Спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, які наближені до ізотермічного деформування
Номер патенту: 73332
Опубліковано: 25.09.2012
Автори: Гунько Ірина Василівна, Онищенко Володимир Євгенович, Скрябін Семен Олександрович, Бубновська Ірина Анатоліївна

Формула / Реферат
Спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, наближених до ізотермічного деформування, що полягає в тому, що заготовку нагрівають до кувальної температури й деформують у вальцювальних штампах, який відрізняється тим, що вальцювальні штампи нагріваються до 250-350 °С.
Текст
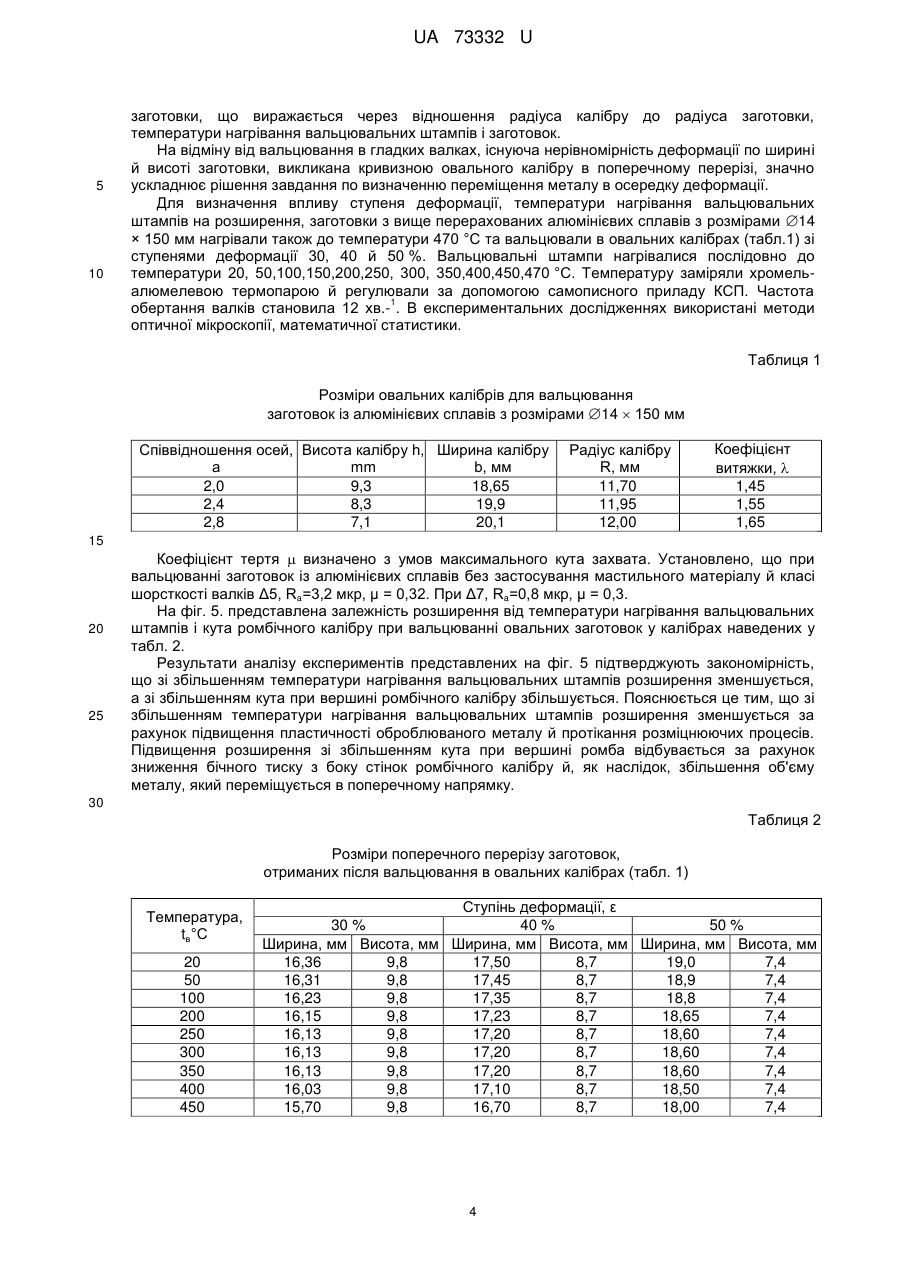
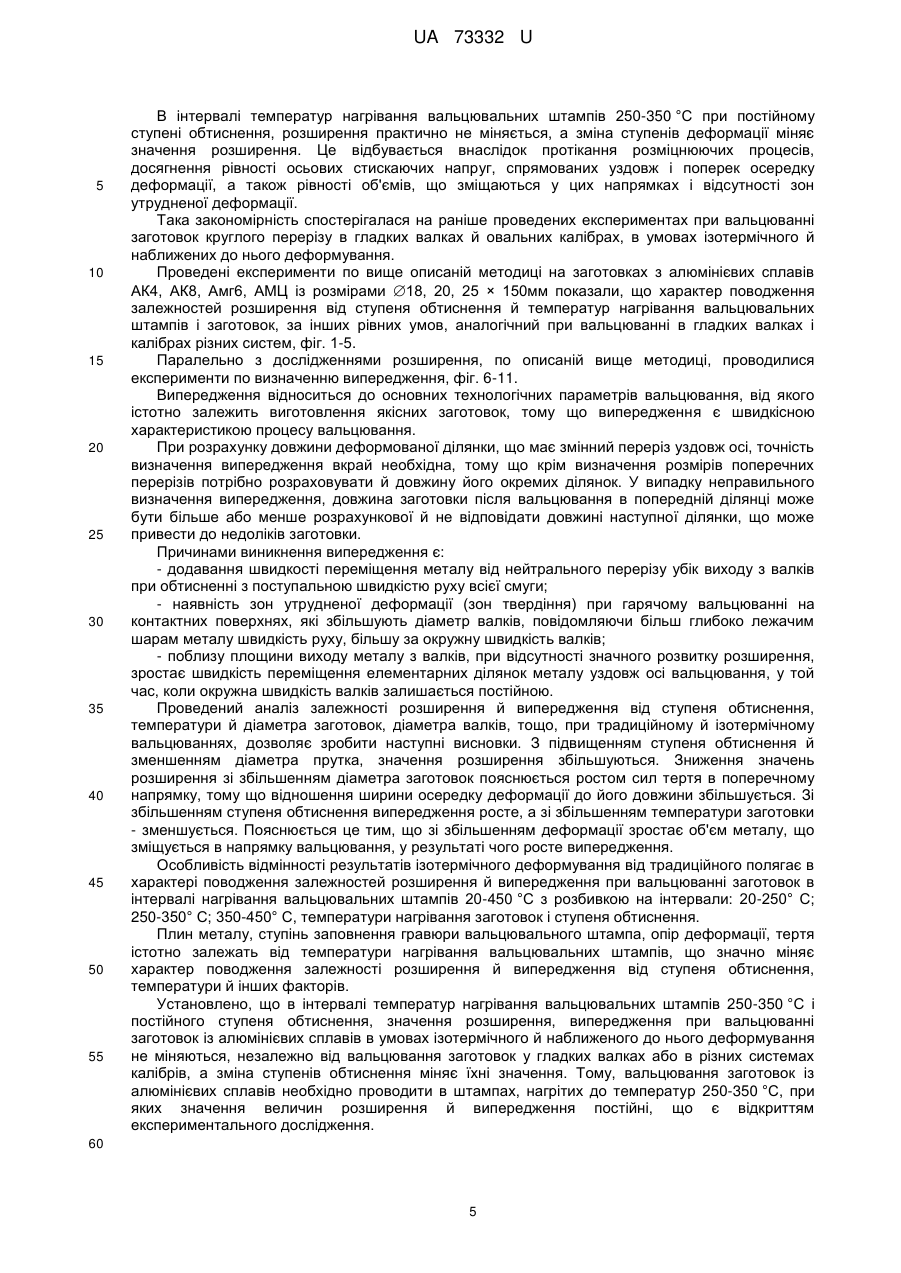
Реферат: Спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, наближених до ізотермічного деформування полягає в тому, що заготовку нагрівають до кувальної температури й деформують у вальцювальних штампах. Вальцювальні штампи нагріваються до 250-350 °С. UA 73332 U (12) UA 73332 U UA 73332 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології вальцювання заготовок із алюмінієвих сплавів. У роботі доктора технічних наук С О. Скрябіна "Технологія гарячого деформування заготовок із алюмінієвих сплавів на кувальних вальцях", видавництво ПП О. Власюк, Вінниця, 2007, стор. 88-91, описаний спосіб вальцювання (прокатки) алюмінієвих сплавів в умовах традиційного деформування. Він полягає в тому, що заготовка, нагріта до кувальної температури, прокочується в гладких валках й у різних системах калібрів (коло - овал, овал квадрат, овал - ромб тощо) без їхнього попереднього нагрівання. Даний спосіб супроводжують наступні недоліки: - надмірна нерівномірність деформації, що приводить до появи на складно оребрених штампованих поковках дефектів у вигляді складок, прострілів, затисків, тріщин, обривів волокна й інших порушень цілісності; - неодночасне заповнення металом порожнини штампів, що викликає зайве зусилля доштамповки. У вище названій роботі Скрябіна С.