Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу ад0/ад1/ад31/ад33/амц/ав7, en aw-6060, en aw-6063 та латуні
Формула / Реферат
1. Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ7, EN AW-6060, EN AW-6063 та латуні, що являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного зрізу, при цьому поперечні габарити за шириною й висотою виконано однаковими, за довжиною заготовку виконано більшою, ніж кожний з поперечних габаритів торцевого зрізу, торцевий зріз виконано за його площиною перпендикулярно поздовжній осі заготовки, поверхню торцевого зрізу та зовнішню поверхню заготовки за її довжиною виконано гладкою, яка відрізняється тим, що тіло заготовки виконано суцільним за всією довжиною, щільним та з однаковою структурою, заготовку виконано правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки.
2. Заготовка за п. 1, яка відрізняється тим, що заготовку виконано із зовнішнім діаметром від 75 до 1100 та більше міліметрів.
3. Заготовка за п. 1 та п. 2, яка відрізняється тим, що заготовку виконано з граничним відхиленням за зовнішнім діаметром, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а з зовнішнім діаметром від 500 до 1100 мм - до -10 мм.
4. Заготовка за п. 1, яка відрізняється тим, що заготовку виконано довжиною не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм.
5. Заготовка за п. 1 та п. 4, яка відрізняється тим, що заготовку виконано з кривизною поздовжньої осі не більше 5 мм на 1 м довжини.
6. Заготовка за п. 1, яка відрізняється тим, що торцевий зріз заготовки виконано за його площиною або перпендикулярно поздовжній осі заготовки, або з косиною площини зазначеного зрізу не більше 20° відносно поздовжньої осі заготовки.
7. Заготовка за п. 1 та п. 6, яка відрізняється тим, що зовнішню поверхню торцевого зрізу виконано із шорсткістю Rz не більше 80 мкм.
8. Заготовка за п. 1, яка відрізняється тим, що зовнішню поверхню заготовки за її довжиною виконано із шорсткістю Rz не більше 80 мкм.
Текст
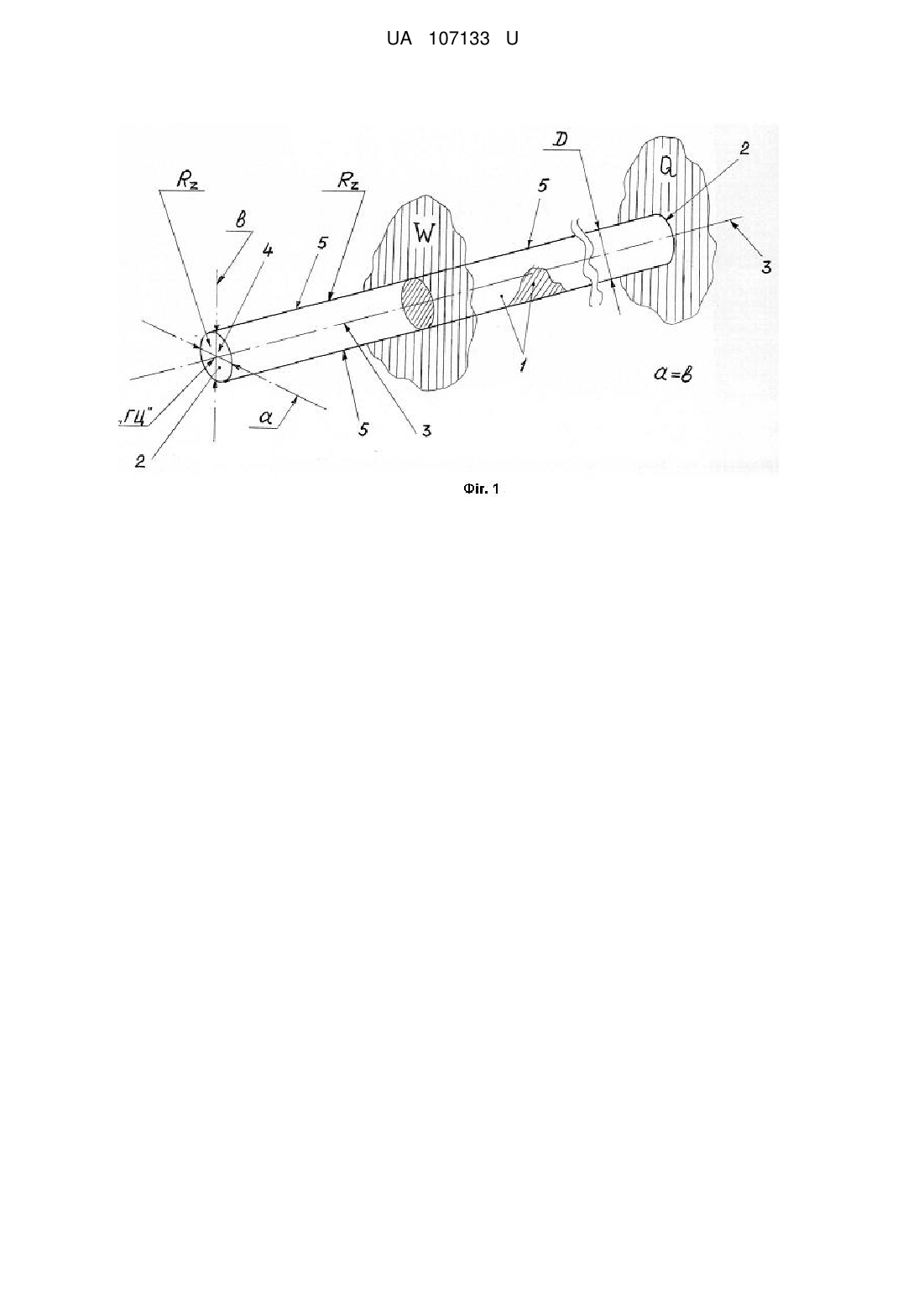
Реферат: Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ7, EN AW-6060, EN AW-6063 та латуні являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного зрізу, при цьому поперечні габарити за шириною й висотою виконано однаковими, за довжиною заготовку виконано більшою, ніж кожний з поперечних габаритів торцевого зрізу, торцевий зріз виконано за його площиною перпендикулярно поздовжній осі заготовки, поверхню торцевого зрізу та зовнішню поверхню заготовки за її довжиною виконано гладкою. Тіло заготовки виконано суцільним за всією довжиною, щільним та з однаковою структурою, заготовку виконано правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки. UA 107133 U (54) ЗАГОТОВКА ДЛЯ ПРЕСУВАННЯ/ЕКСТРУЗІЇ/ВИГОТОВЛЕННЯ ПРОФІЛЮ З СПЛАВІВ ТИПУ АД0/АД1/АД31/АД33/АМЦ/АВ7, EN AW-6060, EN AW-6063 ТА ЛАТУНІ UA 107133 U UA 107133 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії, зокрема до виробництва литих виробів з алюмінієвих сплавів та латуні, а саме до злитків/заготовок для пресування/екструзії/виготовлення металевого профілю, і може бути застосована для виготовлення профілів для вікон та інших будівельних конструкцій. Заготовки (алюмінієві стовпи) для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів - це продукція для виготовлення виробів (зокрема алюмінієвих профілів різного поперечного перерізу) екструзивним способом. Алюмінієві стовпи виходять шляхом лиття. Готові довгомірні злитки (алюмінієві стовпи) піддаються процесу гомогенізації, що повинен забезпечити одержання рівномірної кристалічної решітки сплаву по всій довжині виробу. Продукція (заготовки) виготовляються з наступних марок сплавів: АД0, АД1, АД31, АД35, АД31, EN AW-6060, EN AW-6063, латуні та інших сплавів [1], [2]. Алюмінієві заготовки знаходять застосування в різних сферах промисловості, зокрема для виготовлення різноманітних деталей, елементів конструкцій і споруджень. Завдяки своїй легкості, пластичності й стійкості до корозії заготовки застосовуються й у харчовій промисловості та для виготовлення товарів народного споживання. Для виготовлення різних деталей з алюмінієвих заготівель використовуються такі операції, як штампування, кування, пресування, прокат і інші. Слід зазначити головна перевага алюмінію - деталі з алюмінію можна використовувати в умовах сильних морозів тому, що вони не стають крихкими [3], [4]. Відомий циліндричний злиток з похилими ділянками у вигляді лисок, сполученими з його торцевими поверхнями, при цьому на ньому виконані додаткові похилі ділянки у