Форма для безперервного лиття блюмів, слябів або сутунок
Формула / Реферат
1. Форма для безперервного лиття блюмів, слябів або сутунок, що містить трубчасту форму (2, 2', 2") і/або пластинчасту форму, оточену опорним корпусом (4, 4') та/або опорними пластинами (61, 62), трубчаста форма (2, 2', 2") і/або пластинчаста форма, підтримувана на опорному корпусі (4, 4') і/або на опорних пластинах (61, 62) за допомогою опорних профілів (15, 15', 15"), які розташовані у її поздовжньому напрямку (L) і розподілені по периферії та безпосередньо пов'язана з ними за допомогою з'єднуючих профілів (20, 20', 20"), що розташовані у поздовжньому напрямку, охолоджуючі канали (10), призначені для спрямовування охолоджуючої води, утворені опорними профілями (15, 15', 15") і/або з'єднуючими профілями (20, 20', 20") й розташовані між трубчастою формою (2, 2', 2") і/або пластинчастою формою і опорним корпусом (4, 4') і/або опорними пластинами (61, 62), яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") розташовані між трубчастою формою (2, 2', 2") і/або пластинчастою формою та опорним корпусом (4, 4') і/або опорними пластинами (61, 62), сформовані як дві профільні стрічки (21, 22, 21", 22"), розташовані одна в одній, що сформовані у зовнішній периферії трубчастої форми (2, 2', 2") і/або пластинчастої форми так, що розташовані назовні профільні стрічки (21", 22") і сформовані як одне ціле з трубчастою формою (2', 2") та з відповідною опорною пластиною (5"), за рахунок чого з'єднуючі профілі (20, 20', 20") відповідно сформовані у дві профільні стрічки (21, 22, 21", 22"), що виступають назовні від зовнішньої периферії трубчастої форми (2, 2', 2") і/або пластинчастої форми, та всередині і виступають від внутрішньої периферії опорного корпуса (4, 4') і/або опорних пластин (61, 62), які з'єднані одна з одною з можливістю утворення у периферійному напрямку форми зазору.
2. Форма за п. 1, яка відрізняється тим, що профільні стрічки (21, 22, 21", 22") мають носоподібну форму у поперечному перерізі, відповідно один ніс (31, 32, 31', 32') одної профільної стрічки (21, 22, 21", 22") орієнтований у периферійному напрямку форми, пов'язаний з пазом (33, 34, 33', 34') ззаду носу (32, 31, 32', 33') іншої профільної стрічки (22, 21, 22", 21").
3. Форма за п. 1 або 2, яка відрізняється тим, що трубчаста форма (2, 2', 2") має квадратний або прямокутний поперечний переріз, і опорний корпус (4, 4') і утворена з чотирьох опорних пластин (5, 5', 5", 61, 62), а з'єднуючий профіль (20') або декілька з'єднуючих профілів (20, 20"), розподілені по стороні форми і розташовані у центральній зоні та містять дві профільні стрічки, з'єднані одна з одною і пов'язані з кожною стороною форми.
4. Форма за п. 3, яка відрізняється тим, що профільні стрічки (21", 22"), що формують з'єднуючі профілі (20', 20"), виконані як одне ціле з трубчастою формою (2', 2") і/або з відповідною опорною пластиною (5").
5. Форма за п. 3, яка відрізняється тим, що профільні стрічки (22), пов'язані з опорними пластинами (5, 5'), встановлені, відповідно, до паза (25) опорної пластини (5, 5') і з'єднані, переважно згвинчуванням, з опорною пластиною (5, 5').
6. Форма за будь-яким з пп. 3-5, яка відрізняється тим, що трубчаста форма (2, 2', 2") розміщена у кутових зонах опорного корпусу (4, 4') з зазором.
7. Форма за будь-яким з пп. 1-6, яка відрізняється тим, що профільні стрічки (21, 22, 21", 22") розташовані по всій довжині трубчастої форми (2, 2', 2") і/або опорного корпусу (4, 4').
8. Форма за п. 1 або 2, яка відрізняється тим, що порожнина форми утворена декількома мідними пластинами (42) і/або стінками (52) трубчастої форми, має плоскоподібну конструкцію, одну або більше опорних пластин (45, 55а, 55b, 55с), що пов'язані з кожною пластиною (42) і/або стінкою (52) трубчастої форми та з'єднані з ними за допомогою з'єднуючих профілів (20), сформованих як з'єднані між собою профільні стрічки (21, 22).
9. Форма за п. 8, яка відрізняється тим, що профільні стрічки (21, 22) мають носоподібну форму у поперечному перерізі, відповідно один ніс (31, 32) одної профільної стрічки (21, 22), орієнтований у периферійному напрямку форми, пов'язаний з пазом (33, 34, 33', 34') ззаду носа (32, 31) іншої профільної стрічки (22, 21), носи (31, 32) у кожній зоні стінки (52) трубчастої форми орієнтовані паралельно до цієї частини стінки.
10. Форма за п. 8, яка відрізняється тим, що носи (31, 32) розташовані симетрично відносно центральної площини (А), що проходить перпендикулярно до поздовжнього розширення форми.
11. Форма за п. 1, яка відрізняється тим, що передбачені опорні пластини (61, 62), прикріплені незалежно одна від одної за допомогою профільних стрічок до відповідних зовнішніх стінок трубчастої форми.
12. Форма за п. 11, яка відрізняється тим, що опорні пластини (61, 62) опираються на трубчасту форму так, що охолоджуючі канали (10), виконані на зовнішній поверхні труби, закриті опорними пластинами.
13. Форма за будь-яким з пп. 1-7, яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") відповідним чином сформовані як профільні стрічки (21, 21"), що виступають назовні.
14. Форма за будь-яким з пп. 1-12, яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") відповідним чином сформовані як профільні стрічки (22, 22"), що виступають всередину.
15. Форма за п. 1, яка відрізняється тим, що з'єднуючі профілі (70) зв'язані лише з двома протилежними сторонами форми (1"), переважно розташовані симетрично відносно центральної осі цих сторін.
