Спосіб виробництва блюмів та слябів
Номер патенту: 87912
Опубліковано: 25.08.2009
Автори: Толпа Анатолій Андрійович, Теряєв Олександр Митрофанович
Формула / Реферат
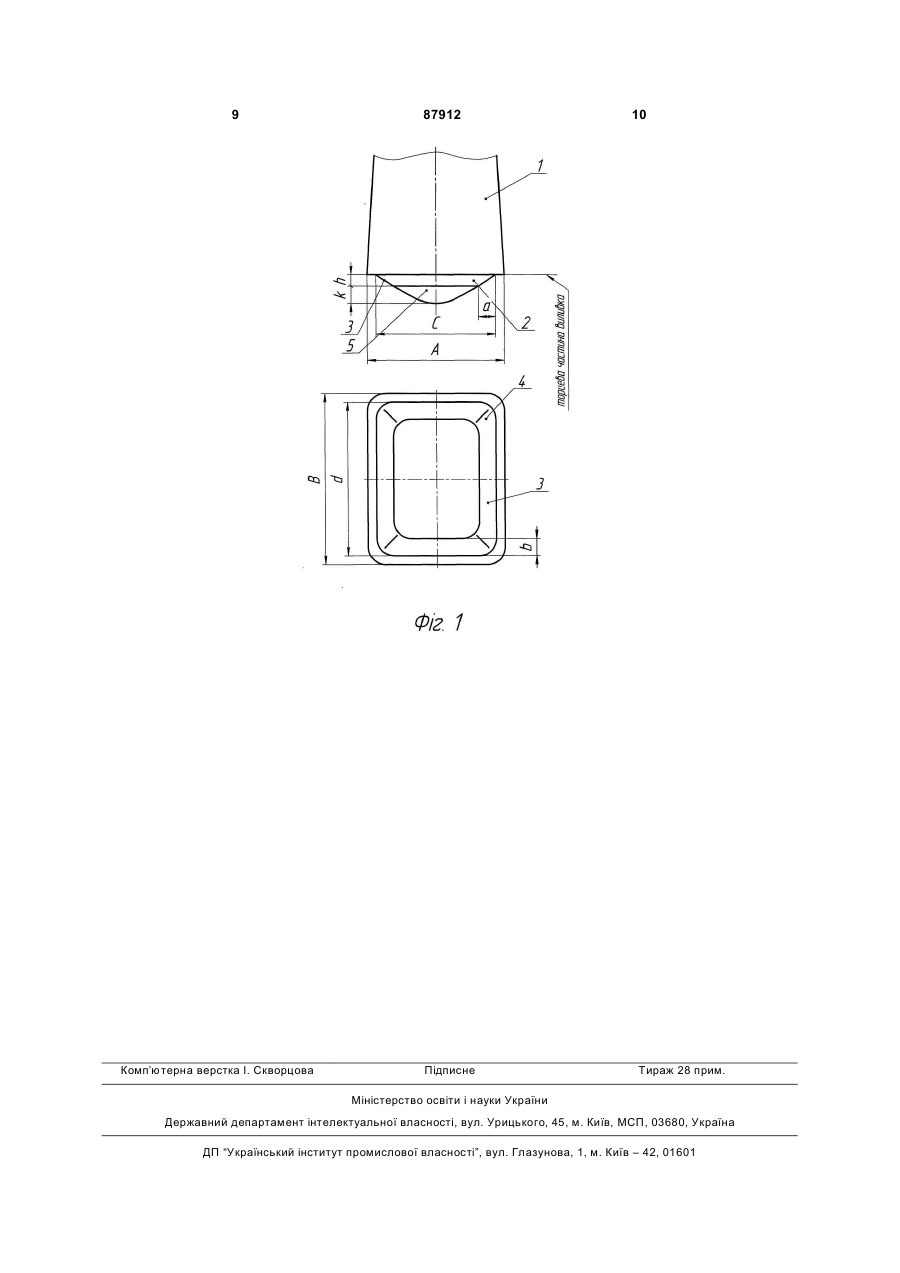
Спосіб виробництва блюмів та слябів, що включає відливання відповідно блюмових або слябових виливків і їхнє прокатування на обтискних станах, який відрізняється тим, що відливають виливок, донна частина якого сформована у вигляді переверненої зрізаної піраміди або конуса, або параболоїда, або складової з їхніх елементів фігури з розмірами проекцій бічної похилої поверхні на торцеву частину низу виливка, рівними 0,1¸0,25 розмірів поперечного перерізу тіла виливка, що примикає до донної частини, причому висота переверненої зрізаної піраміди або конуса, або параболоїда, або складової з їхніх елементів фігури становить 0,4¸1,0 величини проекції її/його бічної похилої поверхні на торцеву частину низу виливка, а розміри більшої основи зрізаної піраміди або конуса, або параболоїда, або складової з їхніх елементів фігури становлять 1,00¸0,90 відповідних розмірів поперечного перерізу тіла виливка, що примикає до донної частини, при цьому прокатку здійснюють донною або головною частиною вперед, а обтиснення донної частини здійснюють із відносним ступенем деформації по проходах 0,06¸0,30.
