Кліть для гарячого або холодного прокатування металевої стрічки та спосіб регулювання проковзування прокатуваної в ній стрічки
Номер патенту: 90649
Опубліковано: 25.05.2010
Автори: Зеппенфельд Йозеф, Тойбер Дірк, Дауб Дітер, Павельскі Хартмут
Формула / Реферат
1. Кліть для гарячого або холодного прокатування металевої стрічки, яка містить:
два робочих валки (1a, 1b), які встановлені в кліті за допомогою подушок робочих валків (3а, 3b) і утворюють зазор (7) для розкатування стрічки;
позитивно або негативно діючі згинальні циліндри (5а, 5b) для робочих валків, розташовані в згинаючих блоках (4а, 4b), розташованих на стійках кліті;
гідравлічний поршневий блок для гідравлічного керування робочими валками;
систему регулювання, яка забезпечує регулювання зазору між валками шляхом спільного регулювання зазору гідравлічним поршневим блоком, а також згинаючими циліндрами (5а, 5b) згинаючих блоків (4а, 4b) робочих валків;
датчики (6) пересування або позиції для непрямого порівняльного вимірювання зазору між валками, виконані з можливістю передачі сигналу, який характеризує порівняльне вимірювання зазору, як величини регулювання до згаданої системи регулювання, при цьому датчики (6) положення або позиції розміщені всередині згинаючих циліндрів (5а, 5b) згинаючих блоків (4а, 4b).
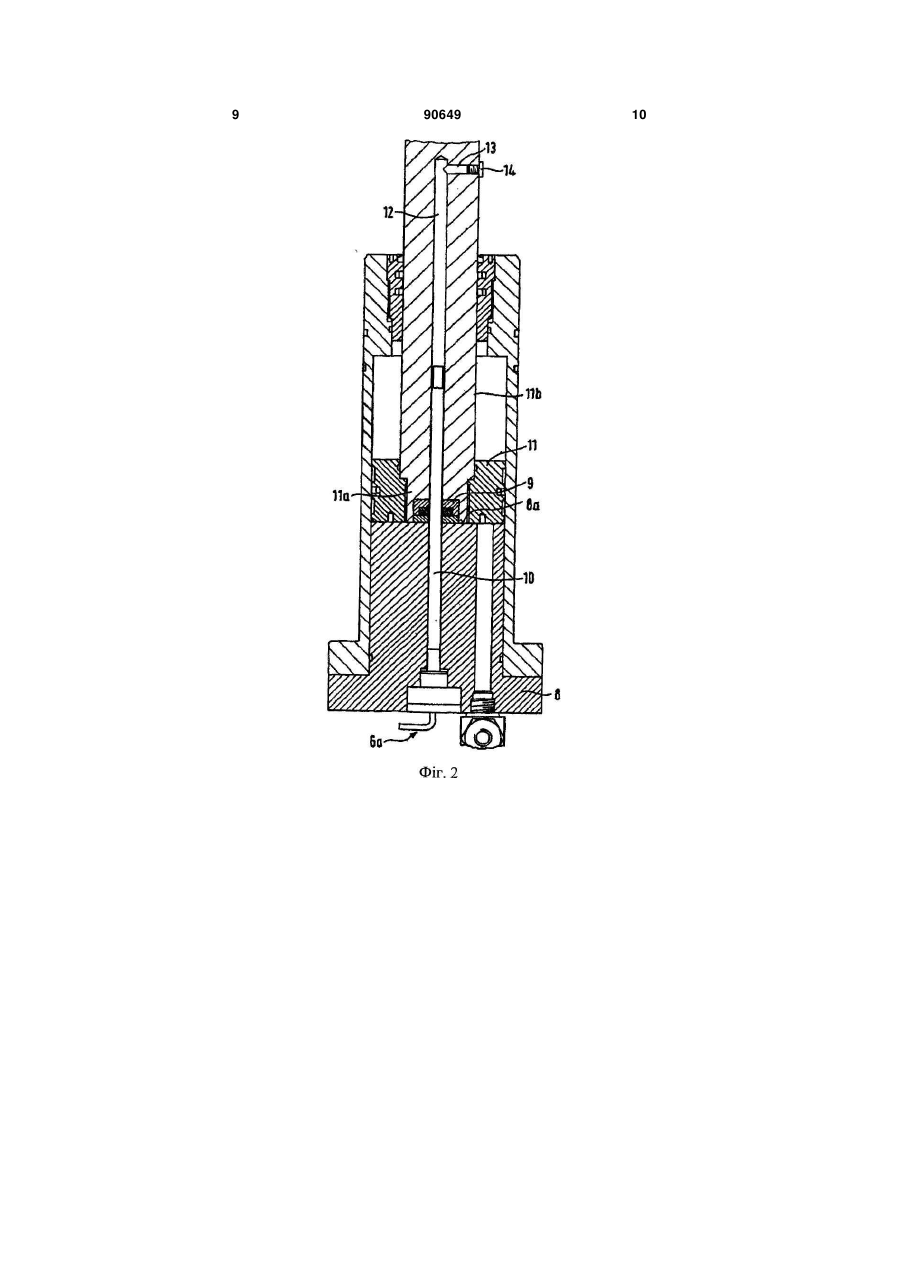
2. Кліть за п. 1, яка відрізняється тим, що датчик (6) пересування або позиції у формі магнітострикційного перетворювача (6а) розміщений у циліндричній втулці (8), на торці (8а) якої розташований магніт (9) для штанги (10) датчика магнітострикційного перетворювача (6а), встановленої у центричному просторі (11а) поршня (11) згинаючого циліндра (5), причому штанга (10) датчика проходить наскрізь у поршневому штоку (11b) згинаючого циліндра (5), який має аксіальний центровий отвір (12), який закінчується витяжним отвором (13).
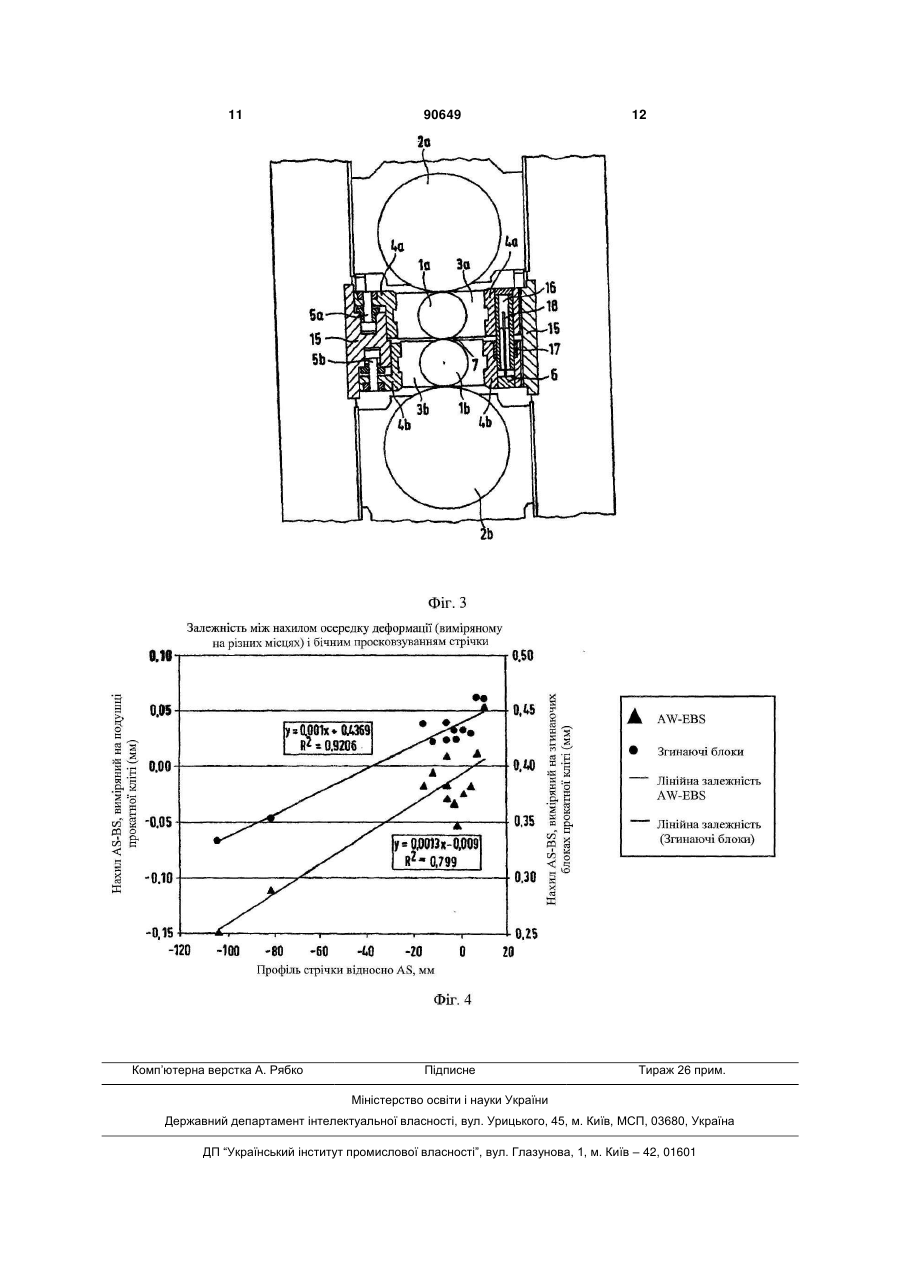
3. Кліть за п. 1, яка відрізняється тим, що датчик (6) пересування або позиції для блока (15) згинаючих циліндрів (5а, 5b) з можливістю пересування встановлений в напрямній трубі (16), яка нерухомо розташована в згинаючому блоці (4а, 4b).
