Пристрій для вимірювання товщини шлаку

Формула / Реферат
1. Автоматичний пристрій (10) для вимірювання товщини шлаку (3) на поверхні заданого рідкого металу (4), який міститься у металургійному резервуарі, причому пристрій (10) включає:
- дріт (13), який є виконаним з електропровідного матеріалу і який може видалятися під дією тепла при температурі вищезгаданого шлаку, причому дріт (13) включає вільний кінець (14), призначений для занурення у вищезгаданий шлак (3), при цьому вищезгаданий дріт є принаймні частково намотаним на котушку (22), закріплену з можливістю вільного обертання,
- засоби подачі дроту (13) з котушки (22), здатні переміщувати дріт (13) таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією,
- вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13) протягом інтервалу часу між двома заданими подіями, коли останній переміщується під дією засобів подачі, та
- засоби контролювання вищезгаданих засобів подачі, причому контрольні засоби включають засоби виявлення, здатні виявляти контакт між вільним кінцем (14) та поверхнею рідкого металу (4).
2. Пристрій (10) за п. 1, який відрізняється тим, що вимірювальні засоби містять оптичний кодер (19).
3. Пристрій (10) за п. 1 або 2, який відрізняється тим, що пристрій (10) містить корпус (11), електрично з'єднаний з дротом (13), причому корпус (11) знаходиться під першим потенціалом (V1), та підтримувальні засоби, завдяки яким корпус (11) спирається на металургійний резервуар, причому вищезгадані підтримувальні засоби є електрично ізольованими від корпусу (11) і знаходяться під другим потенціалом (V2), відмінним від першого потенціалу (V1), таким чином, що корпус (11), дріт (13) та підтримувальні засоби утворюють електричний контур, призначений для індикації, коли підтримувальні засоби знаходяться у контакті з металургійним резервуаром, відкритого робочого стану, в якому вільний кінець (14) розташовується на відстані від рідкого металу (4), та закритого робочого стану, в якому вільний кінець (14) знаходиться у контакті з рідким металом (4), і засоби виявлення включають електричний контур, утворений корпусом (11), дротом (13) та підтримувальними засобами.
4. Пристрій (10) за одним з пп. 1-3, який відрізняється тим, що засоби подачі включають редукторний двигун (16), вивідний вал якого з'єднаний з подавальним роликом (15), який приводиться в обертальний рух редукторним двигуном (16), і засоби спрямування дроту (13), що дозволяють утримувати його у контакті з подавальним роликом (15), коли дріт (13) переміщується.
5. Пристрій (10) за п. 4, який відрізняється тим, що засоби спрямування включають певну кількість роликів (17), які можуть вільно обертатись і розташовуються по дузі окружності, концентричної подавальному роликові (15).
6. Пристрій (10) за одним з пп. 1-5, який відрізняється тим, що пристрій (10) включає засоби для зберігання дроту (13).
7. Пристрій (10) за п. 6, який відрізняється тим, що засоби зберігання включають котушку (22), на яку принаймні частково намотується дріт (13), та засоби притискання дроту (13) до котушки (22).
8. Пристрій (10) за п. 7, який відрізняється тим, що засоби притискання включають поворотне плече (23), яке має зворотний засіб та башмак (24), причому башмак (24) призначений для входження у контакт з дротом (13), намотаним на котушку (22) під дією зворотного засобу.
9. Пристрій (10) за одним з пп. 1-8, який відрізняється тим, що пристрій (10) включає засоби виявлення присутності або відсутності дроту (13) у точці його траєкторії, розташованій між засобами зберігання та засобами подачі.
10. Пристрій (10) за одним з пп. 1-9, який відрізняється тим, що пристрій (10) включає напрямний пристрій (18), який має вивідний отвір (18b), призначений для проходження через нього дроту (13), причому напрямний пристрій (18) дозволяє спрямовувати дріт (13) безпосередньо над рідким металом (4) для його вертикального занурення.
11. Пристрій (10) за одним з пп. 1-10, який відрізняється тим, що дріт (13) має температуру плавлення від 850 до 1200 °C і складається, наприклад, з матеріалу, який включає мідь або латунь.
12. Пристрій (10) за одним з пп. 1-11, який відрізняється тим, що засоби контролювання засобів подачі включають додаткові засоби виявлення, здатні виявляти проходження вільного кінця (14) та присутність або відсутність дроту (13), у заданій точці його траєкторії.
13. Пристрій за п. 12, який відрізняється тим, що додаткові засоби виявлення включають котушку збудження (20) та дві приймальні котушки (21), електромагнітно з'єднані з котушкою збудження (20), причому котушка збудження (20) та приймальні котушки (21) призначаються для проходження через них дроту (13), таким чином, що вимірювання напруги, індукованої у приймальних котушках (21), дозволяє виявляти проходження вільного кінця (14), і вимірювання імпедансу котушки збудження (20) дозволяє виявляти присутність або відсутність дроту (13).
14. Пристрій за п. 12 або 13, який відрізняється тим, що додаткові засоби виявлення розташовуються всередині напрямного пристрою (18), і вимірювальні засоби розташовуються перед додатковими засобами виявлення.
15. Ливарна машина (1), яка включає виливницю (2), яка включає бокову стінку (6), яка обмежує ливарний простір (7), здатний приймати рідкий метал (4), яка характеризується тим, що ливарна машина (1) також включає пристрій (10) за одним з пп. 1-14.
16. Спосіб вимірювання товщини шлаку (3) на поверхні рідкого металу (4), який міститься у металургійному резервуарі (2), причому спосіб включає такі етапи:
- подачу дроту (13) таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією,
- виявлення проходження вільного кінця (14) дроту (13) у заданій точці його траєкторії, що запускає вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13),
- виявлення контакту між вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4) та зупинку засобів подачі дроту (13),
- фіксацію дроту (13) протягом заданого часу, який є достатнім для знищення частини дроту (13), зануреної у шлак (3),
- подачу дроту (13) у протилежному напрямку вздовж тієї самої заданої траєкторії,
- виявлення проходження вільного кінця (14) дроту (13) у тій самій заданій точці його траєкторії та зчитування відстані, подоланої вільним кінцем (14) дроту (13).
17. Спосіб вимірювання товщини шлаку (3) на поверхні рідкого металу (4), який міститься у металургійному резервуарі (2), причому спосіб включає такі етапи:
- подачу дроту (13), таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією,
- виявлення контакту між вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4), зупинку засобів подачі дроту (13) та запускання вимірювальних засобів, здатних вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13),
- фіксацію дроту (13) протягом заданого часу, який є достатнім для знищення частини дроту (13), зануреної у шлак (3),
- подачу дроту (13) таким чином, щоб його новий вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією,
- виявлення контакту між новим вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4), зупинку засобів подачі дроту (13) та зчитування відстані, подоланої вільним кінцем (14) дроту (13).