Текст
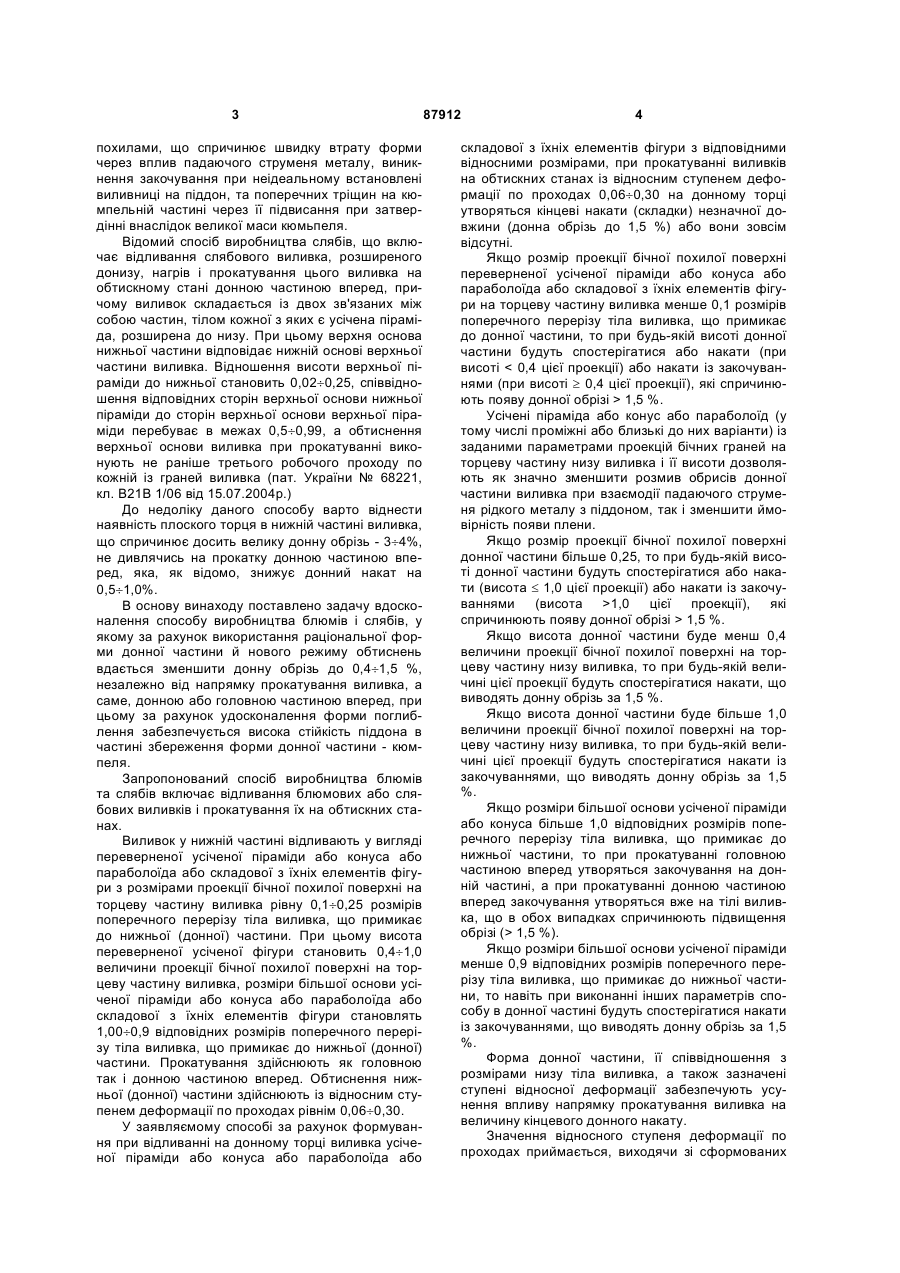
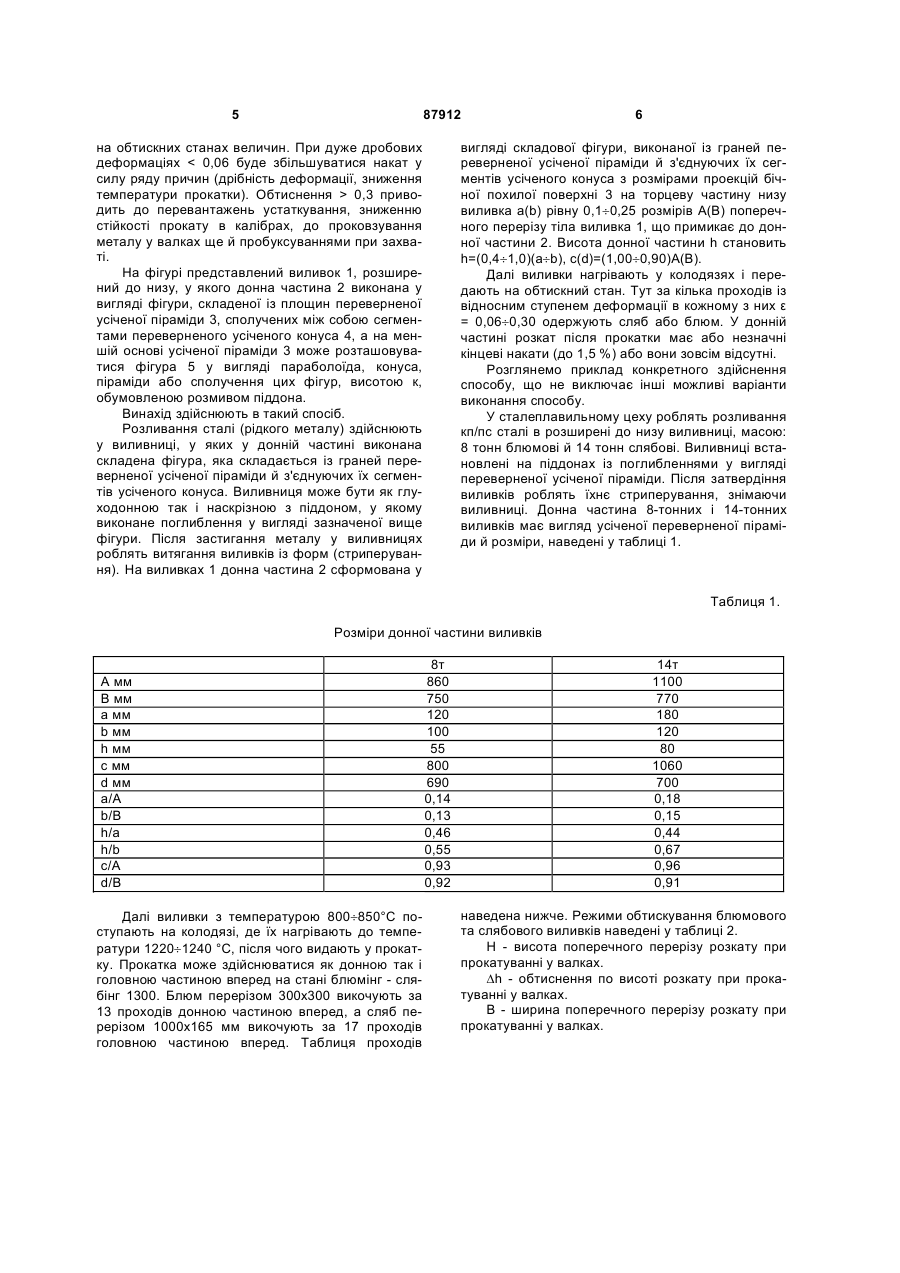
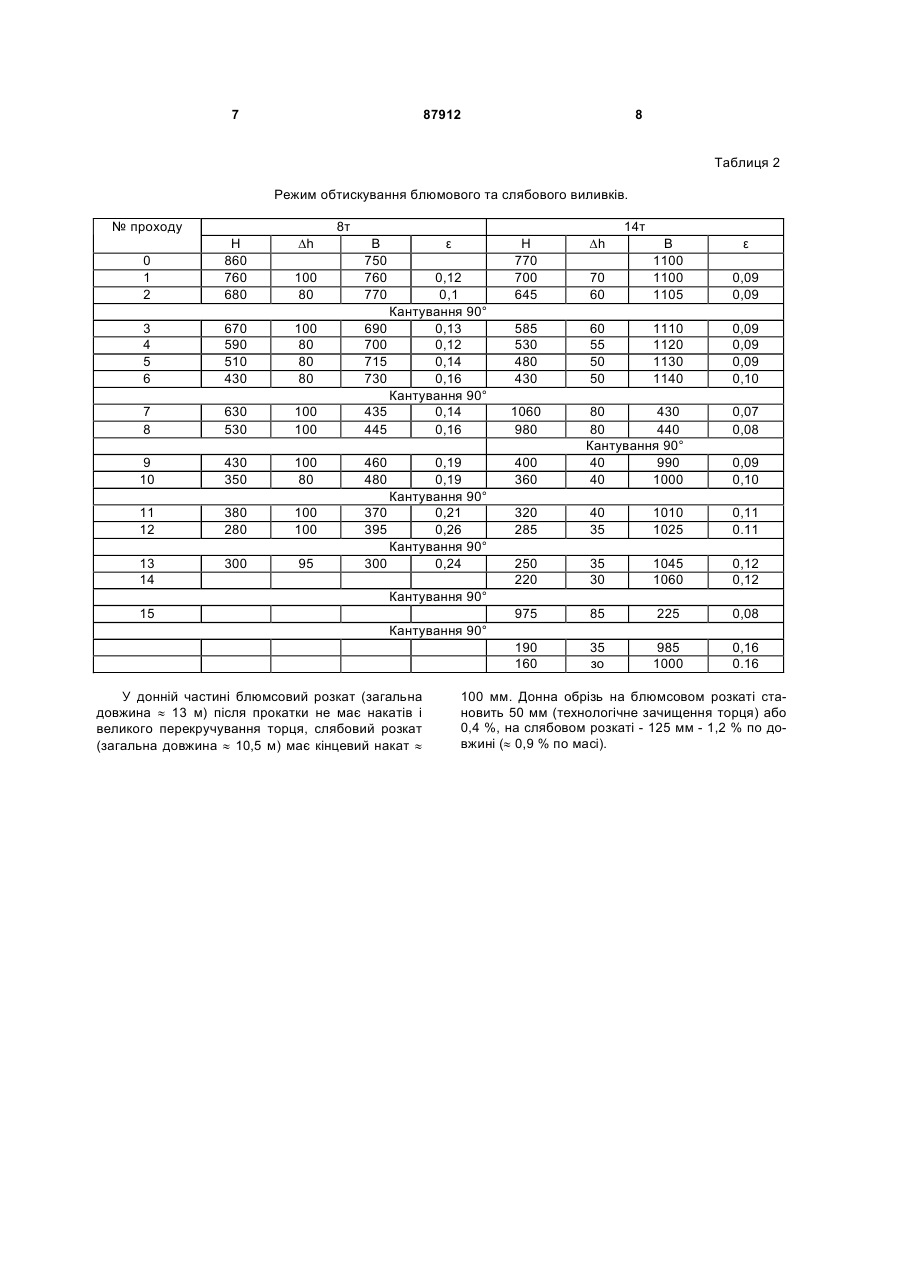
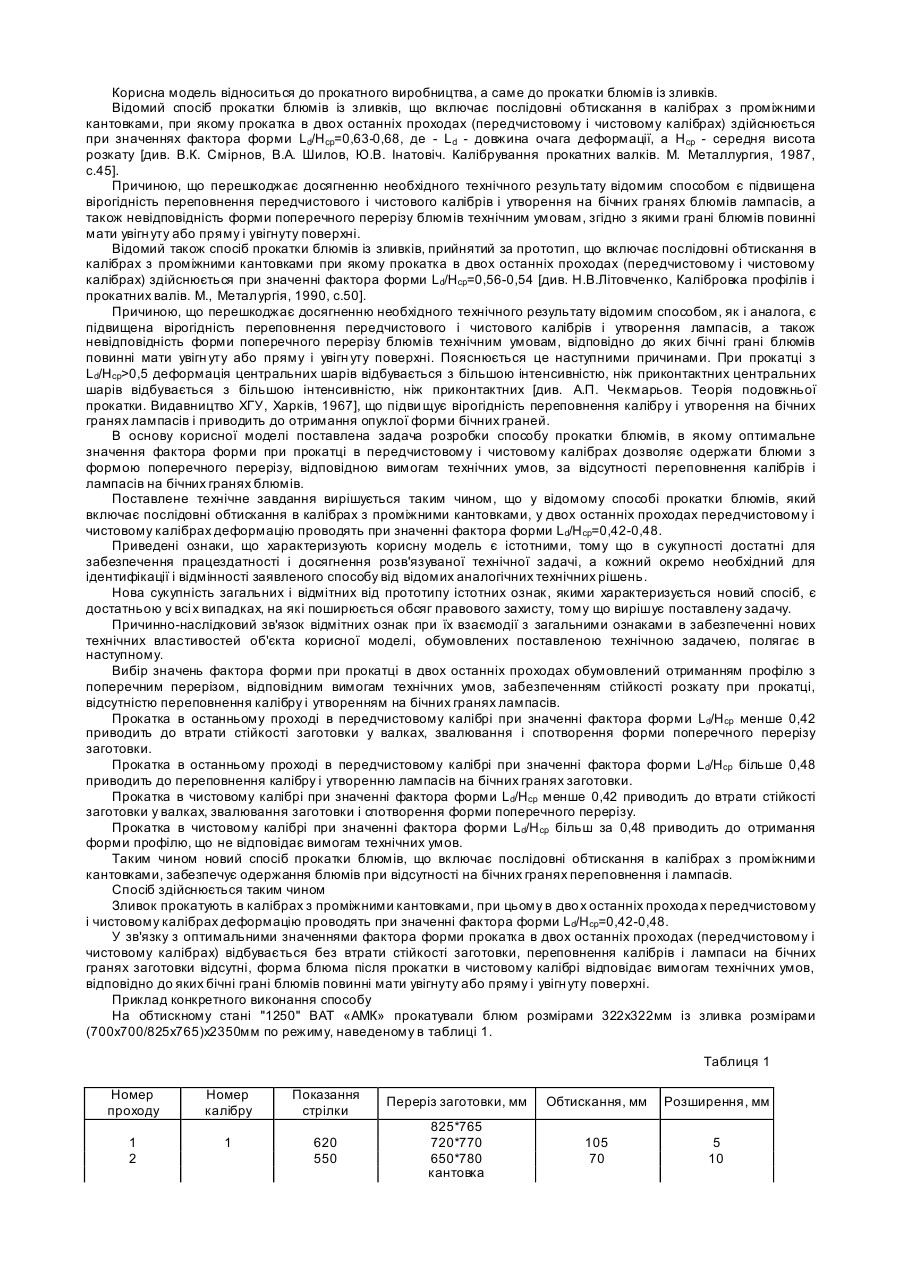
Спосіб виробництва блюмів та слябів, що включає відливання відповідно блюмових або слябових виливків і їхнє прокатування на обтискних станах, який відрізняється тим, що відлива C2 2 (19) 1 3 похилами, що спричинює швидку втрату форми через вплив падаючого струменя металу, виникнення закочування при неідеальному встановлені виливниці на піддон, та поперечних тріщин на кюмпельній частині через її підвисання при затвердінні внаслідок великої маси кюмьпеля. Відомий спосіб виробництва слябів, що включає відливання слябового виливка, розширеного донизу, нагрів і прокатування цього виливка на обтискному стані донною частиною вперед, причому виливок складається із двох зв'язаних між собою частин, тілом кожної з яких є усічена піраміда, розширена до низу. При цьому верхня основа нижньої частини відповідає нижній основі верхньої частини виливка. Відношення висоти верхньої піраміди до нижньої становить 0,02¸0,25, співвідношення відповідних сторін верхньої основи нижньої піраміди до сторін верхньої основи верхньої піраміди перебуває в межах 0,5¸0,99, а обтиснення верхньої основи виливка при прокатуванні виконують не раніше третього робочого проходу по кожній із граней виливка (пат. України № 68221, кл. В21В 1/06 від 15.07.2004р.) До недоліку даного способу варто віднести наявність плоского торця в нижній частині виливка, що спричинює досить велику донну обрізь - 3¸4%, не дивлячись на прокатку донною частиною вперед, яка, як відомо, знижує донний накат на 0,5¸1,0%. В основу винаходу поставлено задачу вдосконалення способу виробництва блюмів і слябів, у якому за рахунок використання раціональної форми донної частини й нового режиму обтиснень вдається зменшити донну обрізь до 0,4¸1,5 %, незалежно від напрямку