12) і перед блоком швидкого нагрівання, яка відрізняється тим, що блок швидкого нагрівання являє собою індукційну піч (18), сконфігуровану принаймні для відновлення втрати температури, що виникає через проходження у чорновій кліті (20, 20а, 20b), і після вищезгаданої індукційної печі передбачено пристрій для намотування/розмотування (34) з принаймні двома оправками (34а, 34b), здатними вибірково й почергово виконувати функцію намотування литого продукту, що надходить з етапу лиття, та його розмотування для подачі до реверсивної кліті Стеккеля (22), причому вищезгадана реверсивна кліть Стеккеля (22) є сконфігурованою для виконання операції прокатування, яка включає щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, з метою одержання готового продукту від 1,4 мм до 10 мм завтовшки, в оптимальному варіанті - від приблизно 1,4 мм до 8 мм. 11. Прокатна лінія за п. 10, яка відрізняється тим, що вищезгадана принаймні одна чорнова кліть (20, 20а, 20b) є сконфігурованою таким чином, щоб забезпечувати можливість зменшення товщини приблизно від 20 % до 60 %. 12. Прокатна лінія за п. 10 або п. 11, яка відрізняється тим, що вищезгадана принаймні одна чорнова кліть (20, 20а, 20b) є придатною для виконання зменшення товщини тонкого сляба (11) до товщини від приблизно 6 мм до приблизно 40 мм. 13. Прокатна лінія за будь-яким із пп. 10-12, яка відрізняється тим, що пристрій для намотування/розмотування (34) нагрівається для виконання функції печі принаймні для підтримання температури таким чином, щоб під час етапів намотування/розмотування підданий чорновій прокатці продукт залишався при температурі, прийнятній для подальшого прокатування. 14. Прокатна лінія за будь-яким із пп. 10-13, яка відрізняється тим, що пристрій для намотування/розмотування (34) є сконфігурованим для виконання функції накопичувача для забезпечення можливості заміни валків, оскільки час для намотування відлитого продукту на оправку пристрою для намотування/розмотування (34) є пов'язаним з часом, який вимагається для заміни валків реверсивної кліті Стеккеля (22) прокатної установки. 15. Прокатна лінія за будь-яким із пп. 10-14, яка відрізняється тим, що містить єдину чорнову кліть (20), і реверсивна кліть Стеккеля (22) прокатної установки є придатною для виконання операції прокатування, що включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 4 мм до 10 мм, в оптимальному варіанті - приблизно від 4 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 4 мм. 16. Прокатна лінія за будь-яким із пп. 10-14, яка відрізняється тим, що містить дві чорнові кліті (20а, 20b), і реверсивна кліть Стеккеля (22) прокатної установки є придатною для виконання операції прокатування, що включає щонайбільше три прокатування або два пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 2 мм до 10 мм, в оптимальному варіанті - приблизно від 2 мм до 8 мм, або щонайбільше п'ять прокатувань або чотири пропускання у зворотному напрямку, для одержання готового продукту з товщиною приблизно від 1,4 мм до 2 мм. 17. Прокатна лінія за будь-яким із пп. 10-16, яка відрізняється тим, що ливарна машина (12) містить пристрій для динамічного обтискання для зменшення товщини відлитого сляба з рідким осердям після кристалізатора (17). 9 UA 106325 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling method for strip and corresponding rolling line
Автори англійськоюBenedetti, Gianpietro, Bobig, Paolo
Автори російськоюБенедетти Джанпетро, Боби Паоло
МПК / Мітки
МПК: B21B 1/46, B21B 13/22
Мітки: спосіб, відповідна, прокатна, прокатування, лінія, стрічки, виготовлення
Код посилання
<a href="https://ua.patents.su/12-106325-sposib-prokatuvannya-dlya-vigotovlennya-strichki-ta-vidpovidna-prokatna-liniya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування для виготовлення стрічки та відповідна прокатна лінія</a>
Прокатна кліть і способи прокатування стрічки
Номер патенту: 95802
Опубліковано: 12.09.2011
Автори: Вайнгартен Людвіг, Павельскі Хартмут, Ріхтер Ханс-Петер
МПК: B21B 37/38
Мітки: кліть, прокатування, прокатна, стрічки, способи
Формула / Реферат:
1. Прокатна кліть (100) для прокатування стрічки, яка включає в себе:- щонайменше одну станину на стороні приводу і щонайменше одну станину на стороні обслуговування; - згинальні пристрої (11), кожний з яких фіксовано з'єднаний з відповідною станиною, для переміщування і згинання одного верхнього і/або нижнього робочого валка (7, 8) прокатної кліті (100) відносно станин; - пристрій керування (20) для керування...
