Машина, призначена для упаковування продуктів у жорстких або напівжорстких піддонах, герметизованих зверху термопластичною плівкою, особливо для виробництва упаковок з модифікованою атмосферою
Формула / Реферат
1. Машина для упаковування продуктів в жорстких або напівжорстких піддонах, закритих зверху термопластичною плівкою, при виробництві упаковок з модифікованою або немодифікованою атмосферою, що має переміжний режим роботи, яка відрізняється тим, що містить:
першу станцію (S1) для підготовки груп заповнених продуктами піддонів (V), розміщених з правильними проміжками між собою в один або два паралельних ряди,
проміжну станцію (S2) для закривання і термозварювання покриття на верхній кромці вказаних груп піддонів, за вибором після видалення повітря з вказаних піддонів і/або заміни повітря модифікованою атмосферою, корисною для збереження упакованих продуктів, і з подальшим відрізанням для відділення закритих піддонів від безперервного полотна, з якого береться вказане закриваюче покриття,
кінцеву станцію (S3), призначену для видачі груп піддонів з упакованим продуктом,
причому вказані станції (S1, S2, S3) рівновіддалені одна від одної в напрямку по горизонталі,
засоби для періодичного і одночасного переміщення груп піддонів з продуктом від вказаної першої станції (S1) до вказаної другої станції (S2) і від другої станції (S2) до вказаної третьої і кінцевої або видавальної станції (S3), причому
вказані засоби для передачі містять рушійний і підіймальний пристрої (16, 16'), які діють вздовж вказаних станцій, які мають довжину, що дозволяє одночасно займати дві такі послідовні станції, і які забезпечені будь-якими засобами, такими як зубці (116, 116') пристроїв, які можуть бути вставлені в поперечному напрямку під передній і задній простір груп в ряду або рядах піддонів, по суті не перетинаючись з ними, і потім можуть бути підняті так, щоб підняти вказані групи піддонів і зняти їх з поверхні, на якій вони лежать, і потім просунутися в подовжньому напрямку для переміщення груп піддонів з однієї станції (S1, S2) на наступну станцію (S2, S3), а потім можуть бути опущені для вміщення груп піддонів на нові станції, і більше не перетинаються з піддонами, з подальшим відведенням в сторону від вказаних груп піддонів і, на закінчення, можуть бути повернені при подовжньому русі, протилежному попередньому руху, в початкове положення для того, щоб повторити робочий цикл,
при цьому зубці (116, 116') рушійних і підіймальних пристроїв (16, 16') можуть мати жолобчастий профіль, такий як профіль в формі С або здвоєної Т, так, щоб мати можливість діяти, одночасно або іншим чином, з піддонами різної глибини або висоти.
2. Машина за п. 1, яка відрізняється тим, що вказані рушійні і підіймальні пристрої (16, 16') з'єднані із засобом для просування вздовж трьох взаємно перпендикулярних осей і, зокрема, вздовж осі X для горизонтальних переміщень у напрямку до груп піддонів і від них, осі Y для горизонтальних переміщень для передачі піддонів від однієї станції до наступної і для подальшого повернення в початкове положення, і вертикальної осі Z для рухів підйому і опускання.
3. Машина за п. 2, яка відрізняється тим, що кожен з рушійних і підіймальних пристроїв (16, 16') прикріплений відповідними засобами (206) до нижнього кінця відповідного вертикального важеля (17), який сам має полозки (18), що забезпечують його переміщення по додаткових вертикальних напрямних (118), встановлених на передній ланці (117), в якій вміщується герметизований виконавчий механізм (19), який керує кривошипним механізмом (20), у якого кнопка (120) запуску з'єднана з регульованою ланкою (21), інший кінець якої повертається на штифті (22), прикріпленому до вказаного важеля (17) таким чином, що пристрій (16, 16'), з'єднаний з останнім, може прийняти від відповідної ланки і кривошипного вузла необхідний рух вздовж вказаної осі Z, що варіюється вгору і вниз, причому передня ланка (117) має зверху горизонтальні полозки (23), призначені для переміщення по відповідних прямих напрямних (123), орієнтованих по осі X і прикріплених до нижньої сторони каретки (24), зверху якої змонтовані полозки (25), за допомогою яких вона переміщається по прямих горизонтальних напрямних (125), орієнтованих вздовж осі Y і з'єднаних з базовою рамою (26), що знаходиться у верхній частині проміжної станції (S2) і закрита з нижньої сторони закриваючими стінками (126), які відділяють верхню камеру (А1), в якій вміщений засіб приведення в дію пристрою по осях X і Y, від нижньої камери (А2), в якій упаковують продукти, щоб уникнути забруднення цієї нижньої камери і забезпечити її періодичне промивання без пошкоджень деталей, які містяться у вказаній верхній камері (А1).
4. Машина за п. 3, яка відрізняється тим, що пластина (27) в формі човника прикріплена перпендикулярно до верхньої частини вказаної каретки (24) і проходить герметично у вікні у вказаній рамі (26) паралельно осі Y і ущільнюється будь-якими прийнятними засобами (28, 128), що забезпечують переміщення вказаної пластини уперед і назад, причому верхня частина вказаного човника, яка виступає в камеру (А1), несе смугу (29), прикріплену до гілки нескінченної стрічки (30) з жорстким приводом, орієнтованої вздовж осі Y, її кінцями, пропущеними навколо шківів (31, 131), що спираються з можливістю обертання на скоби, встановлені на рамі (26), причому один з вказаних шківів скріплений шпунтом з повільним вихідним валом блока (33) зниження швидкості з приводом від електродвигуна з електронною системою контролю швидкості і фази, з двома напрямками обертання і з гальмом, причому вказаний двигун прикріплений до тієї ж рами (26), а в проміжній частині вказаного човника (27) є вертикальне гніздо, через яке пропущений, з бічним ущільненням і з можливістю обертання, вал (34), верхній кінець якого з'єднується, наприклад, з конічною зубчатою передачею (35) з приводом від електродвигуна (36) з гальмом і електронною системою контролю швидкості і фази, які всі закріплені на вказаній смузі (29), в той час як нижній кінець вказаного вала (34) з'єднаний з жорстким приводом, який складається з пари конічних зубчатих коліс (37), горизонтального вала (38) і черв'ячного і циліндричного зубчатого колеса (39), які підтримуються кареткою (24), причому колесо (39) несе прикріплену до нього шестірню (40) з віссю, орієнтованою в напрямку Y, що знаходиться в зачепленні з рейкою (41), орієнтованою по осі X і прикріпленою одним кінцем до передньої ланки (117), яка може бути тому зміщена для введення і витягання зубців пристрою (16, 16') між піддонами, які повинні переміщатися або вже переміщаються, а вказаний човник (27) також виконаний з можливістю підтримки вертикальної труби (42), в якій вміщуються всі електричні кабелі, необхідні для живлення і керування засобами переміщення по осях X і Z,
які діють в нижній камері (А2).
5. Машина за п. 3, яка відрізняється тим, що з кожної вказаної каретки (24), з'єднаної з верхнім засобом (27-33) для горизонтального переміщення пристроїв (16, 16') вздовж горизонтальної осі Y, може звішуватися роботизована рука, що має передню ланку, важіль і зап'ясток, яка несе відповідний пристрій (16, 16') і в якій всі обертання з'єднані з верхньою віссю з'єднання з вказаною кареткою, так що за допомогою відповідних приводів для примусового руху, що проходять через вказаний човник (27), кожна роботизована рука може керуватися рушійними вузлами, які всі знаходяться у верхній камері (А1) машини для переміщення пристроїв вздовж осей X і Z.