вигляді лисок, сполучені з первісними похилими ділянками, причому кут нахилу до поздовжньої осі злитка ділянок, сполучених з торцевими поверхнями, дорівнює 60-70°, їхня максимальна висота - 0,200,25 діаметра злитка, кут нахилу до поздовжньої осі злитка додаткових ділянок дорівнює 25-35°, їхня максимальна висота - 0,15-0,20 діаметра злитка [5]. У відомому злитку профілюються торцеві грані, економія металу досягається за рахунок зменшення торцевих накатів і, отже, зниження величини некондиційного кінця розкату Недоліком відомого технічного рішення є значна опуклість бічної грані, характерна для злитків з відносинами ширини до товщини не більше 1-2, що прокочуються з високими приватними обтисненнями за пропуск. Відома заготовка для пресування/екструзії/виготовлення алюмінієвого профілю з алюмінієвих сплавів, що являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу, які за шириною й висотою виконано однаковими, при цьому заготовку за довжиною виконано більшою не менше ніж у два рази щодо кожного з поперечних габаритів торцевого зрізу, торцевий зріз за його площиною виконано переважно перпендикулярно поздовжній осі заготовки, а зовнішню поверхню заготовки за всією її довжиною виконано гладкою [6]. До недоліків відомої заготовки для пресування/екструзії/виготовлення алюмінієвого профілю з алюмінієвих сплавів належить те, що в злитках присутня "віялова" структура, що знижує технологічну пластичність металу й експлуатаційні характеристики виготовлених напівфабрикатів/заготовок. Найбільш близьким технічним рішенням як за суттю, так і за задачею, що вирішується, яка вибрана за найближчий аналог (прототип), є заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного зрізу, при цьому поперечні габарити за шириною й висотою виконано однаковими, за довжиною заготовку виконано більшою, ніж кожний з поперечних габаритів торцевого зрізу, торцевий зріз виконано за його площиною перпендикулярно поздовжній осі заготовки, поверхню торцевого зрізу та зовнішню поверхню заготовки за її довжиною виконано гладкою [7]. До недоліків відомої заготовки для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, яку вибрано за найближчий аналог (прототип), належить те, що в злитках присутня "віялова" структура, що знижує технологічну пластичність металу й експлуатаційні характеристики виготовлених напівфабрикатів/заготовок. Також до недоліків належить й те, що на бічних поверхнях заготовки присутні тріщини, тіло заготовки має кривизну за поздовжньою віссю більше 10 мм на кожний погонний метр, у тілі заготовки можливі усадкові раковини, не забезпечується гарантована відсутність у заготовках одиничних ділянок Із грубозернистою макроструктурою, неприпустимих для подальшого виготовлення великогабаритних заготовок, що негативно впливають на якість виготовлених довгомірних профілів. 1 UA 107133 U 5 10 15 20 25 30 35 40 45 50 55 В основу корисної моделі покладено задачу шляхом виконання тіла заготовки суцільним за всією довжиною, щільним та з однаковою структурою, правильної геометричної форми з круглим поперечним перетином по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перетину по всіх точках поздовжньої осі зазначеної заготовки забезпечити підвищення показників якості заготівлі для наступного виготовлених довгомірних профілів. Суть корисної моделі в заготовці для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного зрізу, при цьому поперечні габарити за шириною й висотою виконано однаковими, за довжиною заготовку виконано більшою, ніж кожний з поперечних габаритів торцевого зрізу, торцевий зріз виконано за його площиною перпендикулярно поздовжній осі заготовки, поверхню торцевого зрізу та зовнішню поверхню заготовки за її довжиною виконано гладкою, полягає в тому, що тіло заготовки виконано суцільним за всією довжиною, щільним та з однаковою структурою, заготовку виконано правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки. Суть корисної моделі полягає і в тому, що заготовку виконано із зовнішнім діаметром від 75 до 1100 та більше міліметрів й з граничним відхиленням за зовнішнім діаметром, відповідно, до 300 мм до -3 мм, до 500 мм - до -2,5 мм, а із зовнішнім діаметром від 500 до 1100 мм - до -10 мм. Суть корисної моделі полягає також в тому, що заготовку виконано довжиною не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм й з кривизною поздовжньої осі не більше 5 мм на 1 м довжини. Суть корисної моделі полягає також і в тому, що торцевий зріз заготовки виконано за його площиною або перпендикулярно поздовжній осі заготовки, або