Прокатна кліть і способи прокатування стрічки
Номер патенту: 95802
Опубліковано: 12.09.2011
Автори: Павельскі Хартмут, Ріхтер Ханс-Петер, Вайнгартен Людвіг


Формула / Реферат
1. Прокатна кліть (100) для прокатування стрічки, яка включає в себе:
- щонайменше одну станину на стороні приводу і щонайменше одну станину на стороні обслуговування;
- згинальні пристрої (11), кожний з яких фіксовано з'єднаний з відповідною станиною, для переміщування і згинання одного верхнього і/або нижнього робочого валка (7, 8) прокатної кліті (100) відносно станин;
- пристрій керування (20) для керування згинальними пристроями (11); і
- щонайменше один елемент (30) вимірювання зусилля вигину, розміщений на позиції, прийнятній для безпосереднього вимірювання фактичного зусилля вигину, що впливає на робочий валок (7, 8), яка відрізняється тим, що щонайменше один із згинальних пристроїв (11) виконаний у вигляді циліндропоршневого блока, який одним своїм кінцем безпосередньо або опосередковано з'єднаний з поперечиною (2) станини, а на своєму іншому кінці містить петлю (12) з отвором для прийому пальця для безпосереднього або опосередкованого шарнірного з'єднання з робочим валком, причому палець виконаний у формі елемента (30) для вимірювання зусилля вигину.
2. Прокатна кліть (100) за п. 1, яка відрізняється тим, що прокатна кліть додатково містить доданий до верхнього робочого валка (7) верхній опорний валок, причому
передбачений підіймальний пристрій (19) для підйому верхнього опорного валка (4) над верхнім робочим валком (7) для забезпечення роботи прокатної кліті (100) в дресирувальному режимі.
3. Прокатна кліть за п. 1 або п. 2, яка відрізняється тим, що керуючий пристрій (20) виконаний у вигляді регулюючого пристрою (20') для регулювання вигину робочого валка (7, 8) до досягнення попередньо заданого зусилля вигину з урахуванням виміряного фактичного зусилля вигину.
4. Прокатна кліть (100) за п. 3, яка відрізняється тим, що регулюючий пристрій (20') містить регулюючі ланцюги для сторони (AS) приводу і сторони (BS) обслуговування прокатної кліті для керування розташованими на них згинальними пристроями.
5. Прокатна кліть (100) за п. 3, яка відрізняється тим, що регулюючий пристрій (20') містить один спільний ланцюг регулювання для сторони (AS) приводу і сторони (BS) обслуговування прокатної кліті для спільного керування згинальними пристроями (11) на стороні приводу і стороні обслуговування.
6. Прокатна кліть (100) за п. 3, яка відрізняється тим, що регулюючий пристрій (20') містить для кожної поперечини (2) станини власний ланцюг регулювання для регулювання зусилля вигину доданих до поперечини (2) згинальних пристроїв (11) відповідно до зусилля вигину, виміряного елементом (30) вимірювання зусилля вигину, який доданий до прокатної станини (2).
7. Прокатна кліть (100) за будь-яким з пп. 3-6, яка відрізняється тим, що щонайменше до одного згинального пристрою (11) доданий один датчик (14) позиціонування для визначення його фактичної позиції переміщення, при цьому доданий до цього згинального пристрою (11) ланцюг регулювання виконаний у вигляді каскадного ланцюга регулювання для керування згинальними пристроями з накладеним регулюванням по зусиллю вигину і здійснюваним підпорядкованим чином регулюванням позиції або з накладеним регулюванням позиції і здійснюваним підпорядкованим чином регулюванням зусилля вигину.
8. Прокатна кліть (100) за будь-яким з пп. 1-7, яка відрізняється тим, що містить елемент (Ra) для визначення локальної шорсткості поверхні прокатуваної стрічки (200) і перетворюючий пристрій для перетворення визначеної локальної шорсткості або диференціальної шорсткості в необхідне для реалізації бажаної шорсткості задане зусилля вигину як величини, що надходить на вхід регулюючого пристрою.
9. Прокатна кліть (100) за п. 1 або п. 2, яка відрізняється тим, що пристрій (20) керування виконаний як керуючий пристрій (20") для керування згинальними пристроями (11) з використанням попередньо заданого керуючого сигналу.
10. Прокатна кліть (100) за п. 9, яка відрізняється тим, що виконана з можливістю формування керуючого сигналу для задання заданого зусилля вигину для робочих валків (7, 8), причому передбачений блок (40) оцінки для порівняння попередньо заданого зусилля вигину з фактичним значенням зусилля вигину, виміряним елементом вимірювання зусилля вигину.
11. Прокатна кліть (100) за п. 9, яка відрізняється тим, що виконана з можливістю формування керуючого сигналу для керування щонайменше одним із згинальних пристроїв (11) із заданим гістерезисом зусилля вигину/позиції, при цьому передбачений датчик (14) позиції для визначення фактичної позиції переміщення згинального пристрою (11), причому передбачений блок (40) оцінки, призначений для визначення фактичного гістерезису на базі виміряного елементом (30) вимірювання зусилля вигину і виміряної датчиком (14) позиції, та для порівняння фактичного гістерезису згинального пристрою (11) із заданим гістерезисом.
12. Прокатна кліть (100) за будь-яким з пп. 1-11, яка відрізняється тим, що призначена для прокатування стальної стрічки.
13. Спосіб прокатування стрічки (200) в прокатній кліті (100), причому прокатна кліть містить щонайменше одну станину на стороні (AS) приводу і одну станину на стороні (BS) обслуговування прокатної кліті, а також згинальні пристрої (11) для переміщування і вигину одного верхнього і/або одного нижнього, укріпленого між станинами робочого валка (7, 8) відносно станин, при цьому при роботі прокатної кліті (100) проводять вимірювання і оцінку безпосередньо впливаючого на робочий валок (7, 8) фактичного зусилля вигину, який характеризує собою вигин робочого валка (7, 8), причому безпосередньо виміряне фактичне зусилля вигину використовують для регулювання вигину робочих валків (7, 8), який відрізняється тим, що прокатну кліть виконують за будь-яким із пп. 1-12, при цьому фактичні зусилля вигину на стороні (AS) приводу і на стороні (BS) обслуговування вимірюють окремо і потім формують у вигляді визначеного сигналу фактичного зусилля вигину, при цьому однаковими згинальними пристроями (11) на стороні приводу і стороні обслуговування для регулювання відповідно до єдиного заданого зусилля вигину керують за допомогою однакового регулюючого сигналу відповідно до врахування визначеного сигналу фактичного зусилля вигину.