Текст
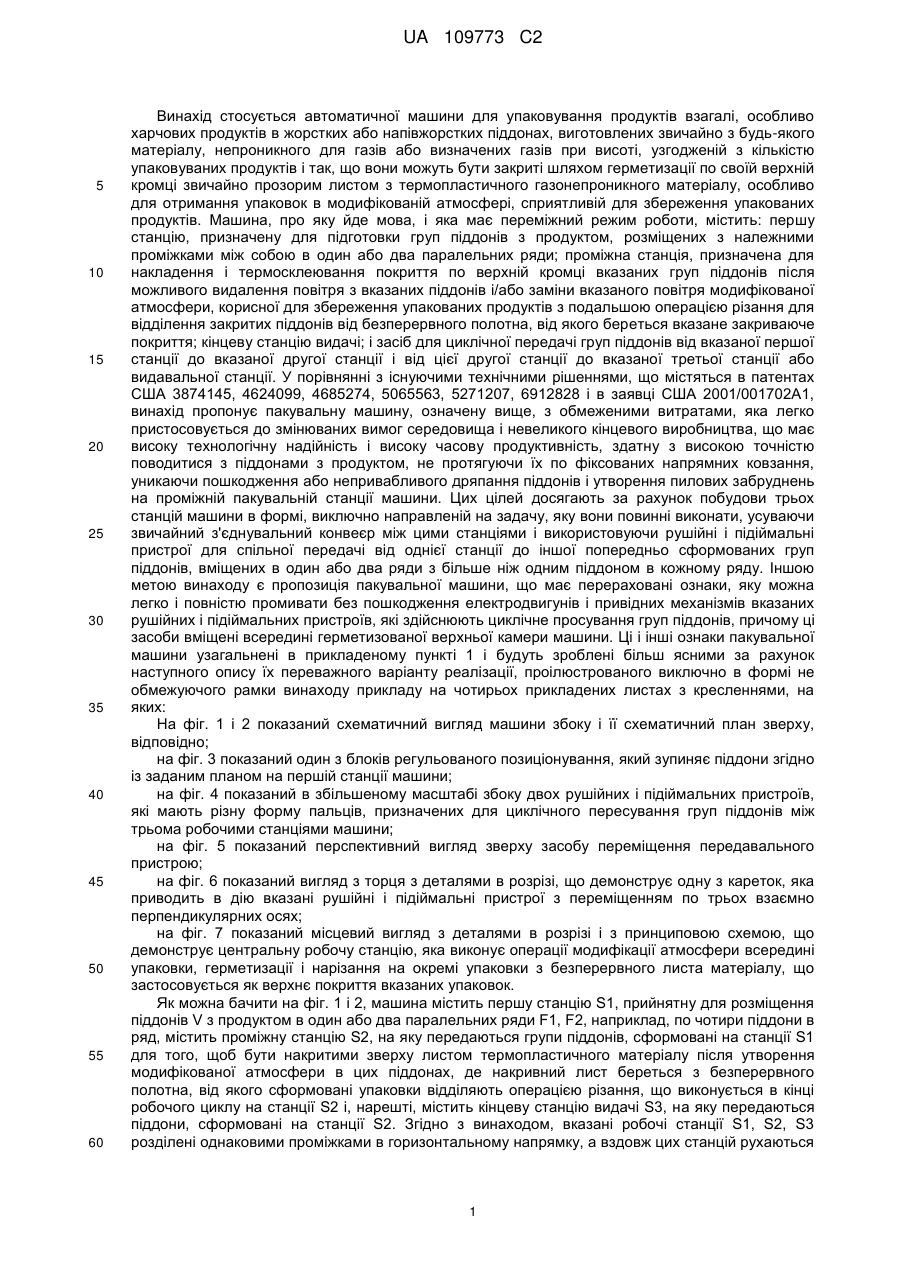
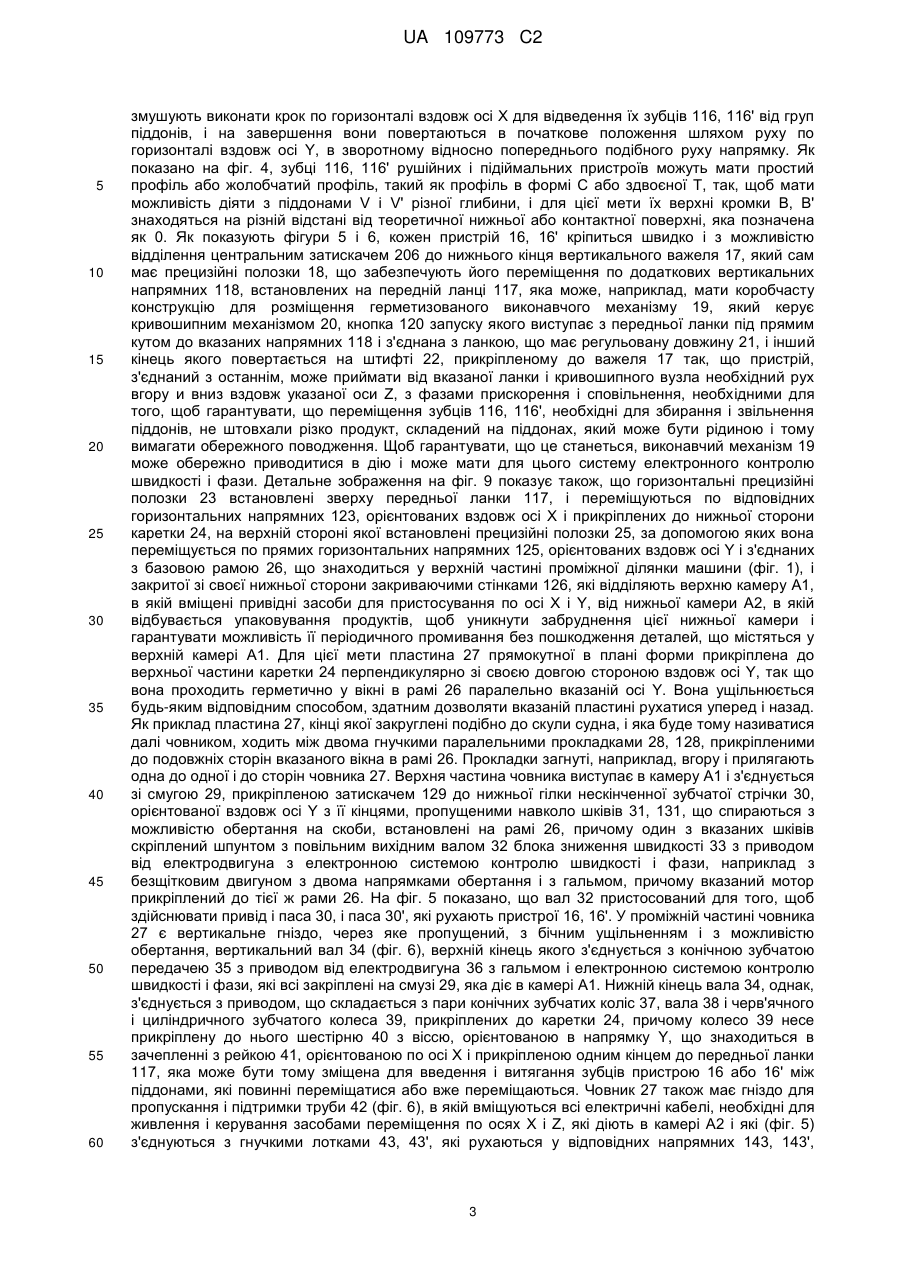
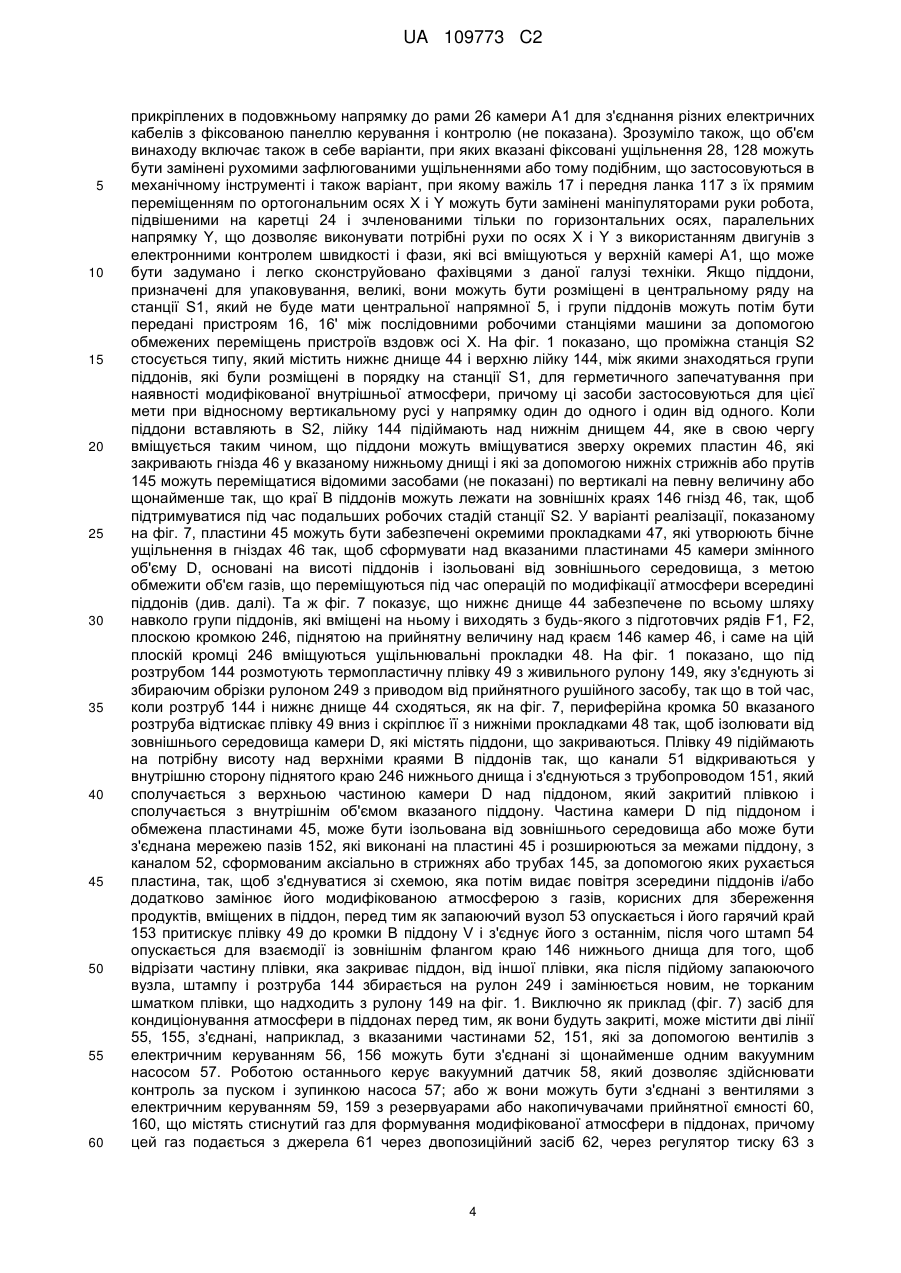
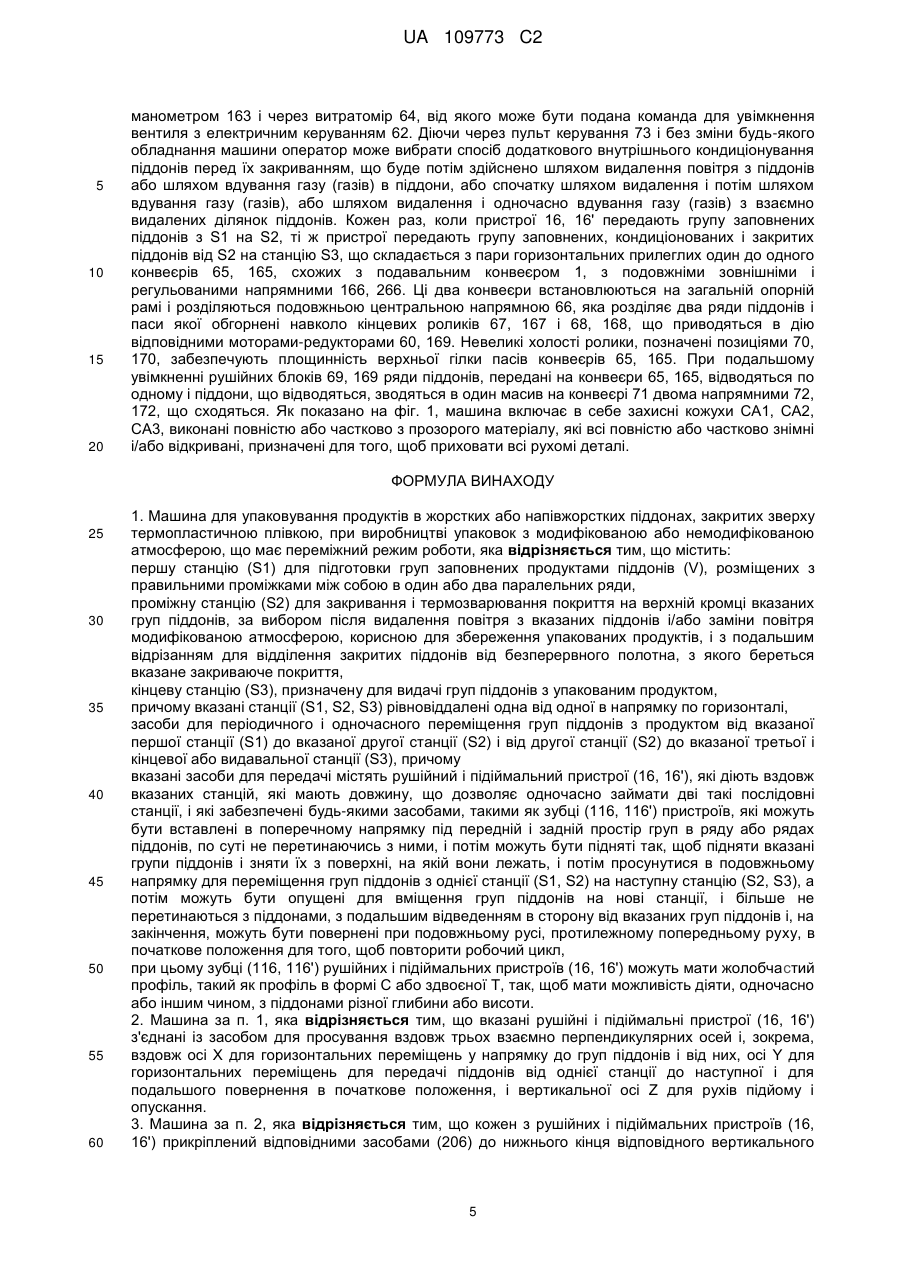
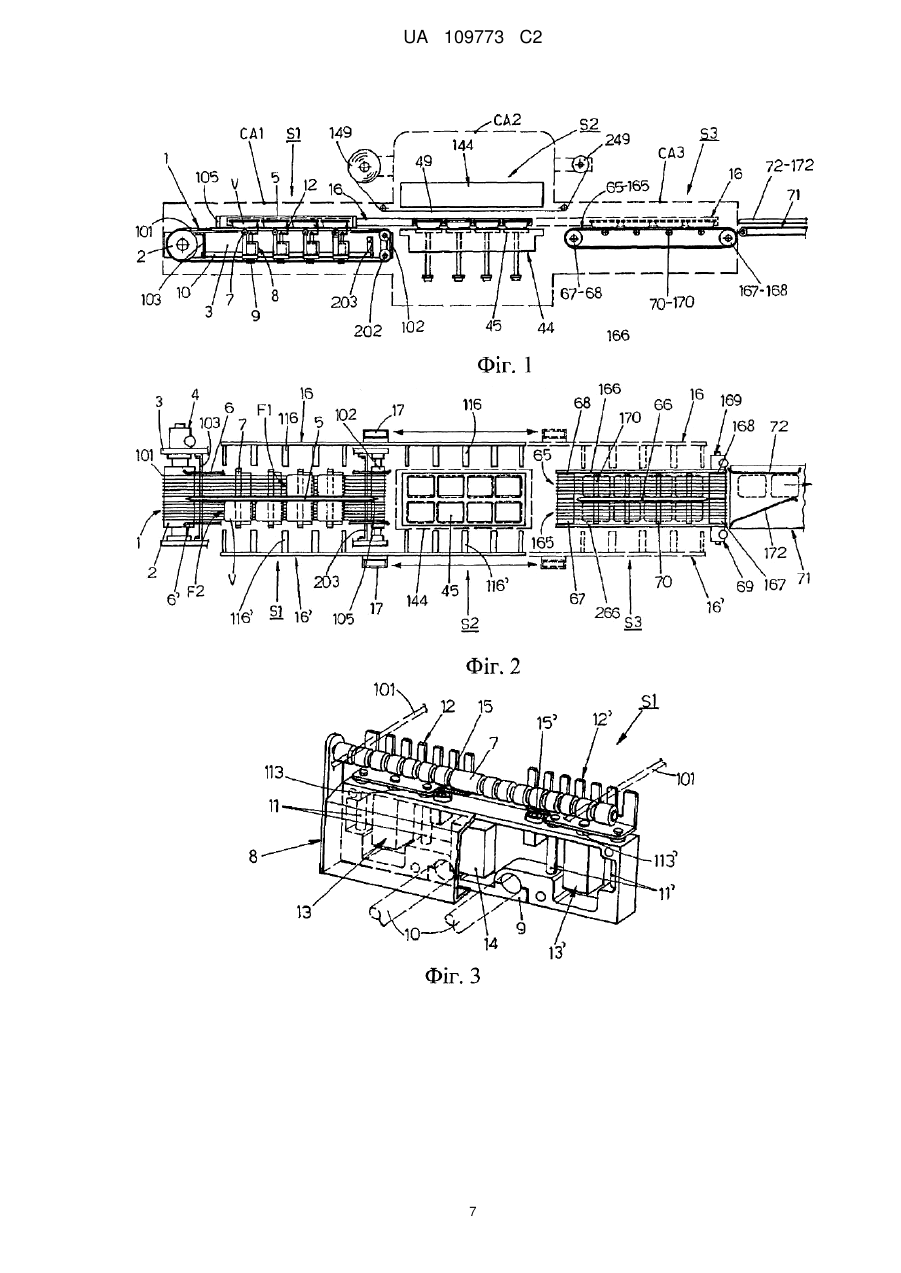
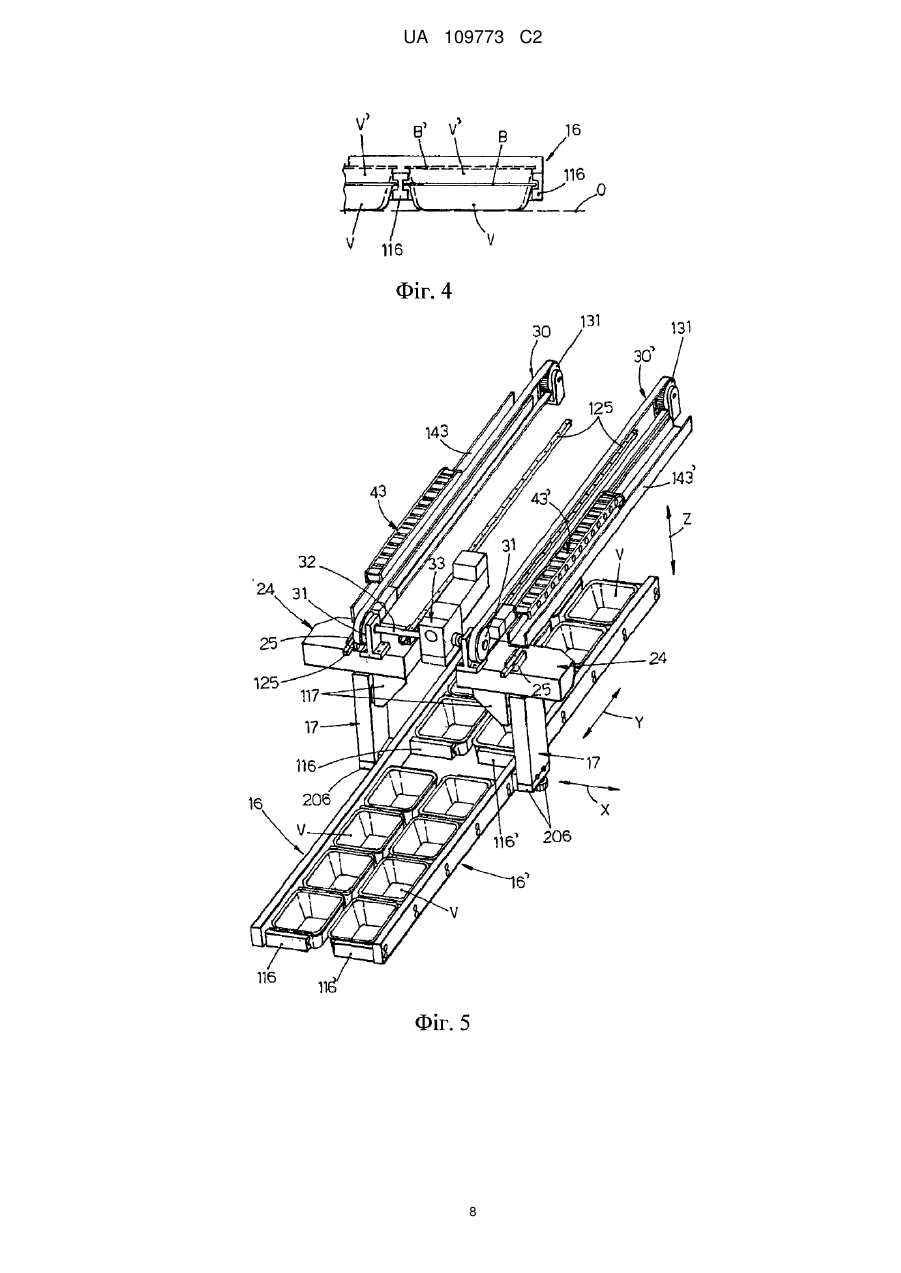
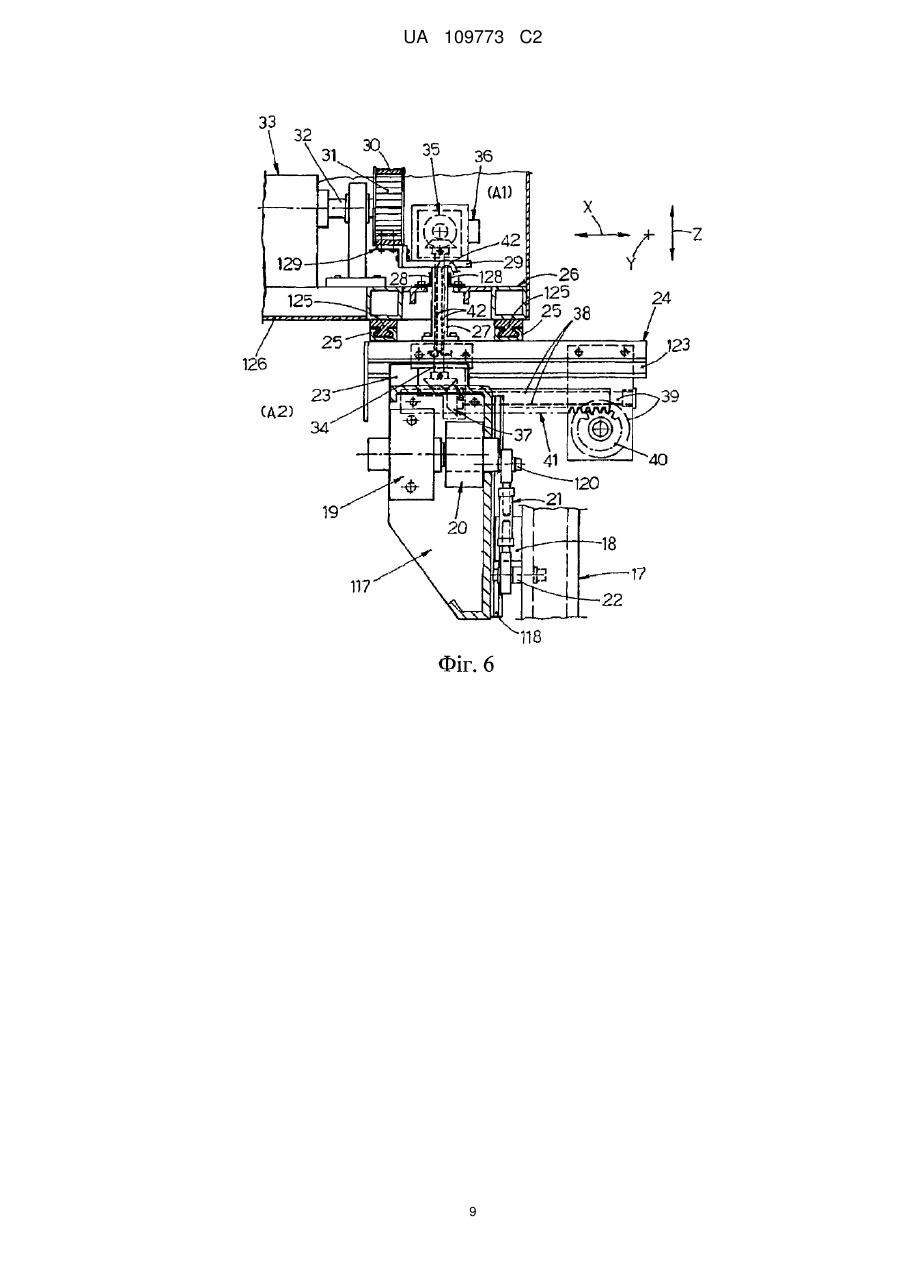
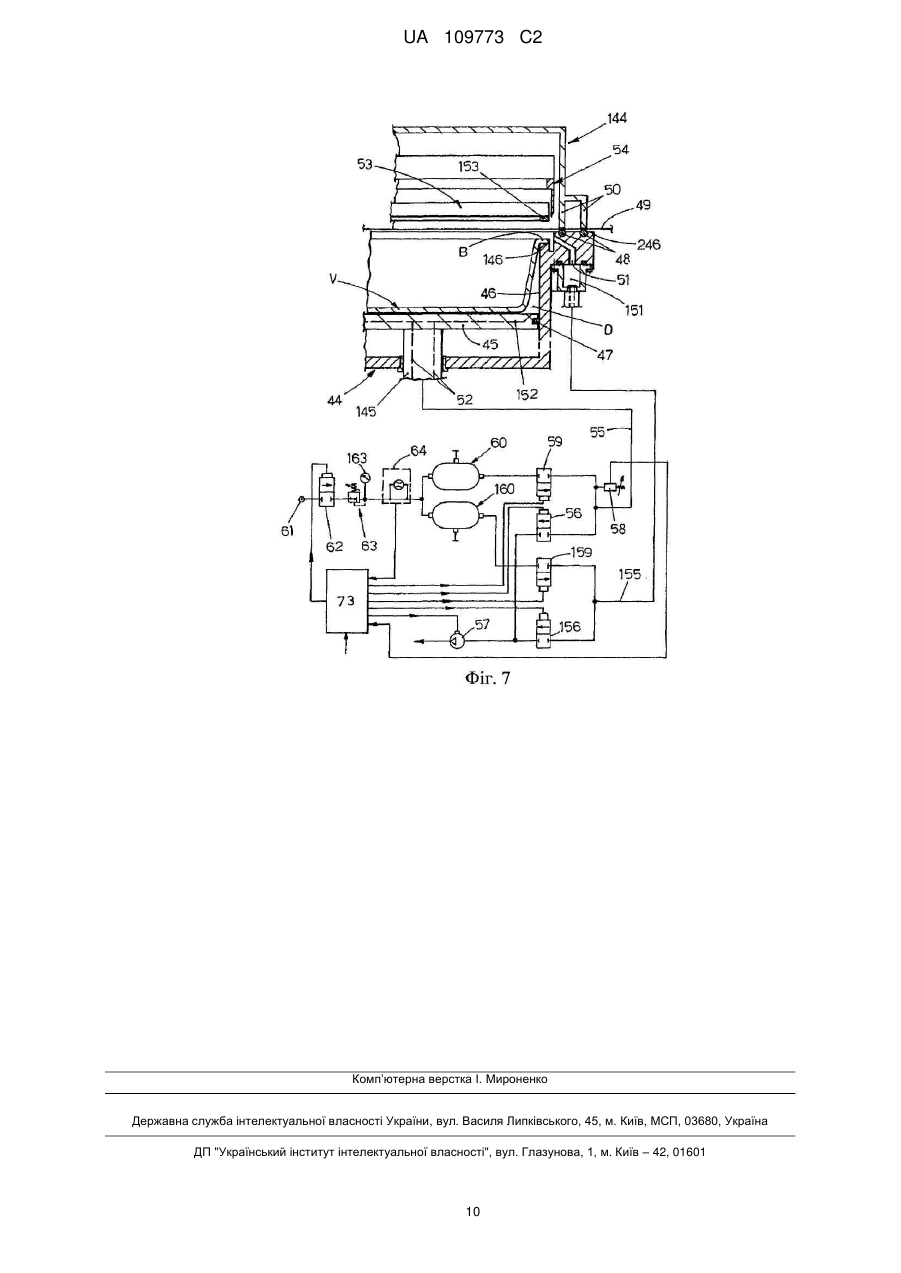
Реферат: Винахід стосується машини з рядом з трьох робочих станцій (S1, S2, S3), з яких перша станція (S1) розміщує заповнені піддони у встановленому порядку в один або два паралельних ряди, в той час як проміжна станція (S2) закриває заповнені піддони покриттям з плівки, термозвареної з їх верхньою кромкою, можливо після кондиціонування атмосфери всередині вказаних піддонів з метою збереження продуктів, упакованих всередині їх, а також виконує операцію відрізання запечатаних піддонів від безперервного полотна, від якого відбирають вказане закриваюче покриття, і в якому кінцева станція (S3) видає повні піддони, запечатані і відділені, по мірі їх виходу з вказаної проміжної станції. Вказані станції рівновіддалені одна від одної в горизонтальному напрямку і вказаний передавальний засіб представлений рушійним і підіймальним пристроями (16, 16'), які діють вздовж вказаних станцій, які мають довжину, що дозволяє одночасно займати дві такі послідовні станції, і які забезпечені будь-якими засобами, такими як зубці (116, 116') пристроїв, які можуть бути вставлені в поперечному напрямку під передній і задній простір груп в ряду або рядах піддонів, по суті не перетинаючись з ними, і потім можуть бути підняті так, щоб підняти вказані групи піддонів і зняти їх з поверхні, на якій вони лежать, і потім просунутися в подовжньому напрямку для переміщення груп піддонів з однієї станції (S1, S2) на наступну станцію (S2, S3), а потім можуть бути опущені для вміщення груп піддонів на нові станції, і більше не перетинаються з піддонами, з подальшим відведенням UA 109773 C2 (12) UA 109773 C2 в сторону від вказаних груп піддонів і, на закінчення, можуть бути повернені при подовжньому русі, протилежному попередньому руху, в початкове положення для того, щоб повторити робочий цикл. UA 109773 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується автоматичної машини для упаковування продуктів взагалі, особливо харчових продуктів в жорстких або напівжорстких піддонах, виготовлених звичайно з будь-якого матеріалу, непроникного для газів або визначених газів при висоті, узгодженій з кількістю упаковуваних продуктів і так, що вони можуть бути закриті шляхом герметизації по своїй верхній кромці звичайно прозорим листом з термопластичного газонепроникного матеріалу, особливо для отримання упаковок в модифікованій атмосфері, сприятливій для збереження упакованих продуктів. Машина, про яку йде мова, і яка має переміжний режим роботи, містить: першу станцію, призначену для підготовки груп піддонів з продуктом, розміщених з належними проміжками між собою в один або два паралельних ряди; проміжна станція, призначена для накладення і термосклеювання покриття по верхній кромці вказаних груп піддонів після можливого видалення повітря з вказаних піддонів і/або заміни вказаного повітря модифікованої атмосфери, корисної для збереження упакованих продуктів з подальшою операцією різання для відділення закритих піддонів від безперервного полотна, від якого береться вказане закриваюче покриття; кінцеву станцію видачі; і засіб для циклічної передачі груп піддонів від вказаної першої станції до вказаної другої станції і від цієї другої станції до вказаної третьої станції або видавальної станції. У порівнянні з існуючими технічними рішеннями, що містяться в патентах США 3874145, 4624099, 4685274, 5065563, 5271207, 6912828 і в заявці США 2001/001702А1, винахід пропонує пакувальну машину, означену вище, з обмеженими витратами, яка легко пристосовується до змінюваних вимог середовища і невеликого кінцевого виробництва, що має високу технологічну надійність і високу часову продуктивність, здатну з високою точністю поводитися з піддонами з продуктом, не протягуючи їх по фіксованих напрямних ковзання, уникаючи пошкодження або непривабливого дряпання піддонів і утворення пилових забруднень на проміжній пакувальній станції машини. Цих цілей досягають за рахунок побудови трьох станцій машини в формі, виключно направленій на задачу, яку вони повинні виконати, усуваючи звичайний з'єднувальний конвеєр між цими станціями і використовуючи рушійні і підіймальні пристрої для спільної передачі від однієї станції до іншої попередньо сформованих груп піддонів, вміщених в один або два ряди з більше ніж одним піддоном в кожному ряду. Іншою метою винаходу є пропозиція пакувальної машини, що має перераховані ознаки, яку можна легко і повністю промивати без пошкодження електродвигунів і привідних механізмів вказаних рушійних і підіймальних пристроїв, які здійснюють циклічне просування груп піддонів, причому ці засоби вміщені всередині герметизованої верхньої камери машини. Ці і інші ознаки пакувальної машини узагальнені в прикладеному пункті 1 і будуть зроблені більш ясними за рахунок наступного опису їх переважного варіанту реалізації, проілюстрованого виключно в формі не обмежуючого рамки винаходу прикладу на чотирьох прикладених листах з кресленнями, на яких: На фіг. 1 і 2 показаний схематичний вигляд машини збоку і її схематичний план зверху, відповідно; на