Трубчатий нарізний елемент, забезпечений сухим захисним покриттям
Номер патенту: 95926
Опубліковано: 26.09.2011
Автори: Борде Лоран, Жийо Лоран, Гар Ерік, Пінель Ельєтт
Формула / Реферат
1. Нарізний елемент для нарізного трубчатого з'єднання, який протистоїть заїданню і містить різь, покриту твердим тонким покриттям, що не є липким на дотик і пристає до підкладки, яке містить тверду основу, в якій завислі частинки твердого мастила, який відрізняється тим, що тверда основа є змащувальною і демонструє реологічну поведінку пластичного і в'язкопластичного типу, а вказані частинки твердого мастила містять частинки мастил з щонайменше двох з числа класів 1, 2, 3 і 4.
2. Нарізний елемент за п. 1, в якому вказана основа має температуру плавлення в діапазоні від 80°С до 320°С.
3. Нарізний елемент за п. 1 або п. 2, в якому вказана основа містить щонайменше один термопластичний полімер.
4. Нарізний елемент за п. 3, в якому вказаним термопластичним полімером є поліетилен.
5. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше одне металеве мило.
6. Нарізний елемент за п. 5, в якому мило пристосоване для того, щоб сприяти захопленню частинок покриття, що виникли в результаті тертя.
7. Нарізний елемент за п. 5 або п. 6, в якому милом є стеарат цинку.
8. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше один віск рослинного, тваринного, мінерального або синтетичного походження.
9. Нарізний елемент за п. 8, в якому віск пристосований для того, щоб сприяти захопленню частинок покриття, що виникли в результаті тертя.
10. Нарізний елемент за п. 8 або п. 9, в якому воском є карнаубський віск.
11. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше один уповільнювач корозії.
12. Нарізний елемент за п. 11, в якому уповільнювачем корозії є похідне сульфонату кальцію.
13. Нарізний елемент за п. 11 або п. 12, де основа містить щонайменше одне металеве мило, яке вибране таким чином, щоб поліпшити час появи корозії при проведенні випробування на корозію в сольовому тумані згідно зі стандартом ISO 9227.
14. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше один рідкий полімер з кінематичною в'язкістю при 100 °С, що дорівнює щонайменше 850 мм2/с.
15. Нарізний елемент за п. 14, в якому вказаний рідкий полімер не розчинний у воді.
16. Нарізний елемент за п. 14 або п. 15, в якому вказаний рідкий полімер вибирають з числа алкілполіметакрилату, полібутилену, поліізобутилену і полідіалкілсилоксану.
17. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше одну поверхнево-активну речовину.
18. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше один барвник.
19. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше один антиоксидант.
20. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 2 і щонайменше одного твердого мастила класу 4.
21. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 1, щонайменше одного твердого мастила класу 2 і щонайменше одного твердого мастила класу 4.
22. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила не містять частинок графіту.
23. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять щонайменше частинки нітриду бору як твердого мастила класу 1.
24. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила не містять частинок дисульфіду молібдену.
25. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 2, вибрані з числа графітового фториду, сульфідів олова і сульфідів вісмуту.
26. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять щонайменше частинки політетрафторетилену як твердого мастила класу 4.
27. Нарізний елемент за одним з попередніх пунктів, в якому вказане покриття містить молекули щонайменше одного фулерену зі сферичною формою.
28. Нарізний елемент за одним з попередніх пунктів, в якому склад основи є наступним, ваг. %:
гомополімеру поліетилену
15-90
карнаубський віск
5-30
стеарат цинку
5-30
похідне сульфонату кальцію
0-50
алкілполіметакрилат
0-15
барвник
0-1
антиоксидант
0-1.
29. Нарізний елемент за одним з попередніх пунктів, в якому склад основи є наступним, ваг. %:
гомополімер поліетилену
15-90
карнаубський віск
5-30
стеарат цинку
5-30
похідне сульфонату кальцію
0-50
алкілполіметакрилат
0-15
полідиметилсилоксан
0-2
барвник
0-1
антиоксидант
0-1.
30. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %:
графітовий фторид
20-99
нітрид бору
0-30
політетрафторетилен
1-80.
31. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %:
сульфіди олова
20-99
нітрид бору
0-30
політетрафторетилен
1-80.
32. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %:
сульфіди вісмуту
20-99
нітрид бору
0-30
політетрафторетилен
1-80.
33. Нарізний елемент за одним з попередніх пунктів, в якому склад покриття є наступним, ваг. %:
основа
70-95
тверді мастила
5-30.
34. Нарізний елемент за одним з попередніх пунктів, в якому товщина покриття знаходиться в діапазоні від 10 мкм до 50 мкм.
35. Нарізний елемент за одним з попередніх пунктів, в якому покриття наносять також на поверхню ущільнення, яка пристосована для входження у взаємний герметичний контакт з відповідно поверхнею другого нарізного елемента після з'єднання двох нарізних елементів шляхом згвинчування.
36. Нарізне трубчате з'єднання, що містить охоплюваний нарізний елемент і охоплюючий нарізний елемент, яке відрізняється тим, що щонайменше один з вказаних нарізних елементів відповідає одному з попередніх пунктів.
37. Спосіб обробки нарізного трубчатого елемента, в якому тонкий шар твердого протизадирного покриття наносять на щонайменше поверхню різі для отримання твердого покриття, який відрізняється тим, що поверхню, призначену для нанесення покриття, піддають обробці, призначеній для поліпшення зчеплення з покриттям, а також тим, що компоненти вказаного покриття відповідають описаним в пунктах 1-35.
38. Спосіб за п. 37, в якому компоненти покриття нагрівають до температури, яка вища температури плавлення основи, і покриття наносять потім шляхом напилювання вказаних компонентів, що містять розплавлену основу.
39. Спосіб за п. 37, в якому покриття наносять шляхом пропускання через полум'я порошку, утвореного компонентами покриття.
40. Спосіб за п. 37, в якому покриття наносять шляхом напилювання водної емульсії, в якій розведені компоненти покриття.
41. Спосіб за одним з пп. 37-40, в якому нарізний елемент нагрівають до температури 80 °С або більше.
42. Спосіб за одним з пп. 37-40, в якому нарізний елемент витримують при температурі навколишнього середовища.
43. Спосіб за одним з пп. 37-42, в якому вказаний спосіб обробки поверхні вибирають з числа механічної обробки, хімічної обробки і нанесення інертного відкладення.
44. Спосіб за одним з пп. 37-43, в якому поверхня, на яку повинне бути нанесене покриття, є металевою поверхнею, і вказана обробка поверхні є обробкою з метою хімічної конверсії вказаної поверхні.
45. Спосіб за п. 44, в якому вказана обробка з метою хімічної конверсії є фосфатацією.
46. Спосіб за одним з пп. 37-45, в якому вказана обробка поверхні супроводжується обробкою з метою просочення нерівностей або пор в призначеній для нанесення покриття поверхні (12) наноматеріалами (11) з антикорозійною дією.
47. Спосіб за п. 46, в якому вказаними наноматеріалами є частинки (11) оксиду цинку.
48. Спосіб за п. 46 або п.47, в якому вказані наноматеріали мають середній розмір частинок близько 200 нм.