14. Спосіб за п. 13, який відрізняється тим, що передбачене індивідуальне регулювання щонайменше одного доданого станині (2) згинального пристрою відносно бажаного заданого зусилля вигину з урахуванням індивідуально виміряного в області тієї ж станини фактичного зусилля вигину.
15. Спосіб за п. 13, який відрізняється тим, що при щонайменше одному згинальному пристрої (11) нарівні з фактичним зусиллям вигину додатково визначають також фактичні позиції переміщення, при цьому згинальний пристрій регулюють каскадним пристроєм керування, причому регулювання зусилля вигинання накладають і регулювання позиції здійснюють підпорядкованим чином або навпаки.
16. Спосіб за п. 13 або п. 14, який відрізняється тим, що згинальним пристроєм (11) керують за попередньо заданим зусиллям вигину або за допомогою гістерезису зусилля вигину/позиції, при цьому фактично встановлене на робочому валку (7, 8) виміряне зусилля вигину або фактичний гістерезис зусилля вигину/позиції порівнюють із заданим зусиллям вигину або гістерезисом зусилля вигину/позиції, причому результат цього порівняння оцінюють для виявлення можливого порушення функцій згинального пристрою.
17. Спосіб за будь-яким з пп. 13-16, який відрізняється тим, що визначають локальну шорсткість на поверхні прокатуваної стрічки (200) і перетворюють її у необхідне для реалізації бажаної шорсткості задане зусилля вигину для регулювання зусилля вигину.
18. Спосіб прокатування стрічки (200) в прокатній кліті (100), причому прокатна кліть містить щонайменше одну станину на стороні (AS) приводу і одну станину на стороні (BS) обслуговування прокатної кліті, а також згинальні пристрої (11) для переміщування і вигину одного верхнього і/або одного нижнього, укріпленого між станинами робочого валка (7, 8) відносно станин, при цьому при роботі прокатної кліті (100) виконують вимірювання і оцінювання безпосередньо діючого на робочий валок (7, 8) фактичного зусилля вигину, яке характеризує собою вигин робочого валка (7, 8), причому безпосередньо виміряне фактичне зусилля вигину використовують для регулювання вигину робочих валків (7, 8), який відрізняється тим, що прокатну кліть виконують за будь-яким із пп. 1-12, при цьому фактичні зусилля згинання на стороні (AS) приводу і на стороні (BS) обслуговування вимірюють окремо, при цьому згинальними пристроями (11) на стороні приводу і стороні обслуговування для регулювання до бажаного, можливо відмінного, заданого зусилля вигину керують за допомогою окремих регулюючих сигналів з урахуванням окремо виміряних фактичних зусиль вигину.
19. Спосіб за п. 18, який відрізняється тим, що передбачене індивідуальне регулювання щонайменше одного доданого станині (2) згинального пристрою відносно бажаного заданого зусилля вигину з врахуванням індивідуально виміряного в області тієї ж станини фактичного зусилля вигину.
20. Спосіб за п. 18 або п. 19, який відрізняється тим, що при щонайменше одному згинальному пристрої (11) нарівні з фактичним зусиллям вигину додатково визначають також фактичні позиції переміщення, при цьому згинальний пристрій регулюють каскадним пристроєм керування, причому регулювання зусилля згинання накладають і регулювання позиції здійснюють підпорядкованим чином або навпаки.
21. Спосіб за будь-яким з пп. 18-20, який відрізняється тим, що згинальним пристроєм (11) керують за попередньо заданими зусиллями вигину або за допомогою гістерезису зусилля вигину/позиції, при цьому фактично встановлене на робочому валку (7, 8) виміряне зусилля вигину або фактичний гістерезис зусилля вигину/позиції порівнюють із заданим зусиллям вигину або заданим гістерезисом зусилля вигину/позиції, причому результат цього порівняння оцінюють для виявлення можливого порушення функцій згинального пристрою.
22. Спосіб за будь-яким з пп. 18-21, який відрізняється тим, що визначають локальну шорсткість на поверхні прокатуваної стрічки (200) і перетворюють її в необхідне для реалізації бажаної шорсткості задане зусилля вигину для регулювання зусилля вигину.
Текст
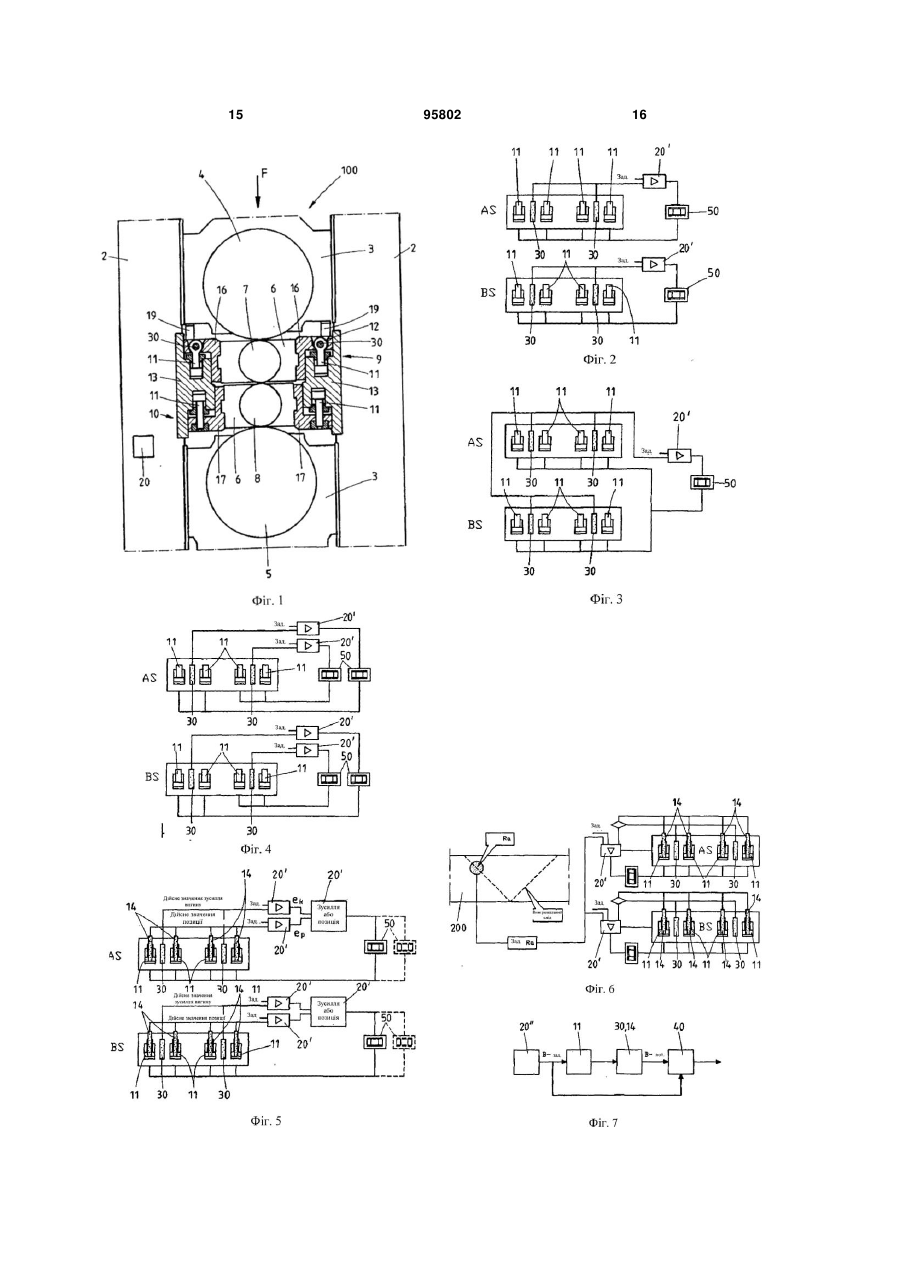
1. Прокатна кліть (100) для прокатування стрічки, яка включає в себе: - щонайменше одну станину на стороні приводу і щонайменше одну станину на стороні обслуговування; - згинальні пристрої (11), кожний з яких фіксовано з'єднаний з відповідною станиною, для переміщування і згинання одного верхнього і/або нижнього робочого валка (7, 8) прокатної кліті (100) відносно станин; - пристрій керування (20) для керування згинальними пристроями (11); і - щонайменше один елемент (30) вимірювання зусилля вигину, розміщений на позиції, прийнятній для безпосереднього вимірювання фактичного зусилля вигину, що впливає на робочий валок (7, 8), яка відрізняється тим, що щонайменше один із згинальних пристроїв (11) виконаний у вигляді циліндропоршневого блока, який одним своїм кінцем безпосередньо або опосередковано з'єднаний з поперечиною (2) станини, а на своєму іншому кінці містить петлю (12) з отвором для прийому пальця для безпосереднього або опосередкованого шарнірного з'єднання з робочим валком, причому палець виконаний у формі елемента (30) для вимірювання зусилля вигину. 2. Прокатна кліть (100) за п. 1, яка відрізняється тим, що прокатна кліть додатково містить доданий 2 (19) 1 3 визначення локальної шорсткості поверхні прокатуваної стрічки (200) і перетворюючий пристрій для перетворення визначеної локальної шорсткості або диференціальної шорсткості в необхідне для реалізації бажаної шорсткості задане зусилля вигину як величини, що надходить на вхід регулюючого пристрою. 9. Прокатна кліть (100) за п. 1 або п. 2, яка відрізняється тим, що пристрій (20) керування виконаний як керуючий пристрій (20") для керування згинальними пристроями (11) з використанням попередньо заданого керуючого сигналу. 