прокатування виливка, а саме, донною або головною частиною вперед, при цьому за рахунок удосконалення форми поглиблення забезпечується висока стійкість піддона в частині збереження форми донної частини - кюмпеля. Запропонований спосіб виробництва блюмів та слябів включає відливання блюмових або слябових виливків і прокатування їх на обтискних станах. Виливок у нижній частині відливають у вигляді переверненої усіченої піраміди або конуса або параболоїда або складової з їхніх елементів фігури з розмірами проекції бічної похилої поверхні на торцеву частину виливка рівну 0,1¸0,25 розмірів поперечного перерізу тіла виливка, що примикає до нижньої (донної) частини. При цьому висота переверненої усіченої фігури становить 0,4¸1,0 величини проекції бічної похилої поверхні на торцеву частину виливка, розміри більшої основи усіченої піраміди або конуса або параболоїда або складової з їхніх елементів фігури становлять 1,00¸0,9 відповідних розмірів поперечного перерізу тіла виливка, що примикає до нижньої (донної) частини. Прокатування здійснюють як головною так і донною частиною вперед. Обтиснення нижньої (донної) частини здійснюють із відносним ступенем деформації по проходах рівнім 0,06¸0,30. У заявляємому способі за рахунок формування при відливанні на донному торці виливка усіченої піраміди або конуса або параболоїда або 87912 4 складової з їхніх елементів фігури з відповідними відносними розмірами, при прокатуванні виливків на обтискних станах із відносним ступенем деформації по проходах 0,06¸0,30 на донному торці утворяться кінцеві накати (складки) незначної довжини (донна обрізь до 1,5 %) або вони зовсім відсутні. Якщо розмір проекції бічної похилої поверхні переверненої усіченої піраміди або конуса або параболоїда або складової з їхніх елементів фігури на торцеву частину виливка менше 0,1 розмірів поперечного перерізу тіла виливка, що примикає до донної частини, то при будь-якій