49. Спосіб за одним з пп. 46-48, в якому вказані наноматеріали наносять в формі водної дисперсії.
Текст
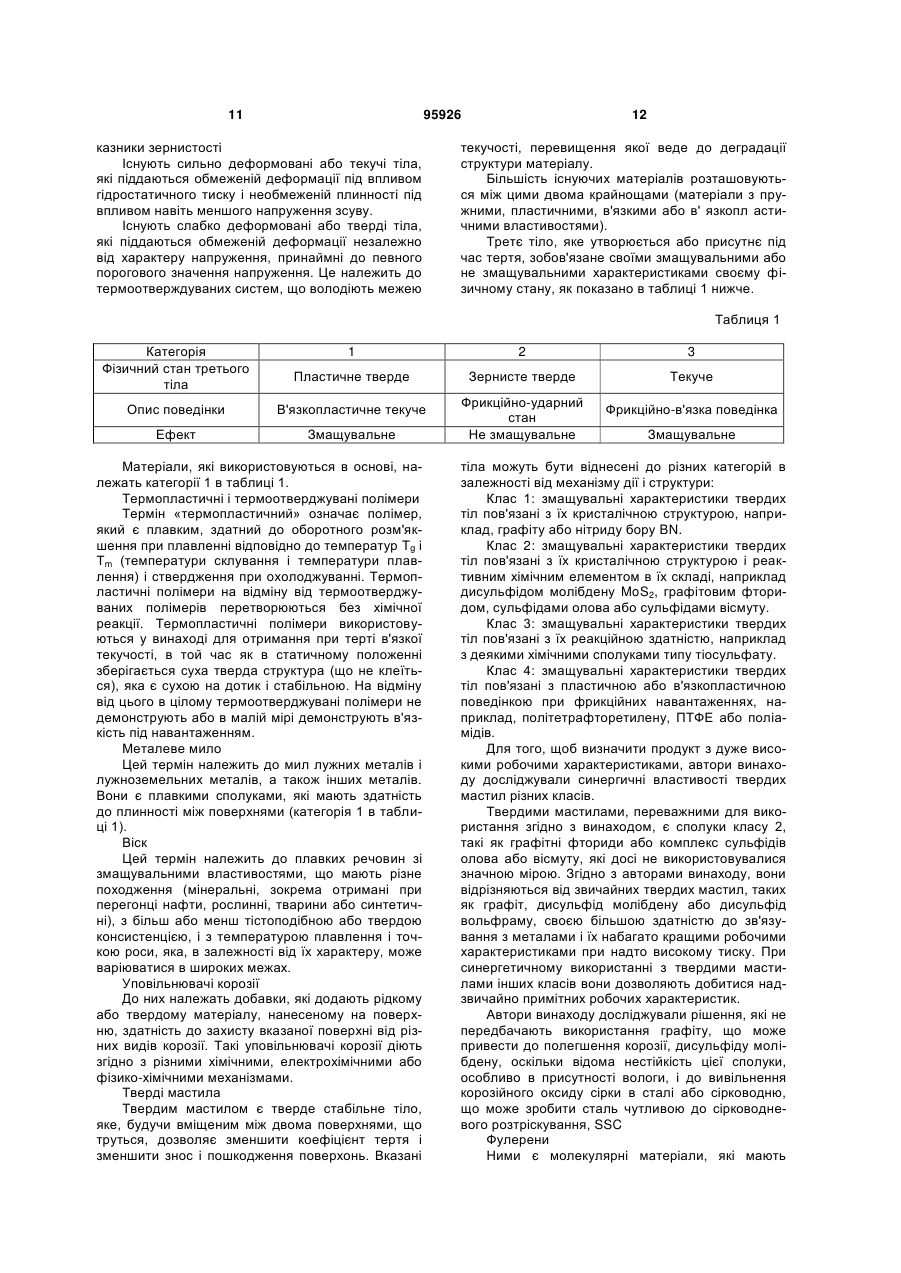
1. Нарізний елемент для нарізного трубчатого з'єднання, який протистоїть заїданню і містить різь, покриту твердим тонким покриттям, що не є липким на дотик і пристає до підкладки, яке містить тверду основу, в якій завислі частинки твердого мастила, який відрізняється тим, що тверда основа є змащувальною і демонструє реологічну поведінку пластичного і в'язкопластичного типу, а вказані частинки твердого мастила містять частинки мастил з щонайменше двох з числа класів 1, 2, 3 і 4. 2. Нарізний елемент за п. 1, в якому вказана основа має температуру плавлення в діапазоні від 80°С до 320°С. 3. Нарізний елемент за п. 1 або п. 2, в якому вказана основа містить щонайменше один термопластичний полімер. 4. Нарізний елемент за п. 3, в якому вказаним термопластичним полімером є поліетилен. 5. Нарізний елемент за одним з попередніх пунктів, в якому вказана основа містить щонайменше одне металеве мило. 6. Нарізний елемент за п. 5, в якому мило пристосоване для того, щоб сприяти захопленню частинок покриття, що виникли в результаті тертя. 7. Нарізний елемент за п. 5 або п. 6, в якому милом є стеарат цинку. 2 (19) 1 3 класу 2 і щонайменше одного твердого мастила класу 4. 22. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила не містять частинок графіту. 23. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять щонайменше частинки нітриду бору як твердого мастила класу 1. 24. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила не містять частинок дисульфіду молібдену. 25. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 2, вибрані з числа графітового фториду, сульфідів олова і сульфідів вісмуту. 26. Нарізний елемент за одним з попередніх пунктів, в якому частинки твердого мастила містять щонайменше частинки політетрафторетилену як твердого мастила класу 4. 27. Нарізний елемент за одним з попередніх пунктів, в якому вказане покриття містить молекули щонайменше одного фулерену зі сферичною формою. 28. Нарізний елемент за одним з попередніх пунктів, в якому склад основи є наступним, ваг. %: гомополімеру поліетилену 15-90 карнаубський віск 5-30 стеарат цинку 5-30 похідне сульфонату кальцію 0-50 алкілполіметакрилат 0-15 барвник 0-1 антиоксидант 0-1. 29. Нарізний елемент за одним з попередніх пунктів, в якому склад основи є наступним, ваг. %: гомополімер поліетилену 15-90 карнаубський віск 5-30 стеарат цинку 5-30 похідне сульфонату кальцію 0-50 алкілполіметакрилат 0-15 полідиметилсилоксан 0-2 барвник 0-1 антиоксидант 0-1. 30. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %: графітовий фторид 20-99 нітрид бору 0-30 політетрафторетилен 1-80. 31. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %: сульфіди олова 20-99 нітрид бору 0-30 політетрафторетилен 1-80. 32. Нарізний елемент за одним з попередніх пунктів, в якому склад твердого мастила є наступним, ваг. %: сульфіди вісмуту 20-99 нітрид бору 0-30 політетрафторетилен 1-80. 33. Нарізний елемент за одним з попередніх пунктів, в якому склад покриття є наступним, ваг. %: 95926 4 основа 70-95 тверді мастила 5-30. 34. Нарізний елемент за одним з попередніх пунктів, в якому товщина покриття знаходиться в діапазоні від 10 мкм до 50 мкм. 35. Нарізний елемент за одним з попередніх пунктів, в якому покриття наносять також на поверхню ущільнення, яка пристосована для входження у взаємний герметичний контакт з відповідно поверхнею другого нарізного елемента після з'єднання двох нарізних елементів шляхом згвинчування. 36. Нарізне трубчате з'єднання, що містить охоплюваний нарізний елемент і охоплюючий нарізний елемент, яке відрізняється тим, що щонайменше один з вказаних нарізних елементів відповідає одному з попередніх пунктів. 37. Спосіб обробки нарізного трубчатого елемента, в якому тонкий шар твердого протизадирного покриття наносять на щонайменше поверхню різі для отримання твердого покриття, який відрізняється тим, що поверхню, призначену для нанесення покриття, піддають обробці, призначеній для поліпшення зчеплення з покриттям, а також тим, що компоненти вказаного покриття відповідають описаним в пунктах 1-35. 38. Спосіб за п. 37, в якому компоненти покриття нагрівають до температури, яка вища температури плавлення основи, і покриття наносять потім шляхом напилювання вказаних компонентів, що містять розплавлену основу. 39. Спосіб за п. 37, в якому покриття наносять шляхом пропускання черезполум'я порошку, утвореного компонентами покриття. 40. Спосіб за п. 37, в якому покриття наносять шляхом напилювання водної емульсії, в якій розведені компоненти покриття. 41. Спосіб за одним з пп. 37-40, в якому нарізний елемент нагрівають до температури 80 °С або більше. 42. Спосіб за одним з пп. 37-40, в якому нарізний елемент витримують при температурі навколишнього середовища. 43. Спосіб за одним з пп. 37-42, в якому вказаний спосіб обробки поверхні вибирають з числа механічної обробки, хімічної обробки і нанесення інертного відкладення. 44. Спосіб за одним з пп. 37-43, в якому поверхня, на яку повинне бути нанесене покриття, є металевою поверхнею, і вказана обробка поверхні є обробкою з метою хімічної конверсії вказаної поверхні. 45. Спосіб за п. 44, в якому вказана обробка з метою хімічної конверсії є фосфатацією. 46. Спосіб за одним з пп. 37-45, в якому вказана обробка поверхні супроводжується обробкою з метою просочення нерівностей або пор в призначеній для нанесення покриття поверхні (12) наноматеріалами (11) з антикорозійною дією. 47. Спосіб за п. 46, в якому вказаними наноматеріалами є частинки (11) оксиду цинку. 48. Спосіб за п. 46 або п.47, в якому вказані наноматеріали мають середній розмір частинок близько 200 нм. 49. Спосіб за одним з пп. 46-48, в якому вказані наноматеріали наносять в формі водної дисперсії. 