10. Прокатна кліть (100) за п. 9, яка відрізняється тим, що виконана з можливістю формування керуючого сигналу для задання заданого зусилля вигину для робочих валків (7, 8), причому передбачений блок (40) оцінки для порівняння попередньо заданого зусилля вигину з фактичним значенням зусилля вигину, виміряним елементом вимірювання зусилля вигину. 11. Прокатна кліть (100) за п. 9, яка відрізняється тим, що виконана з можливістю формування керуючого сигналу для керування щонайменше одним із згинальних пристроїв (11) із заданим гістерезисом зусилля вигину/позиції, при цьому передбачений датчик (14) позиції для визначення фактичної позиції переміщення згинального пристрою (11), причому передбачений блок (40) оцінки, призначений для визначення фактичного гістерезису на базі виміряного елементом (30) вимірювання зусилля вигину і виміряної датчиком (14) позиції, та для порівняння фактичного гістерезису згинального пристрою (11) із заданим гістерезисом. 12. Прокатна кліть (100) за будь-яким з пп. 1-11, яка відрізняється тим, що призначена для прокатування стальної стрічки. 13. Спосіб прокатування стрічки (200) в прокатній кліті (100), причому прокатна кліть містить щонайменше одну станину на стороні (AS) приводу і одну станину на стороні (BS) обслуговування прокатної кліті, а також згинальні пристрої (11) для переміщування і вигину одного верхнього і/або одного нижнього, укріпленого між станинами робочого валка (7, 8) відносно станин, при цьому при роботі прокатної кліті (100) проводять вимірювання і оцінку безпосередньо впливаючого на робочий валок (7, 8) фактичного зусилля вигину, який характеризує собою вигин робочого валка (7, 8), причому безпосередньо виміряне фактичне зусилля вигину використовують для регулювання вигину робочих валків (7, 8), який відрізняється тим, що прокатну кліть виконують за будь-яким із пп. 1-12, при цьому фактичні зусилля вигину на стороні (AS) приводу і на стороні (BS) обслуговування вимірюють окремо і потім формують у вигляді визначеного сигналу фактичного зусилля вигину, при цьому однаковими згинальними пристроями (11) на стороні приводу і стороні обслуговування для регулювання відповідно до єдиного заданого зусилля вигину керують за допомогою однакового регулюючого сигналу відповідно до врахування визначеного сигналу фактичного зусилля вигину. 14. Спосіб за п. 13, який відрізняється тим, що передбачене індивідуальне регулювання щонай 95802 4 менше одного доданого станині (2) згинального пристрою відносно бажаного заданого зусилля вигину з урахуванням індивідуально виміряного в області тієї ж станини фактичного зусилля вигину. 15. Спосіб за п. 13, який відрізняється тим, що при щонайменше одному згинальному пристрої (11) нарівні з фактичним зусиллям вигину додатково визначають також фактичні позиції переміщення, при цьому згинальний пристрій регулюють каскадним пристроєм керування, причому регулювання зусилля вигинання накладають і регулювання позиції здійснюють підпорядкованим чином або навпаки. 16. Спосіб за п. 13 або п. 14, який відрізняється тим, що згинальним пристроєм (11) керують за попередньо заданим зусиллям вигину або за допомогою гістерезису зусилля вигину/позиції, при цьому фактично встановлене на робочому валку (7, 8) виміряне зусилля вигину або фактичний гістерезис зусилля вигину/позиції порівнюють із заданим зусиллям вигину або гістерезисом зусилля вигину/позиції, причому результат цього порівняння оцінюють для виявлення можливого порушення функцій згинального пристрою. 17. Спосіб за будь-яким з пп. 13-16, який відрізняється тим, що визначають локальну шорсткість на поверхні прокатуваної стрічки (200) і перетворюють її у необхідне для реалізації бажаної шорсткості задане зусилля вигину для регулювання зусилля вигину. 18. Спосіб прокатування стрічки (200) в прокатній кліті (100), причому прокатна кліть містить щонайменше одну станину на стороні (AS) приводу і одну станину на стороні (BS) обслуговування прокатної кліті, а також згинальні пристрої (11) для переміщування і вигину одного верхнього і/або одного нижнього, укріпленого між станинами робочого валка (7, 8) відносно станин, при цьому при роботі прокатної кліті (100) виконують вимірювання і оцінювання безпосередньо діючого на робочий валок (7, 8) фактичного зусилля вигину, яке характеризує собою вигин робочого валка (7, 8), причому безпосередньо виміряне фактичне зусилля вигину використовують для регулювання вигину робочих валків (7, 8), який відрізняється тим, що прокатну кліть виконують за будь-яким із пп. 1-12, при цьому фактичні зусилля згинання на стороні (AS) приводу і на стороні (BS) обслуговування вимірюють окремо, при цьому згинальними пристроями (11) на стороні приводу і стороні обслуговування для регулювання до бажаного, можливо відмінного, заданого зусилля вигину керують за допомогою окремих регулюючих сигналів з урахуванням окремо виміряних фактичних зусиль вигину. 19. Спосіб за п. 18, який відрізняється тим, що передбачене індивідуальне регулювання щонайменше одного доданого станині (2) згинального пристрою відносно бажаного заданого зусилля вигину з врахуванням індивідуально виміряного в області тієї ж станини фактичного зусилля вигину. 20. Спосіб за п. 18 або п. 19, який відрізняється тим, що при щонайменше одному згинальному пристрої (11) нарівні з фактичним зусиллям вигину додатково визначають також фактичні позиції пе 5 95802 6 реміщення, при цьому згинальний пристрій регулюють каскадним пристроєм керування, причому регулювання зусилля згинання накладають і регулювання позиції здійснюють підпорядкованим чином або навпаки. 21. Спосіб за будь-яким з пп. 18-20, який відрізняється тим, що згинальним пристроєм (11) керують за попередньо заданими зусиллями вигину або за допомогою гістерезису зусилля вигину/позиції, при цьому фактично встановлене на робочому валку (7, 8) виміряне зусилля вигину або фактичний гіс терезис зусилля вигину/позиції порівнюють із заданим зусиллям вигину або заданим гістерезисом зусилля вигину/позиції, причому результат цього порівняння оцінюють для виявлення можливого порушення функцій згинального пристрою. 