4. Кліть за п. 3, яка відрізняється тим, що напрямна труба (16) в одному згинаючому блоці (4а, 4b) розташована нерухомо, а у протилежному згинаючому блоці (4а, 4b) - з можливістю пересування.
5. Кліть за п. 4, яка відрізняється тим, що напрямна труба (16) у протилежному згинаючому блоці (4а, 4b) встановлена з можливістю ковзання у напрямній втулці (17).
6. Спосіб регулювання проковзування прокатуваної стрічки в кліті для гарячого або холодного прокатування для розкатки вузької або широкої металевої стрічки, зокрема стрічки з кольорових металів, в якому здійснюють вимірювання нахилу зазору між робочими валками в кліті за будь-яким із пп. 1-5, а на основі одержаного значення за допомогою системи регулювання, що забезпечує регулювання зазору між валками за допомогою спільного регулювання зазору гідравлічним поршневим блоком, а також згинаючими циліндрами (5а, 5b) згинаючих блоків (4а, 4b) робочих валків, здійснюють регулювання зазору між валками для зменшення проковзування стрічки.
Текст
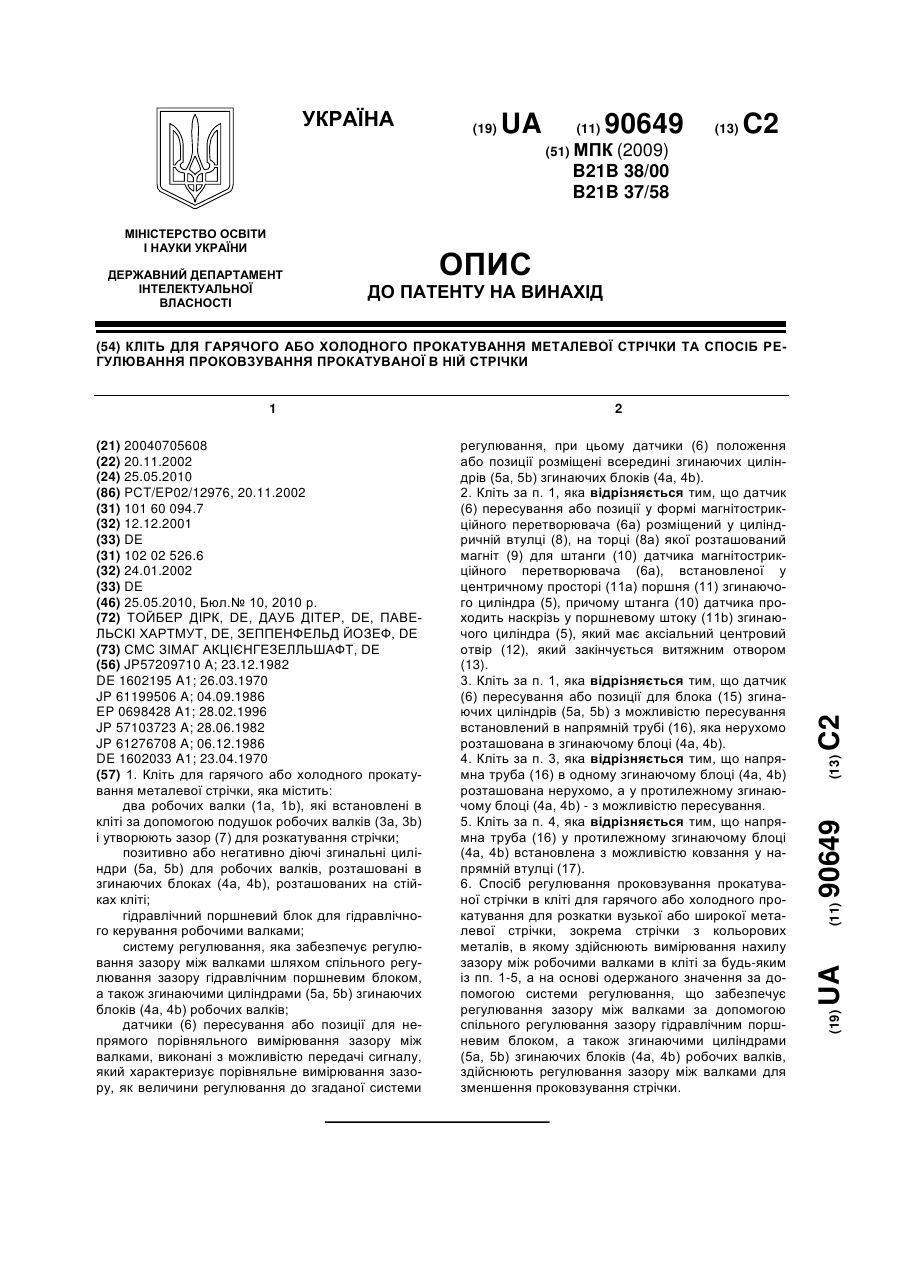
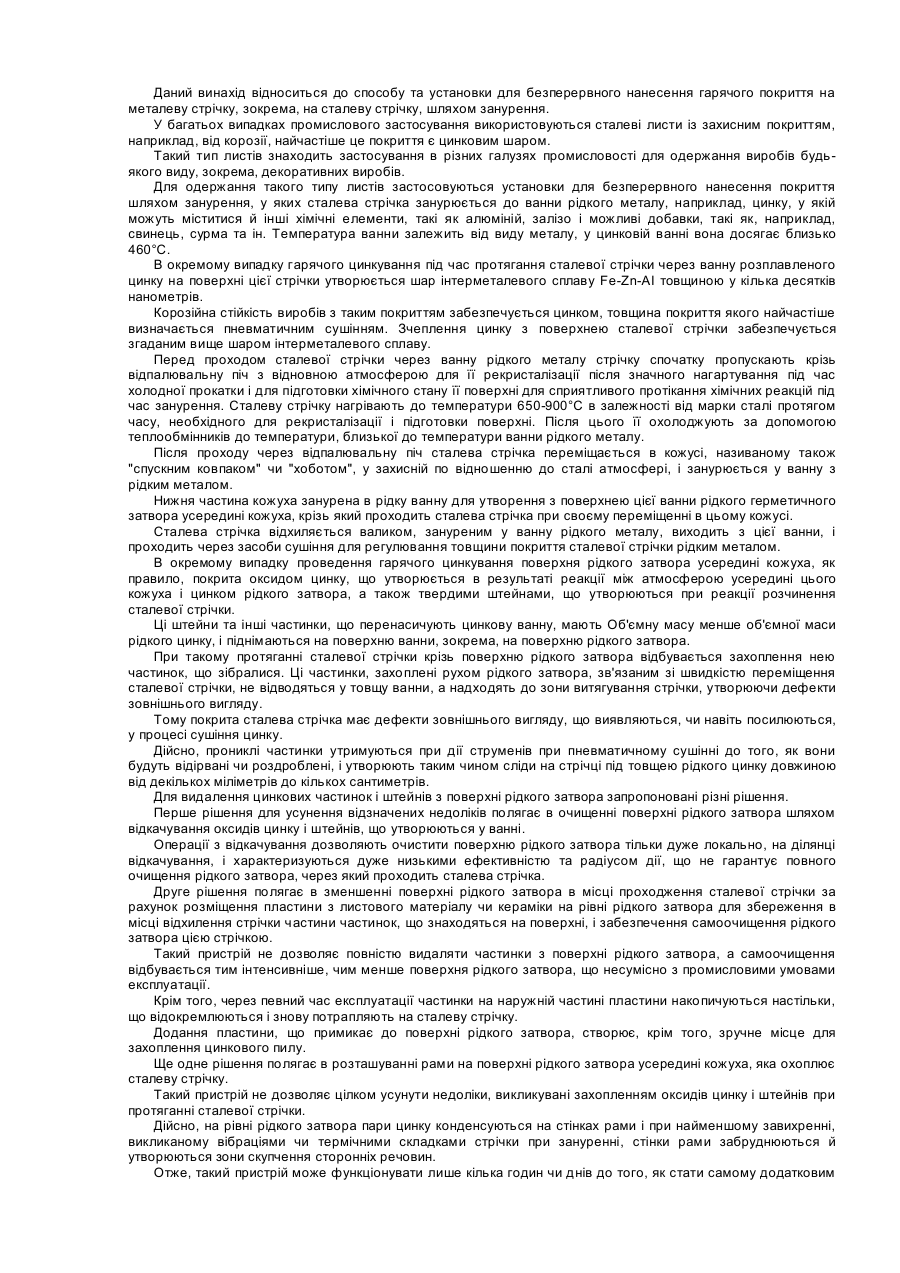
1. Кліть для гарячого або холодного прокатування металевої стрічки, яка містить: два робочих валки (1a, 1b), які встановлені в кліті за допомогою подушок робочих валків (3а, 3b) і утворюють зазор (7) для розкатування стрічки; позитивно або негативно діючі згинальні циліндри (5а, 5b) для робочих валків, розташовані в згинаючих блоках (4а, 4b), розташованих на стійках кліті; гідравлічний поршневий блок для гідравлічного керування робочими валками; систему регулювання, яка забезпечує регулювання зазору між валками шляхом спільного регулювання зазору гідравлічним поршневим блоком, а також згинаючими циліндрами (5а, 5b) згинаючих блоків (4а, 4b) робочих валків; датчики (6) пересування або позиції для непрямого порівняльного вимірювання зазору між валками, виконані з можливістю передачі сигналу, який характеризує порівняльне вимірювання зазору, як величини регулювання до згаданої системи 2 (19) 1 3 Винахід стосується пристрою для вимірювання зазору між валками між робочими валками клітей холодного і гарячого прокатування для розкатування вузьких або широких металевих стрічок, особливо металевих стрічок з кольорових металів, за допомогою датчиків зазору між валками, зокрема у формі вимірювальних головок, датчиків пересування, електрогідравлічних перетворювачів, магнітострикційних перетворювачів і т.