з косиною площини зазначеного зрізу не більше 20° відносно поздовжньої осі заготовки. Новим в корисній моделі є те, що зовнішню поверхню торцевого зрізу виконано із шорсткістю Rz не більше 80 мкм, а зовнішню поверхню заготовки за її довжиною виконано із шорсткістю Rz не більше 80 мкм. Порівняльний аналіз технічного рішення, що заявляється, з прототипом, дозволяє зробити висновок, що заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, яка заявляється, відрізняється від прототипу тим, що тіло заготовки виконано суцільним за всією довжиною, щільним та з однаковою структурою, заготовку виконано правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки, заготовку виконано із зовнішнім діаметром від 75 до 1100 та більше міліметрів, заготовку виконано з граничним відхиленням за зовнішнім діаметром, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а із зовнішнім діаметром від 500 до 1100 мм до -10 мм, заготовку виконано довжиною не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм, заготовку виконано з кривизною поздовжньої осі не більше 5 мм на 1 м довжини, торцевий зріз заготовки виконано за його площиною або перпендикулярно поздовжній осі заготовки, або з косиною площини зазначеного зрізу не більше 20° відносно поздовжньої осі заготовки, зовнішню поверхню торцевого зрізу виконано із шорсткістю Rz не більше 80 мкм, а зовнішню поверхню заготовки за її довжиною виконано із шорсткістю Rz не більше 80 мкм. Рішення поставленої задачі дійсно можливе тому, що: - шляхом виконання тіла заготовки суцільним за всією довжиною, щільним та з однаковою структурою забезпечується якість виготовлення з неї довгомірних профілів; - шляхом виконання заготовки правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки забезпечується повне заповнення каналів матричного комплекту на обладнанні, що застосовується для виготовлення профілів; - шляхом виконання заготовки із зовнішнім діаметром від 75 до 1100 та більше міліметрів забезпечується виготовлення різних за розміром (у поперечному перерізі) довгомірних профілів; - шляхом виконання заготовки з граничним відхиленням за зовнішнім діаметром, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а із зовнішнім діаметром від 500 до 1100 мм - до 10 мм забезпечується можливість точності входу заготовки у матрицю без значних втрат металу 2 UA 107133 U 5 10 15 20 25 30 35 40 45 50 55 60 тіла заготовки на зовнішню стружку (прес-залишок) та повне заповнення каналів матричного комплекту; - шляхом виконання заготовки довжиною не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм забезпечується можливість її транспортування різними типами транспортних засобів, а також можливість розміщення заготовок мірної довжини у печі гомогенізації; - шляхом виконання заготовки з кривизною поздовжньої осі не більше 5 мм на 1 м довжини забезпечується точність входу заготовки у матрицю пресувального устаткування; - шляхом виконання торцевого зрізу заготовки за його площиною або перпендикулярно поздовжній осі заготовки, або з косиною площини зазначеного зрізу не більше 20° відносно поздовжньої осі заготовки, забезпечується точність формування профілів при їх виготовленні із заготовки кількістю більше одного профілю; - шляхом виконання зовнішньої поверхні торцевого зрізу із шорсткістю Rz не більше 80 мкм забезпечується точність виготовлення торцевих поверхонь профілів без додаткової їх обробки; - шляхом виконання зовнішньої поверхні заготовки за її довжиною із шорсткістю Rz не більше 80 мкм забезпечується можливість точності входу заготовки у матрицю пресувального устаткування без значних втрат металу тіла заготовки на зовнішню стружку (прес-залишок). Таким чином заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, відповідає критерію корисної моделі "новизна". Суть корисної моделі в заготовці для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, пояснюється за допомогою креслень, де на фіг. 1 показано зовнішній вигляд заготовки для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, на вигляді % з торцевого зрізу, на фіг. 2 показано конструктивно-компонувальну схему заготовки для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, з показом структури тіла зазначеної заготовки, на фіг. 3 показано креслення заготовки як довгомірного виробу заданого поперечного перерізу з порівняними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного торцевого зрізу, на фіг. 4-5 показано варіанти розміщення площини торцевого зрізу заготовки відносно її поздовжньої осі, на фіг. 6-7 показано варіанти розташування поздовжньої осі заготовки за її довжиною, на фіг. 8 показано варіанти торцевого зрізу заготовки за різними за величиною поперечними габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного торцевого зрізу. Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється (див. схеми на фіг. 1-2), являє собою довгомірний виріб 1 заданого поперечного перерізу W з порівняними за величиною поперечними габаритами по торцевому зрізу 2 - шириною "а" й висотою "b" відносно геометричного центру "ГЦ" зазначеного зрізу 2, при цьому поперечні габарити за шириною "а" й висотою "b" виконано однаковими (де а=b). За довжиною L заготовку 1 виконано більшою, ніж кожний з поперечних габаритів ("a" і "b") торцевого зрізу 2 (див. схеми на фіг. 1-23). Торцевий зріз 2 заготовки 1 виконано за його площиною Q переважно перпендикулярно поздовжній осі 3 заготовки 1 (див. схему на фіг. 4). Поверхню 4 торцевого зрізу 2 та зовнішню поверхню 5 заготовки 1 за її довжиною L виконано гладкою (при цьому зовнішню поверхню торцевого зрізу виконано із шорсткістю Rz не більше 80 мкм, а зовнішню поверхню заготовки за її довжиною виконано із шорсткістю Rz не більше 80 мкм). Конструктивно і технологічно тіло заготовки 1 виконано суцільним за всією довжиною, щільним та з однаковою структурою (див. схеми на фіг. 1, 3-7). Заготовку 1 виконано правильної геометричної форми з круглим поперечним перерізом (див. схеми на фіг. 8) по всій довжині L заготовки 1 з однаковими за величиною поперечними габаритами (відповідно, за шириною "а" й висотою "b" виконано однаковими - де а=b) відносно геометричного центру "ГЦ" перерізу по всіх точках поздовжньої осі 3 зазначеної заготовки 1 (див. схеми на фіг. 1 та на фіг. 8). Конструктивно заготовку 1 виконано із зовнішнім діаметром D від 75 до 1100 та більше міліметрів (див. схеми на фіг. 8). При цьому заготовку 1 виконано з граничним відхиленням за зовнішнім діаметром D, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а з зовнішнім діаметром від 500 до 1100 мм-до -10 мм. Конструктивно заготовку 1 виконано довжиною L не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм. 3 UA 107133 U 5 10 15 20 25 30 35 Конструктивно і технологічно тіло заготовки 1 виконано з кривизною δ поздовжньої осі 3 не більше 5 мм на 1 м довжини (див. схему на фіг. 7). Конструктивно і технологічно торцевий зріз 2 заготовки 1 виконано за його площиною Q або перпендикулярно поздовжній осі 3 заготовки 1 (див. схеми на фіг. 1-4), або з косиною а площини Q зазначеного зрізу 2 не більше 20° відносно поздовжньої осі 3 заготовки 1 (див. схему на фіг. 5). Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні служить основою для виготовлення з неї довгомірних профілів і застосовується для їх виготовлення таким чином. Попередньо виготовляють зазначену заготовку 1 для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, яку виготовляють у вигляді алюмінієвого стовпа циліндричної форми (див. схеми на фіг. 3, 6). Процес виробництва алюмінію в стовпах (а саме заготівлі алюмінієвого стовпа циліндричної форми) складається переважно з 3-х технологічних процесів, а саме: - плавка алюмінієвої паці; - безпосереднє лиття стовпа (заготовки, що заявляється); - гомогенізація кінцевого продукту (заготовки, що заявляється). Сам процес плавки здійснюється в печі безперервного циклу (дії), яка являє собою жорстко зв'язану конструкцію стін і основи зі сталевого листа, футеровану (викладену) високоякісними вогнетривкими матеріалами і цементами. У плавильну піч завантажується шихта (суміш), що складається з комбінації алюмінію у пацях і додаткових матеріалах і сплавів (зокрема, сплави алюмінієві в пацях, виготовлені з первинних металів, лому й відходів кольорових металів і сплавів), що забезпечують потрібну сполуку кінцевого продукту - заготовки (позиція 1), що заявляється. Для виготовлення заготовки (позиція 1), що заявляється, а саме алюмінієвого стовпа циліндричної форми, застосовуються такі сплави: - алюміній первинний марок А6, А7, А8 та інших марок (типу АД0/АД1/АД31/АД33/АМЦ/АВ) у пацях; - селумін різних марок у пацях; - магній металевих марок МГ90, МГ95 та інші; - алюмінієво-бор-титанова лігатура; - сплав EN AW-6060 (6060) або EN AW-6063 (6063); - латунь. Дані щодо масової частки елементів (згідно з ГОСТ ДЕРЖСТАНДАРТОМ) в зазначених вище сплавах наведено в таблиці 1. Таблиця 1 ГОСТ ГОСТ 4784-97 після 2000г. АД31 ГОСТ 22233-2001 6060 ГОСТ 22233-2001 45 АД31 ГОСТ 22233-2001 40 Марка сплаву 6063 Масова частка елементів Кремній Залізо Мідь Марганець Магній Хром Цинк Титан