22. Спосіб за будь-яким з пп. 18-21, який відрізняється тим, що визначають локальну шорсткість на поверхні прокатуваної стрічки (200) і перетворюють її в необхідне для реалізації бажаної шорсткості задане зусилля вигину для регулювання зусилля вигину. Винахід належить до прокатної кліті і способу прокатування стрічки, зокрема сталевої стрічки. Корейський документ KR 1020000063033А розкриває такого роду прокатну кліть і спосіб керування або регулювання контуру прокатного листа. З цією метою здійснюється оцінка фактичного зусилля прокатки і фактичного зусилля вигину прокатних валків. Крім того, з німецької публікації DE 4424613 А1 відомі спосіб і пристрій для керування прокатною кліттю, причому за допомогою замкненого регулювання в режимі реального часу процес прокатки використовується для отримання цільової шорсткості поверхні. При цьому регулювання здійснюється основуючись на порівнянні заданих і фактичних значень з виробленим протягом здійснюваного процесу прокатки профілем шорсткості. Нарешті, з німецького патентного документа DE 4417274 С2 відома прокатна кліть і спосіб для її експлуатації. Прокатна кліть включає в себе станини прокатної кліті на привідній стороні і на стороні обслуговування, а також згинальні пристрої, які, з одного боку, з'єднані з прокатними станинами і, з іншого боку, з робочими валками прокатної кліті. Крім того, прокатна кліть містить згинальні пристрої для переміщування або згинання робочих валків в рамках регулювання зусилля прокатки. Виходячи з вказаного рівня техніки, задачею винаходу є така модифікація відомої прокатної кліті і способу її експлуатації, за яких забезпечується можливість точного регулювання згинання робочих валків. Ця задача вирішується за допомогою прокатної кліті для прокатування стрічки, яка включає в себе: щонайменше одну станину на стороні приводу і щонайменше одну станину на стороні обслуговування; і згинальні пристрої, кожний з яких фіксовано з'єднаний з відповідною станиною, для переміщування і згинання одного верхнього і/або нижнього робочого валка прокатної кліті відносно станин; і пристрій керування для керування згинальними пристроями; щонайменше один елемент вимірювання зусилля вигину, розміщений на позиції, прийнятній для безпосереднього вимірювання фактичного зусилля вигину, що впливає на робочий валок. Причому така прокатна кліть відрізняється тим, що щонайменше один із згинальних пристроїв виконаний у вигляді циліндропоршнево го блока, який одним своїм кінцем безпосередньо або опосередковано з'єднаний з поперечиною станини, а на своєму іншому кінці містить петлю з отвором для прийому пальця для безпосереднього або опосередкованого шарнірного з'єднання з робочим валком, причому палець виконаний у формі елемента для вимірювання зусилля вигину. Зусилля вигину в значенні винаходу в основному ідентичне так званому зусиллю прокатки в негативній області згинання, тобто якщо робочий валок притискається до прокатуваної стрічки або якщо верхній опорний валок піднятий. Під поняттям «прокатувана стрічка» мають на увазі в значенні винаходу, зокрема металеву стрічку, наприклад, сталеву стрічку або металеву стрічку з кольорового металу. Відповідне винаходу використання елемента для вимірювання зусилля вигину забезпечує можливість істотно більш точної оцінки прогину робочого валка, оскільки відбувається вимірювання зусилля вигину, що фактично впливає на робочий валок, а не визначається шляхом перерахунку з гідравлічного тиску зусилля згинання, яке в результаті гістерезису не може бути перетворене безпосередньо в ефективний вигин. Відповідно до першого прикладу виконання, елемент для вимірювання зусилля вигину вбудований як заміна пальця в отвір петлі згинального пристрою, виконаного у вигляді циліндропоршневого блока. Елемент для вимірювання зусилля вигину з петлею утворює в цьому випадку наданий до робочого валка або до подушок робочого валка кінець циліндропоршневого блока, в той час як його інший кінець з'єднаний зі станиною кліті. Альтернативно елемент для вимірювання згинаючого зусилля вбудовується паралельно осі або співвісно в робочий валок, переважно в його цапфу. Для цієї мети в цьому випадку необхідно передбачити спеціальний отвір. Особливо переважним є використання елемента, що є в розпорядженні, для вимірювання згинаючого зусилля точного зусилля вигину для регулювання позиції або зусилля робочого валка в дресирувальному режимі роботи прокатного стану, тобто при піднятому в напрямку від верхнього робочого валка верхнім опорним валком. Точна величина зусилля вигину, що є в розпорядженні згідно з винаходом, як вимірювальна величина придатна як для режиму регулювання, 7 так і для режиму керування керуючих пристроїв для керування роботою згинальних пристроїв. Наявність роздільних регулювань для привідної сторони і сторони обслуговування прокатної кліті створює ту перевагу, що забезпечується можливість дуже точного регулювання відмінностей в рівності між привідною стороною і стороною обслуговування в результаті вимірювальної величини «зусилля вигину», яка є в розпорядженні відповідно до винаходу. Роздільне регулювання створює можливість для регулювання не тільки симетричних, але і несиметричних вигинів валків, в той час як, наприклад, керування здійснюється або на привідній стороні, або на стороні обслуговування. На відміну від роздільного регулювання загальний ланцюг регулювання для привідної сторони і сторони обслуговування забезпечує вартісну перевагу; звичайно, в цьому випадку можливо використовувати тільки симетричне регулювання вигину валків на привідній стороні і стороні обслуговування, що загалом допустимо і достатньо для надійного використання валків. Наявність роздільного регулювання як на привідній стороні, так і на стороні обслуговування забезпечує можливість індивідуального регулювання згинальних пристроїв і також представляє інтерес для тестування окремих згинальних пристроїв. Зокрема, можливе за рахунок цього асиметричне