висоті донної частини будуть спостерігатися або накати (при висоті 1,5 %. Усічені піраміда або конус або параболоїд (у тому числі проміжні або близькі до них варіанти) із заданими параметрами проекцій бічних граней на торцеву частину низу виливка і її висоти дозволяють як значно зменшити розмив обрисів донної частини виливка при взаємодії падаючого струменя рідкого металу з піддоном, так і зменшити ймовірність появи плени. Якщо розмір проекції бічної похилої поверхні донної частини більше 0,25, то при будь-якій висоті донної частини будуть спостерігатися або накати (висота £ 1,0 цієї проекції) або накати із закочуваннями (висота >1,0 цієї проекції), які спричинюють появу донної обрізі > 1,5 %. Якщо висота донної частини буде менш 0,4 величини проекції бічної похилої поверхні на торцеву частину низу виливка, то при будь-якій величині цієї проекції будуть спостерігатися накати, що виводять донну обрізь за 1,5 %. Якщо висота донної частини буде більше 1,0 величини проекції бічної похилої поверхні на торцеву частину низу виливка, то при будь-якій величині цієї проекції будуть спостерігатися накати із закочуваннями, що виводять донну обрізь за 1,5 %. Якщо розміри більшої основи усіченої піраміди або конуса більше 1,0 відповідних розмірів поперечного перерізу тіла виливка, що примикає до нижньої частини, то при прокатуванні головною частиною вперед утворяться закочування на донній частині, а при прокатуванні донною частиною вперед закочування утворяться вже на тілі виливка, що в обох випадках спричинюють підвищення обрізі (> 1,5 %). Якщо розміри більшої основи усіченої піраміди менше 0,9 відповідних розмірів поперечного перерізу тіла виливка, що примикає до нижньої частини, то навіть при виконанні інших параметрів способу в донної частині будуть спостерігатися накати із закочуваннями, що виводять донну обрізь за 1,5 %. Форма донної частини, її співвідношення з розмірами