п., чий сигнал проводиться як задане значення далі на сервовентилі керування робочою рідиною для блока колб і циліндрів, що впливає на осередок деформації. Існуючі конструкції для вимірювання зазору між валками основуються на вимірювальних цангах між робочими валками (DE-OS 25 03 130) на діаметрах, що розкочуються, поблизу прокатних бочок на ведучій стороні і на експлуатаційній стороні прокатної кліті. Розташування поблизу краю стрічки є причиною частих несправностей пристрою через швидке проковзування стрічки або її розтріскування. Недоліком відомих конструкцій є високі витрати на техобслуговування і ускладнення конструкції іншого пристосування, що перешкоджає відхиленню пристрою в сторону в позицію техобслуговування. З урахуванням того, що за рахунок згинаючого гістерезису робочих валків встановлюється різниця в зазорі між валками від ведучої сторони до експлуатаційної сторони, ці зміни не можуть бути виявлені датчиками гідравлічного типу. Причиною цьому при вході і виході стрічки у разі вузьких і м'яких стрічок є її проковзування. Пристрій для вимірювання зазору між валками служить також для регулювання нахилу по відношенню до встановлення валків або рухомого приймача на подушках опорних валків, для чого застосовується пряме вимірювання зазору між валками. При цьому нахил зазору між валками встановлюється не досить чітко. Причиною є те, що вимірювання проходить дуже далеко від зазору між валками. Хоча відомі пристрої працюють досить точно, але вони вимагають великих витрат і при цьому дорого коштують і легко ламаються. Задача винаходу полягає в тому, щоб запропонувати пристрій вимірювання зазору між валками, придатний для випадків бічного прискореного проковзування стрічки, який буде захищений від пошкоджень і буде менш витратоємним. Поставлена задача вирішується у винаході за рахунок того, що передбачений датчик пересування або позиції в, щонайменше, одному згинаючому циліндрі для робочих валків для посереднього порівняльного вимірювання зазору між валками над позитивно або негативно діючим згинаючим циліндром. Завдяки цьому існує самостійне вимірювання поблизу зазору між валками з перевагою посереднього отримання результату