керування згинальним циліндром на стороні приводу і стороні обслуговування забезпечує можливість кращого узгодження з асиметричним профілем листа і проведення відповідної компенсації при асиметричних гістерезисах подушок. Регулювання виключно на базі зусилля вигину може використовуватися для регулювання рівності за рахунок коректування скосу. Коректування скосу може здійснюватися шляхом виключно регулювання зусилля вигину або шляхом виключно регулювання позиції. Відповідне винаходу безпосереднє вимірювання зусилля вигину в комбінації з вимірюванням позиції на гідравлічних циліндрах згинальних пристроїв забезпечує переважним чином, наприклад, попереднє позиціонування зазору валка на основі виміряних значень позиції і подальше точне регулювання зазору валка на основі визначених зусиль вигину. Зокрема, в багатоклітьових установках за рахунок описаної комбінації може бути досягнутий поліпшений ефект введення прокатуваної стрічки в зазор між валками, в той час як вигин робочого валка в наступній в напрямку проходження прокатної кліті регулюється відповідно до вигину робочого валка попередньої прокатної кліті. Описана комбінація вимірювання зусилля вигину і позиції забезпечує переважним чином можливість каскадного регулювання окремих установок, що експлуатуються, або з накладеним регулюванням згинаючого зусилля і підпорядкованим регулюванням позиції або навпаки. Переважне використання для такого роду каскадного керування полягає в регулюванні шорсткості поверхні прокатуваної стрічки. Альтернативно до обговореного вище режиму регулювання прокатної кліті, кліть може експлуа 95802 8 туватися в режимі керування. Пристрій керування виконаний в цьому випадку як керуючий пристрій і забезпечує керування роботою робочих валків в цьому випадку, наприклад, з використанням заданого зусилля вигину. Блок оцінки порівнює потім задане зусилля вигину з фактичним зусиллям вигину робочого валка, виміряним елементом для вимірювання зусилля вигину. Це порівняння зусиль дозволяє зробити переважні висновки про можливо присутні підвищені величини тертя або підвищений знос згинальних пристроїв або подушок робочих валків. У переважному випадку блок оцінки сигналізує про підвищений знос згинальних пристроїв, тобто гідравлічних циліндрів, відповідних поршневих штоків або відповідних напрямних, якщо результат згаданого порівняння зусиль перевищує попередньо задане порогове значення. Альтернативно в режимі керування прокатною кліттю може формуватися керуючий сигнал для керування згинальним пристроєм із попередньо заданим гістерезисом за зусиллям, шляхом і позицією. За допомогою елемента для вимірювання зусилля вигину і датчика позиції в цьому випадку може визначатися фактичне зусилля вигину і фактична позиція згинального пристрою або гідравлічного циліндра і за допомогою блока оцінки можна визначити, чи лежать ці значення в межах заданого гістерезису. Тим самим можна встановити присутність високого зносу, який потім може бути відкоректований, наприклад, за допомогою заміни елементів ковзання. Названа вище задача винаходу вирішується також за допомогою способу прокатування стрічки в прокатній кліті, причому прокатна кліть містить щонайменше одну станину на стороні приводу і одну прокатну на стороні обслуговування прокатної кліті, а також згинальні пристрої для переміщування і вигину одного верхнього і/або одного нижнього, укріпленого між станинами робочого валка відносно станин, при цьому при роботі прокатної кліті проводять вимірювання і оцінку безпосередньо впливаючого на робочий валок фактичного зусилля вигину, який характеризує собою вигин робочого валка, причому безпосередньо виміряне фактичне зусилля вигину використовують для регулювання вигину робочих валків, при цьому фактичні зусилля вигину на стороні приводу і на стороні обслуговування вимірюють окремо і потім формують у вигляді визначеного сигналу фактичного зусилля вигину, при цьому однаковими згинальними пристроями на стороні приводу і стороні обслуговування для регулювання відповідно до єдиного заданого зусилля вигину керують за допомогою однакового регулюючого сигналу відповідно до врахування визначеного сигналу фактичного зусилля вигину. Як варіант здійснення способу прокатування стрічки в прокатній кліті, спосіб включає в себе окреме вимірювання фактичних зусиль згинання на стороні приводу і на стороні обслуговування, при цьому згинальними пристроями на стороні приводу і стороні обслуговування для регулювання до бажаного, можливо відмінного, заданого зусилля вигину керують за допомогою окремих регулюючих сигналів з урахуванням окремо виміряних фактичних зусиль вигину. Пере 9 ваги цих відповідних винаходу способів відповідають перевагам, вказаним вище з посиланням на прокатну кліть прокатного стану. До опису додаються в загальній складності 8 фігур, причому: Фіг. 1 показує станину прокатної кліті відповідно до винаходу; Фіг. 2 показує окремі ланцюги регулювання для привідної сторони і сторони обслуговування прокатної кліті; Фіг. 3 показує загальний ланцюг регулювання для сторони приводу і сторони обслуговування прокатної кліті; Фіг. 4 показує індивідуальні ланцюги регулювання для окремих станин або доданих до окремих станин згинальних пристроїв; Фіг. 5 показує комбіноване регулювання по зусиллю вигину і позиції окремо для привідної сторони і сторони обслуговування прокатної кліті; Фіг. 6 показує використання комбінованого регулювання зусилля вигину і позиції для регулювання шорсткості поверхні прокатуваної стрічки; Фіг. 7 показує блок-схему для пояснення системи керування згідно з винаходом і Фіг. 8 показує гістерезис по зусиллю вигину і позиції для згинального пристрою для керування роботою робочого валка. Нижче винахід детально описується з посиланням на названі фігури у формі прикладів виконання. При цьому на всіх фігурах одні і ті ж технічні ознаки позначені однаковими посилальними позиціями. Винахід стосується прокатної кліті для прокатування стрічки