низу тіла виливка, а також зазначені ступені відносної деформації забезпечують усунення впливу напрямку прокатування виливка на величину кінцевого донного накату. Значення відносного ступеня деформації по проходах приймається, виходячи зі сформованих 5 87912 на обтискних станах величин. При дуже дробових деформаціях 0,3 приводить до перевантажень устаткування, зниженню стійкості прокату в калібрах, до проковзування металу у валках ще й пробуксуваннями при захваті. На фігурі представлений виливок 1, розширений до низу, у якого донна частина 2 виконана у вигляді фігури, складеної із площин переверненої усіченої піраміди 3, сполучених між собою сегментами переверненого усіченого конуса 4, а на меншій основі усіченої піраміди 3 може розташовуватися фігура 5 у вигляді параболоїда, конуса, піраміди або сполучення цих фігур, висотою к, обумовленою розмивом піддона. Винахід здійснюють в такий спосіб. Розливання сталі (рідкого металу) здійснюють у виливниці, у яких у донній частині виконана складена фігура, яка складається із граней переверненої усіченої піраміди й з'єднуючих їх сегментів усіченого конуса. Виливниця може бути як глуходонною так і наскрізною з піддоном, у якому виконане поглиблення у вигляді зазначеної вище фігури. Після застигання металу у виливницях роблять витягання виливків із форм (стриперування). На виливках 1 донна частина 2 сформована у 6 вигляді складової фігури, виконаної із граней переверненої усіченої піраміди й з'єднуючих їх сегментів усіченого конуса з розмірами проекцій бічної похилої поверхні 3 на торцеву частину низу виливка а(b) рівну 0,1¸0,25 розмірів А(В) поперечного перерізу тіла виливка 1, що примикає до донної частини 2. Висота донної частини h становить h=(0,4¸1,0)(a¸b), c(d)=(1,00¸0,90)A(B). Далі виливки нагрівають у колодязях і передають на обтискний стан. Тут за кілька проходів із відносним ступенем деформації в кожному з них ε = 0,06¸0,30 