фіг. 3 показаний один з блоків регульованого позиціонування, який зупиняє піддони згідно із заданим планом на першій станції машини; на фіг. 4 показаний в збільшеному масштабі збоку двох рушійних і підіймальних пристроїв, які мають різну форму пальців, призначених для циклічного пересування груп піддонів між трьома робочими станціями машини; на фіг. 5 показаний перспективний вигляд зверху засобу переміщення передавального пристрою; на фіг. 6 показаний вигляд з торця з деталями в розрізі, що демонструє одну з кареток, яка приводить в дію вказані рушійні і підіймальні пристрої з переміщенням по трьох взаємно перпендикулярних осях; на фіг. 7 показаний місцевий вигляд з деталями в розрізі і з принциповою схемою, що демонструє центральну робочу станцію, яка виконує операції модифікації атмосфери всередині упаковки, герметизації і нарізання на окремі упаковки з безперервного листа матеріалу, що застосовується як верхнє покриття вказаних упаковок. Як можна бачити на фіг. 1 і 2, машина містить першу станцію S1, прийнятну для розміщення піддонів V з продуктом в один або два паралельних ряди F1, F2, наприклад, по чотири піддони в ряд, містить проміжну станцію S2, на яку передаються групи піддонів, сформовані на станції S1 для того, щоб бути накритими зверху листом термопластичного матеріалу після утворення модифікованої атмосфери в цих піддонах, де накривний лист береться з безперервного полотна, від якого сформовані упаковки відділяють операцією різання, що виконується в кінці робочого циклу на станції S2 і, нарешті, містить кінцеву станцію видачі S3, на яку передаються піддони, сформовані на станції S2. Згідно з винаходом, вказані робочі станції S1, S2, S3 розділені однаковими проміжками в горизонтальному напрямку, а вздовж цих станцій рухаються 1 UA 109773 C2 5 10 15 20 25 30 35 40 45 50 55 60 і підіймаються пристрої 16, 16", довжина яких така, що дозволяє діяти одночасно на двох послідовно розташованих станціях і така, що по команді вони можуть одночасно передавати групи піддонів зі станції S1 на станцію S2 і зі станції S2 на станцію S3. Станція S1 містить горизонтальний конвеєр 1, що утворюється множиною пасів 101 для матеріалу, придатного для контакту з ковзанням з піддонами V, переважно круглого поперечного перерізу, що стосується типу, який має внутрішні армуючі осердя, розміщені паралельно один одному, будучи розділені короткою відстанню і рухомі при належному натягненні в кільцевих жолобках паралельних роликів 2, 102, 202, що спираються на базову раму 3, причому ролик 2 з найбільшим діаметром приводиться в рух рушійним вузлом 4 так, що піддони V, які лежать на верхній гілці конвеєра 1, спрямовуються до станції S2. Верхня гілка конвеєра 1 розділяється на дві доріжки, ширина яких корелюється з шириною піддонів V в рядах F1, F2 з допомогою подовжньої центральної напрямної 5, яка з'єднується з нижніми частинами рами 3 і має розділювальні кінці 105, і за допомогою бічних напрямних 6, 6'. Останні напрямні виступають на коротку відстань від верхньої гілки конвеєра 1 і з'єднуються з рамою 3 з можливістю регулювання, щоб допустити зміни розмірів піддонів V. В той час як напрямна 5 впливає на верхню кромку піддонів, бічні напрямні 6, 6' впливають на нижню частину тіла цих піддонів, які мають для цієї мети зовнішні кромки, вільні від перешкод аж до короткої відстані від конвеєра 1. Для того, щоб гарантувати, що піддони, вміщені на конвеєр 1, є горизонтальними і якомога більше знаходяться в одній площині, верхня гілка паса 101 проходить по невеликих холостих роликах 7 з жолобками, вміщеними з можливістю обертання на кінцях скоб, вміщених в коробах 8, детально показаних на фіг. 3. Нижні частини коробів 8 мають затискачі 9 для регульованого і знімного кріплення двох стрижнів 10, подовжньо встановлених по центру базової рами 3. Ці стрижні кріпляться до останньої на своїх кінцях поперечками 103, 203. Пари вертикальних стрижнів 11, 11' виступають через верхню стінку кожного короба 8 для підтримки кутикових стрижнів 12, 12', вертикальні плечі яких подібні до решітки із закругленими поверненими вгору зубцями, які в положенніспокою знаходяться під верхньою гілкою конвеєра 1 так, щоб не перетинатися з піддонами, які проходять, і які по сигналу можуть бути підняті так, щоб їх зубці проходили між пасами 101 і над ними для того, щоб служити перпендикулярними бар'єрами між напрямними 5, 6, 6', які зупиняють піддони на верхній гілці конвеєра 1 згідно із заданим порядком і планом. Кожна решітка 12, 12' з'єднується зі стрижнем 113, 113' відповідного лінійного виконавчого механізму 13, 13' (наприклад, виконавчого механізму подвійної дії з пневмо- або гідроприводом), тіло якого встановлене всередині короба 8 разом з вузлом 14 їх виконавчим електричним вентилем. На верхній стінці кожного короба 8, у виїмках в основах решіток 12, 12', є також датчики 15, 15', які повернені вгору для вивчення вільного простору між двома сусідніми пасами 101 і виявлення присутності або відсутності піддону над вказаними решітками. На початку кожного робочого циклу всі решітки 12, 12' опущені за винятком кінцевої пари решіток, найближчої до проміжної станції S2, яка піднята. Піддони, які несуть продукт, просуваються вздовж двох рядів F1 і F2 конвеєра 1 з достатнім проміжком між ними. Коли піддони досягають піднятих кінцевих решіток, піддони зупиняються решітками і їх присутність