Текст
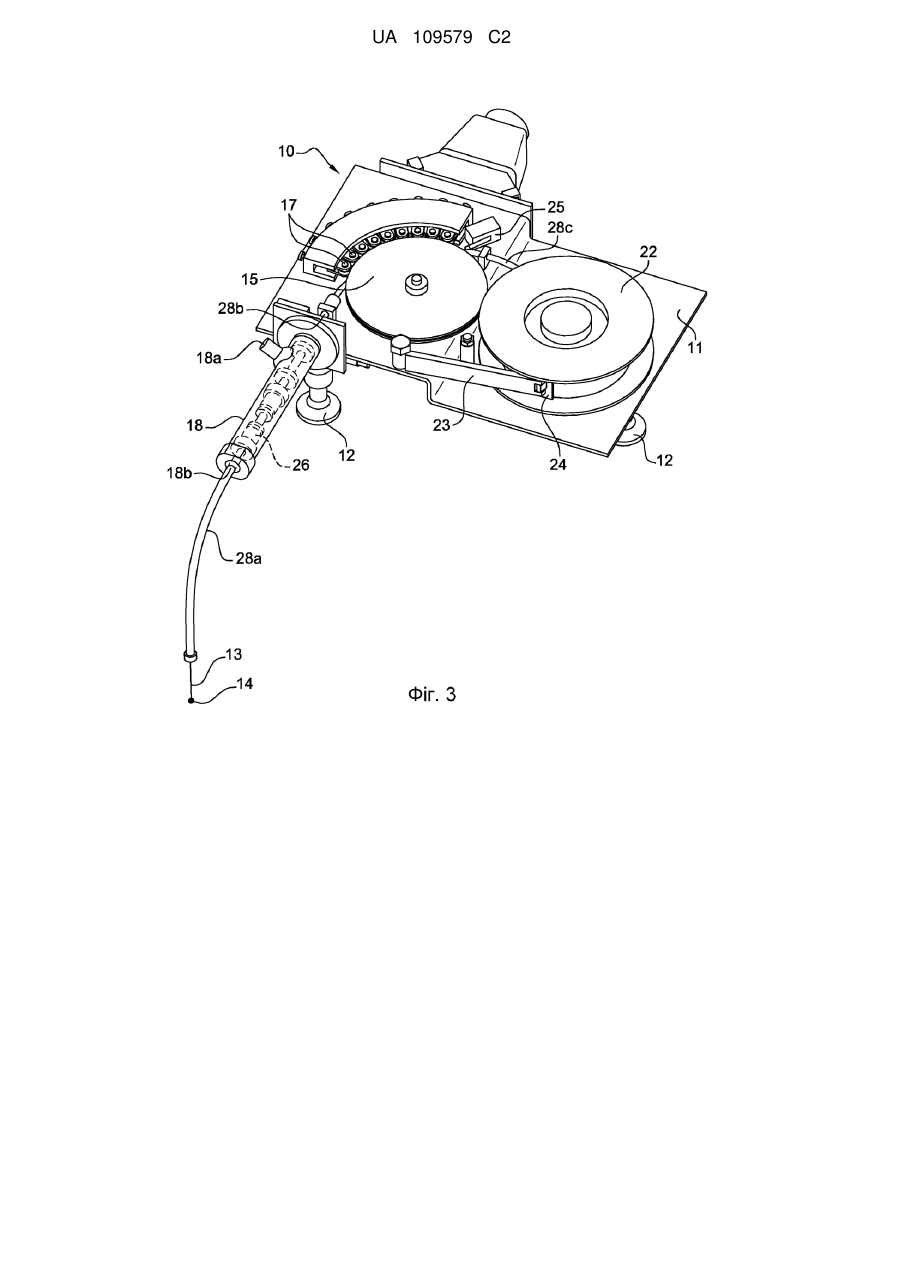
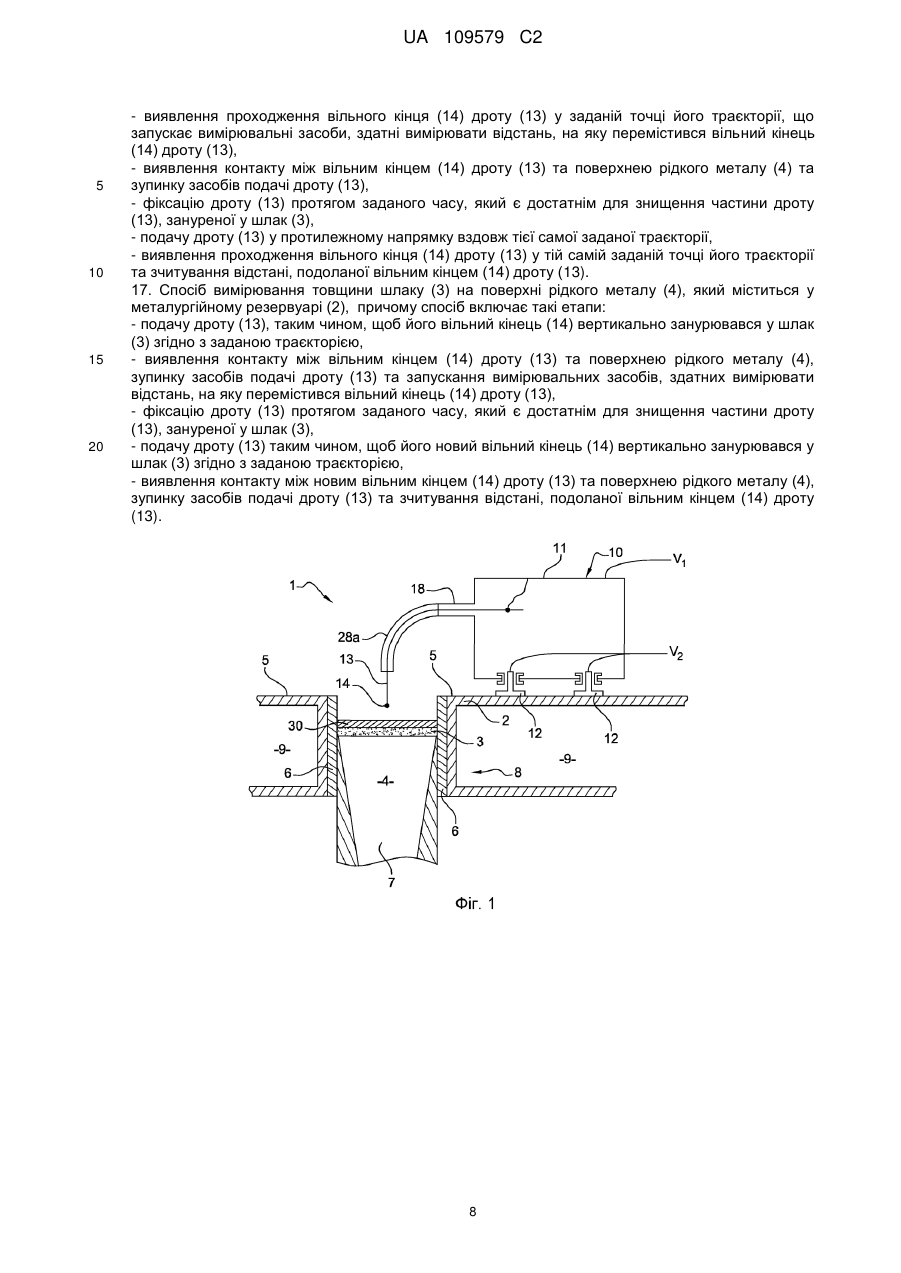
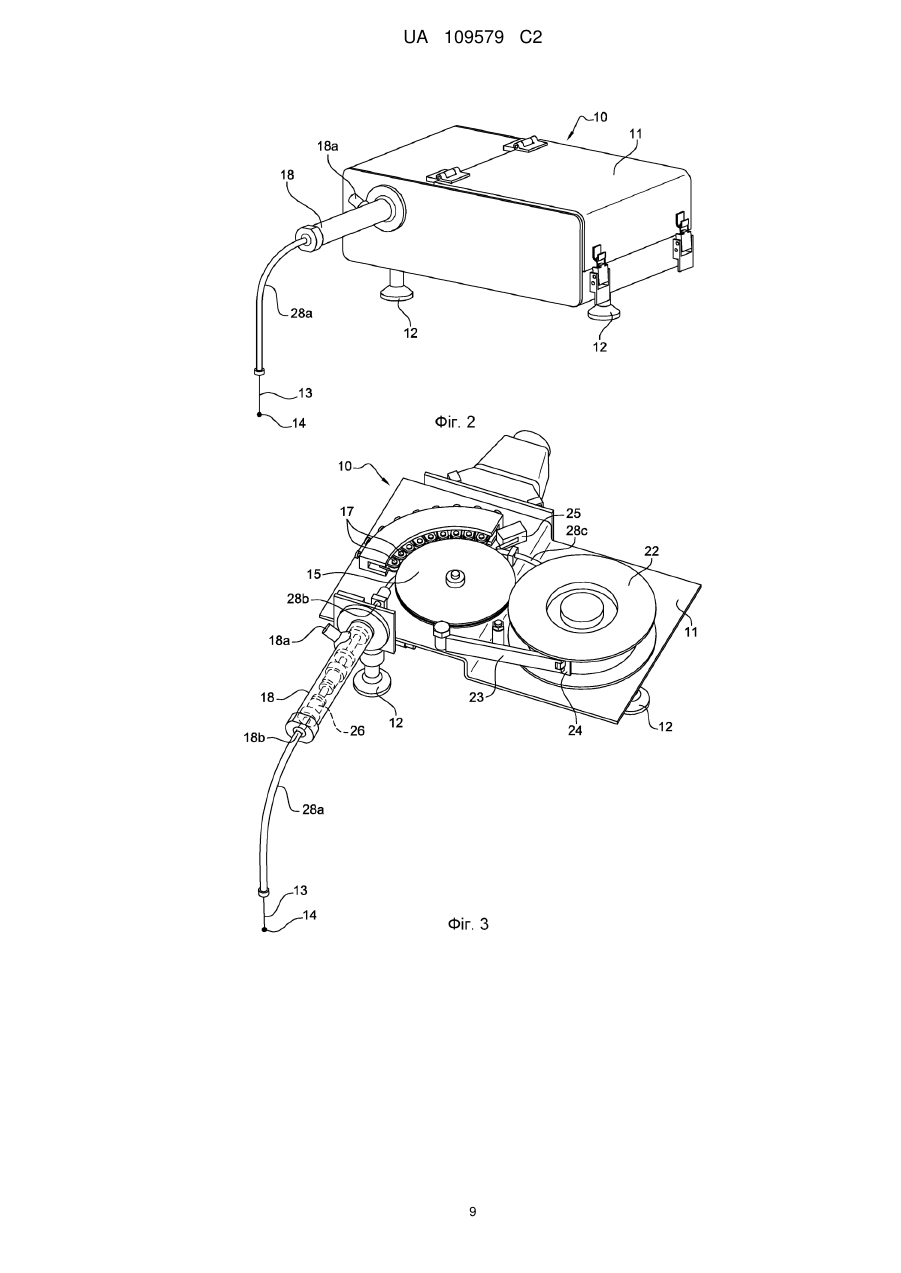
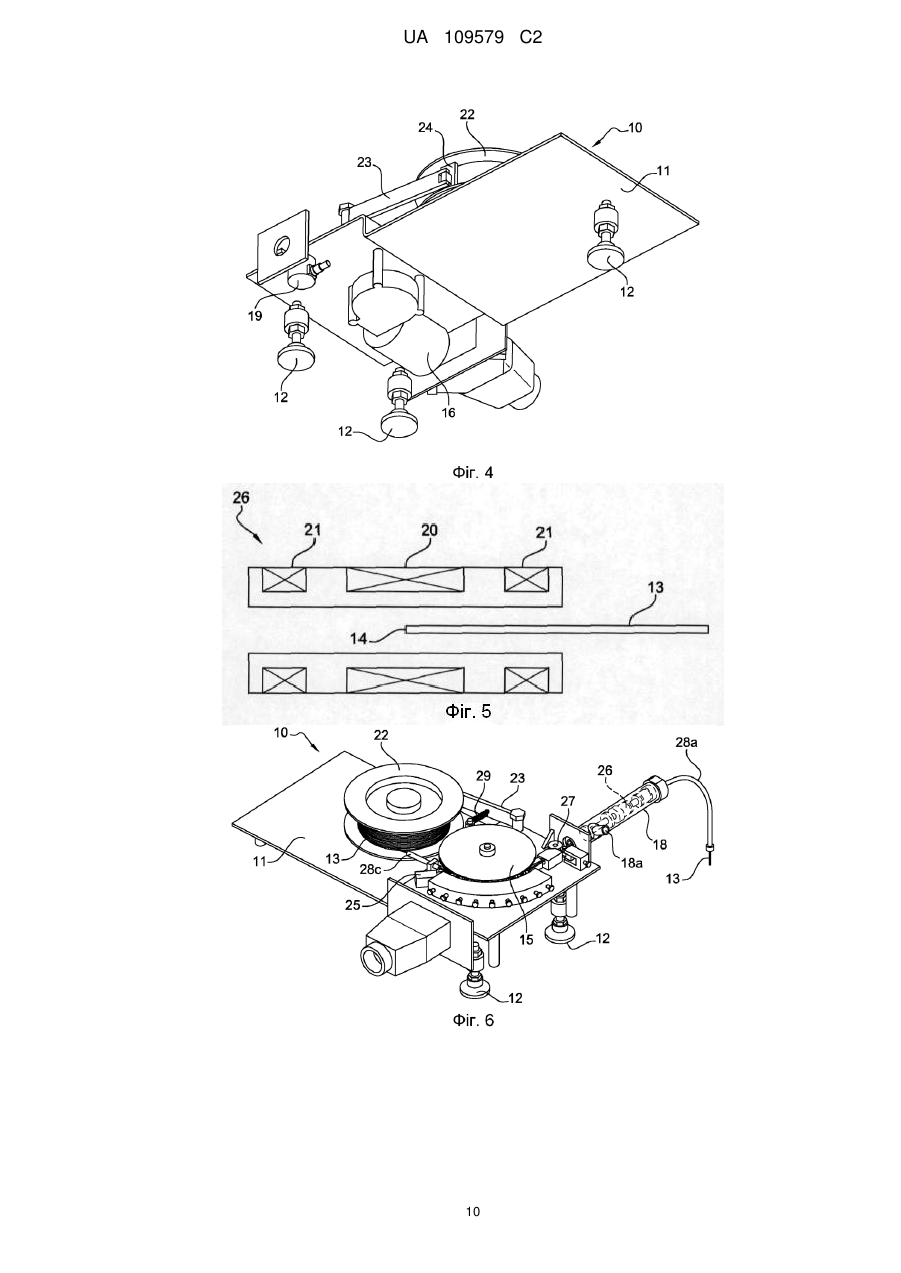
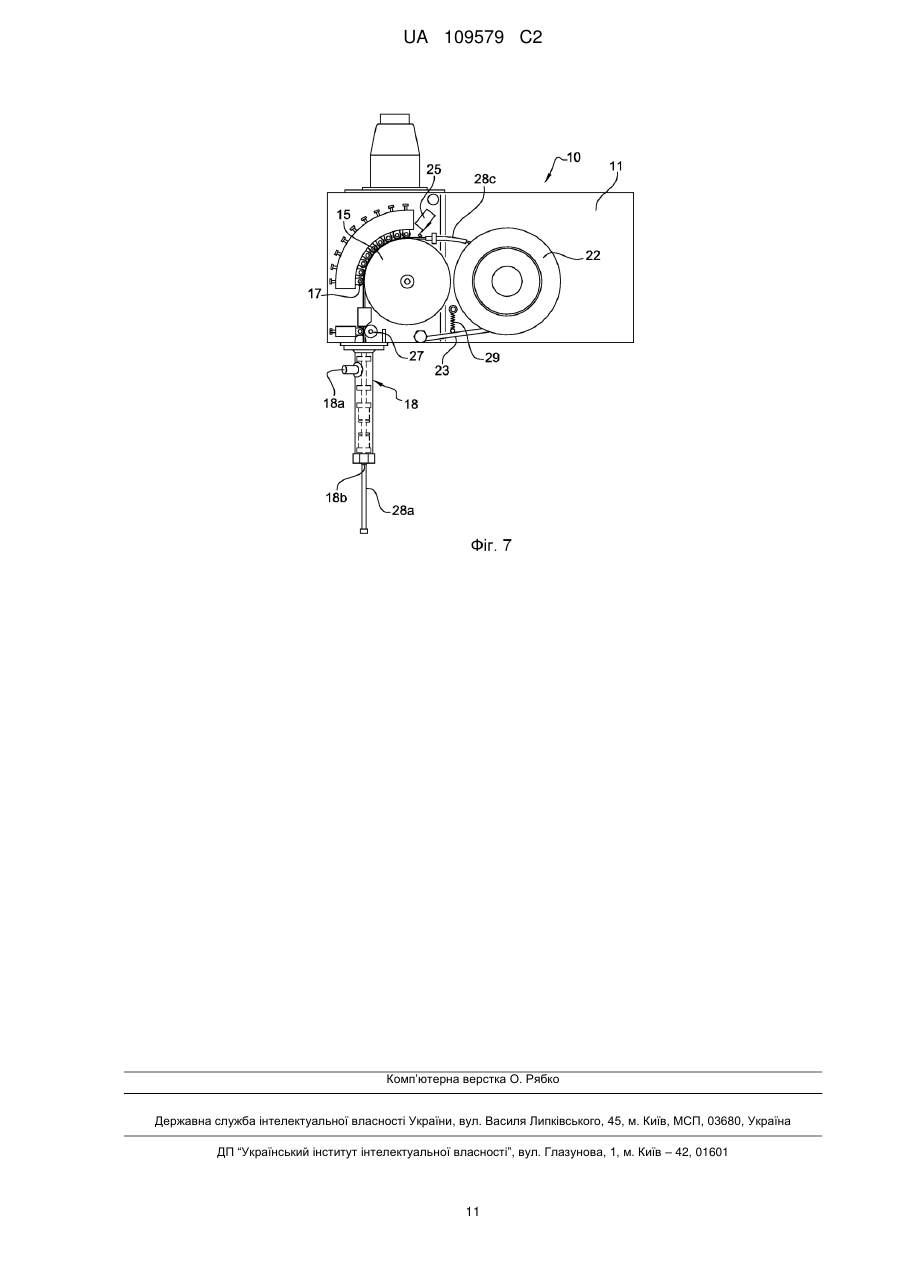
Реферат: Цей пристрій (10), призначений для вимірювання товщини шлаку (3) на поверхні рідкого металу (4), який міститься у виливниці (2), включає: - дріт (13), який є виконаним з електропровідного матеріалу і який може видалятися під дією тепла при температурі шлаку, причому дріт (13) включає вільний кінець (14), призначений для занурення у шлак (3), - засоби подачі дроту (13), здатні переміщувати дріт (13) таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією, - вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13) протягом інтервалу часу між двома заданими подіями, коли останній переміщується під дією засобів подачі, та - засоби контролювання вищезгаданих засобів подачі, причому контрольні засоби включають засоби виявлення, здатні виявляти контакт між вільним кінцем (14) та поверхнею рідкого металу (4). UA 109579 C2 (12) UA 109579 C2 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується пристрою для вимірювання товщини шлаку на поверхні рідкого металу, який міститься у металургійному резервуарі, такому, як виливниця, зокрема, призначеного для безперервного лиття. Далі в цьому описі винахід описується з посиланням на вимірювання товщини шлаку, утвореного на поверхні металу, який міститься у виливниці, без будь-яких обмежень обсягу даного винаходу, задум якого може бути втілений в інших металургійних резервуарах, які містять розплавлений метал з шаром шлаку на ньому, який, у свою чергу, вкривається шаром нерозплавленого порошку. Однак слід зазначити, що вимірювання рівня шлаку у виливниці є оптимальним застосуванням даного винаходу. У разі лиття у виливницю традиційна операція безперервного лиття рідкого металу схематично полягає у безперервному литті розплавленого металу у бездонний вертикальний трубчастий ливарний простір виливниці: цей простір обмежується металевими стінками, які охолоджуються через циркуляцію води за межами ливарного простору. Рідкий метал, який тече у ливарний простір, затверджується принаймні на поверхні, таким чином, утворюючи оболонку, яка контактує зі стінками виливниці, до його безперервного виймання з виливниці. Продукт, вийнятий з виливниці, потім охолоджують розбризкуваною водою, а потім нарізають на відрізки потрібної довжини. Традиційно вкривальний порошок додають на поверхню ванни розплавленого металу. Він плавиться при контакті з металом і, таким чином, утворює два шари: шар розплавленого порошку від 3 до 15 мм у контакті з рідким металом, який називається шлаком, та шар нерозплавленого порошку. Призначення ливарних порошків насамперед полягає у термічній ізоляції ванни рідкого металу для запобігання окисненню та змащення виливниці плівкою з розплавленого порошку (шлаку), який тече вздовж стінок виливниці. По-друге, як можна помітити, шар нерозплавленого порошку термічно ізолює шар шлаку, а отже, дуже сприятливо впливає на термічну однорідність шлаку. Точний склад порошку залежить від параметрів лиття. Цей склад є важливим параметром, який діє на баланс між плавленням шлаку та витратою порошку. Контролювання цього балансу включає вимірювання товщини шлаку. Традиційно товщину шлаку вимірюють вручну за допомогою двох металевих стрижнів. У разі, коли рідким металом, який міститься у виливниці, є сталь, згідно з відомою практикою, застосовують стрижень, виконаний зі сталі, та стрижень, виконаний з міді, такої самої довжини. Ці стрижні частково вертикально занурюють у рідкий метал на однакову висоту. Виконаний зі сталі стрижень плавиться при контакті з рідкою сталлю, але не зі шлаком. Виконаний з міді стрижень плавиться при контакті зі шлаком. Таким чином, після виймання двох стрижнів порівняння їхньої залишкової довжини дозволяє вимірювати товщину шлаку. Товщина шлаку фактично відповідає різниці між довжиною виконаного зі сталі стрижня та довжиною виконаного з міді стрижня. Однак ці вимірювання здійснюють вручну, що накладає обмеження, оскільки ці операції вимагають залучення оператора, який не може повністю приділяти увагу іншим справам, і для якомога кращого контролю мають виконуватися регулярно. Крім того, існує певний ризик неточності у здійснюваних вимірюваннях, що впливає на відтворюваність цих вимірювань. Таким чином, мета даного винаходу полягає у подоланні всіх або деяких з цих недоліків через забезпечення автоматичного пристрою, призначеного для перевірки товщини шлаку з метою оптимізації вибору типу порошку на основі параметрів лиття та регулярної перевірки умов змащення виливниці. Тому у найширшому аспекті предметом даного винаходу є автоматичний пристрій, призначений для вимірювання товщини шлаку на поверхні рідкого металу, який міститься у металургійному резервуарі, причому пристрій включає: - дріт, виконаний з електропровідного матеріалу, який може знищуватися під дією тепла при температурі шлаку, причому дріт включає вільний кінець, призначений для занурення у шлак, - засоби подачі дроту, здатні переміщувати дріт таким чином, щоб його вільний кінець вертикально занурювався у шлак згідно з заданою траєкторією, - вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець дроту протягом інтервалу часу між двома заданими подіями, коли останній переміщується під дією засобів подачі, та - засоби контролювання вищезгаданих засобів подачі, причому контрольні засоби включають засоби виявлення, здатні виявляти контакт між вільним кінцем та поверхнею рідкого металу. У контексті даного винаходу термін "дріт" слід розуміти в його найширшому сенсі, тобто, як відносно довгий об'єкт (поперечний розріз якого є значно меншим за довжину), і гнучкість якого 1 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 60 дозволяє його намотувати, наприклад, на котушку. Таким чином, термін "дріт" охоплює дріт, волокно, шнур, нитку, стрічку, смугу і т. ін. Крім того, у контексті даного винаходу поняття "матеріал, який може знищуватися під дією тепла при температурі шлаку" відповідає матеріалові, який може бути знищений, наприклад, шляхом плавлення, сублімації, випарювання, згоряння, звітрювання