5 Винахід належить до елемента з різзю, призначеного для нарізного з'єднання труб. Існуючий рівень техніки Нарізні елементи, виконані на кінці трубчастого компонента (труби або з'єднання), що використовується в свердловинах для розвідки і видобування вуглеводнів, повинні бути насамперед захищені від корозії під час транспортування і зберігання на буровому майданчику і для цього їх звичайно покривають захисним мастилом або маслом в той час, коли вони залишають заводвиготовлювач. На свердловині вони можуть піддатися декільком циклам згвинчування-розгвинчування. Операції згвинчування виконуються у вертикальному положенні при високому осьовому навантаженні, наприклад ваги труби в декілька метрів довжиною (звичайно довжиною 10-13 метрів), призначеної для збирання у вертикальному положенні за допомогою нарізного з'єднання, що спричиняє небезпеку заїдання, особливо по різі. Крім того, вказане навантаження може бути також локалізоване за рахунок невеликого відхилення осей нарізних елементів, призначених для збирання, оскільки труба, що збирається, повинна бути підвішена вертикально, що підвищує небезпеку заїдання. Так, на фіг. 1 показане збирання на буровому майданчику за допомогою нарізного з'єднання двох труб 1 і 2, що мають довжину 10-13 м, з відхиленням, причому привідний трубчастий ключ 3 використовується для того, щоб направити охоплювану нарізну частину 4 труби 1 в охоплюючу нарізну частину 5 труби 2. Для захисту чутливих частин, таких як нитки різі, від деформації під час операції згвинчуваннярозгвинчування, нитки різі звичайно звільняють від захисного мастила і покривають спеціальним збиральним консистентним мастилом, таким як мастило, що відповідає технічним вимогам API BuI 5А2 або 5A3. У доповнення до недоліків, пов'язаних з необхідністю наносити друге покриття на робочому майданчику, використання такого мастила, заповненого важкими і/або токсичними металами типу свинцю, спричиняє також забруднення свердловини і навколишнього середовища, оскільки надмірне мастило видавлюється з різі при згвинчуванні. Патент США № 6933264 пропонує заміну подвійного покриття одинарним покриттям, яке наносять на заводі-виготовлювачі нарізних елементів, з використанням тонкого шару рідкого мастила з парафіністичною консистенцією (відомою як напівсуха), що містить протизадирну присадку, яка має хімічну дію. Вказане напівсухе покриття, однак, має той же недолік, що вимагає механічного захисту від забруднення пилом або частинками піску під час транспортування і зберігання. Патенти США №№ 4414247, 4630849, 6027145, US-B2-6679526, заявка США 2004/0166341 A1 і Міжнародна патентна заявка WO-2004/033951 пропонують заміни консистентно 95926 6 го мастила різними захисними твердими покриттями, нанесеними на заводі по виробництву нарізних елементів, які містять тверду основу, яка прилипає до підкладки і в якій дисперговані тверді мастильні частинки; серед найчастіше згадуваних сполук знаходиться дисульфід молібдену, MoS2. Такі покриття, хоч і являють собою поліпшення в порівнянні з мастилом, все ж не цілком задовільні. Зокрема, в умовах бурового майданчика покриття часто відлущується і/або частинки відриваються від його приробленої поверхні і розсіюються в навколишньому середовищі, і такі випадки спричиняють повернення трубчастого компонента на завод-виготовлювач. Крім того, такі покриття звичайно вимагають зміцнення шляхом нагрівання в печі до температури близько 200C протягом декількох десятків хвилин, або навіть більше ніж години, що в значній мірі сприяє ускладненню циклу отримання покриття, який не може бути пов'язаний з механічною обробкою різі. Далі, вони звичайно не захищають або не захищають в достатній мірі нарізні елементи від корозії, і тому в документах US В2 6679526 і WO 2004/033951 пропонується нанесення окремого шару перешкоджаючого корозії матеріалу (металевої солі карбонової кислоти в першому документі, епоксидної смоли, що містить частинки цинку у другому документі). Таке двошарове покриття вимагає ще більш складних виробничих циклів і все ж не дозволяє вирішити проблеми відділення частинок. Метою даного винаходу є усунення недоліків звичайних мастил і сухих або напіврідких покриттів щонайменше з технологічної точки зору в умовах робочого майданчика і відносно продуктивності при нанесенні покриттів, а також додатково з точки зору корозії. Термін «згвинчування в умовах робочого майданчика» означає згвинчування у вертикальному положенні, при якому (і) перший нарізний елемент фіксується у вертикальному положенні і (іі) другий нарізний елемент, який повинен бути з'єднаний з першим нарізним елементом і який розміщується на нижньому кінці труби, довжина якої може досягати 13 метрів, або утворює з ним одне ціле, утримується по суті у вертикальному положенні над першим нарізним елементом за допомогою підіймального пристрою, причому другий нарізний елемент з'єднується з першим з використанням відповідного пристрою, такого як трубчастий ключ. Аналогічним чином термін «розгвинчування в умовах робочого майданчика» означає розгвинчування розташованих вертикально першого і другого нарізних елементів і, таким чином, підтримку ваги труби з можливим відхиленням осей, причому труба, яку мається намір відгвинтити, підвішується в підіймальному пристрої. Зокрема, винахід пропонує нарізний елемент для нарізного трубчастого з'єднання, який протистоїть заїданню і містить різь, покриту твердим 7 тонким покриттям, яке не є липким на дотик і пристає до підкладки, яке містить тверду основу, в якій завислі частинки твердого мастила. Згідно з винаходом, тверда основа є змащувальною і демонструє реологічну поведінку пластичного і в'язкопластичного типу, а вказані частинки твердого мастила містять частинки мастил з щонайменше двох з числа класів 1, 2, 3 і 4, як буде показано нижче. Необов'язкові характеристики винаходу, які можуть бути доповнюючими або замінюючими, перераховані нижче: вказана основа має температуру плавлення в діапазоні від 80C до 320C; вказана основа містить щонайменше один термопластичний полімер; вказаним термопластичним полімером є поліетилен; вказана основа містить щонайменше одне металеве мило; мило пристосоване для того, щоб сприяти захопленню частинок покриття, що виникли в результаті тертя; металевим милом є стеарат цинку; вказана основа містить щонайменше один віск рослинного, тваринного, мінерального або синтетичного походження; віск пристосований для того, щоб сприяти захопленню частинок покриття, що виникли в результаті тертя; воском є карнаубський віск; вказана основа містить щонайменше один уповільнювач корозії; уповільнювачем корозії є похідне сульфонату кальцію; мило вибирають таким чином, щоб поліпшити час появи корозії при проведенні випробування на корозію в сольовому тумані згідно зі стандартом ISO 9227; вказана основа містить щонайменше один рідкий полімер з кінематичною в'язкістю при 100°С, 2 що дорівнює щонайменше 850 мм /сек; вказаний рідкий полімер не розчинний у воді; вказаний рідкий полімер вибирають з числа алкілполіметакрилату, полібутилену, поліізобутилену і полідіалкілсилоксану; вказана основа містить щонайменше одну поверхнево-активну речовину; вказана основа містить щонайменше один барвник; вказана основа містить щонайменше