Алюміній 0,450,2-0,6 0,5 0,1 0,1 0,10 0,2 0,15 Інше 0,90 0,450,2-0,6 0,35 0,10 0,10 0,10 0,10 0,10 Інше 0,90 0,100,350,3-0,6 0,10 0,10 0,05 0,15 0,10 Інше 0,30 0,60 0,150,600,3-0,6 0,10 0,15 0,05 0,15 0,10 Інше 0,35 0,90 Алюмінієвий сплав АД31. Його хімічний склад визначає ДЕРЖСТАНДАРТ (ГОСТ 4784-97). До 2000 року сплав АД31 був ідентичний сплаву 6063 (EN AW-6063). З 2000 року сплав АД31 за ГОСТ 4784-97 перестав збігатися зі сплавом 6063 (EN AW-6063) У результаті виправлень 2000 року хімічний склад сплаву АДЗ1 досить значно змінився у бік підвищення вмісту домішок, тобто він став більше "брудним". Це було зроблено для розширення можливості застосування алюмінієвого брухту, що завжди має підвищений вміст домішок. Значно розширилися допуски в першу чергу по залізу: з 0,35 до 0,5. Зміну максимально припустимого вмісту міді й марганцю з 0,10 до 0,1 % також спрямовано на збільшення 4 UA 107133 U 5 10 15 20 25 30 35 40 45 50 55 60 припустимого вмісту домішок. Це пов'язане із правилами округлення, які застосовуються при обробці даних хімічного аналізу сплаву. Алюмінієвий сплав 6060 (EN AW-6060) має мінімальний вміст магнію 0,35 %, а кремнію 0,30 %. У стані Т6 забезпечує пресованим профілям мінімальну міцність 190 МПа. Легко пресується навіть при дуже складних поперечних перерізах профілів. Має гарні режими формування, наприклад при згинанні, у стані Т4 - після загартування й природного старіння. Широко застосовується в будівельних конструкціях, що обгороджують, у вікнах, дверях, фасадах, а також при виготовленні поручнів, огороджень, меблів, спортивного інвентарю. Добре підходить для анодування - захисного й декоративного. Алюмінієвий сплав 6063 має мінімальний вміст магнію 0,45 %, а кремнію - 0,20 %. Підвищений, у порівнянні зі сплавом 6060 (EN AW-6060), мінімум магнію забезпечує трохи більшу гарантовану міцність, чим у сплаві 6060 (EN AW-6060): у стані Т6 - до 215 МПа. Галузь застосування сплаву 6063 (EN AW-6063) в основному та ж, що й у сплаву 6060 (EN AW-6060). Процес плавлення протікає при температурі близько 750 °C. Після цього сплав у рідкому стані перетікає в камеру витримки. Там він проходить рафінування (очищення) і перемішування, а так само легується бор-титановим дротом для здрібнювання первинної ланки. Очищення й перемішування здійснюється завдяки подачі через газопроникні пробки, що знаходяться на дні камери витримки, інертного газу. Пухирці зазначеного інертного газу піднімаючись захоплюють шлаки й переміщують сплав. Підготовлений таким способом матеріал попадає у сніфер, у якому, завдяки особливій конструкції насадки, відбувається процес дегазації сплаву. Після цього, готовий сплав (підготовлена зазначеним вище способом суміш) попадає в ливарну машину, де перетвориться в алюмінієві стовпи круглого поперечного перерізу (як варіант конструктивного виконання, що заявляється). Звичайно процес лиття відбувається на горизонтальній ливарній машині безперервного лиття алюмінієвих злитків. До складу ливарної машини конструктивно входять (як варіант конструктивного виконання): - розподільна коробка в зборі з ливарною формою; - пускові стрижні; - притискні ролики; - "летуча" пила; - система охолодження; - рольганги; - система змащення ливарної форми; - система охолодження пилки. Лиття алюмінієвих злитків (заготовок (позиція 1), що заявляються) здійснюється безупинно в кілька струмків і швидкість лиття становить 1700-1900 кг/год. Кількість струмків і швидкість лиття залежать від діаметра злитків (заготовок, що заявляються) і використовуваної машини. Виробництво алюмінієвих злитків діаметром 160 і 190 мм на ливарній машині, наприклад, типу "Харвінг Інжиніринг", здійснюється в 4 струмки. При виробництві алюмінієвих злитків діаметром 90, 115 і 145 мм лиття здійснюється в 5 струмків (як варіант технологічного процесу виготовлення алюмінієвих стовпів круглого поперечного перерізу). Потім, по системі рольгангів, алюмінієві стовпи (позиція 1) мірної довжини (до 8000 мм) подаються у піч гомогенізації, де протягом 24 годин вони проходять термічну обробку для одержання більш однорідної структури алюмінієвого злитка. На цьому етапі відбувається ліквідація мікронеоднорідностей, що утворилися раніше в результаті плавки вихідного алюмінію і добавок до нього, що дозволяє одержати більш однорідну, а значить більш міцну структуру злитка - заготовки, що заявляється. Зазначеним способом одержують заготовку 1 (заготовки) для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, яка являє собою (див. схему на фіг. 1-2): - довгомірний виріб (заготовка 1) заданого поперечного перерізу W з порівняними за величиною поперечними габаритами по торцевому зрізу 2 - шириною "а" й висотою "b" відносно геометричного центру "ГЦ" зазначеного зрізу 2, а саме правильної геометричної форми з круглим поперечним перерізом (див. схему на фіг. 8) по всій довжині L заготовки 1 з однаковими за величиною поперечними габаритами (відповідно, за шириною "а" й висотою "b" виконано однаковими - де а=b) відносно геометричного центру "ГЦ" перерізу по всіх точках поздовжньої осі 3 зазначеної заготовки 1 (взяті поперечні габарити за шириною "a" й висотою "b" у вертикальній та горизонтальній площині, що проходять по поздовжній осі 3 заготовки 1 5 UA 107133 U 5 10 15 20 25 30 35 40 45 50 55 перпендикулярно одна до іншої виконано однаковими) (див. схеми на фіг. 1-2), при цьому заготовку 1 виконано із зовнішнім діаметром D від 75 до 1100 та більше міліметрів (див. схему на фіг. 8) та з граничним відхиленням за зовнішнім діаметром D, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а з зовнішнім діаметром D від 500 до 1100 мм - до -10 мм; - заготовка 1 має довжину L не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм і є за довжиною L більшою, ніж кожний з поперечних габаритів торцевого зрізу (відповідно, за шириною "а" й висотою "b") (див. схеми на фіг. 1-2); - заготовка 1 має кривизну δ поздовжньої осі 3 не більше 5 мм на 1 м довжини (див. схему на фіг. 7); - торцевий зріз 2 заготовки 1 за його площиною Q є перпендикулярним поздовжній осі 3 заготовки 1 (див. схему на фіг. 4), або, як варіант конструктивного виконання, знаходиться під кутом α (косина торцевого зрізу 2) не більше 20° відносно поздовжньої осі 3 зазначеної заготовки 1 (див. схему на фіг. 5); - поверхня 4 торцевого зрізу 2 та зовнішня поверхня 5 заготовки 1 за її довжиною L є гладкою (зовнішню поверхню 4 торцевого зрізу 2 виконано із шорсткістю Rz не більше 80 мкм, а зовнішню поверхню 5 заготовки 1 за її довжиною L виконано із шорсткістю Rz не більше 80 мкм); - тіло заготовки 1 є суцільним за всією довжиною L, щільним та з однаковою структурою (див. схеми на фіг. 1, 3-7). Далі переходять до екструзії профілів. Екструзія профілів - це складний у технологічному плані процес, що містить у собі безліч операцій і використовуваного устаткування (профілем називають довгомірний виріб або напівфабрикат заданого поперечного перерізу з порівнянними за величиною шириною й висотою). Профіль, що виходить у результаті технологічного процесу екструзії з заготовці 1 для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, класифікують за наступними ознаками: - за формою перерізу (квадрат, коло, двотавр й інші); - за складністю конфігурації перерізу; - за способом виготовлення (гаряче- і холоднодеформований, пресований, катаний та інше); - за точністю виготовлення (звичайної точності, високоточний та інші); - за призначенням й так далі. Технологічний процес пресування профілів містить наступні технологічні операції: - підготовку пресового устаткування до роботи; - підготовку технологічного інструмента до роботи (сюди ставляться: прес-шайби, матрицеутримувачі, матриці, підкладки, опорні кільця, ножі видалення прес-залишку); - нагрівання пресового інструмента; - завантаження й нагрівання злитків у газовій печі; - пресування профілю; - виправлення профілю на розтяжній машині; - різання профілю в мірну довжину; - укладання профілю в кошики; - транспортування й завантаження профілів у піч старіння; - старіння профілів. Перед тим, як починається безпосередньо процес екструдування профілів (з отриманої заготовки 1 для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється), здійснюється нагрівання пресового устаткування в камерних печах опору (нагріванню піддаються прес-шайби, матрицеутримувачі, матриці, підкладки, опорні кільця, ножі видалення прес-залишку). Нагрівання холодного контейнера здійснюється поступово. Це досягається шляхом плавного збільшення активності нагрівальних елементів з інтервалами в 50 °C. По досягненні заданої межі температури необхідно почекати як мінімум 1 годину, перш ніж підвищити температуру до наступної межі. Потім починається пресування профілів (з отриманої заготовки 1 для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється). Профілі, що виготовляються на лініях, запускаються партіями. Маса партіївизначається, виходячи з необхідної кількості готової продукції й стану матриці. Черговість пресування виробів 6 UA 107133 U 5 10 15 20 25 30 35 40 45 50 регулюється з таким розрахунком, щоб не було частого