і т. ін. Таким чином, згідно з одним варіантом втілення, винахід дозволяє автоматично занурювати дріт у шлак доти, доки він не досягає поверхні рідкого металу, який міститься у виливниці, для його утримання у позиції протягом заданого часу, який є достатнім для знищення частини дроту, зануреного у шлак, під дією тепла, а потім занурювати вдруге у шлак доти, доки він не досягає поверхні рідкого металу. За допомогою вимірювальних засобів розраховують довжину дроту, відмотаного під час останнього занурення. Ця довжина відповідає частині дроту, зануреного у шлак, яка була знищеною під дією тепла, а отже, відповідає товщині шлаку. Згідно з іншою особливістю пристрою згідно з винаходом, вимірювальні засоби включають оптичний кодер. Згідно з одним варіантом втілення, пристрій включає корпус, електрично з'єднаний з дротом, причому корпус перебуває під першим потенціалом, та підтримувальні засоби, які дозволяють утримувати корпус на виливниці, причому вищезгадані підтримувальні засоби є електрично ізольованими від корпусу і перебуває під другим потенціалом, відмінним від першого потенціалу, таким чином, що корпус, дріт та підтримувальні засоби утворюють електричний контур, призначений для створення, коли підтримувальні засоби перебувають у контакті з виливницею, відкритого робочого стану, в якому вільний кінець розташовується на відстані від рідкого металу, та закритого робочого стану, в якому вільний кінець перебуває у контакті з рідким металом, і засоби виявлення включають електричний контур, утворений корпусом, дротом та підтримувальними засобами. Дійсно, кінець дроту та підтримувальні засоби перебувають під різними потенціалами. Коли підтримувальні засоби перебувають у контакті з виливницею (тобто, коли корпус спирається на виливницю), виливниця (яка традиційно включає електропровідний матеріал, наприклад, мідь або сталь) та рідкий метал (який перебуває у контакті з виливницею, а отже, електрично з'єднується з нею) перебувають під таким самим потенціалом, що й підтримувальні засоби. Таким чином, існує напруга між вільним кінцем дроту та рідким металом. Контакт між вільним кінцем та рідким металом викликає коротке замикання; перший потенціал дорівнює другому. Це дозволяє засобам виявлення виявляти контакт між вільним кінцем та поверхнею рідкого металу, і, таким чином, контрольні засоби контролюють зупинку засобів подачі з метою припинення переміщення дроту та уникнення занурення у рідкий метал. Згідно з іншою особливістю пристрою згідно з винаходом, засоби подачі включають редукторний двигун, вивідний вал якого з'єднується з подавальним роликом, який приводиться в обертальний рух редукторним двигуном, та засоби спрямування дроту, що дозволяють утримувати його у контакті з подавальним роликом, коли дріт переміщується. У варіанті, якому віддають перевагу, напрямні засоби включають певну кількість роликів, які можуть вільно обертатись і розташовуються по дузі окружності, концентричної подавальному роликові. Згідно з одним варіантом втілення, пристрій включає засоби для зберігання дроту. В оптимальному варіанті засоби зберігання включають котушку, на яку принаймні частково намотується дріт, та засоби притискання дроту до котушки. Засоби притискання можуть включати поворотне плече, яке має зворотний засіб та башмак, причому башмак призначається для входження у контакт з дротом, який намотується на котушку під дією зворотного засобу. Згідно з ще однією характеристикою пристрою згідно з винаходом, останній включає засоби для виявлення присутності або відсутності дроту у точці його траєкторії, розташованій між засобами зберігання та засобами подачі. Ця особливість забезпечує перевагу, що полягає у можливості виявлення відсутності дроту перед засобами подачі та виведення на основі цих даних потреби у вставленні нового дроту у пристрій. У даному разі розташування перед та після визначається відносно напрямку переміщення дроту, коли останній переміщується для занурення у шлак. У варіанті, якому віддають перевагу, пристрій включає напрямний пристрій, який має вивідний отвір, призначений для проходження через нього дроту, причому напрямний пристрій дозволяє спрямовувати дріт безпосередньо над рідким металом для його вертикального занурення. Згідно з одним варіантом втілення, дріт має температуру плавлення від 850 до 1200 °C і складається, наприклад, з матеріалу, який включає мідь або латунь. 2 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 У разі рідкого металу, яким є рідка сталь, мідь плавиться у шлаку, що зрештою дозволяє вимірювати його товщину. Крім того, мідь є електропровідною, що є перевагою, завдяки тому, що дріт постійно перебуває під струмом. У пристроях відомого рівня техніки необхідно двічі занурювати вільний кінець дроту у шлак для вимірювання його товщини, а отже, у шлак вводять кількість дроту, довжина якого відповідає подвійній товщині шару шлаку. У деяких випадках хімічна чистота литої сталі має бути настільки високою, що таке забруднення є неприпустимим. Згідно з варіантом втілення, якому віддають ще більшу перевагу і який дозволяє вдвічі зменшити це забруднення, засоби контролювання засобів подачі включають додаткові засоби виявлення, здатні виявляти проходження вільного кінця дроту та присутність або відсутність дроту у заданій точці його траєкторії. В оптимальному варіант додаткові засоби виявлення розташовуються всередині напрямного пристрою, і вимірювальні засоби розташовуються перед другими засобами виявлення. Таким чином, згідно з цим варіантом втілення, винахід забезпечує можливість автоматичного занурення дроту у шлак доти, доки він не досягає поверхні рідкого металу, який міститься у виливниці, для його утримання у позиції протягом заданого часу, який є достатнім для знищення зануреної у шлак частини дроту під дією тепла, з наступним його вийманням. За допомогою вимірювальних засобів розраховують відстань, подолану вільним кінцем при переміщенні дроту в напрямку шлаку, та відстань, подолану цим вільним кінцем при вийманні дроту. Оскільки частина дроту, занурена у шлак, розплавилася після занурення дроту у шлак, різниця між розрахованими значеннями довжини відповідає