один антиоксидант; частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 2 і щонайменше одного твердого мастила класу 4; частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 1 щонайменше одного твердого мастила класу 2 і щонайменше одного твердого мастила класу 4; частинки твердого мастила не містять частинок графіту; частинки твердого мастила містять щонайменше частинки нітриду бору як твердого мастила класу 1; частинки твердого мастила не містять части 95926 8 нок дисульфіду молібдену; частинки твердого мастила містять частинки щонайменше одного твердого мастила класу 2, вибрані з числа графітового фториду, сульфідів олова і сульфідів вісмуту; частинки твердого мастила містять щонайменше частинки політетрафторетилену як твердого мастила класу 4; вказане покриття містить молекули щонайменше одного фулерену зі сферичною формою; склад основи по вазі є наступним: гомополімер поліетилену 15-90% карнаубський віск 5-30% стеарат цинку 5-30% похідне сульфонату кальцію 0-50% алкілполіметакрилат 0-15% барвник 0-1% антиоксидант 0-1% склад основи по вазі є наступним: гомополімер поліетилену 15-90% карнаубський віск 5-30% стеарат цинку 5-30% похідне сульфонату кальцію 0-50% алкілполіметакрилат 0-15% полідиметилсилоксан 0-2% барвник 0-1% антиоксидант 0-1% склад твердого мастила по вазі є наступним: графітовий фторид 20-99% нітрид бору 0-30% політетрафторетилен 1-80% склад твердого мастила по вазі є наступним: сульфіди олова 20-99% нітрид бору 0-30% політетрафторетилен 1-80% склад твердого мастила по вазі є наступним: сульфіди вісмуту 20-99% нітрид бору 0-30% політетрафторетилен 1-80% склад покриття по вазі є наступним: основа 70-95% тверді мастила 5-30% товщина покриття знаходиться в діапазоні від 10 мкм до 50 мкм покриття наносять також на поверхню ущільнення, яка пристосована для входження у взаємний герметичний контакт з відповідно поверхнею другого нарізного елемента після з'єднання двох нарізних елементів шляхом згвинчування. Винахід належить також до нарізного трубчастого з'єднання, що містить охоплюваний нарізний елемент і охоплюючий нарізний елемент, в якому щонайменше один з вказаних нарізних елементів відповідає описаному вище, і до способу обробки нарізного трубчастого елемента, в якому тонкий шар твердого протизадирного покриття, описаний вище, наносять на щонайменше поверхню різі після того, як поверхню, призначену для нанесення покриття, піддають обробці, призначеній для поліпшення зчеплення з покриттям. Спосіб згідно з винаходом може містити щонайменше одну з наступних ознак: нагрівання компонентів покриття до температури, яка вища температури плавлення основи, і подальше нанесення покриття шляхом напилю 9 вання вказаних компонентів, що містять розплавлену основу; покриття наносять шляхом пропускання через полум'я порошку, утвореного компонентами покриття; покриття наносять шляхом напилювання водної емульсії, в якій розведені компоненти покриття; нарізний елемент нагрівають до температури 80C або більше; нарізний елемент витримують при температурі навколишнього середовища; вказаний спосіб обробки поверхні вибирають з числа механічної обробки; хімічної обробки і нанесення інертного відкладення; поверхня, на яку повинно бути нанесене покриття, є металевою поверхнею, і вказана обробка поверхні є обробкою з метою хімічної конверсії вказаної поверхні; вказана обробка з метою хімічної конверсії є фосфатацією; вказана обробка поверхні супроводжується обробкою з метою просочування нерівностей або пор в призначеній для нанесення покриття поверхні (12) наноматеріалами (11) з антикорозійною дією; вказаними наноматеріалами є частинки (11) оксиду цинку; вказані наноматеріали мають середній розмір частинок близько 200 нм; вказані наноматеріали наносять в формі водної дисперсії. Особливості і переваги винаходу стануть очевидними з приведеного нижче опису, виконаного з посиланням на прикладені креслення. На фіг. 1 показане схематичне зображення двох труб, готових до збирання шляхом згвинчування їх нарізних елементів в свердловині для видобування вуглеводнів; на фіг. 2 показана, в більш великому масштабі, частина нарізної поверхні нарізного елемента, пори якого просочилися наноматеріалами згідно з способом, що є предметом винаходу; на фіг. 3 і 4 схематично показані пристрої, які можуть бути використані для реалізації способу згідно з винаходом; на фіг. 5 схематично показаний пристрій для оцінки покриття за допомогою випробування згвинчування-розгвинчування. Винахід належить до дослідження поведінки при терті певних матеріалів і приводить до певних висновків, які підсумовані нижче. Фундаментальні концепції Ефект плівки перенесення твердого мастила або ефект утворення лусочок Тверді мастила в гідродинамічному режимі і режимі сухого змащування, будучи дисперговані в текучому або в'язкопластичному матеріалі, мають тенденцію до фіксації на поверхнях стабільним чином, модифікуючи їх фрикційні характеристики. Вони переносяться і зв'язуються з поверхнею за рахунок хімічного зв'язку, що веде до хорошої зносостійкості і поліпшення фрикційних характеристик. Характер твердих частинок забезпечує поверхні захистом від зносу, з опором і властивостями протистояння зносу при екстремальному тиску, що 95926 10 генерується високими поверхневими напруженнями, які називають тиском Герца, при низькому коефіцієнті тертя в широкому діапазоні навантажень і швидкостей тертя. Такі характеристики для створення ефекту плівки перенесення або ефекту утворення лусочок використовуються при тих видах тертя, при яких в поверхнях періодично виникають напруження, такі як ті, які виникають при згвинчуванні і розгвинчуванні систем нарізних трубчастих з'єднань. Третє тіло, що утворюється при терті Третє тіло, що утворюється при терті, виникає між двома поверхнями, що знаходяться в контакті в процесі тертя. За відсутності змащування два тіла труться одне об одне і під навантаженням створюють третє тіло, що утворюється продуктами зношування кожного з тіл, які можуть піддаватися і можуть не піддаватися хімічних перетворень. Це третє тіло охоплює частину фрикційних характеристик своїм підведенням під прикладеним навантаженням, своїм механізмом перетворення під навантаженням і своєю здатністю мігрувати, закріплятися або видалятися. Коли між двома тілами вміщують рідке, текуче або пластичне тверде мастило, що деформується пластичним чином при зсуві з потоком матеріалу, мастило утворює плівку, що розділяє поверхні двох тіл, яка сама утворює третє тіло. її хімічний склад модифікується в граничних умовах, тобто