виявляється датчиками, що знаходяться під ними, які дають команду решіткам, що знаходяться безпосередньо позаду них, піднятися і таким чином зупинити наступну пару піддонів, і цикл повторюється доти, поки не будуть підняті всі решітки 12, 12' і доти, поки всі чотири піддони в ряд не будуть зупинені в кожному ряду F1, F2 конвеєра 1. Після прибуття останніх піддонів конвеєр 1 автоматично зупиняється. Решітки також спрацьовують при контакті з частиною тіла піддонів. Буде очевидно, що завдяки розподіленому контакту поперечних решіток 12, 12' і подовжніх напрямних 5, 6, 6' з піддонами ці піддони V, які несуть продукт, зупиняться в певному порядку, з чудовим узгодженням в подовжньому і поперечному напрямках навіть у випадку, якщо самі піддони не мають довершеної жорсткості і навіть у випадку, якщо вага продукту, що міститься в них, зміщена відносно центра і асиметрична. Як тільки піддони будуть розміщені в певному порядку в S1 і конвеєр 1 зупиниться, решітки 12, 12' опускаються для того, щоб допустити введення в простір між передньою частиною і задньою частиною тіл піддонів в двох рядах F1, F2, без перетинання з піддонами і за допомогою горизонтального просування вздовж осі Х, зубців 116, 116' рушійних і підіймальних пристроїв 16, 16' (фіг. 2 і 5), вміщених по сторонах станцій S1, S2. Це пристрої є паралельним подовжній осі машини і з'єднуються із засобом, описаним нижче, який після вказаного встановлювального кроку просуває ці пристрої з піддонами у вигляді короткого кроку по вертикалі вгору вздовж осі Z, в результаті чого піддони підвішуються між зубцями 116, 116', з подальшим кроком по горизонталі вздовж осі Y з метою передачі груп піддонів від станції S1 до станції S2 і одночасної передачі піддонів, які знаходилися на станції S2 (див. далі) на кінцеву станцію S3. Після вказаного руху вздовж осі Y пристрої 16, 16' опускаються для того, щоб обережно поставити піддони на станції S2 і S3 і більше не перетинатися з піддонами. Потім їх 2 UA 109773 C2 5 10 15 20 25 30 35 40 45 50 55 60 змушують виконати крок по горизонталі вздовж осі Х для відведення їх зубців 116, 116' від груп піддонів, і на завершення вони повертаються в початкове положення шляхом руху по горизонталі вздовж осі Y, в зворотному відносно попереднього подібного руху напрямку. Як показано на фіг. 4, зубці 116, 116' рушійних і підіймальних пристроїв можуть мати простий профіль або жолобчатий профіль, такий як профіль в формі С або здвоєної Т, так, щоб мати можливість діяти з піддонами V і V' різної глибини, і для цієї мети їх верхні кромки В, В' знаходяться на різній відстані від теоретичної нижньої або контактної поверхні, яка позначена як 0. Як показують фігури 5 і 6, кожен пристрій 16, 16' кріпиться швидко і з можливістю відділення центральним затискачем 206 до нижнього кінця вертикального важеля 17, який сам має прецизійні полозки 18, що забезпечують його переміщення по додаткових вертикальних напрямних 118, встановлених на передній ланці 117, яка може, наприклад, мати коробчасту конструкцію для розміщення герметизованого виконавчого механізму 19, який керує кривошипним механізмом 20, кнопка 120 запуску якого виступає з передньої ланки під прямим кутом до вказаних напрямних 118 і з'єднана з ланкою, що має регульовану довжину 21, і інший кінець якого повертається на штифті 22, прикріпленому до важеля 17 так, що пристрій, з'єднаний з останнім, може приймати від вказаної ланки і кривошипного вузла необхідний рух вгору и вниз вздовж указаної оси Z, з фазами прискорення і сповільнення, необхідними для того, щоб гарантувати, що переміщення зубців 116, 116', необхідні для збирання і звільнення піддонів, не штовхали різко продукт, складений на піддонах, який може бути рідиною і тому вимагати обережного поводження. Щоб гарантувати, що це станеться, виконавчий механізм 19 може обережно приводитися в дію і може мати для цього систему електронного контролю швидкості і фази. Детальне зображення на фіг. 9 показує також, що горизонтальні прецизійні полозки 23 встановлені зверху передньої ланки 117, і переміщуються по відповідних горизонтальних напрямних 123, орієнтованих вздовж осі Х і прикріплених до нижньої сторони каретки 24, на верхній стороні якої встановлені прецизійні полозки 25, за допомогою яких вона переміщується по прямих горизонтальних напрямних 125, орієнтованих вздовж осі Y і з'єднаних з базовою рамою 26, що знаходиться у верхній частині проміжної ділянки машини (фіг. 1), і закритої зі своєї нижньої сторони закриваючими стінками 126, які відділяють верхню камеру А1, в якій вміщені привідні засоби для пристосування по осі Х і Y, від нижньої камери А2, в якій відбувається упаковування продуктів, щоб уникнути забруднення цієї нижньої камери і гарантувати можливість її періодичного промивання без пошкодження деталей, що містяться у верхній камері А1. Для цієї мети пластина 27 прямокутної в плані форми прикріплена до верхньої частини каретки 24 перпендикулярно зі своєю довгою стороною вздовж осі Y, так що вона проходить герметично у вікні в рамі 26 паралельно вказаній осі Y. Вона ущільнюється будь-яким відповідним способом, здатним дозволяти вказаній пластині рухатися уперед і назад. Як приклад пластина 27, кінці якої закруглені подібно до скули судна, і яка буде тому називатися далі човником, ходить між двома гнучкими паралельними прокладками 28, 128, прикріпленими