з металу, переважно зі сталі або кольорового металу. Прокатна кліть включає в себе дві станини, одна з яких розташована на стороні обслуговування, а одна - на стороні приводу прокатної кліті. Між станинами з можливістю обертання в подушках розташовані два робочих валки і два доданих до робочих валків опорних валки. Опорні валки можуть за допомогою гідравлічних циліндрів (див. позначення 19 на фіг. 1) відводитися в напрямку від доданих до них робочих валків у вертикальному положенні; в цьому випадку прокатна кліть працює в так званому дресирувальному режимі. Відповідно до фіг. 1 робочі валки 7, 8 проходять через додані до них згинальні пристрої 11 у формі гідравлічних циліндрів перпендикулярно напрямку проходження прокатуваної стрічки. Гідравлічні циліндри 11 стаціонарно з'єднані на своїх розташованих на стороні станини кінцях за допомогою згинальних блоків 13 з відповідними поперечками 2 станин. На їх розташованих на стороні робочих валків кінцях згинальні пристрої 11 через напрямні рами 16, 17 і вбудовані елементи 6 впливають безпосередньо на укріплені в подушках робочі валки 7, 8, з метою їх переміщування або згинання. На розташованому на стороні робочих валків кінці гідравлічний циліндр згинальних пристроїв 11 виконаний у формі петлі 12 з отвором, причому в цьому випадку за допомогою пальця 30 забезпечується шарнірне з'єднання з напрямними рамами 16, 17 і, отже, посередньо також з робочими валками 7, 8. Відповідно до іншого прикладу 95802 10 виконання винаходу цей палець замінюється елементом 30 для вимірювання зусилля вигину з метою забезпечення можливості визначення фактично впливаючого на робочий валок зусилля вигину; це особливо важливо в тому випадку, якщо частина тиску циліндра не може бути перетворена в результаті, зокрема, зумовленого тертям гістерезису в ефективне, в зусилля вигину. Для керування роботою згинальних пристроїв 11 передбачений блок 20 оцінки. Альтернативно до зображеного на фіг. 1 елемент 30 для вимірювання зусилля вигину може бути вбудований також безпосередньо в робочий валок 7, 8, в цьому випадку в осьовому напрямку або, в ідеальному випадку, співвісно центральній осі того або іншого робочого валка, переважно в його цапфі. На наступних фіг. 2-6 зображені як сторона AS приводу, так і сторона BS обслуговування прокатної кліті у формі двох згинальних пристроїв або гідравлічних циліндрів 11, які характеризують перекладину прокатної станини. Між двома перекладинами або між обома згинальними пристроями 11 зображений елемент 30 для вимірювання зусилля вигину відповідної прокатної станини. Фіг. 2 показує перший приклад виконання для використання відповідного винаходу безпосереднього вимірювання згинаючого зусилля в окремих станинах прокатної кліті. Зображене роздільне регулювання зусилля вигину як для сторони AS приводу, так і для сторони BS обслуговування прокатної кліті 100. Визначені обома елементами 30 для вимірювання зусилля вигину на сторонах AS, BS фактичні значення зусилля вигину переважно усереднюються, перш ніж вони потраплять як фактичні значення зусилля вигину в систему регулювання. У рамках регулювання, яке відбувається у виконаному як регулюючий пристрій пристрої 20 керування, спочатку виконується порівняння між заданим зусиллям вигину і визначеним фактичним значенням зусилля вигину для визначення регулярного відхилення і в подальшому це визначене регулярне відхилення служить як керуюча величина для встановлювальної ланки у формі сервовентиля 50 для керування тільки з підсилення роботою згинальних пристроїв 11. Як видно з фіг. 2, керування згинальними пристроями 11 на стороні AS приводу і на стороні BS обслуговування здійснюється єдиним чином, тобто всі згинальні пристрої 11 на стороні AS приводу отримують ті ж керуючі сигнали відповідно до міри виміряного на стороні приводу регулярного відхилення і всі згинальні пристрої 11 на стороні BS обслуговування отримують ті ж керуючі сигнали відповідно до міри виміряного на стороні обслуговування регулярного відхилення. Фіг. 3 показує другий альтернативний приклад виконання, причому для сторони AS приводу і сторони BS обслуговування прокатної кліті 100 передбачений виключно один спільний ланцюг регулювання. На відміну від першого прикладу виконання тут визначаються не тільки зусилля вигину на стороні приводу або стороні обслуговування, а виміряні фактичні значення зусилля вигину з обох сторін прокатної кліті визначаються у 11 формі регулювальної вхідної величини. На базі цих визначених значень потім знову здійснюється визначення регулярного відхилення і керування сервовентилем 50 з метою забезпечення симетричного керування всіма згинальними пристроями 11 на стороні обслуговування прокатної кліті. Це загальне керування для сторони приводу і сторони обслуговування прокатної кліті є більш рентабельним, оскільки необхідно створити лише регулюючий пристрій 20', а також лише один сервовентиль 50; звичайно, він застосовний лише до випадків прокатування, які не вимагають асиметричного керування згинальними елементами на стороні приводу і стороні обслуговування. На фіг. 4 показаний третій приклад виконання, причому відповідний винаходу елемент 30 для вимірювання зусилля вигину підготовлює фактичні значення зусиль вигину для кожної окремої станини, і причому ці величини вимірювання надходять на вхід передбаченого для цієї прокатної станини або для доданих до неї згинальних пристроїв 11 регулюючого пристрою. Зображене на фіг. 4 індивідуальне регулювання окремих станин найбільш вдало придатне для локалізації помилок в згинальних пристроях однієї прокатної станини, наприклад, якщо встановлюється факт, що задане значення зусилля вигину не може протягом тривалого часу підтримуватися регулюючим пристроєм 20' і бути досягнуте застосовно до випадку, коли регулярне відхилення залишається на величині, яка постійно не дорівнює нулю. Фіг. 5 показує комбіноване регулювання зусилля вигину і позиції циліндрів, наприклад, окремо