тоді, коли при контакті змазаних матеріалів виникають сили тертя з утворенням твердих частинок, змішаних з текучим або пластичним матеріалом. Властивості при надмірному тиску Деякі продукти мають властивості, що дозволяють поверхням, підданим дуже високому тиску Герца, протистояти зносу і ковзати з низьким коефіцієнтом тертя. Тиск Герца Контактуючі поверхні, що знаходяться під навантаженням, піддаються пружній деформації, утворюючи зону контакту з певною площею поверхні. Прикладене навантаження, розділене на вказану площу поверхні, являє собою тиск Герца. При високому тиску Герца тверді матеріали, які не є пластичними, можуть піддаватися внутрішній зсувній деформації, зменшуючи свій термін служби за рахунок втоми матеріалу, в той час як тверді пластичні матеріали переносять цю зсувну деформацію без структурної деградації. Основа Цей термін означає систему, що дозволяє фіксувати або переносити активну складову на це місце. Вона служить також засобом зчеплення гетерогенної системи і може мати функції, які доповнюють функції активних складових, які вона зв'язує або переносить. Синергетичний ефект Тіла, що мають базові властивості, можуть бути об'єднані в складне тіло, яке має повністю відмінні характеристики і поведінку. У випадку, коли така поведінка відбивається на робочих характеристиках, які кращі сумарних робочих характеристик компонентів, існує синергетичний ефект. В'язкість, пластичність, в'язкопластичність, по 11 95926 казники зернистості Існують сильно деформовані або текучі тіла, які піддаються обмеженій деформації під впливом гідростатичного тиску і необмеженій плинності під впливом навіть меншого напруження зсуву. Існують слабко деформовані або тверді тіла, які піддаються обмеженій деформації незалежно від характеру напруження, принаймні до певного порогового значення напруження. Це належить до термоотверждуваних систем, що володіють межею 12 текучості, перевищення якої веде до деградації структури матеріалу. Більшість існуючих матеріалів розташовуються між цими двома крайнощами (матеріали з пружними, пластичними, в'язкими або в' язкопл астичними властивостями). Третє тіло, яке утворюється або присутнє під час тертя, зобов'язане своїми змащувальними або не змащувальними характеристиками своєму фізичному стану, як показано в таблиці 1 нижче. Таблиця 1 Категорія Фізичний стан третього тіла 1 2 3 Пластичне тверде Зернисте тверде Текуче Опис поведінки В'язкопластичне текуче Ефект Змащувальне Матеріали, які використовуються в основі, належать категорії 1 в таблиці 1. Термопластичні і термоотверджувані полімери Термін «термопластичний» означає полімер, який є плавким, здатний до оборотного розм'якшення при плавленні відповідно до температур Tg і Тm (температури склування і температури плавлення) і ствердження при охолоджуванні. Термопластичні полімери на відміну від термоотверджуваних полімерів перетворюються без хімічної реакції. Термопластичні полімери використовуються у винаході для отримання при терті в'язкої текучості, в той час як в статичному положенні зберігається суха тверда структура (що не клеїться), яка є сухою на дотик і стабільною. На відміну від цього в цілому термоотверджувані полімери не демонструють або в малій мірі демонструють в'язкість під навантаженням. Металеве мило Цей термін належить до мил лужних металів і лужноземельних металів, а також інших металів. Вони є плавкими сполуками, які мають здатність до плинності між поверхнями (категорія 1 в таблиці 1). Віск Цей термін належить до плавких речовин зі змащувальними властивостями, що мають різне походження (мінеральні, зокрема отримані при перегонці нафти, рослинні, тварини або синтетичні), з більш або менш тістоподібною або твердою консистенцією, і з температурою плавлення і точкою роси, яка, в залежності від їх характеру, може варіюватися в широких межах. Уповільнювачі корозії До них належать добавки, які додають рідкому або твердому матеріалу, нанесеному на поверхню, здатність до захисту вказаної поверхні від різних видів корозії. Такі уповільнювачі корозії діють згідно з різними хімічними, електрохімічними або фізико-хімічними механізмами. Тверді мастила Твердим мастилом є тверде стабільне тіло, яке, будучи вміщеним між двома поверхнями, що труться, дозволяє зменшити коефіцієнт тертя і зменшити знос і пошкодження поверхонь. Вказані Фрикційно-ударний стан Не змащувальне Фрикційно-в'язка поведінка Змащувальне тіла можуть бути віднесені до різних категорій в залежності від механізму дії і структури: Клас 1: змащувальні характеристики твердих тіл пов'язані з їх кристалічною структурою, наприклад, графіту або нітриду бору BN. Клас 2: змащувальні характеристики твердих тіл пов'язані з їх кристалічною структурою і реактивним хімічним елементом в їх складі, наприклад дисульфідом молібдену MoS2, графітовим фторидом, сульфідами олова або сульфідами вісмуту. Клас 3: змащувальні характеристики твердих тіл пов'язані з їх реакційною здатністю, наприклад з деякими хімічними сполуками типу тіосульфату. Клас 4: змащувальні характеристики твердих тіл пов'язані з пластичною або в'язкопластичною поведінкою при фрикційних навантаженнях, наприклад, політетрафторетилену, ПТФЕ або поліамідів. Для того, щоб визначити продукт з дуже високими робочими характеристиками, автори винаходу досліджували синергичні властивості твердих мастил різних класів. Твердими мастилами, переважними для використання згідно з винаходом, є сполуки класу 2, такі як графітні фториди або комплекс сульфідів олова або вісмуту, які досі не використовувалися значною мірою. Згідно з авторами винаходу, вони відрізняються від звичайних твердих мастил, таких як графіт, дисульфід молібдену або дисульфід вольфраму, своєю більшою здатністю до зв'язування з металами і їх набагато кращими робочими характеристиками при надто високому тиску. При синергетичному використанні з твердими мастилами інших класів вони дозволяють добитися надзвичайно примітних робочих характеристик. Автори винаходу досліджували рішення, які не передбачають використання графіту, що може привести до полегшення корозії, дисульфіду молібдену, оскільки відома нестійкість цієї сполуки, особливо в присутності вологи, і до вивільнення корозійного оксиду сірки в сталі або сірководню, що може зробити сталь чутливою до сірководневого розтріскування, SSC Фулерени Ними є молекулярні матеріали, які мають 13 структуру в формі замкнених або відкритих трубок або замкнених або відкритих сфер, одношарових або багатошарових. Сферичні фулерени мають розміри в декілька десятків нанометрів (нм) в