Текст
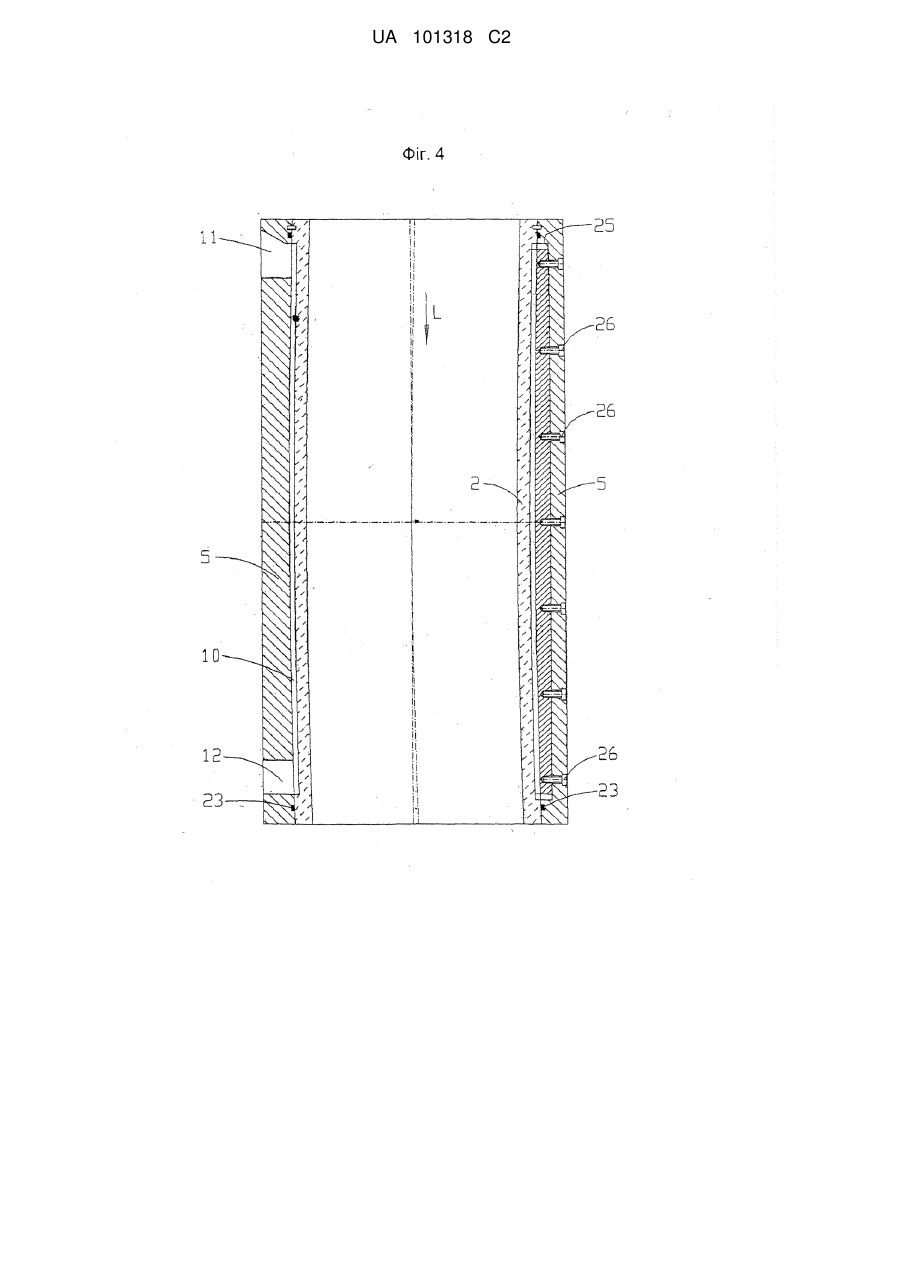
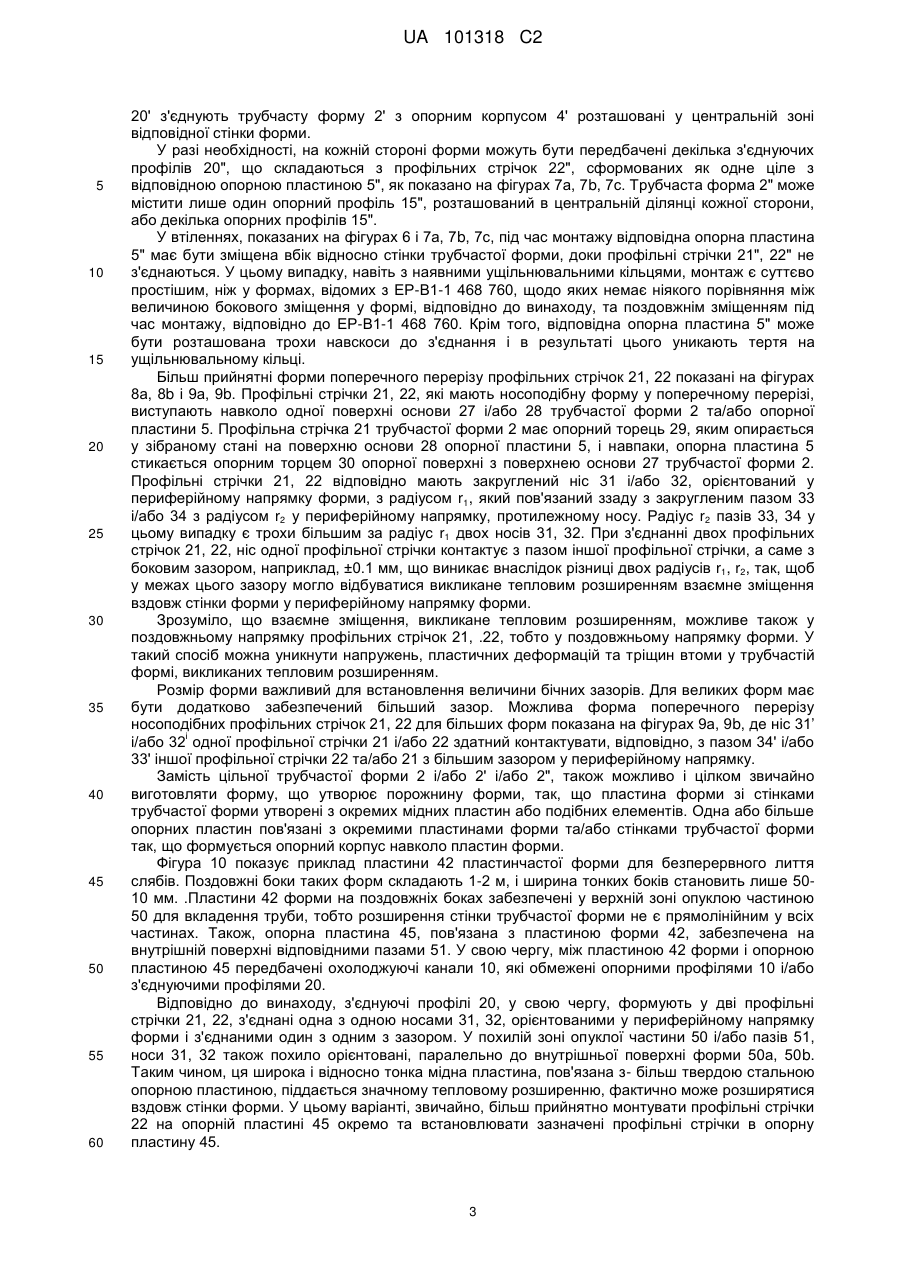
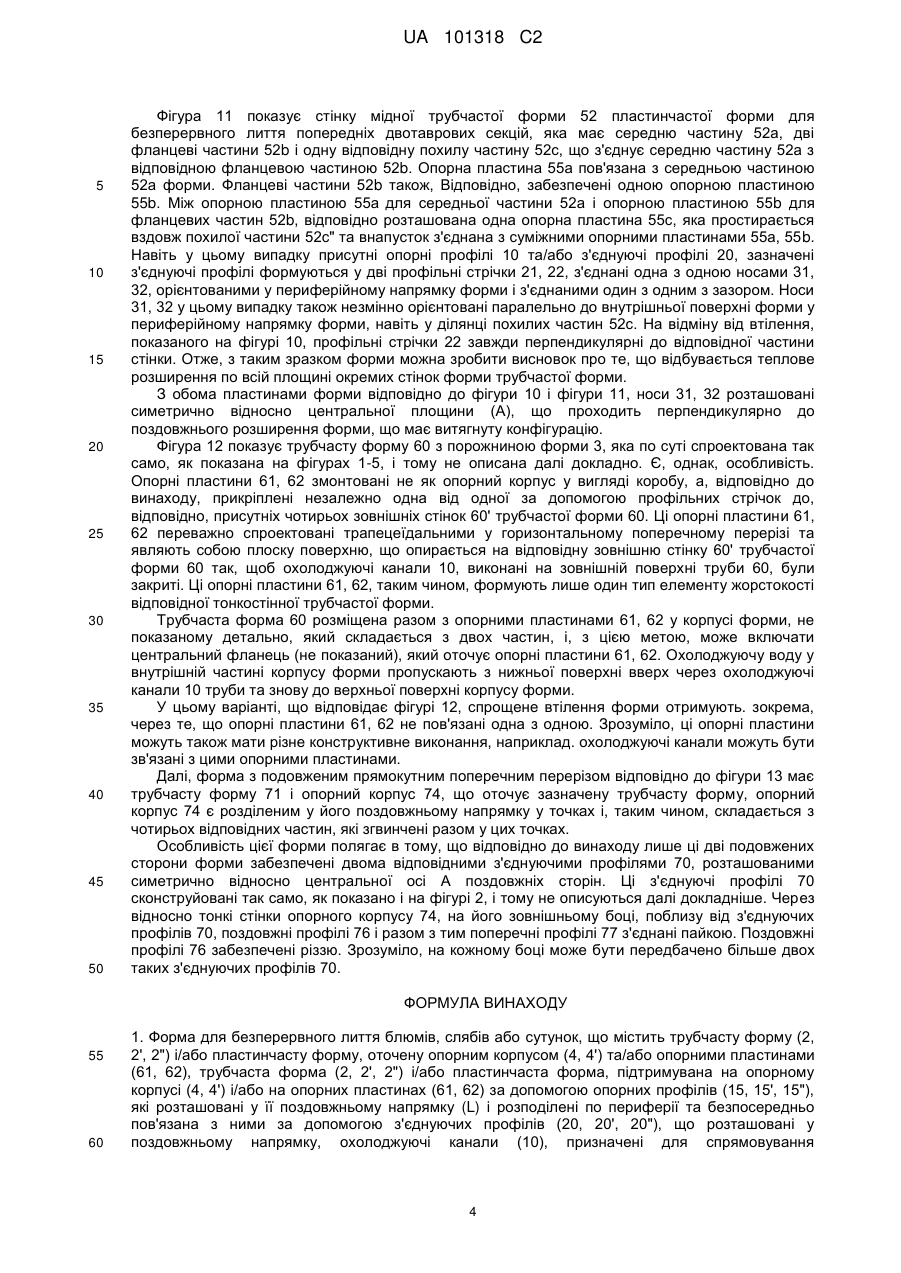
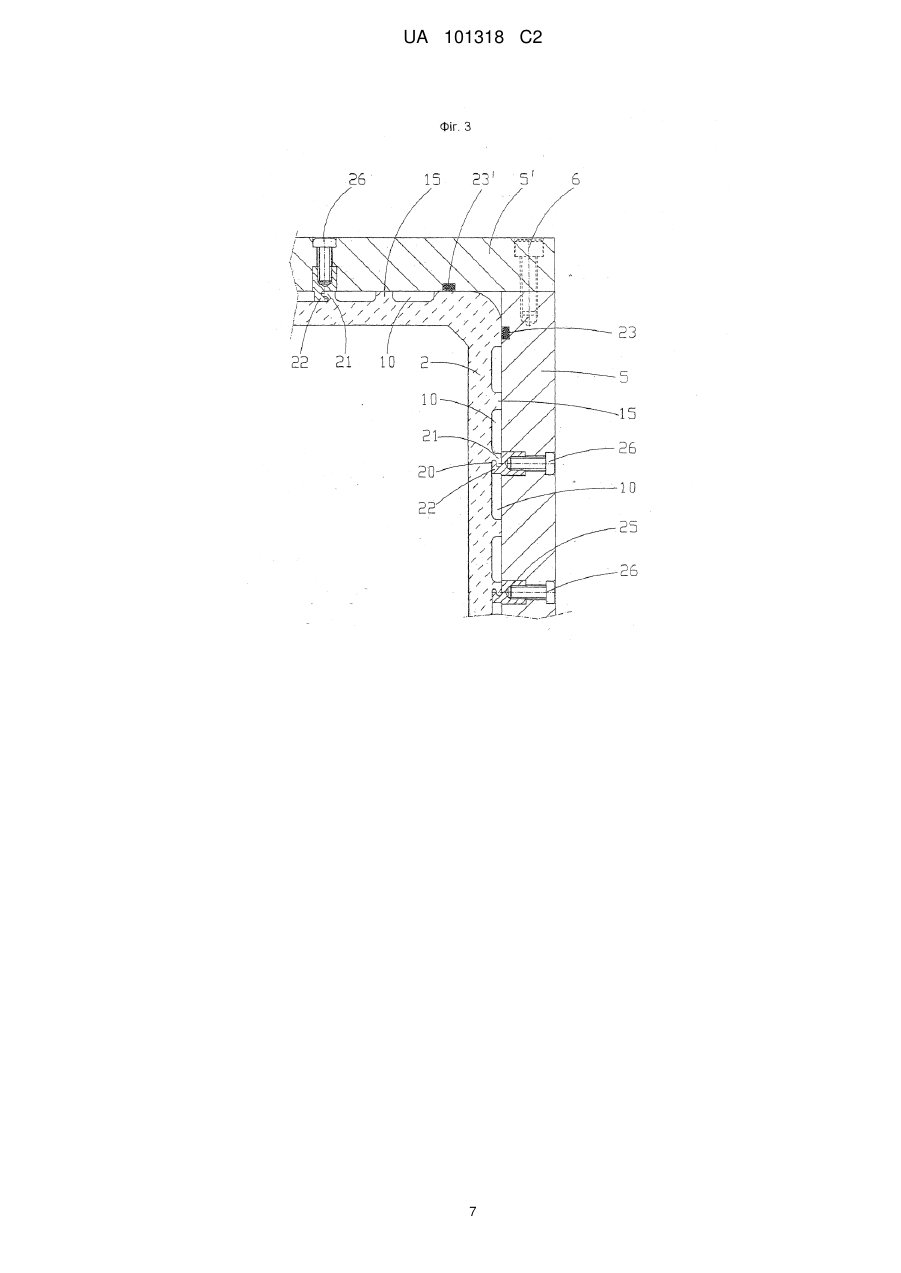
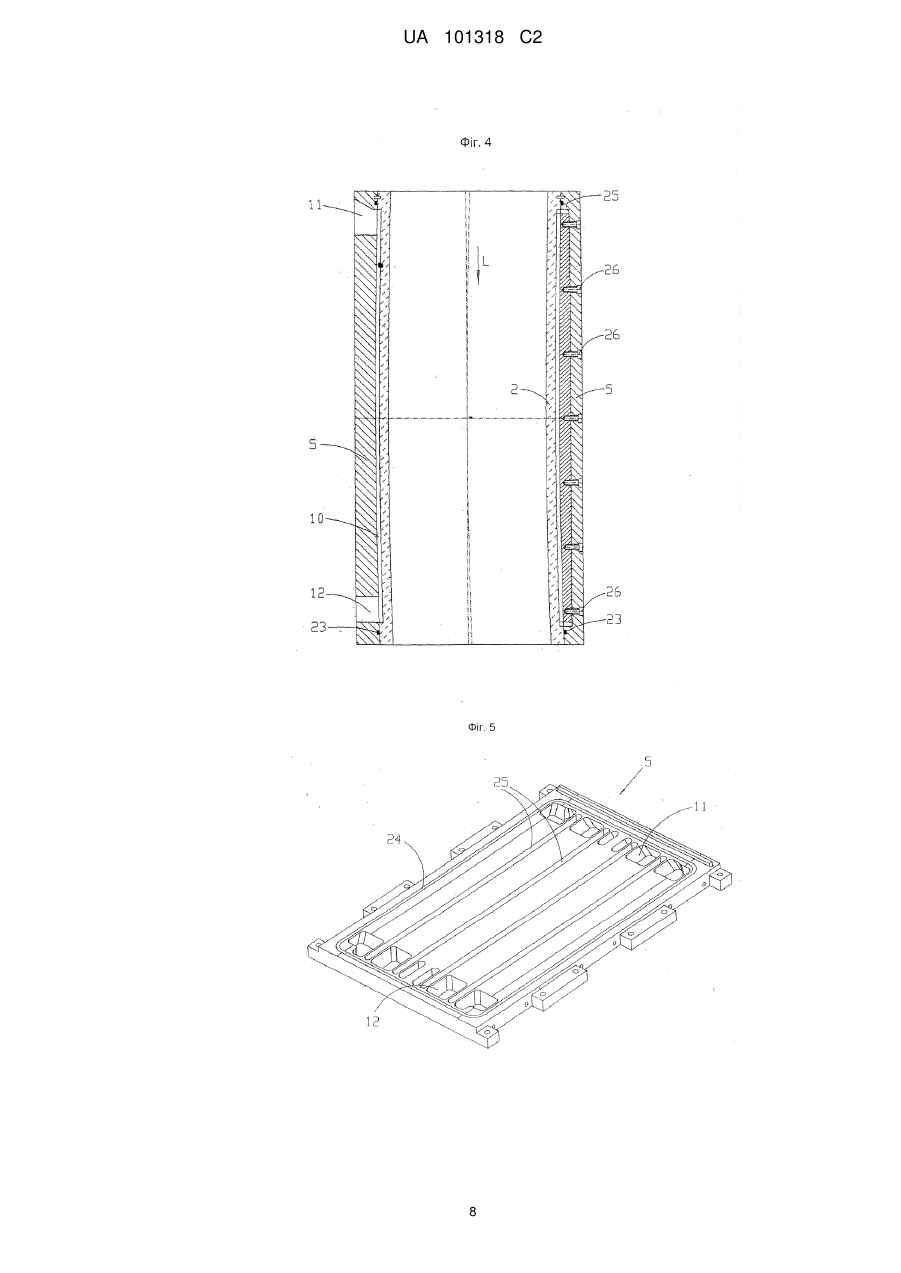
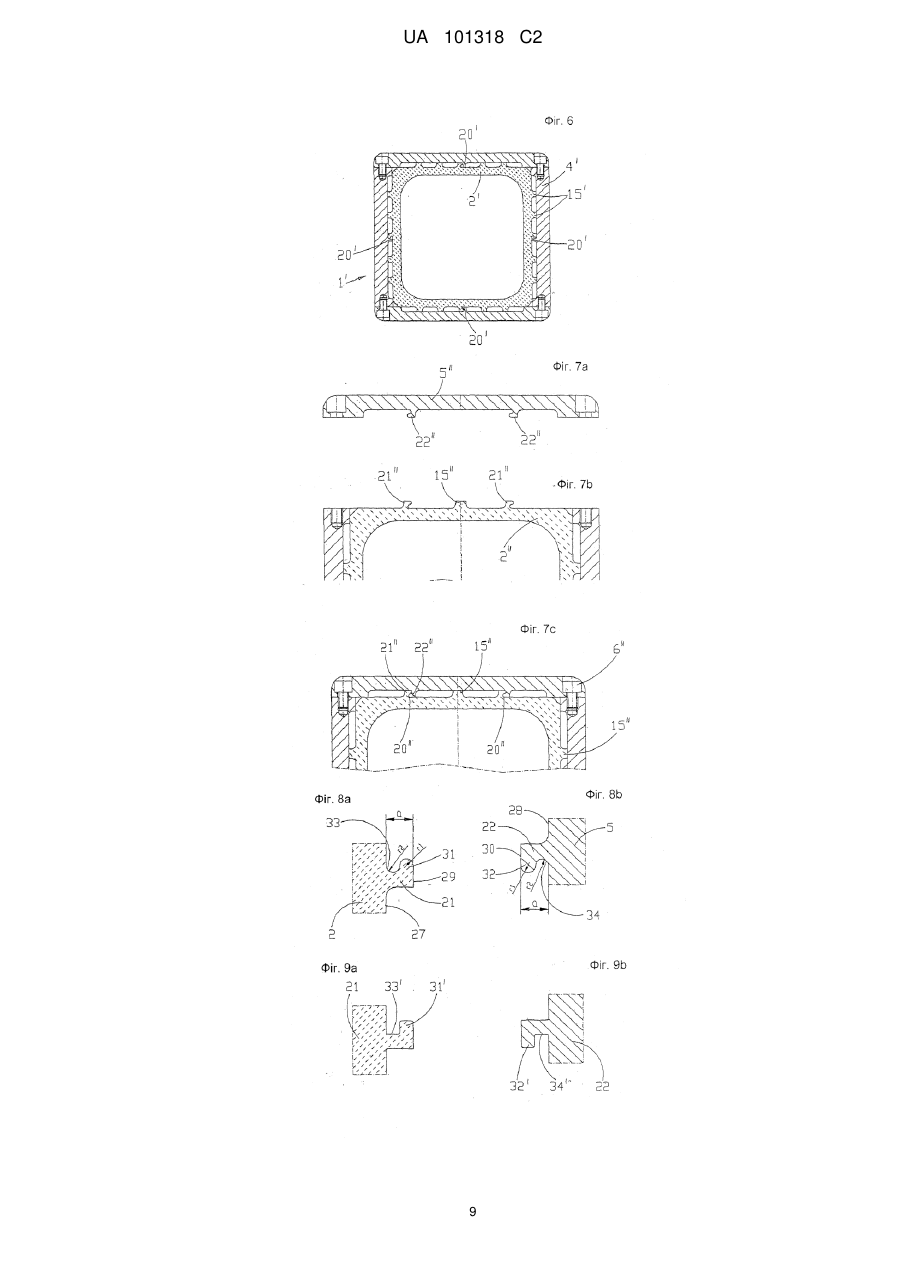
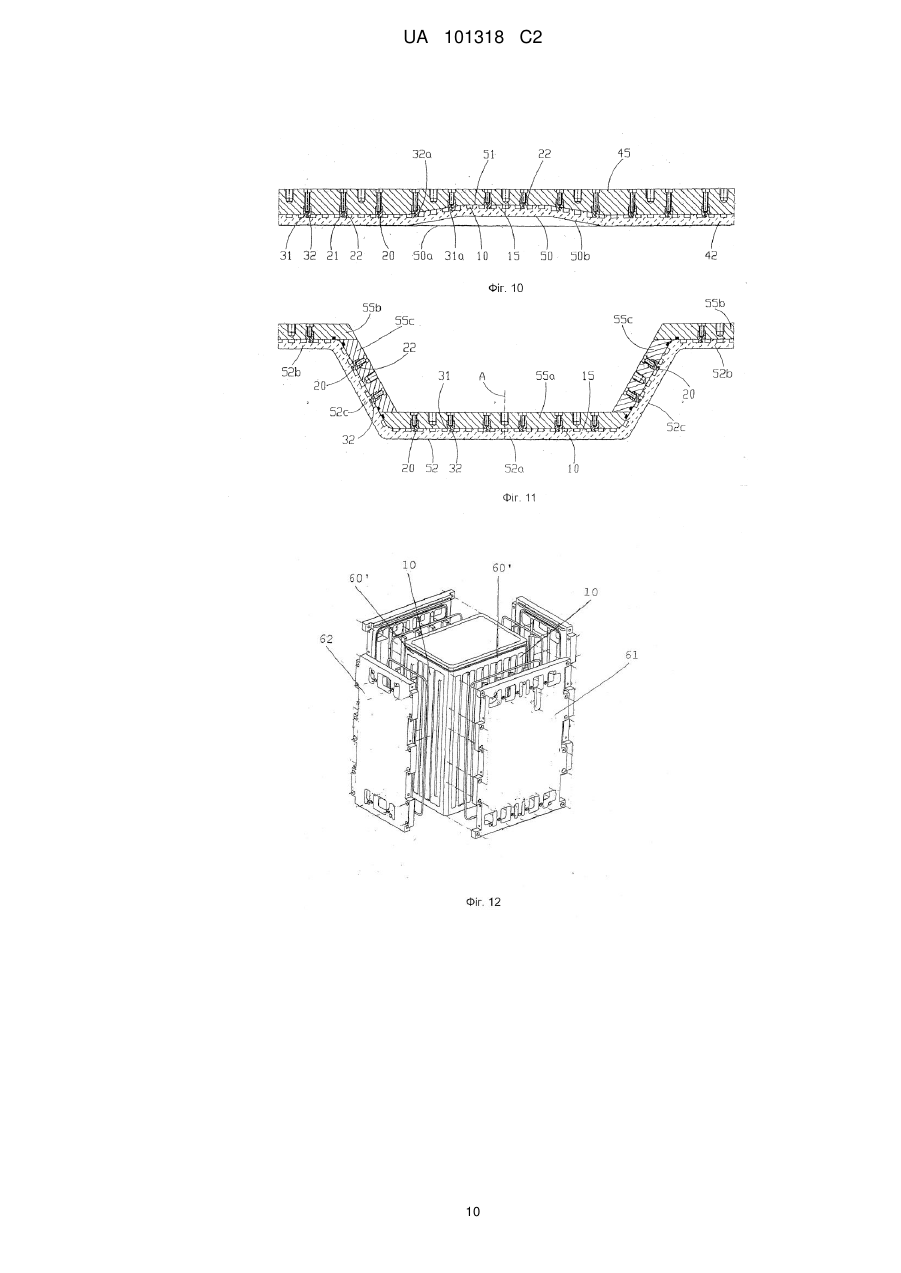
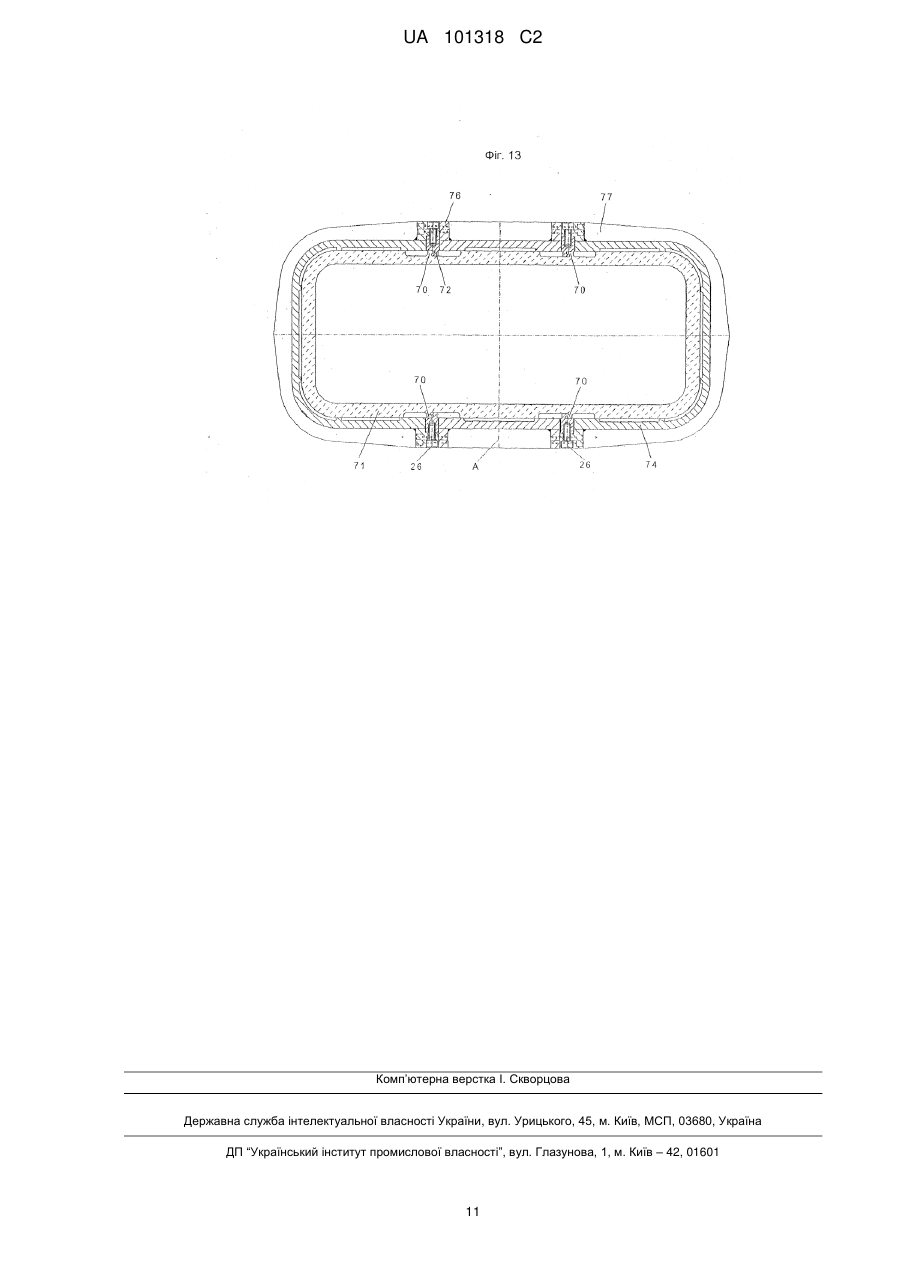
Реферат: Форма для безперервного лиття блюмів, слябів або сутунок, забезпечена трубчастою формою (2) і опорним корпусом (4), що оточує зазначену трубчасту форму. Трубчаста форма (2) підтримується на опорному корпусі (4) за допомогою опорних профілів (15), які розташовані у її поздовжньому напрямку і розподілені по периферії, і безпосередньо пов'язана з ними за допомогою з'єднуючих профілів (20), що розташовані у поздовжньому напрямку. З'єднуючі профілі (20) відповідно формуються у профільні стрічки (21, 22), що зовні виступають від зовнішньої периферії трубчастої форми (2) і всередині виступають від внутрішньої периферії опорного корпуса (4), які з'єднуються одна з одною таким чином, що у периферійному напрямку форми є зазор. Внаслідок цього можна значною мірою уникнути напружень, залишкової деформації та тріщин втоми, викликаних тепловим розширенням трубчастої форми. UA 101318 C2 (12) UA 101318 C2 UA 101318 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується форм для безперервного лиття блюмів, слябів або сутунок згідно преамбули пункту 1. Форми для безперервного лиття, як відомо, піддаються впливу значних теплових навантажень під час заливання до них рідкого металу, який затвердіває у порожнині форми. Отже, зазначені теплові навантаження викликають теплове розширення стінок форми і, таким чином, призводять до деформацій форми, порожнина якої виготовлена з високою точністю. Особливо небажаними є поперечні деформації форми, оскільки вони змінюють конусність форми, яка є важливою для процесу затвердіння. Тому, для фіксації положення стінок форми необхідне вживання спеціальних заходів. З документу ЕР-В1-1 468 760 відомий опорний корпус, змонтований навколо мідної трубчастої форми, що формує порожнину форми, в якому трубчаста форма підтримується за допомогою опорних профілів, що простягаються у її поздовжньому напрямку і розподілені по периферії. Трубчаста форма безпосередньо зв'язана з опорним корпусом за допомогою з'єднуючих профілів, що простягаються у поздовжньому напрямку, причому між трубчастою формою і опорним корпусом передбачені охолоджуючі канали для спрямовування охолоджуючої води, які визначені опорними профілями і/або з'єднуючими профілями. З'єднуючі профілі, наприклад, формують у профіль типу "ластівчин хвіст" або Т-подібний профіль, які з'єднуються у відповідних пазах опорного корпусу. Вони встановлюються у пази у поздовжньому напрямку по відношенню до форми. Такий монтаж не завжди є простим, оскільки призводить до тертя між стінками форми і опорним корпусом, забезпеченими ущільнювальними елементами. Стінки· трубчастої форми, відповідно, не лише не захищені у напрямку, перпендикулярному до осі лиття, але також не попереджають і теплового розширення у площині стінки та/або у опорній площині, у напрямку, перпендикулярному до осі лиття. Останнє може призвести до напружень й залишкової деформації та виникнення тріщин втоми в трубчастій формі. Згідно даного винаходу полягає в тому, щоб створити форму вищевказаного типу, яка протягом процесу лиття зберігає високий ступінь стабільності розмірів, а також такій, що може значною мірою уникнути деформацій, викликаних тепловим розширенням стінок форми. Ця задача вирішується відповідно до винаходу за допомогою форми з особливостями, вказаними у п. 1. Переважні втілення форми відповідно до винаходу зазначені далі у залежних пунктах. Відповідно до винаходу, з'єднуючі профілі відповідно формують у дві профільні стрічки, що зовні виступають від зовнішньої периферії трубчастої форми та всередині виступають від внутрішньої периферії опорного корпуса, які з'єднують одну з одною таким чином, що у периферійному напрямку форми є зазор. В результаті використання профільних стрічок, стінки трубчастої форми підтримуються стінками захисного опорного корпуса зазначених стінок трубчастої форми у напрямку, перпендикулярному до осі лиття, а деформація вздовж