зміни зазору між валками. Крім того, пристрій - вимірювач зазору між валками розташований не тільки поблизу зазору між валками, але також одночасно повністю захищений всередині згинаючого циліндра. Це розташування веде також до невисоких витрат на техобслуговування. Обробка даних вимірювань показала, що розташування датчика пересування 90649 4 або позиції в згинаючому циліндрі з хорошою відтворюваністю підходить для регулювання проти бічного проковзування стрічки. Також може бути досягнуте відхилення менше ніж 10мкм. Керування виміряним нахилом стрічки досягається через керування і/або згинаючі сили в блоці гідравлічних циліндрів. Задача проведення вимірювань зазору між валками при невеликих зусиллях прокатування вирішується альтернативно за рахунок того, що датчик положення або позиції вбудовується, щонайменше, між згинаючими блоками або подушками робочих валків або між нерухомо закріпленим циліндричним блоком і рухомою деталлю для посереднього порівняльного вимірювання зазору між валками. У кожному конкретному випадку вимірюється відстань між вказаними елементами, яка відомим чином, наприклад при знанні розмірів даних елементів може бути перетворена у величину зазору між робочими валками. Це вирішення може застосовуватись при касетних конструкціях або у згинаючих системах робочих валків з силовим замиканням у згинаючому циліндрі позитивно або негативно діючих згинаючих циліндрах. При цьому переважно, щоб порівняльні значення зазору між валками застосовувались для регулювання положення згинаючого циліндра. Подальші переваги зумовлені тим, що порівняльні виміряні значення зазору між валками використовуються для гідравлічного керування валками, при цьому зазор між валками через керування валками або загалом через вигин робочих валків регулюють. Точність керування зазором між валками може бути підвищена за наступними ознаками за рахунок того, що в прокатній кліті розташовані відповідно числу згинаючих циліндрів декілька датчиків пересування або позиції. Практична форма виконання згідно з іншими ознаками може бути здійснена так, що датчик положення або позиції проникає в циліндричну втулку, на торці якої в центричному просторі поршня для згинаючого циліндра розташований магніт для штанги датчик