для сторони приводу і сторони обслуговування прокатної кліті 100. На відміну від зображеного на фіг. 2 звичайного регулювання зусилля вигину для кожної сторони прокатної кліті, відповідно до фіг. 2 окремо для кожної сторони додатково до оцінки зусилля вигину робиться оцінка визначених датчиками 14 позицій фактичних позицій гідравлічних циліндрів згинальних пристроїв 11. Виміряні фактичні позиції всіх циліндрів визначаються для кожної сторони і підводяться до пристрою порівняння заданих і фактичних значень позицій в регулюючому пристрої 20'. Результатом цього порівняння є регулярне відхилення ер застосовно до визначеної позиції циліндрів. Одночасно аналогічно фіг. 2 визначається регулярне відхилення ек застосовно до визначеного зусилля вигину для кожної сторони. Потім в регулюючому пристрої 20' вибірково відбувається регулювання або позиції або зусилля вигину, після чого відповідно до цього за допомогою сервовентиля 50 згинальні циліндри 11 регулюються або за позицією, або по зусиллю вигину. Фіг. 6 показує перевалений приклад виконання для такого роду комбінованого регулювання зусилля вигину і позиції, а саме у формі регулювання шорсткості. Як видно із зображеного на фіг. 6, з цією метою шорсткість поверхні прокатуваної стрічки 200 визначають за допомогою детектора Ra шорсткості в процесі руху останнього вздовж вимірювальної доріжки над прокатуваною стрічкою. Детектор Ra шорсткості виробляє вимірювальний сигнал фактичної шорсткості, який характеризує фактичну шорсткість стрічки після процесу прока 95802 12 тування. У регулюючих пристроях 20' для сторони AS приводу і сторони BS обслуговування цей вимірювальний сигнал порівнюється із заданою шорсткістю, щоб відповідно до міри витікаючого з цього порівняння регулярного відхилення за шорсткістю зробити регулювання позиції або зусилля вигину відповідного робочого валка. Це здійснюється, зокрема, при роботі прокатної кліті в дресирувальному режимі, тобто коли опорний валок відведений від робочого валка. Відносно шорсткості як заданого значення шорсткості можна задати, наприклад, величину близько 3 мкм. Для реалізації цієї заданої шорсткості на поверхні прокатуваної стрічки 200 необхідно, щоб робочий валок чинив тиск з визначеним зусиллям по всій поверхні прокатуваної стрічки. Це означає, що для реалізації бажаної шорсткості на поверхні прокатуваної стрічки повинен бути передбачений вузол регулювання згинальних пристроїв 11, який базується в основному на зусиллі вигину, який забезпечує, щоб при попередньо визначеній товщині прокатуваної стрічки робочі валки постійно впливали з необхідним постійним зусиллям вигину або зусиллям прокатування на поверхню стрічки. У разі відхилення фактичної товщини прокатуваної стрічки від попередньо визначеного значення товщини одного лише регулювання зусилля було б недостатньо для підтримки незмінного зусилля; більш того при прокатуваних стрічках з більшою товщиною відбувалося б збільшення зусилля, а при використанні більш тонких прокатуваних стрічок - зменшення впливаючого зусилля. Виходячи з визначеної попередньо встановленої шорсткості допуск для такого роду відхилення зусилля можливий, однак, лише у вузьких межах. Відповідна винаходу комбінація з зусилля вигину і регулювання позиції в таких випадках забезпечує можливість відновлення бажаного зусилля впливу за допомогою додаткового пристрою регулювання позиції. Конкретно це може здійснюватися таким чином, що при зниженні впливаючого на прокатувану стрічку зусилля нижче заданого порогового значення внаслідок того, що прокатувана стрічка містить локальну область з товщиною меншою заданого значення, позиція робочого валка в рамках регулювання позиції може бути узгоджена із зменшеною товщиною прокатуваної стрічки. У конкретному випадку верхній робочий валок, наприклад, міг би бути опущений вниз настільки, що впливаюче на прокатувану стрічку зусилля вигину або зусилля прокатки знову перевищить нижнє порогове значення, і, отже, тим самим може бути досягнута необхідна шорсткість. Фіг. 8 показує альтернативний по відношенню до регулювання спосіб експлуатації прокатної кліті, а саме режим керування, за яким керуючий пристрій 20 виконаний у формі керуючого пристрою 20". Такого роду керуючий режим придатний як для прокатки, так і для проведення тесту згинальних пристроїв 11 з метою визначення їх нормального функціонування. Для здійснення режиму прокатки керуючий пристрій 20 у формі керуючого пристрою 20" видає, наприклад, сигнал заданого зусилля вигину на робочі валки, причому потім, однак, на відміну 13 від регулювання не виконується контроль на предмет того, чи дійсно бажане задане зусилля вигину фактично реалізовується в будь-який момент часу прокатки. Тест окремих згинальних пристроїв може нескладним чином здійснюватися за допомогою керуючого пристрою 20" таким чином, що керуючий пристрій 20" видає сигнал В заданого значення, який являє собою задану величину зусилля вигину, на згинальний пристрій 11 і що потім фактично виставлене для робочого валка зусилля вигину визначається за допомогою елемента 30 для вимірювання зусилля вигину. Визначене вимірювальним елементом 30 зусилля вигину потім порівнюється в блоці 40 оцінки з початково заданим значенням В заданого зусилля вигину. Встановлене при цьому порівнянні відхилення між заданим зусиллям згинання і фактичним зусиллям В вигину може інтерпретуватися в цьому випадку як підвищений знос або згинальних блоків 13, циліндрів або штоків згинальних пристроїв 11 або згинальних рам 16 або 17 і передаватися на пункт керування. Цей процес схематично зображений на фіг. 7. Альтернативно до щойно описаного керування із задаванням заданого зусилля вигину альтернативно може виконуватись також керування на базі попередньо заданої позиції для згинального пристрою 11 або його гідравлічного циліндра; також на основі подальшого порівняння попередньо заданої позиції з визначеною фактичною позицією в цьому випадку можна зробити висновок