стінки форми, викликана тепловим розширенням, є можливою, передусім, у поздовжньому напрямку форми, а також і в межах зазору, розташованого перпендикулярно до неї у периферійному напрямку форми. В результаті досягається суттєве уникнення напружень, залишкових деформацій і тріщин втоми, викликаних тепловим розширенням трубчастої форми. Не в останню чергу, монтаж форми також спрощено. Нижче винахід описано більш докладно з посиланнями на креслення, на яких: На фігурі 1 показано у перспективі втілення форми відповідно до винаходу, з трубчастою формою і опорним корпусом, виготовленим з чотирьох опорних пластин; На фігурі 2 показано форму відповідно до винаходу у горизонтальному поперечному перерізі; На фігурі 3 показано горизонтальний частковий переріз відповідно до фіг. 2 у збільшеному масштабі; На фігурі 4 показано форму відповідно до фіг. 1 у вертикальному поперечному перерізі вздовж лінії IV-IV на фіг. 2; На фігурі 5 показано одну з опорних пластин у перспективі; На фігурі 6 показано друге втілення форми відповідно до винаходу у . горизонтальному поперечному перерізі; На фігурах 7а, 7b, 7с показано опорну пластину і частину трубчастої форми з двома додатковими опорними пластинами, відокремленими одна від одної так само, як і у змонтованому стані згідно з наступним втіленням; На фігурах 8а, 8b показано у горизонтальному поперечному перерізі перше втілення з'єднуючих профілів для з'єднання трубчастої форми з опорним корпусом; На фігурах 9а, 9b показано у горизонтальному поперечному перерізі друге втілення з'єднуючих профілів для з'єднання трубчастої форми з опорним корпусом; 1 UA 101318 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фігурі 10 показано пластину форми з відповідною опорною пластиною; На фігурі 11 показано наступне втілення стінки форми для пластини форми з відповідними опорними пластинами; На фігурі 12 показано втілення форми відповідно до винаходу у перспективі з трубчастою формою та чотирма опорними пластинами, та На фігурі 13 показано наступне втілення трубчастої форми, яка є прямокутною у поперечному перерізі, з опорним корпусом у горизонтальному поперечному перерізі. На фігурах 1-4 показано форму 1 для безперервного лиття блюмів, слябів, сутунок у прямокутному поперечному перерізі, яка включає трубчасту форму 2, виготовлену з міді, яка формує порожнину форми 3, а також опорний корпус 4 навколо форми 2. Опорний корпус 4 складений з чотирьох опорних пластин 5, 5', які з'єднані між собою за допомогою гвинтів 6. Між трубчастою формою 2 і опорним корпусом 4 розміщені охолоджуючі канали 10, призначені для спрямовування охолоджуючої води, які є частиною охолоджуючої системи циркуляції води для мідної труби, і які розподілені по повній периферії та головним чином по повній довжині трубчастої форми 2 (див., зокрема, фігури 2 і 4). Опорні пластини 5, 5' забезпечені у верхній ділянці та у нижній ділянці вхідними отворами та вихідними отворами 11, 12, пов'язаними з охолоджуючими каналами 10, для охолоджуючої води. У показаному втіленні, охолоджуючі канали 10 виконані, наприклад, механічною обробкою, на зовнішній периферійній поверхні трубчастої форми 2. Трубчаста форма 2 є, з одного боку, підтриманою на опорному корпусі 4 та/або на опорних пластинах 5, 5' за допомогою опорних профілів 15, які простягаються у її поздовжньому напрямку Li розподілені по периферії, та, з іншого боку, зазначена трубчаста форма є роз'ємно безпосередньо пов'язаною з зазначеними опорними пластинами 5, 5' за допомогою з'єднуючих профілів 20, що простягаються у поздовжньому напрямку. Охолоджуючі канали 10 у цьому випадку є визначеними збоку опорних профілів 15 та/або з'єднуючих профілів 20. Відповідно до винаходу, з'єднуючі профілі 20 відповідно формуються як дві профільні стрічки 21, 22, які з'єднуються одна з одною, зовні виступають від зовнішньої периферії трубчастої форми 2 і всередині виступають від внутрішньої периферії опорного корпуса 4. Вони розподілені по відповідній стороні форми, причому їх кількість на одній стороні залежить від розміру форми. У формі 1, яка є прямокутною у поперечному перерізі, наприклад відповідно до фігури 2, кожна широка опорна пластина 5 забезпечена чотирма з'єднуючими профілями і кожна вузька опорна