чергування сплавів. Перший профіль, що вийшов із преса, звичайно є самим маленьким й виконує наступні функції: - забезпечує заповнення каналів матричного комплекту; - забезпечує вихід профілю до пилки гарячого різання під зачіп пулера; - вирівнює температуру інструментів пресування. Пресування другої заготовки (позиція 1) забезпечує: - кратність довжини нарізання профілю; - величину відходів, що вирізуються; - величину заданого прес-залишку; - максимальний вихід придатного профілю. Після того, як устаткування повністю підготовлено до пресування профілів, здійснюється пресування й загартування профілів. Загартування здійснюється на вихідному столі преса потоком повітря, що нагнітається охолоджувальними вентиляторами. У випадку, коли профіль має невеликі відхилення від заданих розмірів, він може бути підданий виправленню розтяганням. Виправленню розтяганням підлягає профіль, що не має тріщин і надривів. Готовий профіль ріжеться на необхідні розміри й піддається процедурі старіння (старіння це термічна обробка сплаву, підданого загартуванню. Вона полягає в нагріванні й витримці профілю при підвищеній температурі з наступним охолодженням на повітрі (штучне старіння) або у витримці при кімнатній температурі (природне старіння) з метою одержання більш рівноважного стану й необхідного комплексу властивостей). На цьому процес виготовлення профілів з отриманої заготовки 1 для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, закінчується. Підвищення ефективності застосування заготовки для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ, EN AW-6060, EN AW-6063 та латуні, що заявляється, у порівнянні з прототипом, досягається за рахунок виконання тіла заготовки суцільним за всією довжиною, щільним та з однаковою структурою, правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки, чим забезпечується підвищення показників якості заготовки для наступного виготовлених з неї довгомірних профілів. Джерела інформації: 1. Можарин В.П. Литейное производство: учебное пособие в двух книгах. Книга 2. Издательство Томского политехнического университета, 2011, - 468 с. 2. Курдюмов А.В. Производство отливок из сплавов цветных металлов -М.: Металлургия, 1986,-416 с. 3. Кулаков Б.А., Ивочкина О.М., Знаменский Л.Г. Производство отливок из цветных сплавов. Текст учебного пособия. - Челябинск: Издательство ЮУрГУ, 2005,- 117с. 4. Курдюмов А.В., Пикунов М.В., Чурсин В.М., Бибиков Е.Л. Производство отливок из сплавов цветных металлов: Учебник для вузов по специальности "Литейное производство черных и цветных металлов". - М.: МИСИС, 1996, - 503с. 5. Авторське свідоцтво СРСР № 1214255 "Циліндричний злиток" від 28.06.1984р., МПК 6 В 21 В 1/02 - аналог. 3. Гоц В.І., Гелевера О.Г., Фролова В.М. Технологія будівельних алюмінієвих конструкцій: Підручник. - К.: ТОВ УВПК "ЕксОб", К.: КНУБА, 2007, - 380 с, 247 іл., 68 табл., 12 дод. - аналог. 4. Прессование. Справочное руководство / Д-р М. Баузер, проф., д.т.н. Г. Зауер, проф., д.т.н. К. Зигерт / - Пер. с немецкого по лицензии издательства Aluminium Verlag Marketing&Kommunikation GmbH, M.: "Алюсил МВиТ", Москва, 2009. - с. 918, Рис. 651. Перевод с немецкого под редакцией докт. техн. наук В.Л. Бережного - прототип. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу АД0/АД1/АД31/АД33/АМЦ/АВ7, EN AW-6060, EN AW-6063 та латуні, що являє собою довгомірний виріб заданого поперечного перерізу з порівняними за величиною поперечними 7 UA 107133 U 5 10 15 20 25 габаритами по торцевому зрізу - шириною й висотою відносно геометричного центру зазначеного зрізу, при цьому поперечні габарити за шириною й висотою виконано однаковими, за довжиною заготовку виконано більшою, ніж кожний з поперечних габаритів торцевого зрізу, торцевий зріз виконано за його площиною перпендикулярно поздовжній осі заготовки, поверхню торцевого зрізу та зовнішню поверхню заготовки за її довжиною виконано гладкою, яка відрізняється тим, що тіло заготовки виконано суцільним за всією довжиною, щільним та з однаковою структурою, заготовку виконано правильної геометричної форми з круглим поперечним перерізом по всій довжині заготовки з однаковими за величиною поперечними габаритами відносно геометричного центру перерізу по всіх точках поздовжньої осі зазначеної заготовки. 2. Заготовка за п. 1, яка відрізняється тим, що заготовку виконано із зовнішнім діаметром від 75 до 1100 та більше міліметрів. 