одержують сляб або блюм. У донній частині розкат після прокатки має або незначні кінцеві накати (до 1,5 %) або вони зовсім відсутні. Розглянемо приклад конкретного здійснення способу, що не виключає інші можливі варіанти виконання способу. У сталеплавильному цеху роблять розливання кп/пс сталі в розширені до низу виливниці, масою: 8 тонн блюмові й 14 тонн слябові. Виливниці встановлені на піддонах із поглибленнями у вигляді переверненої усіченої піраміди. Після затвердіння виливків роблять їхнє стриперування, знімаючи виливниці. Донна частина 8-тонних і 14-тонних виливків має вигляд усіченої переверненої піраміди й розміри, наведені у таблиці 1. Таблиця 1. Розміри донної частини виливків А мм В мм a мм b мм h мм с мм d мм а/А b/B h/a h/b с/А d/B Далі виливки з температурою 800¸850°С поступають на колодязі, де їх нагрівають до температури 1220¸1240 °С, після чого видають у прокатку. Прокатка може здійснюватися як донною так і головною частиною вперед на стані блюмінг - слябінг 1300. Блюм перерізом 300x300 викочують за 13 проходів донною частиною вперед, а сляб перерізом 1000x165 мм викочують за 17 проходів головною частиною вперед. Таблиця проходів 8т 860 750 120 100 55 800 690 0,14 0,13 0,46 0,55 0,93 0,92 14т 1100 770 180 120 80 1060 700 0,18 0,15 0,44 0,67 0,96 0,91 наведена нижче. Режими обтискування блюмового та слябового виливків наведені у таблиці 2. Η - висота поперечного перерізу розкату при прокатуванні у валках. Dh - обтиснення по висоті розкату при прокатуванні у валках. В - ширина поперечного перерізу розкату при прокатуванні у валках. 7 87912 8 Таблиця 2 Режим обтискування блюмового та слябового виливків. № проходу 8т Dh 0 1 2 Η 860 760 680 100 80 3 4 5 6 670 590 510 430 100 80 80 80 7 8 630 530 9 10 14т В 750 760 770 ε Η 770 700 645 Dh 70 60 В 1100 1100 1105 ε 0,09 0,09 585 530 480 430 60 55 50 50 1110 1120 1130 1140 0,09 0,09 0,09 0,10 100 100 0,12 