пластина 5' забезпечена двома з'єднуючими профілями 20. Профільні стрічки 21, 22 мають переважно носоподібну форму у поперечному перерізі, як описано більш докладно нижче з посиланням на фігури 8а, 8b і 9а, 9b, і з'єднані одна з одною таким чином, що у периферійному напрямку форми 1 утворений зазор. Стінки форми фіксуються у нерухомому положенні по відношенню до опорних пластин 5, 5' у напрямку, перпендикулярному до осі лиття, -а взаємне зміщення вздовж стінки форми, викликане її тепловим розширенням, можливе, передусім, у поздовжньому напрямку L форми, але також і в межах зазору, передбаченого перпендикулярно до нього, у периферійному напрямку форми. Для допущення цього зміщення трубчаста форма 2 підтримана у її кутових зонах завдяки і відповідному зазору, пов'язаному з опорним корпусом 4. Кожна опорна пластина 5, 5 переважно забезпечена у її периферійній зоні ущільнювальним кільцем 23, 23' ущільнення охолоджувальної зони, яке встановлено у канал 24, показаний на фігурі 5, яка показує опорну пластину 5. В той час як профільні стрічки 21 виконані безпосередньо на трубчастій формі 2, тобто є невід'ємною частиною трубчастої форми 2, зокрема великорозмірної форми і з присутніми ущільнювальними кільцями 23, 23', профільні стрічки 22 для опорних пластин 5,5' переважно під час монтажу монтують окремо, наприклад так, як показано на фігурах 2-4. Вони при цьому встановлені у відповідні пази 25 на опорних пластинах 5, 5' і з'єднані з опорними пластинами 5, 5' за допомогою гвинтів 26, розподілених по всій довжині стрічки. У цьому випадку під час монтажу не потрібне будь-яке бокове зміщення опорних пластин 5, 5' на ущільнювальних кільцях 23, 23', оскільки попередньо встановлені профільні стрічки 22 вже мають бути встановлені з натягом лише до опорних пластин 5, 5'. Однак, цілком можливо виконати профільні стрічки 22 для опорних пластин 5, 5' безпосередньо на опорних пластинах 5, 5', тобто формувати зазначені профільні стрічки як одне ціле з відповідною опорною пластиною 5, 5', зокрема у випадку малих форм, як показано на фігурах 6 і 7а, 7b, 7с. У малій формі Г, показаній на фігурі 6, яка є квадратною у поперечному перерізі, на кожному боці форми присутній відповідно лише один з'єднуючий профіль 20', що складається з двох профільних стрічок, з'єднаних одна з одною (і декілька опорних профілів 15'). З'єднуючі профілі 2 UA 101318 C2 5 10 15 20 25 30 35 40 45 50 55 60 20' з'єднують трубчасту форму 2' з опорним корпусом 4' розташовані у центральній зоні відповідної стінки форми. У разі необхідності, на кожній стороні форми можуть бути передбачені декілька з'єднуючих профілів 20", що складаються з профільних стрічок 22", сформованих як одне ціле з відповідною опорною пластиною 5", як показано на фігурах 7а, 7b, 7с. Трубчаста форма 2" може містити лише один опорний профіль 15", розташований в центральній ділянці кожної сторони, або декілька опорних профілів 15". У втіленнях, показаних на фігурах 6 і 7а, 7b, 7с, під час монтажу відповідна опорна пластина 5" має бути зміщена вбік відносно стінки трубчастої форми, доки профільні стрічки 21", 22" не з'єднаються. У цьому випадку, навіть з наявними ущільнювальними кільцями, монтаж є суттєво простішим, ніж у формах, відомих з ЕР-В1-1 468 760, щодо яких немає ніякого порівняння між величиною бокового зміщення у формі, відповідно до винаходу, та поздовжнім зміщенням під час монтажу, відповідно до ЕР-В1-1 468 760. Крім того, відповідна опорна пластина 5" може бути розташована трохи навскоси до з'єднання і в результаті цього уникають тертя на ущільнювальному кільці. Більш прийнятні форми поперечного перерізу профільних стрічок 21, 22 показані на фігурах 8а, 8b і 9а, 9b. Профільні стрічки 21, 22, які мають носоподібну форму у поперечному перерізі, виступають навколо одної поверхні основи 27 і/або 28 трубчастої форми 2 та/або опорної пластини 5. Профільна стрічка 21 трубчастої форми 2 має опорний торець 29, яким опирається у зібраному стані на поверхню основи 28 опорної пластини 5, і навпаки, опорна пластина 5 стикається опорним торцем 30 опорної поверхні з поверхнею основи 27 трубчастої форми 2. Профільні стрічки 21, 22 відповідно мають закруглений ніс 31 і/або 32, орієнтований у периферійному напрямку