про помилкове функціонування згинальних пристроїв 11. Фіг. 8 показує попередньо заданий гістерезис для окремого згинального пристрою 11. Реально для згинального пристрою, як правило, не існує 95802 14 ідеального типового взаємозв'язку між прикладеним зусиллям прокатки і зайнятою позицією або пройденим назад шляхом циліндра, і в реальності в основному повинні постійно враховуватися втрати на тертя, які відображаються в зображеному гістерезисі. Зображений заштрихованим гістерезис представляє допустиму область допусків для взаємозв'язку між зусиллям F і шляхом S застосовно до згинального пристрою 11. Щойно описаний з посиланням на фіг. 7 керуючий пристрій 20" забезпечує можливість переважного одночасного задання заданого шляху і заданого зусилля, а підключений за ним блок 40 оцінки забезпечує можливість порівняння цих попередньо заданих значень з фактично виміряними зусиллями вигину і пройдених назад шляхів для окремого згинального пристрою 11. Якщо після цього порівняння буде встановлено, що визначена для цього згинального пристрою пара значень з фактичного шляху S1 і відповідного виміряного фактичного зусилля F1 вигину лежить поза зоною заштрихованого заданого гістерезису, то в цьому випадку можна зробити висновок про помилкове функціонування згинального пристрою 11. І навпаки, розташування позиції пари S2/F2 значень всередині заданого гістерезису свідчить про нормальне функціонування згинального пристрою 11. Передбачена відповідно до винаходу можливість визначення за допомогою елемента 30 вимірювання зусилля вигину незалежно або додатково до позиції циліндрів згинального пристрою використовується переважно в клітях холодного прокатування. При цьому йдеться не тільки про кліті холодного прокатування для сталі, але і про кліті для кольорових металів, алюмінію, міді або сплавів міді. 15 95802 16 17 Комп’ютерна верстка Мацело М. 95802 Підписне 18 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand and methods for rolling rolled strip
Автори англійськоюPawelski Hartmut, Richter Hans-Peter, Weingarten Ludwig
Назва патенту російськоюПрокатная клеть и способы прокатки ленты
Автори російськоюПавельски Хартмут, Рихтер Ханс-Петер, Вайнгартен Людвиг
МПК / Мітки
МПК: B21B 37/38
Мітки: стрічки, способи, прокатна, прокатування, кліть
Код посилання
<a href="https://ua.patents.su/9-95802-prokatna-klit-i-sposobi-prokatuvannya-strichki.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть і способи прокатування стрічки</a>
Кліть для гарячого або холодного прокатування металевої стрічки та спосіб регулювання проковзування прокатуваної в ній стрічки
Номер патенту: 90649
Опубліковано: 25.05.2010
Автори: Павельскі Хартмут, Дауб Дітер, Тойбер Дірк, Зеппенфельд Йозеф
МПК: B21B 37/58, B21B 38/00
Мітки: прокатування, стрічки, прокатуваної, проковзування, металевої, регулювання, спосіб, гарячого, холодного, кліть, ній
Формула / Реферат:
1. Кліть для гарячого або холодного прокатування металевої стрічки, яка містить: два робочих валки (1a, 1b), які встановлені в кліті за допомогою подушок робочих валків (3а, 3b) і утворюють зазор (7) для розкатування стрічки; позитивно або негативно діючі згинальні циліндри (5а, 5b) для робочих валків, розташовані в згинаючих блоках (4а, 4b), розташованих на стійках кліті; гідравлічний поршневий блок...
Прокатна кліть з опорними і/або робочими валками для прокатування листів або штаб
Номер патенту: 93058
Опубліковано: 10.01.2011
Автори: Вагенер Маркус, Шульмайстер Юрій
МПК: B21B 27/06
Мітки: прокатна, листів, опорними, прокатування, кліть, робочими, штаб, валками
Формула / Реферат:
1. Прокатна кліть (1) з опорними і/або робочими валками (2, 3, 4, 5) для прокатування листів (6) або штаб, яка містить щонайменше один, розташований між подушками (7) одного з валків, переважно верхнього валка (3), проводковий брус (8), розташовану поруч з проводковим брусом (8) вхідну/вихідну напрямну (9) для середовища, наприклад охолоджувальної води і подібного, та ущільнювальні засоби (10) для запобігання стіканню середовища, зокрема на...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Вайнгартен Людвіг, Клекнер Юрген, Боде Торстен
МПК: B21B 13/14
Мітки: кліть, штаби, виготовлення, прокатна, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатна кліть і спосіб регулювання прокатної кліті
Номер патенту: 83819
Опубліковано: 26.08.2008
Автор: Денкер Вольфганг
МПК: B21B 31/00
Мітки: прокатна, регулювання, кліть, кліті, спосіб, прокатної
Формула / Реферат:
1. Прокатна кліть, що складається з чотирьох колон (1) станини, які нерухомо з'єднані з опорною плитою (6) і в яких нерухомо в осьовому напрямку розташовані з можливістю обертання ходові вали (3), верхні і нижні кінці яких обладнані протихідною різьбою і на яких розміщені верхня і нижня траверси (4, 5), та за допомогою яких можна регулювати з протиходом відносно один одного комплекти валків, причому між нижньою подушкою (8) опорного...
Безстанинна прокатна кліть
Номер патенту: 85411
Опубліковано: 26.01.2009
Автори: Занудко Леонід Андрійович, Жучков Сергій Михайлович, Бабенко Михайло Антонович, Токмаков Павло Вадимович, Алексєєнко Андрій Георгійович, Лєщенко Олександр Іванович, Лохматов Олександр Павлович, Шеремет Володимир Олександрович, Алексєєнко Георгій Якович, Кекух Анатолій Володимирович, Щур Віталій Андрійович
МПК: B21B 31/00, B21B 13/00
Мітки: прокатна, безстанинна, кліть
Формула / Реферат:
1. Безстанинна прокатна кліть консольного типу, що містить корпус із встановленими в ньому на підшипникових опорах вузлами робочих валків, кожен з яких виконаний у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, виконаний у вигляді бандажа, при цьому кліть містить засоби позиціонування вузлів робочих валків у корпусі, засіб радіального регулювання положення робочих валків та засоби фіксації їх на осі, яка...
Наступний патент: Заміщені піридиламідні сполуки як модулятори гістамінового н3-рецептора
Випадковий патент: Кільце для пальців рук