О. наводяться дані експериментальних досліджень, проведених автором по визначенню залежності розширення й випередження при традиційному вальцюванні заготовок із алюмінієвих сплавів. Представлені в роботі експериментальні дані підтверджують, що з збільшенням діаметра валків, за інших рівних умов, збільшується довжина осередку деформації й, як наслідок цього, підвищуються сили тертя на контактних поверхнях, спрямовані до нейтрального перерізу. У результаті опір переміщенню металу уздовж осі заготовки зростає й збільшується розширення. Проведені експериментальні дослідження з визначення випередження показують, що зі збільшенням ступеня обтиснення випередження росте, а зі збільшенням температури заготовки - зменшується. Пояснюється це тим, що зі збільшенням деформації зростає обсяг металу, що зміщується в напрямку вальцювання, у результаті чого росте випередження. Зменшення випередження з збільшенням температури вальцювання пов'язане зі зменшенням коефіцієнта тертя при вальцюванні заготовок у цьому інтервалі температур. На підставі експериментальних даних встановлено, що зі збільшенням висоти заготовки, при однаковому ступені обтиснення, значення випередження знижується, внаслідок зменшення об'єму металу, що зміщується по довжині заготовки в зоні випередження. Запропонований спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, наближених до ізотермічного деформування полягає в нагріванні заготовки до кувальної температури 470420 °C, а валків до 250-350 °C (нижче кувальної температури). Це дозволяє: - застосовувати високі ступені деформації та устаткування меншого зусилля в порівнянні із традиційним вальцюванням; - зменшити енерговитрати; - виготовляти якісні штамповані поковки із високим коефіцієнтом використання заготовок (КВЗ) і низкою трудомісткістю; - зменшити трудомісткість виготовлення вальцювальних штампів і витрати штампової сталі; - виготовляти деякі види профілів симетричного й асиметричного перерізу, а також заготовок із криволінійною віссю. Відмінність результатів ізотермічного деформування від традиційного полягає в характері поводження залежностей розширення й випередження при вальцюванні заготовок в інтервалі нагрівання вальцювальних штампів 20-450 °C з розбивкою на інтервали: 20-250 °C; 250-350 °C; 350-450 °C, температури нагрівання заготовок і ступеня обтиснення. Плин металу, ступінь заповнення гравюри вальцювального штампа, опір деформації, тертя істотно залежать від