форми, з радіусом r1, який пов'язаний ззаду з закругленим пазом 33 і/або 34 з радіусом r2 у периферійному напрямку, протилежному носу. Радіус r2 пазів 33, 34 у цьому випадку є трохи більшим за радіус r1 двох носів 31, 32. При з'єднанні двох профільних стрічок 21, 22, ніс одної профільної стрічки контактує з пазом іншої профільної стрічки, а саме з боковим зазором, наприклад, ±0.1 мм, що виникає внаслідок різниці двох радіусів r1, r2, так, щоб у межах цього зазору могло відбуватися викликане тепловим розширенням взаємне зміщення вздовж стінки форми у периферійному напрямку форми. Зрозуміло, що взаємне зміщення, викликане тепловим розширенням, можливе також у поздовжньому напрямку профільних стрічок 21, .22, тобто у поздовжньому напрямку форми. У такий спосіб можна уникнути напружень, пластичних деформацій та тріщин втоми у трубчастій формі, викликаних тепловим розширенням. Розмір форми важливий для встановлення величини бічних зазорів. Для великих форм має бути додатково забезпечений більший зазор. Можлива форма поперечного перерізу носоподібних профільних стрічок 21, 22 для більших форм показана на фігурах 9а, 9b, де ніс 31’ і і/або 32 одної профільної стрічки 21 і/або 22 здатний контактувати, відповідно, з пазом 34' і/або 33' іншої профільної стрічки 22 та/або 21 з більшим зазором у периферійному напрямку. Замість цільної трубчастої форми 2 і/або 2' і/або 2", також можливо і цілком звичайно виготовляти форму, що утворює порожнину форми, так, що пластина форми зі стінками трубчастої форми утворені з окремих мідних пластин або подібних елементів. Одна або більше опорних пластин пов'язані з окремими пластинами форми та/або стінками трубчастої форми так, що формується опорний корпус навколо пластин форми. Фігура 10 показує приклад пластини 42 пластинчастої форми для безперервного лиття слябів. Поздовжні боки таких форм складають 1-2 м, і ширина тонких боків становить лише 5010 мм. .Пластини 42 форми на поздовжніх боках забезпечені у верхній зоні опуклою частиною 50 для вкладення труби, тобто розширення стінки трубчастої форми не є прямолінійним у всіх частинах. Також, опорна пластина 45, пов'язана з пластиною форми 42, забезпечена на внутрішній поверхні відповідними пазами 51. У свою чергу, між пластиною 42 форми і опорною пластиною 45 передбачені охолоджуючі канали 10, які обмежені опорними профілями 10 і/або з'єднуючими профілями 20. Відповідно до винаходу, з'єднуючі профілі 20, у свою чергу, формують у дві профільні стрічки 21, 22, з'єднані одна з одною носами 31, 32, орієнтованими у периферійному напрямку форми і з'єднаними один з одним з зазором. У похилій зоні опуклої частини 50 і/або пазів 51, носи 31, 32 також похило орієнтовані, паралельно до внутрішньої поверхні форми 50а, 50b. Таким чином, ця широка і відносно тонка мідна пластина, пов'язана з- більш твердою стальною опорною пластиною, піддається значному тепловому розширенню, фактично може розширятися вздовж стінки форми. У цьому варіанті, звичайно, більш прийнятно монтувати профільні стрічки 22 на опорній пластині 45 окремо та встановлювати зазначені профільні стрічки в опорну пластину 45. 3 UA 101318 C2 5 10 15 20 25 30 35 40 45 50 Фігура 11 показує стінку мідної трубчастої форми 52 пластинчастої форми для безперервного лиття попередніх двотаврових секцій, яка має середню частину 52а, дві фланцеві частини 52b і одну відповідну похилу частину 52с, що з'єднує середню частину 52а з відповідною фланцевою частиною 52b. Опорна пластина 55а пов'язана з середньою частиною 52а форми. Фланцеві частини 52b також, Відповідно, забезпечені одною опорною пластиною 55b. Між опорною пластиною 55а для середньої частини 52а і опорною пластиною 55b для фланцевих частин 52b, відповідно розташована одна опорна пластина 55с, яка простирається вздовж похилої частини 52с" та внапусток з'єднана з суміжними опорними пластинами 55а, 55b. Навіть у цьому випадку присутні опорні профілі 10 та/або з'єднуючі профілі 20, зазначені з'єднуючі профілі формуються у дві профільні стрічки 21, 22, з'єднані одна з одною носами 31, 32, орієнтованими у периферійному напрямку форми і з'єднаними один з одним з зазором. Носи 31, 32 у цьому випадку також незмінно орієнтовані паралельно до внутрішньої поверхні