положення або позиції у формі датчика магнітострикційного перетворювача, і що проходить наскрізь в поршневому штоці згинаючого циліндра, який має аксіальний центровий отвір, який закінчується витяжним отвором. Подальшими ознаками передбачено, що датчик пересування або позиції для блока згинаючих циліндрів розташований з можливістю переміщення і встановлений в напрямній трубі, яка нерухома в згинаючому блоці. Надалі переважно, що напрямна труба в одному згинаючому блоці розташована нерухомо, а в протилежному згинаючому блоці з можливістю ковзання. При цьому ще передбачений варіант такого роду, що напрямна труба в протилежному згинаючому блоці встановлена з можливістю ковзання в направляючій втулці. Приклади компонування винаходу представлені на схемах і пояснені далі детальніше. Також задачею винаходу є спосіб регулювання просковзування прокатуваної стрічки в кліті для 5 90649 6 гарячого або холодного прокатування. Для виріабо позиції. Датчик 6 пересування або позиції прошення задачі пропонується спосіб регулювання никає в циліндричну втулку 8, на торці 8а якої розпросковзування прокатуваної стрічки в кліті для ташований магніт 9 для штанги 10 датчика магнігарячого або холодного прокатування для розкатострикційного перетворювача 6а в центричному тування вузької або широкої металевої стрічки, просторі Па поршня 11. Несуча поршень 11 штанзокрема стрічки з кольорових металів, в якому га 11а поршня має аксіальний центровий отвір 12, здійснюють вимірювання нахилу зазору між валв якому розташована штанга 10 датчика. Центроками за допомогою пристрою для вимірювання вий отвір 12 закінчується витяжним отвором 13 з зазору між робочими валками, причому на основі різьбовою пробкою 14. отриманого значення за допомогою системи регуЗгідно з Фіг.3 відповідно в блоці 15 циліндрів лювання, яка забезпечує регулювання зазору між розташована напрямна труба 16 поблизу зазору 7 валками за допомогою гідравлічного поршневого між валками. У згинаючий блок 4а проти згинаючоблока, який впливає на зазор між валками, і/або за го блока 4b за допомогою направляючої втулки 17 допомогою згинаючих систем робочих валків, здійвводиться напрямна труба 16 і датчик 6 руху або снюють регулювання зазору між валками для змепозиції направляється