3. Заготовка за п. 1 та п. 2, яка відрізняється тим, що заготовку виконано з граничним відхиленням за зовнішнім діаметром, відповідно, до 300 мм - до -3 мм, до 500 мм - до -2,5 мм, а з зовнішнім діаметром від 500 до 1100 мм - до -10 мм. 4. Заготовка за п. 1, яка відрізняється тим, що заготовку виконано довжиною не більше 8000 мм з граничним відхиленням за довжиною від +20 до +80 мм. 5. Заготовка за п. 1 та п. 4, яка відрізняється тим, що заготовку виконано з кривизною поздовжньої осі не більше 5 мм на 1 м довжини. 6. Заготовка за п. 1, яка відрізняється тим, що торцевий зріз заготовки виконано за його площиною або перпендикулярно поздовжній осі заготовки, або з косиною площини зазначеного зрізу не більше 20° відносно поздовжньої осі заготовки. 7. Заготовка за п. 1 та п. 6, яка відрізняється тим, що зовнішню поверхню торцевого зрізу виконано із шорсткістю Rz не більше 80 мкм. 8. Заготовка за п. 1, яка відрізняється тим, що зовнішню поверхню заготовки за її довжиною виконано із шорсткістю Rz не більше 80 мкм. 8 UA 107133 U 9 UA 107133 U 10 UA 107133 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 21/04, C22C 21/00, B21B 1/00
Мітки: алюмінієвих, профілю, aw-6060, латуні, aw-6063, сплавів, заготовка, типу
Код посилання
<a href="https://ua.patents.su/13-107133-zagotovka-dlya-presuvannya-ekstruzi-vigotovlennya-profilyu-z-alyuminiehvikh-splaviv-tipu-ad0-ad1-ad31-ad33-amc-av7-en-aw-6060-en-aw-6063-ta-latuni.html" target="_blank" rel="follow" title="База патентів України">Заготовка для пресування/екструзії/виготовлення профілю з алюмінієвих сплавів типу ад0/ад1/ад31/ад33/амц/ав7, en aw-6060, en aw-6063 та латуні</a>
Спосіб виготовлення напівфабрикатів із алюмінієвих сплавів
Номер патенту: 66588
Опубліковано: 15.09.2005
Автори: Нейков Олег Доміанович, Сірко Олександр Іванович, Мільман Юлій Вікторович, Крайніков Олександр Васильович, Тохтуєв Валерій Глібович, Васильєва Галина Іллівна
МПК: B22F 9/06, B22F 3/115
Мітки: сплавів, спосіб, алюмінієвих, виготовлення, напівфабрикатів
Формула / Реферат:
1. Спосіб виготовлення напівфабрикатів з алюмінієвих сплавів, що включає приготування алюмінієвого розплаву, його перегрів на 150-200°С, диспергування розплаву, дегазацію отриманого диспергованого закристалізованого сплаву з наступною його гарячою деформацією, який відрізняється тим, що розплав диспергують струменями водного розчину інгібіторів із групи слабких електролітів з отриманням диспергованого закристалізованого сплаву у вигляді...
Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва п-подібної кліпси
Номер патенту: 76737
Опубліковано: 10.01.2013
Автор: Ткаченко Олег Миколайович
МПК: B21B 1/00
Мітки: алюмінію, виробництва, спосіб, дроту, кліпси, профільного, п-подібної, виготовлення, алюмінієвих, сплавів
Формула / Реферат:
Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси, який відрізняється тим, що круглий дріт заводиться у перший горизонтальний блок роликів попередньої формовки, в якому отримує вертикально орієнтовану еліпсоподібну форму перерізу з розміром дещо більшим, ніж ширина другого основного блока профільних роликів, в якому за допомогою верхнього рухомого ролика, робоча поверхня якого виконана...
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
Мітки: сплавів, спосіб, модифікатора, алюмінієвих, виготовлення
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Спосіб виготовлення виробів типу панелей та вилок з важкодеформівних сплавів
Номер патенту: 27535
Опубліковано: 12.11.2007
Автори: Маковецький Андрій Володимирович, Маковецький Олександр Вікторович, Маковецький Володимир Володимирович
МПК: B21D 21/00
Мітки: типу, сплавів, панелей, спосіб, вилок, важкодеформівних, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення поковок типу панелей та вилок з важкодеформівних сплавів, згідно з яким виконується попереднє профілювання заготовки шляхом формування доповнюючих елементів і наступне формування гребінців до заданої висоти шляхом перерозподілу металу, що утворює гребінці, який відрізняється тим, що на попередній стадії штампування на поковці формуються дві чи більше бокових напівпорожнин складного профілю.
Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів
Номер патенту: 24894
Опубліковано: 25.07.2007
Автор: Луцків Ігор Петрович
МПК: B21B 1/00
Мітки: виготовлення, алюмінію, безперервної, спосіб, кліпсової, алюмінієвих, сплавів, стрічки
Формула / Реферат:
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний малюнок, при цьому...
Попередній патент: Бурове шарошкове долото
Наступний патент: Тетянин спосіб отримання теплової енергії, при здійсненні вибуху снаряда, в тому числі ядерного або термоядерного
Випадковий патент: Дугогасна камера