до подовжніх сторін вказаного вікна в рамі 26. Прокладки загнуті, наприклад, вгору і прилягають одна до одної і до сторін човника 27. Верхня частина човника виступає в камеру А1 і з'єднується зі смугою 29, прикріпленою затискачем 129 до нижньої гілки нескінченної зубчатої стрічки 30, орієнтованої вздовж осі Y з її кінцями, пропущеними навколо шківів 31, 131, що спираються з можливістю обертання на скоби, встановлені на рамі 26, причому один з вказаних шківів скріплений шпунтом з повільним вихідним валом 32 блока зниження швидкості 33 з приводом від електродвигуна з електронною системою контролю швидкості і фази, наприклад з безщітковим двигуном з двома напрямками обертання і з гальмом, причому вказаний мотор прикріплений до тієї ж рами 26. На фіг. 5 показано, що вал 32 пристосований для того, щоб здійснювати привід і паса 30, і паса 30', які рухають пристрої 16, 16'. У проміжній частині човника 27 є вертикальне гніздо, через яке пропущений, з бічним ущільненням і з можливістю обертання, вертикальний вал 34 (фіг. 6), верхній кінець якого з'єднується з конічною зубчатою передачею 35 з приводом від електродвигуна 36 з гальмом і електронною системою контролю швидкості і фази, які всі закріплені на смузі 29, яка діє в камері А1. Нижній кінець вала 34, однак, з'єднується з приводом, що складається з пари конічних зубчатих коліс 37, вала 38 і черв'ячного і циліндричного зубчатого колеса 39, прикріплених до каретки 24, причому колесо 39 несе прикріплену до нього шестірню 40 з віссю, орієнтованою в напрямку Y, що знаходиться в зачепленні з рейкою 41, орієнтованою по осі Х і прикріпленою одним кінцем до передньої ланки 117, яка може бути тому зміщена для введення і витягання зубців пристрою 16 або 16' між піддонами, які повинні переміщатися або вже переміщаються. Човник 27 також має гніздо для пропускання і підтримки труби 42 (фіг. 6), в якій вміщуються всі електричні кабелі, необхідні для живлення і керування засобами переміщення по осях Х і Z, які діють в камері А2 і які (фіг. 5) з'єднуються з гнучкими лотками 43, 43', які рухаються у відповідних напрямних 143, 143', 3 UA 109773 C2 5 10 15 20 25 30 35 40 45 50 55 60 прикріплених в подовжньому напрямку до рами 26 камери А1 для з'єднання різних електричних кабелів з фіксованою панеллю керування і контролю (не показана). Зрозуміло також, що об'єм винаходу включає також в себе варіанти, при яких вказані фіксовані ущільнення 28, 128 можуть бути замінені рухомими зафлюгованими ущільненнями або тому подібним, що застосовуються в механічному інструменті і також варіант, при якому важіль 17 і передня ланка 117 з їх прямим переміщенням по ортогональним осях Х і Y можуть бути замінені маніпуляторами руки робота, підвішеними на каретці 24 і зчленованими тільки по горизонтальних осях, паралельних напрямку Y, що дозволяє виконувати потрібні рухи по осях Х і Y з використанням двигунів з електронними контролем швидкості і фази, які всі вміщуються у верхній камері А1, що може бути задумано і легко сконструйовано фахівцями з даної галузі техніки. Якщо піддони, призначені для упаковування, великі, вони можуть бути розміщені в центральному ряду на станції S1, який не буде мати центральної напрямної 5, і групи піддонів можуть потім бути передані пристроям 16, 16' між послідовними робочими станціями машини за допомогою обмежених переміщень пристроїв вздовж осі Х. На фіг. 1 показано, що проміжна станція S2 стосується типу, який містить нижнє днище 44 і верхню лійку 144, між якими знаходяться групи піддонів, які були розміщені в порядку на станції S1, для герметичного запечатування при наявності модифікованої внутрішньої атмосфери, причому ці засоби застосовуються для цієї мети при відносному вертикальному русі у напрямку один до одного і один від одного. Коли піддони вставляють в S2, лійку 144 підіймають над нижнім днищем 44, яке в свою чергу вміщується таким чином, що піддони можуть вміщуватися зверху окремих пластин 46, які закривають гнізда 46 у вказаному нижньому днищі і які за допомогою нижніх стрижнів або прутів 145 можуть переміщатися відомими засобами (не показані) по вертикалі на певну величину або щонайменше так, що краї В піддонів можуть лежати на зовнішніх краях 146 гнізд 46, так, щоб підтримуватися під час подальших робочих стадій станції S2. У варіанті реалізації, показаному на фіг. 7, пластини 45 можуть бути забезпечені окремими прокладками 47, які утворюють бічне ущільнення в гніздах 46 так, щоб сформувати над вказаними пластинами 45 камери змінного об'єму D, основані на висоті піддонів і ізольовані від зовнішнього середовища, з метою обмежити об'єм газів, що переміщуються під час операцій по модифікації атмосфери всередині піддонів (див. далі). Та ж фіг. 7 показує, що нижнє днище 44 забезпечене по всьому шляху навколо групи піддонів, які вміщені на ньому і виходять з будь-якого з підготовчих рядів F1, F2, плоскою кромкою 246, піднятою на прийнятну величину над краєм 146 камер 46, і саме на цій плоскій кромці 246 вміщуються ущільнювальні прокладки 48. На фіг. 1 показано, що під розтрубом 144 розмотують термопластичну плівку 49 з живильного рулону 149, яку з'єднують зі збираючим обрізки рулоном 249 з приводом від прийнятного рушійного засобу, так що в той час, коли розтруб 144 і нижнє днище 44 сходяться, як на фіг. 7, периферійна кромка 50 вказаного розтруба відтискає плівку 49 вниз