товщині шлаку. В оптимальному варіанті додаткові засоби виявлення включають котушку збудження та дві приймальні котушки, електромагнітно з'єднані з котушкою збудження, причому котушка збудження та приймальні котушки призначаються для проходження через них дроту, таким чином, що вимірювання напруги, індукованої у приймальних котушках, дозволяє виявляти проходження вільного кінця, і вимірювання імпедансу котушки збудження дозволяє виявляти присутність або відсутність дроту. Таким чином, коли дріт піднімають знову, додаткові засоби виявлення виявляють проходження його вільного кінця у заданій точці його траєкторії та присутність або відсутність дроту в других засобах виявлення. Таким чином, контрольні засоби контролюють зупинку засобів подачі з метою припинення переміщення дроту. У варіанті, якому віддають перевагу, додаткові засоби виявлення розташовуються всередині напрямного пристрою, і вимірювальні засоби розташовуються перед додатковими засобами виявлення. Також предметом винаходу є ливарна машина, яка включає виливницю, яка включає бокову стінку, яка обмежує ливарний простір, здатний приймати рідкий метал, яка характеризується тим, що ця ливарна машина також включає пристрій, який має вищезгадані особливості. Також мета винаходу включає способи вимірювання товщини шлаку на поверхні рідкого металу, який міститься у металургійному резервуарі, як описано у супровідній формулі винаходу. Ці та інші особливості даного винаходу чітко випливають з представленого нижче опису конкретного варіанта втілення, наведеного як необмежувальний приклад, шляхом посилання на супровідні фігури, серед яких: - Фігура 1 є частковим схематичним розрізом ливарної машини згідно з конкретним варіантом втілення винаходу, - Фігура 2 є перспективним видом згори автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення, - Фігура 3 є перспективним зображенням автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення, зі знятою верхньою частиною корпусу, - Фігура 4 є частковим покомпонентним видом згори та перспективним зображенням автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення, - Фігура 5 є схематичним видом у розрізі додаткових засобів виявлення автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення, - Фігура 6 є перспективним зображенням автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення, - Фігура 7 є видом у плані автоматичного пристрою для вимірювання товщини шлаку згідно з конкретним варіантом втілення винаходу, зі знятою частиною корпусу. 3 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ливарна машина 1, частково представлена на Фігурі 1, включає металургійний резервуар, у даному разі – виливницю 2, яка належить до призначеного для безперервного лиття типу, та пристрій 10, який можна побачити на Фігурах з 1 по 4 і 6 та 7, що дозволяє автоматично вимірювати товщину шлаку 3, утвореного шляхом плавлення ливарного порошку 30 у порошковому стані, на поверхні рідкого металу 4 (наприклад рідкої сталі), що міститься у виливниці 2. Традиційно виливниця 2 включає верхню стінку 5 та принаймні одну бокову стінку 6, яка обмежує ливарний простір 7, призначений для приймання рідкого металу 4, та охолоджувальну камеру 8, призначену для вмісту охолоджувальної рідини 9, такої, як вода, для охолодження бокової стінки 6 виливниці 2. Охолоджувальна камера 8 в цілому розташовується навколо ливарного простору 7. Бокова стінка 6 в цілому є виконаною з теплопровідного матеріалу, такого, як мідь. Пристрій 10 у варіанті, якому віддають перевагу, спирається на верхню стінку 5 виливниці 2. Пристрій 10 для вимірювання товщини шлаку 3, який можна побачити на Фігурі 2, включає корпус 11 та засоби підтримання корпусу 11, наприклад три ніжки 12, що дозволяють підтримувати корпус 11. Пристрій 10 також включає дріт 13. У варіанті, якому віддають перевагу, дріт 13 включає мідь або латунь. Він може мати діаметр 1,5 мм. Дріт 13 має вільний кінець 14, призначений для занурення у шлак 3. Пристрій 10 включає засоби подачі дроту 13, які дозволяють переміщувати його згідно з заданою траєкторією, таким чином, щоб вільний кінець 14 дроту 13 вертикально занурювався у шлак 3. Як можна побачити на Фігурі 3, засоби подачі включають подавальний ролик 15, який приводиться в обертальний рух вивідним валом редукторного двигуна 16. Залежно від напрямку обертання вивідного вала редукторного двигуна 16, вільний кінець 14 дроту 13 спрямовується у напрямку рідкого металу 4 або, в альтернативному варіанті, віддаляється від нього. Швидкість переміщення дроту 13 може становити близько 150 мм/с. Засоби подачі також включають засоби спрямування дроту 13, що дозволяють утримувати притиснутим до подавального ролика 15. Ці напрямні засоби у прикладі з Фігури 3 включають певну кількість роликів 17, встановлених для обертання корпусу 11. Ролики 17 розташовуються по дузі окружності, концентричної подавальному роликові 15. Порожній напрямний пристрій 18, прикріплений до корпусу 11, дозволяє продовжувати спрямування дроту 13 за межами корпусу 11 з метою його поміщення безпосередньо над рідким металом 4. Напрямний пристрій 18 у варіанті, якому віддають перевагу, включає отвір 18a, який забезпечує можливість проходження охолоджувача, наприклад, повітря або азоту, всередині напрямного пристрою 18 з метою охолодження елементів, присутніх у напрямному пристрої 18, які піддаються дії високих температур через близькість до рідкого металу 4. Напрямний пристрій 18 може мати розмір від 30 см до 1 м. На Фігурі 3 напрямний пристрій 18 показано прозорим. Пристрій 10 також включає вимірювальні засоби, здатні вимірювати відстань, подолану вільним кінцем 14 при переміщенні з заданої точки його траєкторії. Вимірювальні засоби включають оптичний кодер 19. Як можна побачити на Фігурі 4, оптичний кодер 9 є закріпленим під корпусом 11. У варіанті втілення з інших фігур оптичний кодер 19 є розташованим між напрямним пристроєм 18 та подавальним роликом 15. Традиційно оптичний кодер 19 включає колесо 27, що вільно обертається, яке можна побачити на Фігурах 6 та 7, частково розташоване на рівні заданої точки траєкторії дроту 13, таким чином, щоб колесо 27 приводилося в обертальний рух