одношаровому варіанті і більш ніж приблизно 80 нм при багатошаровому варіанті. Вони впливають на поверхні, блокуючи стабільним чином місця, утворені нерівністю поверхні, і блокуючи дефекти поверхні лускатого типу. Типи навантаження Винахід враховує різні навантаження, яким в процесі функціонування піддаються нарізні трубчасті з'єднання. Тертя при низькій і високій швидкостях, і при низькому і високому тиску Герца Фрикційна система при згвинчуванні і розгвинчуванні нарізних з'єднань ускладнюється за рахунок широкої різноманітності фрикційних швидкостей, що зустрічаються. Швидкості можуть бути відносно високими під час згвинчування і майже дорівнювати нулю в кінці згвинчування або на початку розгвинчування. Крім того, тиск Герца є дуже високим під час певних фрикційних періодів, що веде до обмежуючих умов. Таким чином, автори винаходу намагаються визначити систему, що задовольняє вказаним навантаженням. Для подолання проблем, пов'язаних з кінетичними навантаженнями, автори винаходу розробили основу, що володіє пластичністю, що веде до в'язкої плинності під навантаженням і задовольняє всім швидкісним ситуаціям, що зустрічаються. Використання декількох компонентів необхідне для систем з найкращими характеристиками з метою пристосування їх до такої широкої різноманітності зсувів. Вказана основа дозволяє втримувати інші активні елементи на місці і сприяє утворенню стабільних плівок або пластин перенесення. Були вибрані термопластичні смоли, які мають, загалом, пластичні властивості, і автори винаходу вибрали поліетилен з ряду існуючих в'язкопластичних полімерів, віддавши їм перевагу в порівнянні з іншими в'язкопластичними полімерами, такими як поліамід 6, поліамід 11 або поліпропілен, які створюють проблеми при використанні через їх високу в'язкість в розплавленому стані. Вибір зупинили на видах поліетилену з температурою плавлення понад 105°С. Поліпшення пластичності основи досягли шляхом додання хімічних сполук типу металевого мила, серед яких мила кальцію, вісмуту і цинку дають чудові результати відносно кількості операцій згвинчування-розгвинчування, що виконуються в умовах бурового майданчика, описаних вище, а також відносно поліпшення властивостей повторного скупчення продуктів зносу. З числа вказаних мил вибрали стеарат цинку завдяки його синергетичному ефекту при взаємодії з обмежувачами корозії, розглянутому нижче. Внесення в основу натуральних жирів типу карнаубського воску дозволяє оптимізувати властивості повторного скупчення продуктів зносу під час операцій згвинчу вання-розгвинчу вання. Для задоволення обмежуючих змащування напружень при квазістатичних умовах нарівні з 95926 14 дуже високими фрикційними навантаженнями автори винаходу розробили систему відповідних добавок на основі твердих мастил. Звичайні добавки діють тільки тоді, коли поверхневі напруження дозволяють їм вступати в реакцію, що відбувається тільки при певних навантаженнях і фрикційних швидкостях. Автори винаходу використовують, таким чином, особливості твердого мастила, які здатні гарантувати режим змащування навіть при квазістатичних умовах. Автори винаходу використовують, зокрема, синергетичний ефект між різними класами твердих мастил і синергетичний ефект між ними і в'язкопластичною поведінкою основи для того, щоб охоплювати всі швидкісні умови і умови напружень, що зустрічаються. Ці синергетичні ефекти легко створюють ефект відшарування, посилений дією основи. Були успішно перевірені спільна дія класу 1/класу 2 і спільна дія класу 1/класу 2/класу 3. У системах з комбінуванням класів 1, 2 і 4 в порівнянні з спільною дією класу 2/класу 4 спостерігалося збільшення на 50% кількості циклів згвинчування-розгвинчування в умовах бурового майданчика. Особливо високі синергетичні показники автори винаходу спостерігали для наступних продуктів: графітовий фторид (клас 2)/політетрафторетилен (клас 4)/нітрид бору (клас 1), дисульфід олова (клас 2)/політетрафторетилен (клас 4)/нітрид бору (клас 1) і сульфід вісмуту (клас 2)/політетрафторетилен (клас 4)/нітрид бору (клас 1). Агресивне середовище (сольова або безсольова вологість) У залежності від вимог до антикорозійного захисту поверхні може виявитися необхідним включити до складу основи уповільнювач корозії. З числа уповільнювачів корозії особливо високі робочі характеристики мають похідні сульфонату кальцію і, зокрема, ті, які отримані з відповідних сульфонатів оксиду кальцію і кальцію в середовищі, що утворюється восками, нафтовими смолами або парафінами, такими як продукт, який продає компанія LUBRIZOL під торгової маркою ALOX 2211 Y, але можливе також використання інших сполук, таких як амін, амінборат, надлужний сульфонат поліальфаолефіну, фосфосилікат стронцію, фосфосилікат цинку або борат карбоксильного типу. Корозійна стійкість може також бути поліпшена шляхом поєднання вибраного уповільнювача корозії із сполуками, які діють іншими механізмами блокування корозії. Як показано вище, стеарат цинку особливо демонструє синергетичні властивості відносно уповільнювачів корозії, одночасно у великій мірі сприяючи поліпшенню змащувальних характеристик основи. Головним випробуванням антикорозійного захисту є випробування в сольовому тумані, яке виконується згідно з Міжнародним стандартом ISO 9227 з індексом Re згідно з ISO EN 2846-3 на пластині, обробленій марганцевим фосфатуванням 2 (нанесення від 8 до 20 г/м фосфату). Використання в захищеному середовищі (обмеження сумісності з навколишнім середовищем) Склад основи може бути призначений для то 15 го, щоб втримувати продукти тертя на поверхні з метою уникнення можливості забруднення навколишнього середовища. Завдяки відповідному хімічному складу основи такі продукти повторно накопичуються відразу після утворення. Для того, щоб продемонструвати цю властивість, автори винаходу включили в протокол випробувань кількісні процедури у вигляді зважування частинок, що утворилися при терті. Вони дозволяли, таким чином, визначити дієвість металевих мил і воску. Однак, в залежності від необхідної кількості уповільнювачів корозії, може спостерігатися погіршення характеристик відведення продуктів тертя або характеристик повторного скупчення продуктів тертя, і автори винаходу шукали спосіб виправлення такої ситуації. Так, вони розглядали вплив дуже в'язких полімерів, таких як алкілполіметракрилати (РАМА), полібутени, поліізобутени і полісилоксани, причому чудові результати по повторному накопиченню продуктів тертя були отримані з 2 РАМА з кінетичною в'язкістю 850 мм /сек при 100°С, який постачає компанія RONMAX під