Спосіб виготовлення виробів типу панелей та вилок з важкодеформівних сплавів
Номер патенту: 27535
Опубліковано: 12.11.2007
Автори: Маковецький Андрій Володимирович, Маковецький Олександр Вікторович, Маковецький Володимир Володимирович
Формула / Реферат
Спосіб виготовлення поковок типу панелей та вилок з важкодеформівних сплавів, згідно з яким виконується попереднє профілювання заготовки шляхом формування доповнюючих елементів і наступне формування гребінців до заданої висоти шляхом перерозподілу металу, що утворює гребінці, який відрізняється тим, що на попередній стадії штампування на поковці формуються дві чи більше бокових напівпорожнин складного профілю.
Текст
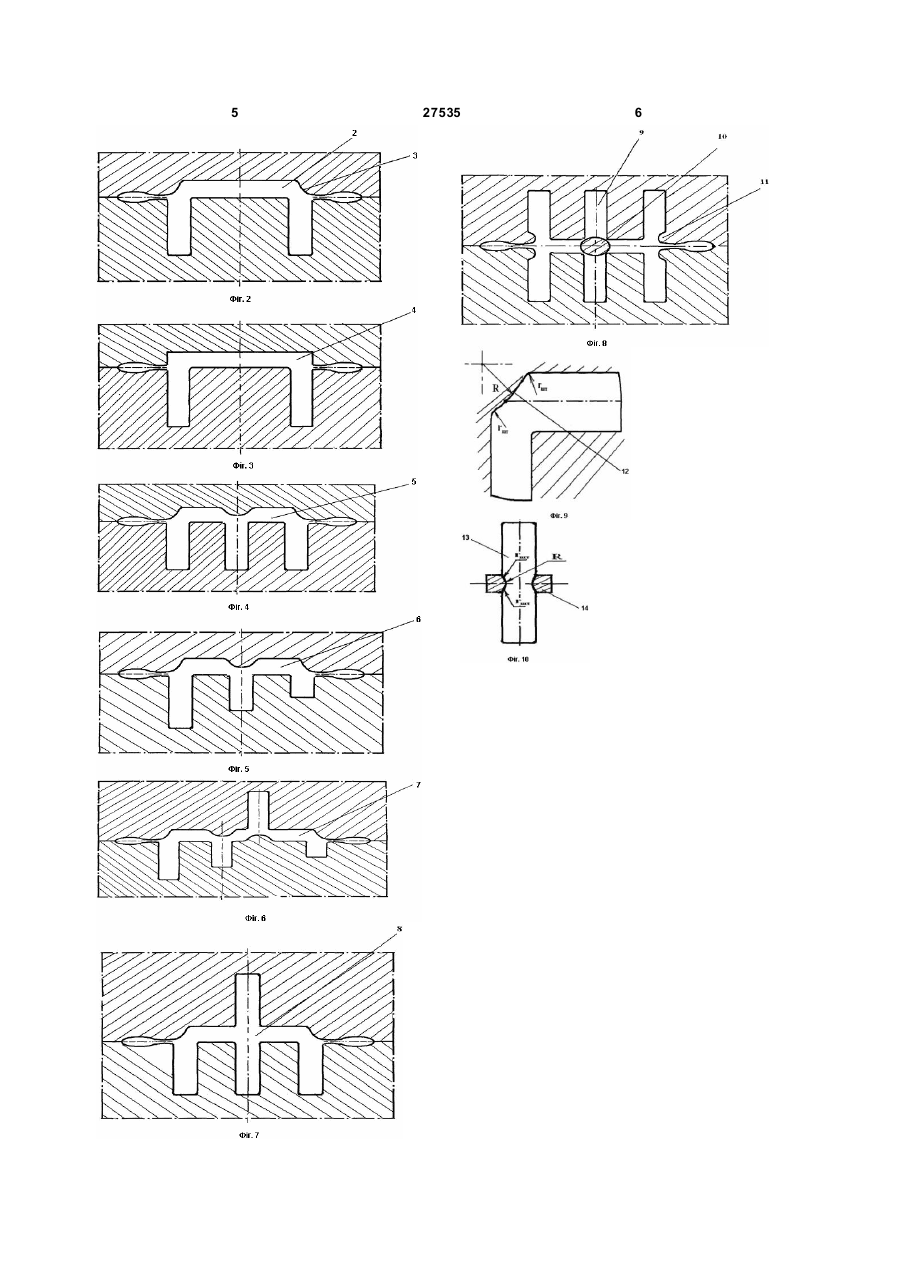
Спосіб виготовлення поковок типу панелей та вилок з важкодеформівних сплавів, згідно з яким виконується попереднє профілювання заготовки шляхом формування доповнюючих елементів і наступне формування гребінців до заданої висоти шляхом перерозподілу металу, що утворює гребінці, який відрізняється тим, що на попередній стадії штампування на поковці формуються дві чи більше бокових напівпорожнин складного профілю. (19) (21) u200705108 (22) 10.05.2007 (24) 12.11.2007 (72) МАКОВЕЦЬКИЙ ОЛЕКСАНДР ВІКТОРОВИЧ, UA, МАКОВЕЦЬКИЙ ВОЛОДИ МИР ВОЛОДИМИРОВИЧ, UA, МАКОВЕЦЬКИЙ АНДРІЙ ВОЛОДИМИРОВИЧ, UA (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ, U A (56) 3 27535 4 це технічне рішення відповідає критерію суттєві - Фіг.7 - штампування з різностороннім відмінності. неповністю симетричним розташуванням Окрім того, виконання порожнин в поковці на гребінців; попередній стадії штампування дає можливість - Фіг.8 - штампування з різностороннім зменшити масу металу, який витікає в облойну симетричним розташуванням гребінців; канавку на величину, яка буде дорівнювати масі - Фіг.9 - представлено елемент порожнини з металу, яка могла б заповнити ці утворені радіусом порожнини R та скругляючими порожнини. Наприклад необхідно щоб могло штампувальними радіусами - rшт ; k - Фіг.10 - вигляд порожнини в випадку виконуватися співвідношення å mпор,і = - Dmобл , симетричних гребінців панелі чи вилки. 1 Штампування в вигляді заготовки з прокату чи де mпор,і - маса порожнин, Dmобл - маса металу кувального злитку - 1, використовується з ціллю подальшого деформування в штампі, Фіг.1. зменшена до витікання в облойну канавку, k Штампування панелі чи вилки 2 з виконаними кількість утворених на поковці порожнин. порожнинами 3 в тілі поковки в попередньому Це дає можливість зменшити масу рівчаку приведено на Фіг.2, в остаточному з напівфабрикату під штампування, особливо при формуванням готової поковки 4 на Фіг.3. Виріб в виготовленні поковок з складним вертикальним попередньому рівчаку з одностороннім перетином. розташуванням гребінців, які мають рівну висоту 5, Зменшення досягається за рахунок того, що та різну висоту 6, Фіг.4, 5. Поковка з виконання порожнин, які мають округлену різностороннім розташуванням гребінців та поверхню, дає можливість змінити напрямок течії парною їх кількістю в попередньому штампі 7, металу при попередньому штампуванні, що