дротом 13 при переміщенні. Ролик, закріплений з можливістю вільного обертання, розташовується поблизу від цього колеса 27 таким чином, щоб тримати дріт притиснутим до колеса 27. Лічильник дозволяє визначати кутове переміщення колеса 27 під час переміщення дроту 13. Оскільки діаметр колеса 27 є відомим, на його основі можна вивести відстань, яку пройшов дріт 13. Пристрій 10 включає контрольні засоби, які призначаються для контролю роботи редукторного двигуна 16 і, таким чином, дозволяють автоматично вимірювати товщину шлаку 3. Контрольні засоби у цьому разі включають засоби виявлення, здатні виявляти контакт між вільним кінцем 14 та поверхнею рідкого металу 4, та додаткові засоби виявлення, здатні виявляти присутність або відсутність дроту 13 і здатні виявляти проходження його вільного кінця 14 у заданій точці його траєкторії. Засоби виявлення включають електричний контур, який можна побачити на Фігурі 1, утворений, зокрема, корпусом 11, дротом 13 та ніжками 12. Фактично корпус 11 перебуває під першим електричним потенціалом V1. Дріт 13 також перебуває під цим першим потенціалом V1, оскільки дріт 13 є електрично з'єднаним з корпусом 11. Крім того, ніжки 12, електрично ізольовані від корпусу 11, перебувають під другим електричним потенціалом V2. Коли пристрій 10 спирається на виливницю 2 через ніжки 12, електричний контур завершується виливницею 2, 4 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 60 яка, завдяки контактові з ніжками 12, перебуває під другим потенціалом V2, та рідким металом 4, який міститься у виливниці 2, що також завдяки цьому перебуває під другим потенціалом V2. Перший потенціал V1 та другий потенціал V2 є різними. Функціонування електричного контуру детально описується нижче. Додаткові засоби виявлення включають котушку збудження 20 та дві приймальні котушки 21, електромагнітно з'єднані з котушкою збудження 20. Котушка збудження 20 та приймальні котушки 21, представлені на Фігурі 5, є призначеними для проходження через них дроту 13. Котушка збудження 20 є спроектованою таким чином, щоб розташовуватися між приймальними котушками 21. Комплект 26 з котушок збудження 20 та приймання 21 розташовується на траєкторії дроту 13, за межами корпусу 11, в оптимальному варіанті – у напрямному пристрої 18 після оптичного кодера 19. Котушка збудження 20 з'єднується з джерелом електроживлення (не показано), що дозволяє котушці збудження 20 генерувати електромагнітне поле, що проходить через приймальні котушки 21. Розташування приймальних котушок 21 та їх відповідні розміри є пристосованими таким чином, що потік магнітного поля, генерованого котушкою збудження 20, який проходить через кожну приймальну котушку 21, є однаковим за відсутності будь-якого порушення, викликаного переміщенням дроту 13 всередині котушки збудження 20. Додаткові засоби виявлення також взаємодіють з обчислювальним блоком, призначеним для розрахунку проходження вільного кінця 14 залежно від різниці у значеннях напруги, індукованої у приймальних котушках 21, та присутності або відсутності дроту 13 в котушці збудження 20 шляхом вимірювання імпедансу котушки збудження 20. Контрольні засоби взаємодіють з дистанційними електронними засобами обробки даних (не показано), які є здатними керувати роботою редукторного двигуна 16 згідно з інформацією, яка надходить від перших та других засобів виявлення, і включають вищезгаданий обчислювальний блок, причому обчислювальний блок також дозволяє розраховувати відстань, подолану вільним кінцем 14 при переміщенні на основі інформації, яка надходить від оптичного кодера 19. Пристрій 10 може включати засоби для зберігання дроту 13 всередині корпусу 11, наприклад, котушку 22. Котушка 22 є закріпленою з можливістю вільного обертання на корпусі 11. Дріт 13 намотується, принаймні частково, на котушку 22. Коли редукторний двигун 16 через подавальний ролик 15 подає дріт 13 при переміщенні для занурення у шлак 3, дріт відмотується від котушки 22. Плече 23, закріплене у поворотному режимі на корпусі 11, яке має зворотний засіб, наприклад, тягову пружину 29, та башмак 24, може бути передбачене для утримання частини дроту 13 намотаною на котушці 22 у постійному контакті з нею. Як можна побачити на Фігурі 3, башмак є закріпленим у поворотному режимі на кінці плеча 23 і спирається на частину дроту 13, намотаного на котушку 22. В оптимальному варіанті засоби виявлення присутності дроту 13 розташовуються між подавальним роликом 15 та котушкою 22. Ці засоби виявлення включають, наприклад, пускач 25. Таким чином, коли весь дріт 13 є відмотаним, і котушка 22 є порожньою, пускач 25 дозволяє виявляти проходження кінця дроту 13. Це дозволяє дізнатися, коли виникає необхідність у заміні дроту 13, який є майже витраченим на новий дріт 13. Як можна побачити на Фігурі 3, пристрій 10 може включати напрямні елементи 28a, 28b та 28c, які дозволяють визначати траєкторію дроту 13. Зокрема, напрямний елемент 28a дозволяє забезпечувати вертикальне занурення дроту 13 у шлак 3. Описаний вище пристрій 10 функціонує у представлений нижче спосіб. У початковій конфігурації, наведеній як приклад, вільний кінець 14 дроту 13 розташовується між котушкою збудження 20 та подавальним роликом 15. Контрольні засоби започатковують цикл вимірювання товщини шлаку 3 з ідеальною періодичністю. Для цього редукторний двигун 16 приводить в обертальний рух подавальний ролик 15, таким чином, щоб відмотувати дріт 13, частково намотаний на котушку 22. Це також викликає переміщення вільного кінця 14, а саме, всередині напрямного пристрою 18, у напрямку котушки збудження 20. Коли вільний кінець 14 досягає середини котушки збудження 20, остання запускає повернення до вихідних параметрів вимірювання. Переміщення дроту 13 запускає обертання колеса 27 оптичного кодера 19. Відразу після повернення до вихідних параметрів, тобто, тоді, коли вільний кінець досягає середини котушки збудження 20, відстань, подолана вільним кінцем 14, розраховується за кутовим переміщенням колеса 27 оптичного кодера 19. Відразу після виходу з напрямного пристрою 18 вільний кінець 14 спрямовується криволінійним напрямним елементом 28a, таким чином, щоб бути вертикально зануреним у шлак 