0,1 Кантування 90° 690 0,13 700 0,12 715 0,14 730 0,16 Кантування 90° 435 0,14 445 0,16 1060 980 0,07 0,08 430 350 100 80 460 480 400 360 80 430 80 440 Кантування 90° 40 990 40 1000 11 12 380 280 100 100 320 285 40 35 1010 1025 0,11 0.11 13 14 300 95 250 220 35 30 1045 1060 0,12 0,12 975 85 225 0,08 190 160 35 зо 985 1000 0,16 0.16 0,19 0,19 Кантування 90° 370 0,21 395 0,26 Кантування 90° 300 0,24 0,09 0,10 Кантування 90° 15 Кантування 90° У донній частині блюмсовий розкат (загальна довжина » 13 м) після прокатки не має накатів і великого перекручування торця, слябовий розкат (загальна довжина » 10,5 м) має кінцевий накат » 100 мм. Донна обрізь на блюмсовом розкаті становить 50 мм (технологічне зачищення торця) або 0,4 %, на слябовом розкаті - 125 мм - 1,2 % по довжині (» 0,9 % по масі). 9 Комп’ютерна верстка І. Скворцова 87912 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of blooms and slabs
Автори англійськоюTolpa Anatolii Andriovych, Teriaiev Oleksandr Mytrofanovych
Назва патенту російськоюСпособ производства блюмов и слябов
Автори російськоюТолпа Анатолий Андреевич, Теряев Александр Митрофанович
МПК / Мітки
Мітки: блюмів, спосіб, слябів, виробництва
Код посилання
<a href="https://ua.patents.su/5-87912-sposib-virobnictva-blyumiv-ta-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва блюмів та слябів</a>
Спосіб виробництва слябів
Номер патенту: 68221
Опубліковано: 15.07.2004
Автори: Галушка Віктор Митрофанович, Кукуй Давид Пенхусович, Бражник Сергій Анатолійович, Набока Володимир Іванович, Толпа Анатолій Андрійович, Бенецький Олексій Геннадійович, Сичов Олег Петрович, Захарюта Анатолій Іванович, Путнокі Олександр Юліусович, Аксьоненко Валерій Олексійович, Онода Костянтин Костянтинович, Борщов Олексій Вікторович