дає Фіг.6. Поковка з різностороннім симетричним можливість переважно затікати йому в вертикальні розташуванням гребінців розташуванням гребінців порожнини утворюючі гребінець панелі, або 8 випадку не повністю симетричної схеми, в виступи вилки на попередній стадії штампування. випадку повної симетрії 9 в попередньому штампі, При цьому об'єм порожнин відповідає таким де 10, 11 - порожнини, Фіг.7, Фіг.8. Профіль співвідношенням: бокового пазу 12, Фіг.9, профіль на симетричному - у випадку однобічного розташування гребінці 13 порожнини 14. гребінців Спосіб штампування поковок реалізується n наступним чином. V= b å i ´ Si , Первинно використовуються для штампування = 1 i напівфабрикат в вигляді штучної заготовки з де b - ширина виробу; прокату чи прокутий злиток 1. Потім на i - номер гребінця; штампувальній поковці 2, 4-8 в попередньому n - загальна кількість гребінців; штампі утворюються порожнини 3, які мають різне Si - величина площі перетину бокової розташування в різних випадках формування порожнини. поковок, так і різний вигляд 10, 11. При цьому Якщо поковка без одного бокового гребінця, профіль 12 порожнини відповідає формі виду заготовки збоку, та формі 14 посередині заготовки. ліворуч чи праворуч, то будемо мати i = 2k - 1 , Використання способу з метою виготовлення якщо є обидва гребінця = 2k ,де i штампувань типу панелей та вилок = 1,2 .....кількість порожнин. k запропонованим засобом дозволить підвищити - у випадку вісесиметричного варіанту якість штампувань з важкодеформуємих сплавів в розташування гребінців по обидва боки від стінки мілкосерійному та серійному виробництві, а також поковки i = 4k - 1. зменшити за рахунок цих заходів витрати на Крім того, порожнина виконується з радіусом послідуючу механообробку заготовок. кривизни не перевищуючим товщину стінки самої Означене дозволяє при використанні порожнини, радіус гребінця також спрягається зі приведених технологій в умовах серійного та мілкосерійного виробництва мати значну економію стінками рівчака штампувальними радіусами rшт . витрат при подальшій механообробці поковок. На кресленнях зображено: - Фіг.1 - заготовка, яка є напівфабрикатом для виготовлення штампуванням; - Фіг.2 - представлено штампування типу панелі чи вилки з двома гребінцями на попередній стадії штампування; - Фіг.3 - штампування панелі чи вилки з двома гребінцями на заключній стадії штампування; - Фіг.4 - попередній рівчак з непарною кількістю гребінців; Фіг.5 штампування в випадку несиметричних гребінців; - Фіг.6 - штампування з різностороннім несиметричним розташуванням гребінців; 5 27535 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing articles of type of panels and forks from hardly-deformed alloys
Автори англійськоюMakovetskyi Oleksandr Viktorovych, Makovetskyi Volodymyr Volodymyrovych, Makovetskyi Andrii Volodymyrovych
Назва патенту російськоюСпособ изготовления изделий типа панелей и вилок из труднодеформируемых сплавов
Автори російськоюМаковецкий Александр Викторович, Маковецкий Владимир Владимирович, Маковецкий Андрей Владимирович
МПК / Мітки
МПК: B21D 21/00