торговою маркою VISCOFLEX 6-950. Вивчення після декількох циклів згвинчуваннярозгвинчування двох ниток різі з покриттям згідно з винаходом, причому тільки одна з них містила РАМА, показало, що з цим покриттям продукти тертя скупчувалися і включалися в поверхню тертя без забруднення навколишнього середовища, в той час як з іншим покриттям продукти тертя залишалися розсіяними. Застосовність покриття Для поліпшення зчеплення покриття при навколишній температурі може виявитися необхідним додати до основи щонайменше одну поверхнево-активну речовину. У цьому відношенні автори винаходу більш конкретно розглянули додання 2% або менше полідиметилсилоксану. Можуть бути розглянуті інші сполуки, полімерні або ні, але що мають схожі поверхнево-активні властивості. Винахід об'єднує також дві групи продуктів завдяки систематичному вивченню синергетичних взаємодій між ними: компоненти основи; синергетична сукупність твердих мастил. Спосіб згідно з винаходом включає в себе підготовку поверхні елементів, на яку повинне бути нанесене мастило. Випробування згвинчування-розгвинчування показали, щоб для правильного утворення плівки перенесення необхідно модифікувати поверхню, призначену для нанесення покриття, або шляхом механічної обробки, такої як піскоструминна або дробоструминна обробка, або шляхом фізичної або хімічної модифікації поверхонь з використанням реакційної обробки на основі кристалізованих мінеральних відкладень на поверхні, хімічного впливу, наприклад з використанням кислоти, обробки в формі цинкового або марганцевого фосфатування або окиснення, що дозволяє отримати поверхневий шар хімічного перетворення. Серед цих видів обробки поверхні форсфатування є пе 95926 16 реважним, оскільки воно дозволяє отримати поверхню з потрібним зчепленням, що веде до отримання плівки перенесення, що створює опір під час тертя і дуже стабільної, будучи також основою антикорозійного захисту. Може також виявитися бажаним підготувати доповнюючу поверхню, що полягає в просоченні пор поверхні з використанням наноматеріалів, розміри яких дозволяють їм бути введеними в пори. Метою такого просочення є блокування і насичення місць, утворених порами, матеріалом, який має пасивуючу дію, для того щоб захистити поверхню від корозії при збереженні якісного зчеплення з покриттям. На фіг. 2 схематично показане просочення частинками 11 місць пор 12 металевої підкладки 13. Автори винаходу знайшли поліпшення робочих характеристик при випробуванні в сольовому тумані, проведеному згідно з перерахованими вище стандартами (збільшення на 20% часу, після якого з'являється корозія), за рахунок введення частинок оксиду цинку, які мають нанометричні розміри (в середньому 200 нм), нанесених шляхом простого розведення у воді. Для того, щоб допустити візуальну ідентифікацію оброблених поверхонь, можна використати будь-який відомий органічний барвник в кількостях, (наприклад, 1%) які не погіршують фрикційних характеристик. Для того, щоб захистити покриття від погіршення якості через окиснення, викликане, наприклад, нагріванням або впливом ультрафіолетового випромінювання, можна додати один або більше антиоксидантів. Автори винаходу вибрали, зокрема, комбінацію IRGANOX® L150 (система поліфенольних і амінових антиоксидантів) і IRGAFOS® 168 (три(2,4-ди-тертбутилфеніл)фосфіт), що поставляються компанією Ciba-Geigy. Винахід стосуєтьсятакож способів нанесення покриття, що дозволяють легко його використовувати в промислових масштабах. Для цього можуть використовуватися різні технічні засоби, найбільш прийнятні з яких описані нижче. Спосіб напилювання гарячого розплаву полягає в підтримці продукту при високій температурі в рідкій фазі і його розпиленні з використанням термостатованих розпилювальних гармат. Продукт нагрівають до температури, яка на 10°С-50°С вища температури плавлення, і напиляють на заздалегідь нагріту поверхню при температурі вище температури плавлення для того, щоб отримати якісне охоплення поверхні. Як варіант напилювання здійснюють на не підданий попередньому нагріванню нарізний елемент (тобто витриманий при температурі навколишнього середовища). Хімічний склад покриття після цього адаптують шляхом додання невеликої кількості поверхнево-активної речовини, наприклад максимум 2%, а звичайно 0,6% полідиметилсилоксану. На фіг. 3 показаний приклад установки, призначеної для застосування способу. Продукт 20 плавлять в резервуарі 21, перемішуючи його гвинтовою мішалкою 22, потім за допомогою регульованого насоса 24 перекачують по трубі 25 до роз 17 пилювальної головки 23, на яку через компресор 26 подають також повітря. Температуру компонентів 21 і 23 можна регулювати. Ще одним способом є емульсійне нанесення покриття, при якому продукт напилюють в формі водної емульсії. Емульсія і підкладка можуть мати температуру навколишнього середовища, і тому потрібний час на просушування. Вказаний час просушування можна значно скоротити за рахунок попереднього нагрівання продукту до температури 60°С-80°С і/або нагрівання поверхні до темпера0 0 тури 5O C-15O C На фіг. 4 проілюстрований спосіб термічного напилювання або спосіб газополуменевого напилювання. У цьому випадку продукт ЗО в формі порошку викидається на призначену для нанесення покриття поверхню з гармати 31 одночасно з повітрям 32 і газоподібним паливом 33. Продукт плавиться при проходженні крізь полум'я 34 і покриває свою мету однорідним шаром. Приклад Використовували нарізне з'єднання типу VAM TOP HC з номінальним діаметром 177,8 мм (7 дюймів) і вагою одиниці довжини 43,15 кг/м (29 фунт/фут), виконане з низьколегованої сталі (марки L80) згідно з технічними вимогами, виданими відділенням OCTG компанії Vallourec&Mannesmann Tubes. Перед нанесенням покриття охоплюваний нарізний елемент піддали цинковому фосфатуванню 2 (вага шару в діапазоні 4-20 г/м ), а охоплюючий нарізний елемент піддали марганцевому фосфа2 туванню (вага шару в діапазоні 8-20 г/м ). Нарізні елементи піддали попередньому нагріванню до 130C і на них був нанесений шар розплавленого продукту товщиною 35 мкм при температурі 150C способом напилювання гарячого розплаву, при наступному хімічному складі: Поліетилен, який постачає компанія CLARIANT під торговою маркою PE 520 - 19% Карнаубський віск - 15% Стеарат цинку - 20% Алкілполиметракрилат, який постачає компанія RONMAX під торговою маркою VISCOPLEX 6 95926 18 950 - 5%. Похідне сульфонату кальцію, яку постачає компанія LIBRIZOL під торговою маркою ALOX 2211 Y -30% Графітовий фторид - 7% Політетрафторетилен - 2% Нітрид бору - 1% Барвник (хінізарин