за допомогою ведучої штаншення просковзування стрічки. нги 18. Далі винахід пояснюється за допомогою кресНа діаграмі Фіг.4 представлений взаємозв'язок лень, на яких показано: між нахилом зазору між валками 7 (виміряний на Фіг.1 - частина перерізу через робочі валки різних місцях) і бічним проковзуванням стрічки (зі кліті холодного або гарячого прокатування з аксіасталі або м'яких кольорових металів). Встановлельним розрізом через згинаючий циліндр, на величина R2 лінійної регресії означає поблизу Фіг.2 - аксіальний розріз через згинаючий ци«1» сприятливе значення і переважна як величина ліндр з датчиком позиції всередині нього, регулювання. У нижній ділянці R2 менше, ніж у Фіг.3 - розріз альтернативної форми виконання верхній ділянці, і як величина регулювання менш винаходу між згинаючими блоками або подушками придатна. З цього взаємозв'язку виходить, що керобочих валків і рування нахилом прокатуваної стрічки через виміФіг.4 - діаграма нахилу стрічки від бічного прорювання на згинаючих блоках 4а, 4b може істотно ковзування стрічки. зменшити небажане бічне проковзування стрічки. Робочі валки 1а і 1b (Фіг.1) представлені в часСписок умовних позначень тковому розрізі і з'єднані кожний з опорним валком 1а - робочий валок 2. Подушки 3а, 3b робочих валків встановлені як 1b - робочий валок звичайно в стояках. 2а - опорний валок Робочі валки 1а і 1b знаходяться у віддаленні 2b - опорний валок від згинаючих блоків 4а і 4b, перпендикулярно ру3а - подушка робочого валка хомих по відношенню до зазору між валками 7. 3b - подушка робочого валка Згинаючі блоки 4а, 4b закріплені на прокатному 4а - згинаючий блок стояку (не показаний) прокатної кліті. У згинаючих 4b - згинаючий блок блоках 4а, 4b розташовані згинаючі циліндри 5а, 5а - згинаючий циліндр 5b. У кожний згинаючий циліндр 5а, 5b вбудований 5b - згинаючий циліндр датчик 6 пересування або позиції для опорного 6 - датчик пересування або позиції вимірювання зазору між валками та інтегрований в 6а - магнітострикційний перетворювач згинаючий циліндр 5а, 5b. Зображений датчик 6 7 - зазор між валками пересування або позиції виконаний як магніто8 - циліндрична втулка стрикційний датчик (Фіг.1 і 2). За виміряними зна9 - магніт ченнями з датчика 6 пересування або позицій бу10 - штанга датчика дується система регулювання, а точніше контур 11 - поршень регулювання. 