Мітки: панелей, спосіб, важкодеформівних, виготовлення, вилок, виробів, типу, сплавів
Код посилання
<a href="https://ua.patents.su/3-27535-sposib-vigotovlennya-virobiv-tipu-panelejj-ta-vilok-z-vazhkodeformivnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів типу панелей та вилок з важкодеформівних сплавів</a>
Спосіб штампування вилок кардана
Номер патенту: 17602
Опубліковано: 16.10.2006
Автори: Чумаков Борис Миколайович, Чумакова Ольга Борисівна
МПК: B21K 5/00
Мітки: кардана, штампування, вилок, спосіб
Формула / Реферат:
Спосіб штампування вилок кардана, який включає використання мірної циліндричної заготовки, її осаджування і зворотне видавлювання, який відрізняється тим, що осаджування, а потім зворотне видавлювання вилки кардана проводять у закритій порожнині матриці.
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Соколов Лев Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: пластин, типу, поковок, спосіб, виготовлення
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Котрєхов Владімір Андрєєвіч, Бочаров Олєг Вікторовіч, ШЄВНІН Юрій Павловіч, Лосіцкій Анатолій Францєвіч, Нікуліна Антоніна Васільєвна, АКТУГАНОВА Єлєна Ніколаєвна, Заводчіков Сєргєй Юрьєвіч, БУХОВЦЄВ Віктор Фьодоровіч, СЄЛІВЄРСТОВ Владімір Фьодоровіч
МПК: G21C 3/02, C22C 16/00, C22F 1/18, G21C 3/32
Мітки: виготовлення, сплавів, спосіб, варіанти, трубних, цирконієвих, виробів
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Спосіб виготовлення виробів із танталу та його сплавів
Номер патенту: 16192
Опубліковано: 29.08.1997
Автори: Матросов Микола Іванович, Раханський Генадій Афанасійович
МПК: B21J 5/00
Мітки: виробів, танталу, виготовлення, спосіб, сплавів
Формула / Реферат:
Способ изготовления изделий из тантала и его сплавов, включающий предварительное покрытие поверхности заготовки и ее холодное прессование через матрицу жидкостью высокого давления, отличающийся тем, что, с целью снижения трудоемкости, покрытие осуществляют электрохимическим оксидированием, при этом матрицу фосфатируют и опыливают, а прессование проводят с вытяжкой не более 9.
Спосіб безперервного виготовлення панелей типу “сендвіч” та пристрій для його здійснення
Номер патенту: 26975
Опубліковано: 28.02.2000
Автори: Хеселіус Ларс-Хенрік, Бруніла Еско, Віллман Тармо
Мітки: безперервного, панелей, типу, пристрій, сендвіч, спосіб, здійснення, виготовлення
Формула / Реферат:
1. Способ непрерывного изготовления панелей типа «сэндвич», включающий резку полотна отвержденной связующим минеральной ваты на продольные куски шириной, равной толщине среднего слоя панели, поворот кусков на 90° вокруг их продольной оси, сборку их с соединением по продольным и торцевым кромкам с образованием мата, в котором основные волокна продольных кусков расположены перпендикулярно плоскости панели, а ширина мата соответствует ширине...
Попередній патент: Спосіб визначення динамічної крутильної жорсткості шпинделя механічної системи з чпк
Наступний патент: Процес профілактики та лікування недостатності правого шлуночка
Випадковий патент: Спосіб виготовлення індивідуальної пародонтальної капи