і скріплює її з нижніми прокладками 48 так, щоб ізолювати від зовнішнього середовища камери D, які містять піддони, що закриваються. Плівку 49 підіймають на потрібну висоту над верхніми краями В піддонів так, що канали 51 відкриваються у внутрішню сторону піднятого краю 246 нижнього днища і з'єднуються з трубопроводом 151, який сполучається з верхньою частиною камери D над піддоном, який закритий плівкою і сполучається з внутрішнім об'ємом вказаного піддону. Частина камери D під піддоном і обмежена пластинами 45, може бути ізольована від зовнішнього середовища або може бути з'єднана мережею пазів 152, які виконані на пластині 45 і розширюються за межами піддону, з каналом 52, сформованим аксіально в стрижнях або трубах 145, за допомогою яких рухається пластина, так, щоб з'єднуватися зі схемою, яка потім видає повітря зсередини піддонів і/або додатково замінює його модифікованою атмосферою з газів, корисних для збереження продуктів, вміщених в піддон, перед тим як запаюючий вузол 53 опускається і його гарячий край 153 притискує плівку 49 до кромки В піддону V і з'єднує його з останнім, після чого штамп 54 опускається для взаємодії із зовнішнім флангом краю 146 нижнього днища для того, щоб відрізати частину плівки, яка закриває піддон, від іншої плівки, яка після підйому запаюючого вузла, штампу і розтруба 144 збирається на рулон 249 і замінюється новим, не торканим шматком плівки, що надходить з рулону 149 на фіг. 1. Виключно як приклад (фіг. 7) засіб для кондиціонування атмосфери в піддонах перед тим, як вони будуть закриті, може містити дві лінії 55, 155, з'єднані, наприклад, з вказаними частинами 52, 151, які за допомогою вентилів з електричним керуванням 56, 156 можуть бути з'єднані зі щонайменше одним вакуумним насосом 57. Роботою останнього керує вакуумний датчик 58, який дозволяє здійснювати контроль за пуском і зупинкою насоса 57; або ж вони можуть бути з'єднані з вентилями з електричним керуванням 59, 159 з резервуарами або накопичувачами прийнятної ємності 60, 160, що містять стиснутий газ для формування модифікованої атмосфери в піддонах, причому цей газ подається з джерела 61 через двопозиційний засіб 62, через регулятор тиску 63 з 4 UA 109773 C2 5 10 15 20 манометром 163 і через витратомір 64, від якого може бути подана команда для увімкнення вентиля з електричним керуванням 62. Діючи через пульт керування 73 і без зміни будь-якого обладнання машини оператор може вибрати спосіб додаткового внутрішнього кондиціонування піддонів перед їх закриванням, що буде потім здійснено шляхом видалення повітря з піддонів або шляхом вдування газу (газів) в піддони, або спочатку шляхом видалення і потім шляхом вдування газу (газів), або шляхом видалення і одночасно вдування газу (газів) з взаємно видалених ділянок піддонів. Кожен раз, коли пристрої 16, 16' передають групу заповнених піддонів з S1 на S2, ті ж пристрої передають групу заповнених, кондиціонованих і закритих піддонів від S2 на станцію S3, що складається з пари горизонтальних прилеглих один до одного конвеєрів 65, 165, схожих з подавальним конвеєром 1, з подовжніми зовнішніми і регульованими напрямними 166, 266. Ці два конвеєри встановлюються на загальній опорній рамі і розділяються подовжньою центральною напрямною 66, яка розділяє два ряди піддонів і паси якої обгорнені навколо кінцевих роликів 67, 167 і 68, 168, що приводяться в дію відповідними моторами-редукторами 60, 169. Невеликі холості ролики, позначені позиціями 70, 170, забезпечують площинність верхньої гілки пасів конвеєрів 65, 165. При подальшому увімкненні рушійних блоків 69, 169 ряди піддонів, передані на конвеєри 65, 165, відводяться по одному і піддони, що відводяться, зводяться в один масив на конвеєрі 71 двома напрямними 72, 172, що сходяться. Як показано на фіг. 1, машина включає в себе захисні кожухи СА1, СА2, СА3, виконані повністю або частково з прозорого матеріалу, які всі повністю або частково знімні і/або відкривані, призначені для того, щоб приховати всі рухомі деталі. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 60 1. Машина для упаковування продуктів в жорстких або напівжорстких піддонах, закритих зверху термопластичною плівкою, при виробництві упаковок з модифікованою або немодифікованою атмосферою, що має переміжний режим роботи, яка відрізняється тим, що містить: першу станцію (S1) для підготовки груп заповнених продуктами піддонів (V), розміщених з правильними проміжками між собою в один або два паралельних ряди, проміжну станцію (S2) для закривання і термозварювання покриття на верхній кромці вказаних груп піддонів, за вибором після видалення повітря з вказаних піддонів і/або заміни повітря модифікованою атмосферою, корисною для збереження упакованих продуктів, і з подальшим відрізанням для відділення закритих піддонів від безперервного полотна, з якого береться вказане закриваюче покриття, кінцеву станцію (S3), призначену для видачі груп піддонів з упакованим продуктом, причому вказані станції (S1, S2, S3) рівновіддалені одна від одної в напрямку по горизонталі, засоби для періодичного і одночасного переміщення груп піддонів з продуктом від вказаної першої станції (S1) до вказаної другої станції (S2) і від другої станції (S2) до вказаної третьої і кінцевої або видавальної станції (S3), причому вказані засоби для передачі містять рушійний і підіймальний пристрої (16, 16'), які