11а - центричний простір Виміряні регулювальні значення приводять до 11b - штанга поршня точного встановлення зазору 7 між валками, щоб 12 - аксіальний центровий отвір досягнути оптимального входу і виходу з зазору 7 13 - витяжний отвір між валками для оптимального прокатування ме14 - різьбова пробка талевих стрічок (зі сталі або кольорових матеріа15 - блок циліндрів лів) з хорошою площинністю і з необхідним профі16 - ведуча труба лем. 17 - направляюча втулка На Фіг.2 у збільшеному масстрічокі представ18 - ведуча штанга лений магнітострикційний датчик 6 пересування 7 90649 8 9 90649 10 11 Комп’ютерна верстка А. Рябко 90649 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCold or warm rolling stand for rolling metal strip and method of regulation of slip of rolled strip
Автори англійськоюTaeuber Dirk, Daub Dieter, Pawelski Hartmut, Zeppenfeld Josef
Назва патенту російськоюКлеть для холодной или горячей прокатки металлической ленты и способ регулирования проскальзывания прокатываемой в ней ленты
Автори російськоюТойбер Дирк, Дауб Дитер, Павельски Хартмут, Зеппенфельд Йозеф
МПК / Мітки
МПК: B21B 37/58, B21B 38/00
Мітки: стрічки, металевої, проковзування, ній, регулювання, спосіб, прокатуваної, холодного, кліть, гарячого, прокатування
Код посилання
<a href="https://ua.patents.su/6-90649-klit-dlya-garyachogo-abo-kholodnogo-prokatuvannya-metalevo-strichki-ta-sposib-regulyuvannya-prokovzuvannya-prokatuvano-v-nijj-strichki.html" target="_blank" rel="follow" title="База патентів України">Кліть для гарячого або холодного прокатування металевої стрічки та спосіб регулювання проковзування прокатуваної в ній стрічки</a>
Спосіб та установка для гарячого покриття металевої стрічки
Номер патенту: 73220
Опубліковано: 15.06.2005
Автори: Гаше Лоран, Дошелль Дід'є, Люка Патріс, Пріжан Йв, Боден Юг
МПК: C23C 2/00
Мітки: стрічки, гарячого, покриття, установка, спосіб, металевої
Формула / Реферат:
1. Спосіб безперервного нанесення покриття на металеву стрічку (1) шляхом занурення в ємність (11) з ванною рідкого металу, при якому металеву стрічку (1) безперервно протягають усередині кожуха (13) із захисною атмосферою, нижня частина (13а) якого занурена у ванну (12) рідкого металу для утворення з поверхнею цієї ванни рідинного герметичного затвора (14) усередині кожуха (13), відхиляють металеву стрічку (1) за допомогою відхиляючого...
Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення
Номер патенту: 74223
Опубліковано: 15.11.2005
Автори: Боден Юг, Люка Патріс, Пріжан Ів, Гаше Лоран, Дошель Дід'є
МПК: B05C 3/02, C23C 2/00, C23C 2/14, C23C 2/06
Мітки: металевої, стрічки, покривання, установка, зануренням, гарячого, здійснення, безперервного, спосіб, метал, рідкий
Формула / Реферат:
1. Спосіб безперервного гарячого покривання металевої стрічки (1) зануренням у рідкий метал у баці (11), що містить ванну (12) рідкого металу, за яким металеву стрічку (1) пропускають у безперервному режимі й у захисному середовищі через кожух (13), нижня частина (13а) якого занурена у ванну (12) рідкого металу для визначення разом з поверхнею ванни усередині даного кожуха (13) рідкого герметичного прошарку (14), металеву стрічку (1)...
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B21B 1/46, B22D 11/06
Мітки: стрічки, стрічка, прокатки, металевої, спосіб, металева, виробництва, установка, безперервного, розливання
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Пінчук Віталій Іосифович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Фішкін Ісаак Борисович, Лівшиц Леонід Аркадійович, Качан Олександр Михайлович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Клочков Володимир Васильович
МПК: B21B 1/22
Мітки: штаб, спосіб, гарячого, прокатування
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Смолянов Георгій Миколайович, Буряк Юрій Григорович, Король Радомір Миколайович, Журба Олександр Савельйович, Григорченко Віктор Іванович, Калашніков Юрій Леонідович, Король Микола Миколайович, Півник Юрій Вікторович, Мартинов Юрій Львович, Орещенко Віктор Федорович
МПК: B21C 37/00
Мітки: прокатування, труб, холодного, спосіб, періодичного
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Попередній патент: Спосіб ендопротезування колінного суглоба при дефектах медіального виростка великогомілкової кістки
Наступний патент: Корпус вставки оптичної штепсельної вилки
Випадковий патент: Колодка дискового гальма