форми у периферійному напрямку форми, навіть у ділянці похилих частин 52с. На відміну від втілення, показаного на фігурі 10, профільні стрічки 22 завжди перпендикулярні до відповідної частини стінки. Отже, з таким зразком форми можна зробити висновок про те, що відбувається теплове розширення по всій площині окремих стінок форми трубчастої форми. З обома пластинами форми відповідно до фігури 10 і фігури 11, носи 31, 32 розташовані симетрично відносно центральної площини (А), що проходить перпендикулярно до поздовжнього розширення форми, що має витягнуту конфігурацію. Фігура 12 показує трубчасту форму 60 з порожниною форми 3, яка по суті спроектована так само, як показана на фігурах 1-5, і тому не описана далі докладно. Є, однак, особливість. Опорні пластини 61, 62 змонтовані не як опорний корпус у вигляді коробу, а, відповідно до винаходу, прикріплені незалежно одна від одної за допомогою профільних стрічок до, відповідно, присутніх чотирьох зовнішніх стінок 60' трубчастої форми 60. Ці опорні пластини 61, 62 переважно спроектовані трапецеїдальними у горизонтальному поперечному перерізі та являють собою плоску поверхню, що опирається на відповідну зовнішню стінку 60' трубчастої форми 60 так, щоб охолоджуючі канали 10, виконані на зовнішній поверхні труби 60, були закриті. Ці опорні пластини 61, 62, таким чином, формують лише один тип елементу жорстокості відповідної тонкостінної трубчастої форми. Трубчаста форма 60 розміщена разом з опорними пластинами 61, 62 у корпусі форми, не показаному детально, який складається з двох частин, і, з цією метою, може включати центральний фланець (не показаний), який оточує опорні пластини 61, 62. Охолоджуючу воду у внутрішній частині корпусу форми пропускають з нижньої поверхні вверх через охолоджуючі канали 10 труби та знову до верхньої поверхні корпусу форми. У цьому варіанті, що відповідає фігурі 12, спрощене втілення форми отримують. зокрема, через те, що опорні пластини 61, 62 не пов'язані одна з одною. Зрозуміло, ці опорні пластини можуть також мати різне конструктивне виконання, наприклад. охолоджуючі канали можуть бути зв'язані з цими опорними пластинами. Далі, форма з подовженим прямокутним поперечним перерізом відповідно до фігури 13 має трубчасту форму 71 і опорний корпус 74, що оточує зазначену трубчасту форму, опорний корпус 74 є розділеним у його поздовжньому напрямку у точках і, таким чином, складається з чотирьох відповідних частин, які згвинчені разом у цих точках. Особливість цієї форми полягає в тому, що відповідно до винаходу лише ці дві подовжених сторони форми забезпечені двома відповідними з'єднуючими профілями 70, розташованими симетрично відносно центральної осі А поздовжніх сторін. Ці з'єднуючі профілі 70 сконструйовані так само, як показано і на фігурі 2, і тому не описуються далі докладніше. Через відносно тонкі стінки опорного корпусу 74, на його зовнішньому боці, поблизу від з'єднуючих профілів 70, поздовжні профілі 76 і разом з тим поперечні профілі 77 з'єднані пайкою. Поздовжні профілі 76 забезпечені різзю. Зрозуміло, на кожному боці може бути передбачено більше двох таких з'єднуючих профілів 70. ФОРМУЛА ВИНАХОДУ 55 60 1. Форма для безперервного лиття блюмів, слябів або сутунок, що містить трубчасту форму (2, 2', 2") і/або пластинчасту форму, оточену опорним корпусом (4, 4') та/або опорними пластинами (61, 62), трубчаста форма (2, 2', 2") і/або пластинчаста форма, підтримувана на опорному корпусі (4, 4') і/або на опорних пластинах (61, 62) за допомогою опорних профілів (15, 15', 15"), які розташовані у її поздовжньому напрямку (L) і розподілені по периферії та безпосередньо пов'язана з ними за допомогою з'єднуючих профілів (20, 20', 20"), що розташовані у поздовжньому напрямку, охолоджуючі канали (10), призначені для спрямовування 4 UA 101318 C2 5 10 15 20 25 30 35 40 45 50 55 охолоджуючої води, утворені опорними профілями (15, 15', 15") і/або з'єднуючими профілями (20, 20', 20") й розташовані між трубчастою формою (2, 2', 2") і/або пластинчастою формою і опорним корпусом (4, 4') і/або опорними пластинами (61, 62), яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") розташовані між трубчастою формою (2, 2', 2") і/або пластинчастою формою та опорним корпусом (4, 4') і/або опорними пластинами (61, 62), сформовані як дві профільні стрічки (21, 22, 21", 22"), розташовані одна в одній, що сформовані у зовнішній периферії трубчастої форми (2, 2', 2") і/або пластинчастої форми так, що розташовані назовні профільні стрічки (21", 22") і сформовані як одне ціле з трубчастою формою (2', 2") та з відповідною опорною пластиною (5"), за рахунок чого з'єднуючі профілі (20, 20', 20") відповідно сформовані у дві профільні стрічки (21, 22, 21", 22"), що виступають назовні від зовнішньої периферії трубчастої форми (2, 2', 2") і/або пластинчастої форми, та всередині і виступають від внутрішньої периферії опорного корпуса (4, 4') і/або опорних пластин (61, 62), які з'єднані одна з одною з можливістю утворення у периферійному напрямку форми зазору. 2. Форма за п. 1, яка відрізняється тим, що профільні стрічки (21, 22, 21", 22") мають носоподібну форму у поперечному перерізі, відповідно один ніс (31, 32, 31', 32') одної профільної стрічки (21, 22, 21", 22") орієнтований у периферійному напрямку форми, пов'язаний з пазом (33, 34, 33', 34') ззаду носу (32, 31, 32', 33') іншої профільної стрічки (22, 21, 22", 21"). 3. Форма за п. 1 або 2, яка відрізняється тим, що трубчаста форма (2, 2', 2") має квадратний або прямокутний поперечний переріз, і опорний корпус (4, 4') і утворена з чотирьох опорних пластин (5, 5', 5", 61, 62), а з'єднуючий профіль (20') або декілька з'єднуючих профілів (20, 20"), розподілені по стороні форми і розташовані у центральній зоні та містять дві профільні стрічки, з'єднані одна з одною і пов'язані з кожною стороною форми. 4. Форма за п. 3, яка відрізняється тим, що профільні стрічки (21", 22"), що формують з'єднуючі профілі (20', 20"), виконані як одне ціле з трубчастою формою (2', 2") і/або з відповідною опорною пластиною (5"). 5. Форма за п. 3, яка відрізняється тим, що профільні стрічки (22), пов'язані з опорними пластинами (5, 5'), встановлені, відповідно, до паза (25) опорної пластини (5, 5') і з'єднані, переважно згвинчуванням, з опорною пластиною (5, 5'). 6. Форма за будь-яким з пп. 3-5, яка відрізняється тим, що трубчаста форма (2, 2', 2") розміщена у кутових зонах опорного корпусу (4, 4') з зазором. 7. Форма за будь-яким з пп. 1-6, яка відрізняється тим, що профільні стрічки (21, 22, 21", 22") розташовані по всій довжині трубчастої форми (2, 2', 2") і/або опорного корпусу (4, 4'). 8. Форма за п. 1 або 2, яка відрізняється тим, що порожнина форми утворена декількома мідними пластинами (42) і/або стінками (52) трубчастої форми, має плоскоподібну конструкцію, одну або більше опорних пластин (45, 55а, 55b, 55с), що пов'язані з кожною пластиною (42) і/або стінкою (52) трубчастої форми та з'єднані з ними за допомогою з'єднуючих профілів (20), сформованих як з'єднані між собою профільні стрічки (21, 22). 9. Форма за п. 8, яка відрізняється тим, що профільні стрічки (21, 22) мають носоподібну форму у поперечному перерізі, відповідно один ніс (31, 32) одної профільної стрічки (21, 22), орієнтований у периферійному напрямку форми, пов'язаний з пазом (33, 34, 33', 34') ззаду носа (32, 31) іншої профільної стрічки (22, 21), носи (31, 32) у кожній зоні стінки (52) трубчастої форми орієнтовані паралельно до цієї частини стінки. 10. Форма за п. 8, яка відрізняється тим, що носи (31, 32) розташовані симетрично відносно центральної площини (А), що проходить перпендикулярно до поздовжнього розширення форми. 11. Форма за п. 1, яка відрізняється тим, що передбачені опорні пластини (61, 62), прикріплені незалежно одна від одної за допомогою профільних стрічок до відповідних зовнішніх стінок трубчастої форми. 12. Форма за п. 11, яка відрізняється тим, що опорні пластини (61, 62) опираються на трубчасту форму так, що охолоджуючі канали (10), виконані на зовнішній поверхні труби, закриті опорними пластинами. 13. Форма за будь-яким з пп. 1-7, яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") відповідним чином сформовані як профільні стрічки (21, 21"), що виступають назовні. 14. Форма за будь-яким з пп. 1-12, яка відрізняється тим, що з'єднуючі профілі (20, 20', 20") відповідним чином сформовані як профільні стрічки (22, 22"), що виступають всередину. 15. Форма за п. 1, яка відрізняється тим, що з'єднуючі профілі (70) зв'язані лише з двома протилежними сторонами форми (1"), переважно розташовані симетрично відносно центральної осі цих сторін. 5 UA 101318 C2 6 UA 101318 C2 7 UA 101318 C2 8 UA 101318 C2 9 UA 101318 C2 10 UA 101318 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting die for continuous casting blooms, slabs, or billets