3. Вільний кінець 14 дроту 13 постійно перебуває під струмом і перебуває, через корпус 11, під електричним потенціалом V1. Поверхня рідкого металу перебуває під другим електричним потенціалом V2 через виливницю 2 та ніжки 12 у контакті з виливницею 2. Таким чином, коли вільний кінець 14 розташовується на відстані від рідкого металу 4, електричний контур, 5 UA 109579 C2 5 10 15 20 25 30 35 40 утворений корпусом 11, дротом 13, рідким металом 4, виливницею 2 та ніжками 12, розмикається. Коли вільний кінець 14 занурюється у шлак 3, електричний контур залишається відкритим, оскільки шлак 3 є електроізолюючим. З іншого боку, відразу після приведення вільного кінця 14 у контакті з поверхнею рідкого металу 4 електричний контур замикається. Перший потенціал V1 врівноважує другий потенціал V2. Цей сигнал забезпечує можливість виявлення електронними засобами обробки даних контакту між вільним кінцем 14 та поверхнею рідкого металу 4. Таким чином, контрольні засоби контролюють зупинку редукторного двигуна 16. Однак, через певну механічну інерцію, дріт 13 зазвичай продовжує певною мірою переміщуватися відразу після команди на зупинку редукторного двигуна 16. Таким чином, частина дроту 13 все одно занурюється у рідкий метал 4. Якщо це не враховується, вимірювання товщини шлаку 3 може бути неправильним. Також визначають відстань, подолану вільним кінцем 14 з моменту його контакту з поверхнею рідкого металу 4 до моменту його повної фіксації, зокрема, за допомогою оптичного кодера 19. Цю відстань потім враховують при розрахунку товщини шлаку 3. Відразу після фіксації дроту 13 у цій позиції колесо 27 оптичного кодера 19 припиняє обертання. Затримка часу, наприклад, від 1 до 2 секунд, передбачається для утримання дроту 13 в цій позиції, таким чином, щоб частина, занурена у шлак 3, розплавилася. Таким чином, після плавлення цієї частини дроту 13 вільний кінець 14 розташовується врівень з верхньою поверхнею шлаку 3. Відразу після закінчення цього часу контрольні засоби знову активізують редукторний двигун 16, який через подавальний ролик 15 запускає переміщення дроту 13 у напрямку, протилежному попередньому напрямкові переміщення. Після цього вільний кінець 14 рухається від шлаку 3 і переміщується у напрямку вивідного отвору 18b напрямного пристрою 18. Переміщуючись, дріт 13 змушує колесо 27 оптичного кодера 19 знову обертатися, але цього разу в іншому напрямку. Кутове переміщення колеса 27 дозволяє розрахувати відстань, подолану вільним кінцем 14 від шлаку до його проходження посередині котушки збудження 20. Після виявлення вільного кінця 14 додатковими засобами виявлення контрольні засоби контролюють зупинку редукторного двигуна 16. Дріт 13 фіксується. Через плавлення частини дроту 13 у шлаку 3 дріт 13 у процесі виконання циклу вимірювання став коротшим. Таким чином, існує різниця у кутових переміщеннях, виконаних колесом 27 оптичного кодера 19. Оскільки діаметр колеса 27 є відомим, ця різниця у кутових переміщеннях є еквівалентною довжині, що відповідає різниці у відстані, подоланій вільним кінцем 14 до та після його контакту з поверхнею рідкого металу 4. Ця різниця зумовлюється зменшенням довжини дроту 13. Таким чином, вона відповідає товщині шлаку 3 (після врахування довжини дроту 13, який було занурено й розплавлено у рідкому металі 4). Таким чином, винахід дозволяє автоматично й періодично вимірювати товщину шлаку 3 на поверхні рідкого металу 4, який міститься у виливниці 2. Очевидно, що винахід жодним чином не обмежується варіантом втілення, описаним вище, і цей варіант втілення представлено лише як приклад. Існує можливість модифікацій, зокрема, з точки зору побудови різних елементів пристрою 10, або через замінювальні технічні еквіваленти без будь-якого відхилення від основи винаходу. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Автоматичний пристрій (10) для вимірювання товщини шлаку (3) на поверхні заданого рідкого металу (4), який міститься у металургійному резервуарі, причому пристрій (10) включає: - дріт (13), який є виконаним з електропровідного матеріалу і який може видалятися під дією тепла при температурі вищезгаданого шлаку, причому дріт (13) включає вільний кінець (14), призначений для занурення у вищезгаданий шлак (3), при цьому вищезгаданий дріт є принаймні частково намотаним на котушку (22), закріплену з можливістю вільного обертання, - засоби подачі дроту (13) з котушки (22), здатні переміщувати дріт (13) таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією, - вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13) протягом інтервалу часу між двома заданими подіями, коли останній переміщується під дією засобів подачі, та - засоби контролювання вищезгаданих засобів подачі, причому контрольні засоби включають засоби виявлення, здатні виявляти контакт між вільним кінцем (14) та поверхнею рідкого металу (4). 6 UA 109579 C2 5 10 15 20 25 30 35 40 45 50 55 2. Пристрій (10) за п. 1, який відрізняється тим, що вимірювальні засоби містять оптичний кодер (19). 3. Пристрій (10) за п. 1 або 2, який відрізняється тим, що пристрій (10) містить корпус (11), електрично з'єднаний з дротом (13), причому корпус (11) знаходиться під першим потенціалом (V1), та підтримувальні засоби, завдяки яким корпус (11) спирається на металургійний резервуар, причому вищезгадані підтримувальні засоби є електрично ізольованими від корпусу (11) і знаходяться під другим потенціалом (V2), відмінним від першого потенціалу (V1), таким чином, що корпус (11), дріт (13) та підтримувальні засоби утворюють електричний контур, призначений для індикації, коли підтримувальні засоби знаходяться у контакті з металургійним резервуаром, відкритого робочого стану, в якому вільний кінець (14) розташовується на відстані від рідкого металу (4), та закритого робочого стану, в якому вільний кінець (14) знаходиться у контакті з рідким металом (4), і засоби виявлення включають електричний контур, утворений корпусом (11), дротом (13) та підтримувальними засобами. 4. Пристрій (10) за одним з пп. 1-3, який відрізняється тим, що засоби подачі включають редукторний двигун (16), вивідний вал якого з'єднаний з подавальним роликом (15), який приводиться в обертальний рух редукторним двигуном (16), і засоби спрямування дроту (13), що дозволяють утримувати його у контакті з подавальним роликом (15), коли дріт (13) переміщується. 