зелений, C28H22N2O2) - 0,5% Антиоксиданти, що поставляються компанією Ciba-Geigy: IRGANOX® L150 - 0,3% IRGAFOS® 168 - 0,2% Результат, отриманий в ході випробувань в сольовому тумані по стандартах ISO 9227 і ISO EN 2846-3: Re=0 через 1000 годин. Умови бурового майданчика моделюванні при випробуванні згвинчування-розгвинчування, при якому муфту 40 (фіг. 5), що містить охоплюючий елемент, розташовували у вертикальному положенні в нерухомому захопленні 41 трубчастого ключа, а охоплюваний елемент, виконаний на нижньому кінці розташованої вертикально короткої труби 42, відомої як короткий перевідник, вручну вводили в охоплюючий елемент. Для компенсації невеликої довжини труби 42 (1 метр) і для моделювання труби довжиною 13 метрів попередньо на верхній кінець труби 42 вмістили вантаж 43 масою 420 кг, підвішений на мостовому крані, не розташовуючи центр тяжіння вантажу 43 в точності на осі труби 42 і муфти 40. Потім охоплюваний елемент помітили в рухомий захват 44 трубчастого ключа і угвинтили в охоплюючий елемент при первинній швидкості обертання 16 об/хв, зменшуючи швидкість обертання в кінцевій фазі аж до зупинки, коли був досягнутий номінальний крутний момент не маючого покриття нарізного з'єднання, що складає в цьому прикладі 20100 Н.м. Розгвинчування здійснювали симетрично, тобто із збільшенням швидкості обертання. При таких умовах можна виконати більше 10 циклів згвинчування-розгвинчування без погіршення стану складових частин нарізних елементів. 19 95926 20 21 95926 22 23 Комп’ютерна верстка Д. Шеверун 95926 Підписне 24 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTubular threaded element provided with dry protective coating
Автори англійськоюBordet Laurent, Gillot Laurent, Pinel Eliette, Gard Eric
Назва патенту російськоюТрубчатый нарезной элемент, оборудованный сухим защитным покрытием
Автори російськоюБорде Лоран, Жийо Лоран, Пинель Эльетт, Гар Эрик
МПК / Мітки
МПК: F16L 58/18, F16L 15/00
Мітки: захисним, забезпечений, трубчатий, нарізний, сухим, елемент, покриттям
Код посилання
<a href="https://ua.patents.su/12-95926-trubchatijj-nariznijj-element-zabezpechenijj-sukhim-zakhisnim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Трубчатий нарізний елемент, забезпечений сухим захисним покриттям</a>
Напівпровідниковий чіп із захисним покриттям
Номер патенту: 55555
Опубліковано: 15.04.2003
Автори: Смола Міхаель, Брюкльмайер Ерік-Роджер
МПК: H01L 23/58
Мітки: напівпровідниковий, чіп, покриттям, захисним
Формула / Реферат:
1. Напівпровідниковий чіп із захисним покриттям, який містить схеми, реалізовані у щонайменше одному шарі напівпровідникової підкладки і розміщені у щонайменше одній групі схем, а також щонайменше один електропровідний захисний шар (SL), розміщений щонайменше над однією з таких груп схем і електрично з'єднаний щонайменше з однією зі схем (1, 2), який відрізняється тим, що підкладка містить щонайменше один захисний датчик (SS), виконаний таким...
Спосіб формування на металевій основі захисного алюмінідного покриття, яке містить реакційноздатний елемент, та металева основа, забезпечена захисним покриттям
Номер патенту: 76937
Опубліковано: 16.10.2006
Автори: Ян Джазлер, Жулам Оберлендер, Марі-Крістін Нтсама Етунді, Алан Мартінез
МПК: C23C 10/48, C23C 24/00
Мітки: алюмінідного, захисного, захисним, формування, металева, металевій, реакційноздатний, покриття, яке, основі, покриттям, елемент, містить, спосіб, забезпечена, основа
Формула / Реферат:
1. Спосіб формування на металевій основі захисного алюмінідного покриття, яке містить принаймні один реакційноздатний елемент, який відрізняється тим, що він має наступні етапи: нанесення згаданого реакційноздатного елемента на поверхню металевої основи у вигляді порошку оксиду реакційноздатного елемента та наступне формування алюмінідного покриття.2. Спосіб за п. 1, який відрізняється тим, що згадане нанесення на поверхню металевої...
Графітований електрод з захисним покриттям
Номер патенту: 43611
Опубліковано: 17.05.2004
Автори: КИСЄЛЬОВ СЕРГІЙ МИХАЙЛОВИЧ, ГАЛЮК МИКОЛА ПИЛИПОВИЧ, РУСЄВ ГЕННАДІЙ МИХАЙЛОВИЧ, ОВСЯНІКОВ ВІКТОР ВАСИЛЬОВИЧ
МПК: H05B 7/085, C23C 4/06
Мітки: захисним, графітований, покриттям, електрод
Формула / Реферат:
1. Графітований електрод з захисним покриттям, який містить графітовану основу, на яку нанесене захисне двошарове плазмово одержане покриття, перший шар якого виконаний з алюмінію або його сплаву, а другий - з електропровідного матеріалу, який відрізняється тим, що другий шар покриття виконаний з міді, товщина покриття складає 0,2-1,5 мм, причому покриття одержане плазмовим розпилянням дроту.2. Графітований електрод з захисним...
Спосіб виготовлення покриття для поглинання нейтронів, виділених при ядерній реакції радіоактивних матеріалів, та поглинальний елемент
Номер патенту: 66890
Опубліковано: 15.06.2004
Автори: Вільбюр Клаус-Лео, Дірш Рудольф, Патцельт Маттіас, Штельцер Херманн, Метлінг Дітер
МПК: G21F 1/00
Мітки: реакції, виготовлення, елемент, виділених, спосіб, матеріалів, покриття, поглинальний, поглинання, ядерний, радіоактивних, нейтронів
Формула / Реферат:
1. Спосіб виготовлення покриття для поглинання нейтронів, утворених при ядерній реакції радіоактивних матеріалів, причому на призначену для цього поверхню щонайменше частини екранувального елемента, виготовленого із матеріалу основи, у дисперсійній ванні наносять шар, утворений елементом з великим перерізом захоплювання нейтронів і здатним до електролітичного чи автокаталітичного осадження металічним елементом, причому під час процесу...
Посуд чавуновий з захисним покриттям та спосіб його виготовлення
Номер патенту: 56079
Опубліковано: 15.04.2003
Автор: Сонкін Олександр Леонідович
МПК: A47J 27/00, B21J 5/00, A47J 37/00
Мітки: посуд, захисним, виготовлення, покриттям, чавуновий, спосіб
Формула / Реферат:
1. Посуд чавуновий з захисним покриттям, який відрізняється тим, що захисне покриття виконане з оксиду заліза Fe3О4 і має рівномірний чорний колір.2. Спосіб виготовлення чавунового посуду, який включає лиття чавуну в кокіль, видалення литників, задирок, обдирки й шліфування поверхні, який відрізняється тим, що після операції обдирки та шліфування поверхня посуду підлягає піскоструменевій обробці, потім її нагрівають до температури...
Попередній патент: Сільськогосподарська збиральна машина з пристроєм розпізнавання чужорідних предметів
Наступний патент: Спосіб виготовлення алкогольного напою (варіанти)
Випадковий патент: Мультивалентна вакцина з нативних везикул зовнішньої мембрани менінгококів, способи її застосування