Автори англійськоюKawa, Franz, Roehrig, Adalbert
Назва патенту російськоюФорма для непрерывного литья блюмов, слябов или сутунок
Автори російськоюКава Франц, Роэриг Адалберт
МПК / Мітки
МПК: B22D 11/055
Мітки: безперервного, лиття, блюмів, форма, сутунок, слябів
Код посилання
<a href="https://ua.patents.su/13-101318-forma-dlya-bezperervnogo-littya-blyumiv-slyabiv-abo-sutunok.html" target="_blank" rel="follow" title="База патентів України">Форма для безперервного лиття блюмів, слябів або сутунок</a>
Ролик для машини безперервного лиття заготовок (слябів)
Номер патенту: 26266
Опубліковано: 10.09.2007
Автори: Клипачевський Віктор Васильович, Гопкало Олексій Петрович
МПК: B22D 11/12
Мітки: слябів, заготовок, безперервного, лиття, ролик, машини
Формула / Реферат:
Ролик для машини безперервного лиття заготовок (слябів), призначений для підтримування заготовки (сляба) на технологічній осі машини, виготовлений у вигляді пустотілого циліндра, на зовнішню циліндричну поверхню якого наплавкою нанесено шар металевого матеріалу, який відрізняється тим, що товщина шару Т металевого матеріалу на зовнішній циліндричній поверхні ролика визначена виразом Т=(0,15...0,20)Н, де Н - товщина основного матеріалу стінки...
Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок
Номер патенту: 87890
Опубліковано: 25.08.2009
Автори: Оконенко Сергій Іванович, Плугатар Віктор Семенович, Брехов Євген Володимирович, Єлецьких Володимир Іванович
МПК: B22D 11/00, B01J 2/02
Мітки: слябів, машини, шламу, лиття, пристрій, газового, заготівок, збору, безперервного, ділянки, різання
Формула / Реферат:
1. Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок, що містить накопичувальну місткість з рідиною для охолодження шламу і систему періодичного зливу рідини, з'єднану з приводом, який відрізняється тим, що накопичувальна місткість виконана без дна, а система періодичного зливу рідини виготовлена у вигляді ванни, що охоплює донну частину накопичувальної місткості з усіх боків, і зв'язана шарнірно з...
Спосіб виробництва блюмів та слябів
Номер патенту: 87912
Опубліковано: 25.08.2009
Автори: Толпа Анатолій Андрійович, Теряєв Олександр Митрофанович
Мітки: виробництва, спосіб, слябів, блюмів
Формула / Реферат:
Спосіб виробництва блюмів та слябів, що включає відливання відповідно блюмових або слябових виливків і їхнє прокатування на обтискних станах, який відрізняється тим, що відливають виливок, донна частина якого сформована у вигляді переверненої зрізаної піраміди або конуса, або параболоїда, або складової з їхніх елементів фігури з розмірами проекцій бічної похилої поверхні на торцеву частину низу виливка, рівними 0,1¸0,25 розмірів...
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: розливної, подачі, безперервного, спосіб, здійснення, трубі, пристрій, форми, тонких, заміни, лиття, ливарний, установки, слябів
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Установка безперервного лиття довгих сталевих виробів та спосіб їх безперервного лиття
Номер патенту: 95200
Опубліковано: 11.07.2011
Автори: Дратва Крістіан, Кава Франц
МПК: B22D 11/043, B22D 11/12, B22D 11/124, B22D 11/22, B22D 11/20
Мітки: спосіб, сталевих, довгих, безперервного, виробів, установка, лиття
Формула / Реферат:
1. Установка безперервного лиття довгих сталевих виробів, яка містить форму (1), призначену для безперервного виливання безперервнолитої заготовки (2), яка має декілька боків (2а, 2b, 2c, 2d), з можливістю спрямовування заготовки вздовж, зокрема криволінійної, напрямної, сформованої направляючими роликами (11, 12), та розміщення у охолоджуючій камері, обладнаній обприскуючими елементами, яка відрізняється тим, що на шляху спрямування...
Попередній патент: Сполуки-антагоністи рнк для модуляції активності бета-катеніну
Наступний патент: Ємність для упаковки і зберігання двох компонентів
Випадковий патент: Борона гідравлічна