діють вздовж вказаних станцій, які мають довжину, що дозволяє одночасно займати дві такі послідовні станції, і які забезпечені будь-якими засобами, такими як зубці (116, 116') пристроїв, які можуть бути вставлені в поперечному напрямку під передній і задній простір груп в ряду або рядах піддонів, по суті не перетинаючись з ними, і потім можуть бути підняті так, щоб підняти вказані групи піддонів і зняти їх з поверхні, на якій вони лежать, і потім просунутися в подовжньому напрямку для переміщення груп піддонів з однієї станції (S1, S2) на наступну станцію (S2, S3), а потім можуть бути опущені для вміщення груп піддонів на нові станції, і більше не перетинаються з піддонами, з подальшим відведенням в сторону від вказаних груп піддонів і, на закінчення, можуть бути повернені при подовжньому русі, протилежному попередньому руху, в початкове положення для того, щоб повторити робочий цикл, при цьому зубці (116, 116') рушійних і підіймальних пристроїв (16, 16') можуть мати жолобчастий профіль, такий як профіль в формі С або здвоєної Т, так, щоб мати можливість діяти, одночасно або іншим чином, з піддонами різної глибини або висоти. 2. Машина за п. 1, яка відрізняється тим, що вказані рушійні і підіймальні пристрої (16, 16') з'єднані із засобом для просування вздовж трьох взаємно перпендикулярних осей і, зокрема, вздовж осі X для горизонтальних переміщень у напрямку до груп піддонів і від них, осі Y для горизонтальних переміщень для передачі піддонів від однієї станції до наступної і для подальшого повернення в початкове положення, і вертикальної осі Z для рухів підйому і опускання. 3. Машина за п. 2, яка відрізняється тим, що кожен з рушійних і підіймальних пристроїв (16, 16') прикріплений відповідними засобами (206) до нижнього кінця відповідного вертикального 5 UA 109773 C2 5 10 15 20 25 30 35 40 45 важеля (17), який сам має полозки (18), що забезпечують його переміщення по додаткових вертикальних напрямних (118), встановлених на передній ланці (117), в якій вміщується герметизований виконавчий механізм (19), який керує кривошипним механізмом (20), у якого кнопка (120) запуску з'єднана з регульованою ланкою (21), інший кінець якої повертається на штифті (22), прикріпленому до вказаного важеля (17) таким чином, що пристрій (16, 16'), з'єднаний з останнім, може прийняти від відповідної ланки і кривошипного вузла необхідний рух вздовж вказаної осі Z, що варіюється вгору і вниз, причому передня ланка (117) має зверху горизонтальні полозки (23), призначені для переміщення по відповідних прямих напрямних (123), орієнтованих по осі X і прикріплених до нижньої сторони каретки (24), зверху якої змонтовані полозки (25), за допомогою яких вона переміщається по прямих горизонтальних напрямних (125), орієнтованих вздовж осі Y і з'єднаних з базовою рамою (26), що знаходиться у верхній частині проміжної станції (S2) і закрита з нижньої сторони закриваючими стінками (126), які відділяють верхню камеру (А1), в якій вміщений засіб приведення в дію пристрою по осях X і Y, від нижньої камери (А2), в якій упаковують продукти, щоб уникнути забруднення цієї нижньої камери і забезпечити її періодичне промивання без пошкоджень деталей, які містяться у вказаній верхній камері (А1). 4. Машина за п. 3, яка відрізняється тим, що пластина (27) в формі човника прикріплена перпендикулярно до верхньої частини вказаної каретки (24) і проходить герметично у вікні у вказаній рамі (26) паралельно осі Y і ущільнюється будь-якими прийнятними засобами (28, 128), що забезпечують переміщення вказаної пластини уперед і назад, причому верхня частина вказаного човника, яка виступає в камеру (А1), несе смугу (29), прикріплену до гілки нескінченної стрічки (30) з жорстким приводом, орієнтованої вздовж осі Y, її кінцями, пропущеними навколо шківів (31, 131), що спираються з можливістю обертання на скоби, встановлені на рамі (26), причому один з вказаних шківів скріплений шпунтом з повільним вихідним валом блока (33) зниження швидкості з приводом від електродвигуна з електронною системою контролю швидкості і фази, з двома напрямками обертання і з гальмом, причому вказаний двигун прикріплений до тієї ж рами (26), а в проміжній частині вказаного човника (27) є вертикальне гніздо, через яке пропущений, з бічним ущільненням і з можливістю обертання, вал (34), верхній кінець якого з'єднується, наприклад, з конічною зубчатою передачею (35) з приводом від електродвигуна (36) з гальмом і електронною системою контролю швидкості і фази, які всі закріплені на вказаній смузі (29), в той час як нижній кінець вказаного вала (34) з'єднаний з жорстким приводом, який складається з пари конічних зубчатих коліс (37), горизонтального вала (38) і черв'ячного і циліндричного зубчатого колеса (39), які підтримуються кареткою (24), причому колесо (39) несе прикріплену до нього шестірню (40) з віссю, орієнтованою в напрямку Y, що знаходиться в зачепленні з рейкою (41), орієнтованою по осі X і прикріпленою одним кінцем до передньої ланки (117), яка може бути тому зміщена для введення і витягання зубців пристрою (16, 16') між піддонами, які повинні переміщатися або вже переміщаються, а вказаний човник (27) також виконаний з можливістю підтримки вертикальної труби (42), в якій вміщуються всі електричні кабелі, необхідні для живлення і керування засобами переміщення по осях X і Z, які діють в нижній камері (А2). 