Прокатна лінія для прокатки матеріалу у формі стрічки і спосіб її експлуатації
Номер патенту: 76143
Опубліковано: 17.07.2006
Автор: Зайдель Юрген
МПК: B21B 37/68, B21B 37/72
Мітки: прокатки, стрічки, прокатна, форми, матеріалу, експлуатації, спосіб, лінія
Формула / Реферат:
1. Спосіб експлуатації прокатної лінії (1) для прокатки матеріалу (10), що прокатується, у формі стрічки з обтискною кліттю, а також з декількома розміщеними одна за одною у напрямку (х) прокатки прокатними клітями (2), що включає використання декількох виконавчих блоків для впливу на контур кінця (30) стрічки, який відрізняється тим, що задають встановлювальну величину (S) повороту клітей для одного або кожного виконавчого блока (20),...
Кліть для гарячого або холодного прокатування металевої стрічки та спосіб регулювання проковзування прокатуваної в ній стрічки
Номер патенту: 90649
Опубліковано: 25.05.2010
Автори: Зеппенфельд Йозеф, Павельскі Хартмут, Дауб Дітер, Тойбер Дірк
МПК: B21B 37/58, B21B 38/00
Мітки: прокатування, кліть, спосіб, ній, металевої, холодного, прокатуваної, проковзування, стрічки, регулювання, гарячого
Формула / Реферат:
1. Кліть для гарячого або холодного прокатування металевої стрічки, яка містить: два робочих валки (1a, 1b), які встановлені в кліті за допомогою подушок робочих валків (3а, 3b) і утворюють зазор (7) для розкатування стрічки; позитивно або негативно діючі згинальні циліндри (5а, 5b) для робочих валків, розташовані в згинаючих блоках (4а, 4b), розташованих на стійках кліті; гідравлічний поршневий блок...
Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки
Номер патенту: 78248
Опубліковано: 15.03.2007
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: стрічки, виготовлення, ливарно-прокатна, спосіб, сталевої, установка
Формула / Реферат:
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні...
Спосіб і система керування формою тонкої литої стрічки, спосіб виготовлення тонкої литої стрічки і потокова лінія для його здійснення
Номер патенту: 97109
Опубліковано: 10.01.2012
Автори: Мюллер Ясон, Доманті Тіно, Джербер Террі Л., Уоллес Глен, Ріс Гарольд Бредлі, Брітанік Річард
МПК: B21B 37/16, B21B 37/28
Мітки: система, здійснення, стрічки, формою, потокова, лінія, тонкої, виготовлення, керування, спосіб, литої
Формула / Реферат:
1. Спосіб керування формою тонкої литої стрічки на оснащеній станом гарячої прокатки потоковій лінії для виготовлення стрічки, який включає наступні операції:- вимірювання вхідного профілю товщини сформованої металевої стрічки до того, як ця металева стрічка входить в стан гарячої прокатки;- розрахунок цільового профілю товщини як функції виміряного вхідного профілю товщини за умови, що вона задовольняє технічним вимогам до...
Попередній патент: Спосіб лікування вагітних з передчасним розривом плідних оболонок
Наступний патент: Пластичне мастило
Випадковий патент: Спосіб селективної канюляції холедоха