5. Пристрій (10) за п. 4, який відрізняється тим, що засоби спрямування включають певну кількість роликів (17), які можуть вільно обертатись і розташовуються по дузі окружності, концентричної подавальному роликові (15). 6. Пристрій (10) за одним з пп. 1-5, який відрізняється тим, що пристрій (10) включає засоби для зберігання дроту (13). 7. Пристрій (10) за п. 6, який відрізняється тим, що засоби зберігання включають котушку (22), на яку принаймні частково намотується дріт (13), та засоби притискання дроту (13) до котушки (22). 8. Пристрій (10) за п. 7, який відрізняється тим, що засоби притискання включають поворотне плече (23), яке має зворотний засіб та башмак (24), причому башмак (24) призначений для входження у контакт з дротом (13), намотаним на котушку (22) під дією зворотного засобу. 9. Пристрій (10) за одним з пп. 1-8, який відрізняється тим, що пристрій (10) включає засоби виявлення присутності або відсутності дроту (13) у точці його траєкторії, розташованій між засобами зберігання та засобами подачі. 10. Пристрій (10) за одним з пп. 1-9, який відрізняється тим, що пристрій (10) включає напрямний пристрій (18), який має вивідний отвір (18b), призначений для проходження через нього дроту (13), причому напрямний пристрій (18) дозволяє спрямовувати дріт (13) безпосередньо над рідким металом (4) для його вертикального занурення. 11. Пристрій (10) за одним з пп. 1-10, який відрізняється тим, що дріт (13) має температуру плавлення від 850 до 1200 °C і складається, наприклад, з матеріалу, який включає мідь або латунь. 12. Пристрій (10) за одним з пп. 1-11, який відрізняється тим, що засоби контролювання засобів подачі включають додаткові засоби виявлення, здатні виявляти проходження вільного кінця (14) та присутність або відсутність дроту (13), у заданій точці його траєкторії. 13. Пристрій за п. 12, який відрізняється тим, що додаткові засоби виявлення включають котушку збудження (20) та дві приймальні котушки (21), електромагнітно з'єднані з котушкою збудження (20), причому котушка збудження (20) та приймальні котушки (21) призначаються для проходження через них дроту (13), таким чином, що вимірювання напруги, індукованої у приймальних котушках (21), дозволяє виявляти проходження вільного кінця (14), і вимірювання імпедансу котушки збудження (20) дозволяє виявляти присутність або відсутність дроту (13). 14. Пристрій за п. 12 або 13, який відрізняється тим, що додаткові засоби виявлення розташовуються всередині напрямного пристрою (18), і вимірювальні засоби розташовуються перед додатковими засобами виявлення. 15. Ливарна машина (1), яка включає виливницю (2), яка включає бокову стінку (6), яка обмежує ливарний простір (7), здатний приймати рідкий метал (4), яка характеризується тим, що ливарна машина (1) також включає пристрій (10) за одним з пп. 1-14. 16. Спосіб вимірювання товщини шлаку (3) на поверхні рідкого металу (4), який міститься у металургійному резервуарі (2), причому спосіб включає такі етапи: - подачу дроту (13) таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією, 7 UA 109579 C2 5 10 15 20 - виявлення проходження вільного кінця (14) дроту (13) у заданій точці його траєкторії, що запускає вимірювальні засоби, здатні вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13), - виявлення контакту між вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4) та зупинку засобів подачі дроту (13), - фіксацію дроту (13) протягом заданого часу, який є достатнім для знищення частини дроту (13), зануреної у шлак (3), - подачу дроту (13) у протилежному напрямку вздовж тієї самої заданої траєкторії, - виявлення проходження вільного кінця (14) дроту (13) у тій самій заданій точці його траєкторії та зчитування відстані, подоланої вільним кінцем (14) дроту (13). 17. Спосіб вимірювання товщини шлаку (3) на поверхні рідкого металу (4), який міститься у металургійному резервуарі (2), причому спосіб включає такі етапи: - подачу дроту (13), таким чином, щоб його вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією, - виявлення контакту між вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4), зупинку засобів подачі дроту (13) та запускання вимірювальних засобів, здатних вимірювати відстань, на яку перемістився вільний кінець (14) дроту (13), - фіксацію дроту (13) протягом заданого часу, який є достатнім для знищення частини дроту (13), зануреної у шлак (3), - подачу дроту (13) таким чином, щоб його новий вільний кінець (14) вертикально занурювався у шлак (3) згідно з заданою траєкторією, - виявлення контакту між новим вільним кінцем (14) дроту (13) та поверхнею рідкого металу (4), зупинку засобів подачі дроту (13) та зчитування відстані, подоланої вільним кінцем (14) дроту (13). 8 UA 109579 C2 9 UA 109579 C2 10 UA 109579 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for measuring slag thickness
Автори англійськоюDussud, Michel, Dejean, Fabien
Автори російськоюДюссу Мишель, Дежан Фабьен
МПК / Мітки
МПК: G01F 23/22, B22D 11/18, G01B 21/08, C21C 5/46
Мітки: вимірювання, товщини, шлаку, пристрій
Код посилання
<a href="https://ua.patents.su/13-109579-pristrijj-dlya-vimiryuvannya-tovshhini-shlaku.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання товщини шлаку</a>
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах
Номер патенту: 54064
Опубліковано: 17.02.2003
Автори: Кошовий Микола Дмитрович, Гаєвий Василь Олексійович, Цеховський Максим Володимирович
МПК: G01B 7/02, G01N 27/00
Мітки: виробах, вимірювання, товщини, пристрій, покриттів, металевих, діелектричних
Формула / Реферат:
Пристрій для вимірювання товщини діелектричних покриттів на металевих виробах, який містить операційний підсилювач, безконтактний магніточутливий вимірювальний перетворювач з обмоткою живлення та обмоткою зворотного зв'язку, кінець якої під'єднано до входу підсилювача, а початок - до заземленого кінця обмотки живлення, резистор, одним кінцем під'єднаний до початку обмотки живлення, а другим - до виходу операційного підсилювача, послідовно...