5. Машина за п. 3, яка відрізняється тим, що з кожної вказаної каретки (24), з'єднаної з верхнім засобом (27-33) для горизонтального переміщення пристроїв (16, 16') вздовж горизонтальної осі Y, може звішуватися роботизована рука, що має передню ланку, важіль і зап'ясток, яка несе відповідний пристрій (16, 16') і в якій всі обертання з'єднані з верхньою віссю з'єднання з вказаною кареткою, так що за допомогою відповідних приводів для примусового руху, що проходять через вказаний човник (27), кожна роботизована рука може керуватися рушійними вузлами, які всі знаходяться у верхній камері (А1) машини для переміщення пристроїв вздовж осей X і Z. 6 UA 109773 C2 7 UA 109773 C2 8 UA 109773 C2 9 UA 109773 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for packaging products in rigid or semirigid trays sealed across the top by a thermoplastic film, particularly for producing packs in a modified atmosphere
Автори англійськоюVaccari, Massimiliano
Автори російськоюВаккари Массимилиано
МПК / Мітки
МПК: B65B 7/16, B65G 25/02
Мітки: герметизованих, упаковування, призначена, машина, напівжорстких, піддонах, жорстких, зверху, виробництва, упаковок, термопластичною, плівкою, атмосферою, особливої, модифікованою, продуктів
Код посилання
<a href="https://ua.patents.su/12-109773-mashina-priznachena-dlya-upakovuvannya-produktiv-u-zhorstkikh-abo-napivzhorstkikh-piddonakh-germetizovanikh-zverkhu-termoplastichnoyu-plivkoyu-osoblivo-dlya-virobnictva-upakovok-z.html" target="_blank" rel="follow" title="База патентів України">Машина, призначена для упаковування продуктів у жорстких або напівжорстких піддонах, герметизованих зверху термопластичною плівкою, особливо для виробництва упаковок з модифікованою атмосферою</a>
Спосіб підготовки вторинної сировини з пет до виробництва упаковок для харчових продуктів
Номер патенту: 35118
Опубліковано: 26.08.2008
Автори: Желудов Ігор Миколайович, Куценко Олександр Вікторович, Савченко Віктор Степанович
МПК: C08J 11/00, B29B 17/00
Мітки: пет, вторинної, продуктів, упаковок, сировини, виробництва, спосіб, підготовки, харчових
Формула / Реферат:
1. Спосіб підготовки вторинної сировини з поліетилентерефталату до виробництва упаковок для харчових продуктів за допомогою твердофазної поліконденсації під вакуумом, який відрізняється тим, що першим пружинним транспортером подають подрібнену сировину з бункера завантаження сировини до магнітного сепаратора, де магнітною багатоступеневою сепарацією відділяють феромагнітні включення, після чого сировину подають до ємності з оболонкою і...
Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Номер патенту: 79456
Опубліковано: 25.06.2007
Автори: Бенедетті Паоло, Ліндгрін Елф
МПК: B65B 55/04, A61L 2/20
Мітки: попередньо, машина, харчових, вирізаних, листового, виготовлення, розливних, матеріалу, продуктів, пакувальна, пакувального, заготовок, спосіб, упаковок, герметичних
Формула / Реферат:
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6,...
Спосіб упаковування кави та пакувальна машина для упаковування кави
Номер патенту: 86394
Опубліковано: 27.04.2009
Автори: Белльманн Йоахім, Флігер Юрген
МПК: B31B 1/00, B65D 75/52, B65B 61/18
Мітки: спосіб, кави, машина, пакувальна, упаковування
Формула / Реферат:
1. Спосіб упаковування кави, в якому каву заповнюють у внутрішній мішок, і зовнішні обгортки транспортують в машинному напрямку і обгортають навколо внутрішнього мішка до або після заповнення кави у внутрішній мішок, причому на зовнішню обгортку наносять відривні стрічки під кутом до машинного напрямку.2. Спосіб за п. 1, в якому відривні стрічки наносять в напрямку, по суті перпендикулярному машинному напрямку.3. Спосіб за п. 1...
Пакувальна машина і спосіб упаковування
Номер патенту: 104035
Опубліковано: 25.12.2013
Автори: Ліндблад Ульф, Ольссон Дженні
МПК: B65B 55/00, B65B 31/00
Мітки: пакувальна, спосіб, машина, упаковування
Формула / Реферат:
1. Пакувальна машина (1), що містить зону (9) заповнення для заповнення упаковок (19) через їх відповідний відкритий кінець (29), зону (11) запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону (13) кінцевого згинання для формування упаковок після запечатування і конвеєр (17) для транспортування упаковок через вказані зони в напрямку (Т) транспортування, яка відрізняєтьсятим, щоконвеєр...
Пристрій для упаковування продуктів у пакети з термосклейного матеріалу
Номер патенту: 61710
Опубліковано: 15.02.2006
Автори: Мироненко Віталій Олексійович, Голованов Сергій Віталійович
МПК: B65B 9/06
Мітки: термосклейного, продуктів, упаковування, матеріалу, пристрій, пакети
Формула / Реферат:
Корисна модель належить до області газового аналізу, а конкретніше до термокондуктометричних газоаналізаторів, що призначені для виміру компонентів бінарних і псевдо бінарних газових сумішей.Відомо про автоматичний датчик газоаналізатора ТП1126, призначений для визначення вмісту водню в повітрі, виробництва Вируського заводу газоаналізаторів (Естонія), який є аналогом пристрою, що заявляється.Основним вузлом датчика - аналога є...
Попередній патент: Агент для підвищення гідрофільності ґрунту і способи його застосування
Наступний патент: Кристалічні форми саксагліптину та процес його одержання (варіанти)
Випадковий патент: Спосіб тестування загального рівня протромбіну та виявлення його функціонально неактивних форм у плазмі крові