Мітки: слябів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва слябів, що включає відливання слябових виливків, розширених донизу, нагрівання і прокатування цих виливків на обтискних станах донною частиною вперед, який відрізняється тим, що виливки відливають складеними з двох сполучених між собою частин, каркасом кожної з яких є зрізана піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка, відношення висоти верхньої...
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Гаран Ігор Вячославович, Росточилов Анатолій Іванович, Тартачний Віктор Сергійович, Соколовський Борис Цудікович
МПК: B22D 7/00, B22D 25/00
Мітки: слябів, виробництва, спосіб, листів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб виробництва слябів
Номер патенту: 73628
Опубліковано: 15.08.2005
Автор: Данько Володимир Михайлович
МПК: B21B 1/02
Мітки: слябів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва слябів для прокатування товстих листів, що включає відливання заготівок на машинах для безперервного лиття заготівок або їх прокатування із зливків з подальшим розрізанням, який відрізняється тим, що заготівки виробляють з шириною, не меншою мінімально припустимої довжини слябів, а ширину слябів отримують розрізанням заготівок на потрібні довжини за розміром:
Спосіб прокатки блюмів
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Дорожко Іван Кирилович, Чічкан Артур Олексійович, Говоруха Валерій Петрович, Павленко Анатолій Несторович, Луценко Віктор Олександрович, Чудновець Олександр Миколайович, Горецький Юрій Володимирович, Луцький Михайло Борисович, Лігус Микола Миколайович, Лук'янов Юрій Васильович
Мітки: блюмів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Томас Джон Е., Тіппінс Джордж В.
МПК: B21B 13/22, B21B 1/04
Мітки: проміжної, ємність, здійснення, установка, спосіб, одержання, зберігання, товщини, слябів
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Попередній патент: Бічна рама візка вантажного вагона
Наступний патент: Енергоприймач
Випадковий патент: Спосіб діагностики психічних захворювань