Пристрій для вимірювання товщини шкіри з ноніусом та фіксатором
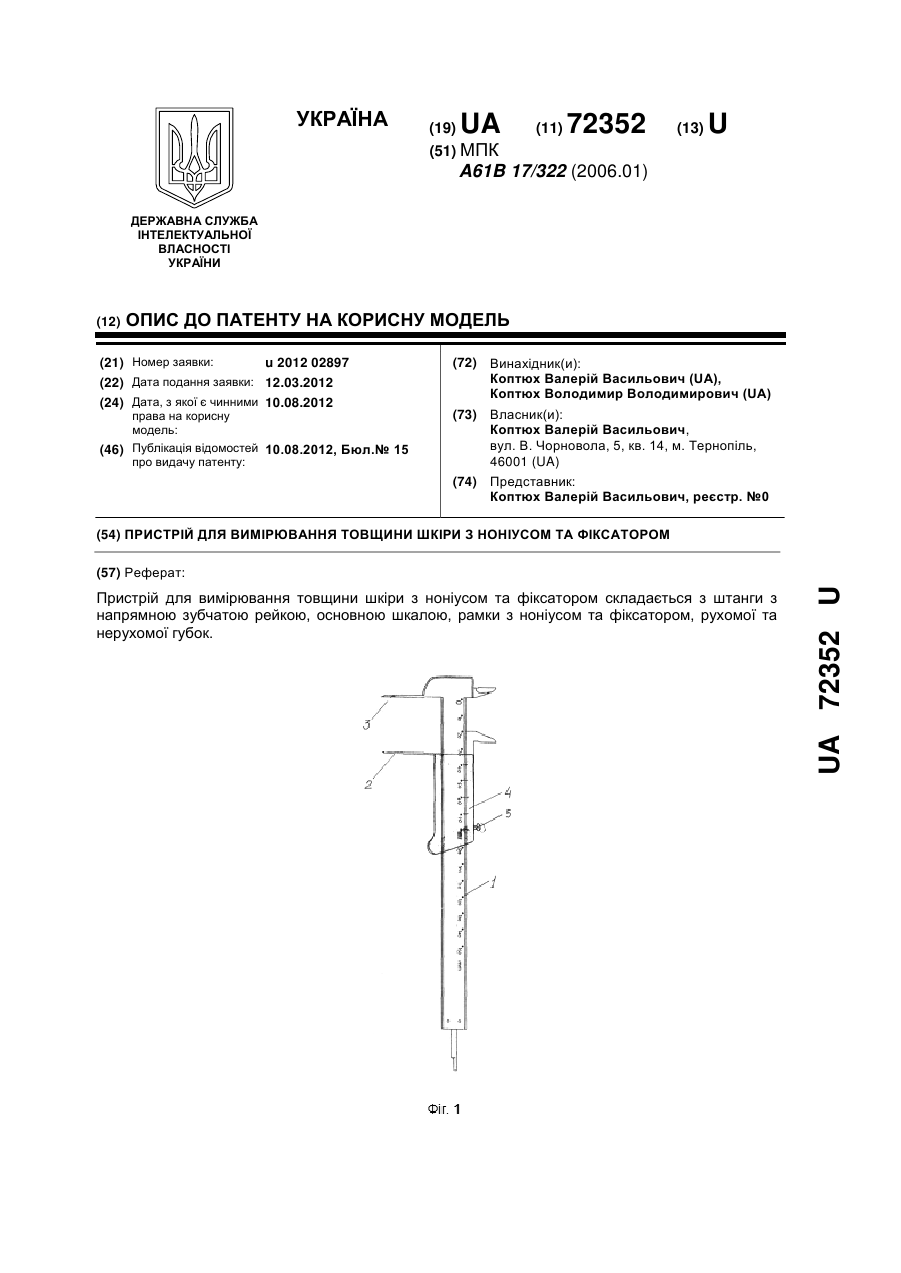
Номер патенту: 72352
Опубліковано: 10.08.2012
Автори: Коптюх Володимир Володимирович, Коптюх Валерій Васильович
МПК: A61B 17/322
Мітки: пристрій, ноніусом, вимірювання, товщини, фіксатором, шкіри
Формула / Реферат:
Пристрій для вимірювання товщини шкіри з ноніусом та фіксатором, який містить штангу з напрямною зубчатою рейкою та нанесеною основною шкалою, рамку з ноніусом та фіксатором, рухому та нерухому губки, виготовлені з металу, який відрізняється тим, що рухома та нерухома губки виготовлені у вигляді голок.
Металевий пристрій для вимірювання товщини шкіри з відліковим механізмом годинникового типу
Номер патенту: 79096
Опубліковано: 10.04.2013
Автори: Коптюх Валерій Васильович, Коптюх Володимир Володимирович
МПК: A61B 17/322
Мітки: відліковим, металевій, вимірювання, механізмом, типу, пристрій, товщини, годинникового, шкіри
Формула / Реферат:
Металевий пристрій для вимірювання товщини шкіри з відліковим механізмом годинникового типу, що складається з штанги з напрямною зубчатою рейкою та нанесеною основною шкалою, відліковим механізмом годинникового типу, рухомої та нерухомої губок та виготовлений з металу, який відрізняється тим, що нерухома губка виконана у вигляді голки.
Металевий пристрій для вимірювання товщини шкіри з електронним відліковим цифровим механізмом

Номер патенту: 79518
Опубліковано: 25.04.2013
Автори: Коптюх Володимир Володимирович, Коптюх Валерій Васильович
МПК: A61B 17/322
Мітки: пристрій, механізмом, вимірювання, шкіри, товщини, відліковим, цифровим, електронним, металевій
Формула / Реферат:
Металевий пристрій для вимірювання товщини шкіри з електронним відліковим цифровим механізмом, що складається з штанги з напрямною зубчатою рейкою та нанесеною основною шкалою, рамки з електронним відліковим цифровим механізмом, рухомої та нерухомої губок, виготовлений з металу, який відрізняється тим, що нерухома губка виконана у вигляді знімної голки.
Металевий пристрій для вимірювання товщини шкіри з відліковим механізмом годинникового типу
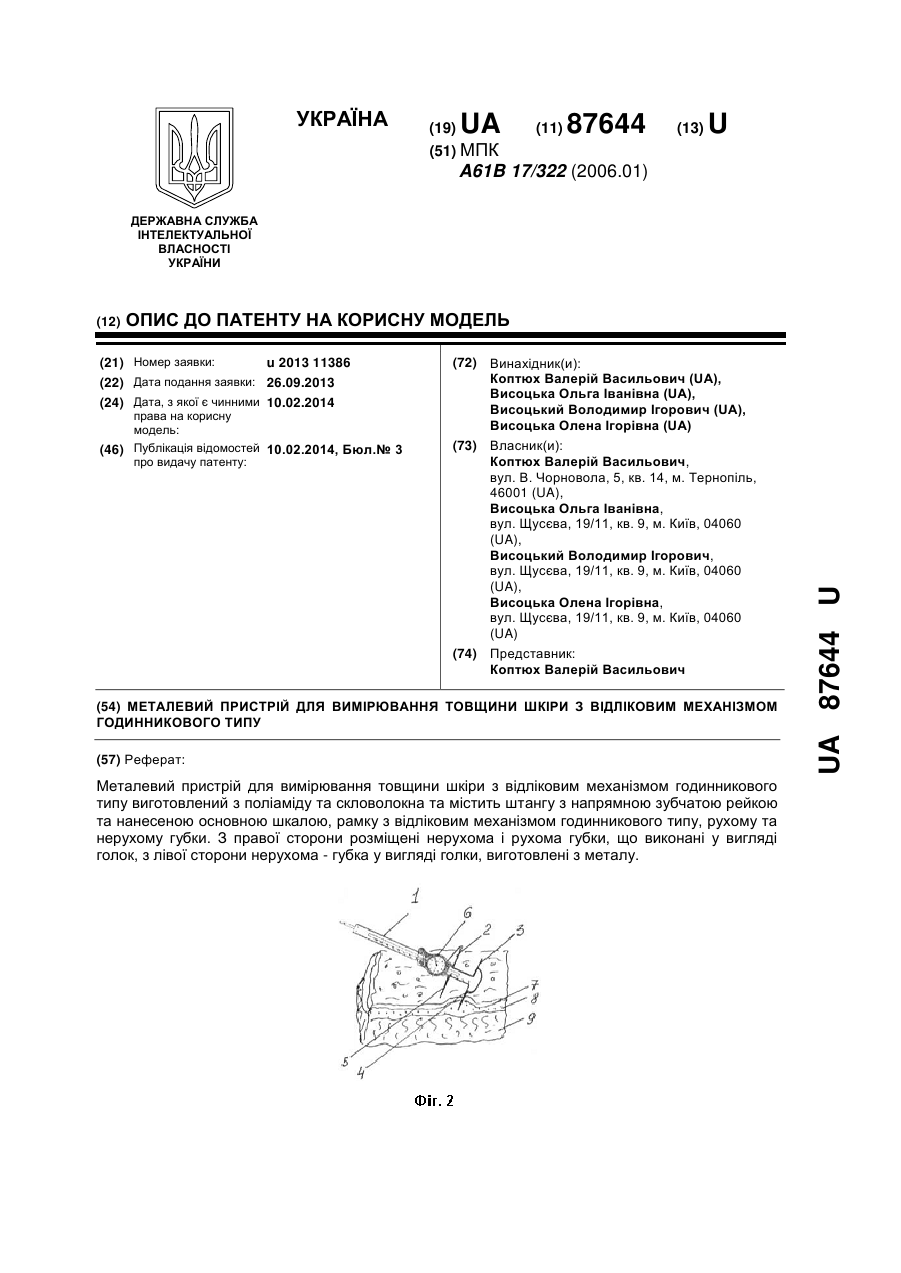
Номер патенту: 87644
Опубліковано: 10.02.2014
Автори: Коптюх Валерій Васильович, Висоцька Олена Ігорівна, Висоцький Володимир Ігорович, Висоцька Ольга Іванівна
МПК: A61B 17/322
Мітки: відліковим, типу, металевій, шкіри, годинникового, товщини, пристрій, вимірювання, механізмом
Формула / Реферат:
Металевий пристрій для вимірювання товщини шкіри з відліковим механізмом годинникового типу, що складається з штанги з напрямною зубчатою рейкою та нанесеною основною шкалою, рамки з відліковим механізмом годинникового типу, рухомої та нерухомої губок, виготовлений з поліаміду та скловолокна, який відрізняється тим, що з правої сторони розміщені нерухома і рухома губки, що виконані у вигляді голок, з лівої сторони - нерухома губка у вигляді...
Попередній патент: Композиція інгредієнтів для приготування напою “водка арий” (варіанти)
Випадковий патент: Пристрій для миття коренеклубнеплодів