температури нагрівання вальцювальних штампів, що значно міняє характер поводження залежності розширення й випередження від ступеня обтиснення, температури й інших факторів. Установлено, що в інтервалі температур нагрівання вальцювальних штампів 250-350 °C і постійного ступеня обтиснення, значення розширення, випередження при вальцюванні заготовок із алюмінієвих сплавів в умовах наближених до ізотермічного деформування не міняються, незалежно від вальцювання заготовок у гладких валках або в різних системах калібрів, а зміна ступенів обтиснення міняє їхні значення. Крім того, нагрів вальцювальних штампів до температур деформування (або близько до них) дозволить знизити зусилля деформування за рахунок підвищення пластичності оброблюваного металу, що відбувається через повне протікання розміцнюючих процесів. Рівномірна деформація заготовки, при відсутності зон ускладненої деформації й локального перегріву, забезпечує гарне й всебічне пророблення структури, і, як наслідок, зменшує розкид властивостей в об'ємі заготовки. 1 UA 73332 U 5 10 15 20 25 30 35 40 45 50 55 60 Процес вальцювання заготовок в умовах ізотермічного й наближеного до нього деформування необхідний, як підготовча операція об'ємного штампування, що служить для перерозподілу металу вихідної заготовки. Це дозволяє: усунути надмірну нерівномірність деформації, одночасно заповнити металом порожнини штампа, усунути дефекти по не заповненню рівчака штампа при штампуванні крупно габаритних поковок. У процесі вальцювання поряд зі зменшенням висоти заготовки і її подовженням (витяжкою), відбувається переміщення металу й у поперечному напрямку - розширення b , що викликає в бічних краях заготовки значні розтягуючи напруги і знижує загальну витяжку. Питання правильного підходу до визначення розширення - одне з основних при розрахунку калібрів. Від точності його визначення залежать встановлення розмірів (інколи й форма калібрів), вибір ступеня деформації й необхідних коефіцієнтів витяжки, число переходів, можливість вальцювання в наступному рівчаку, енергосилові параметри, якість поверхні заготовки тощо. На кресленнях зображено: Фіг. 1. Залежність розширення від ступеня деформації й температури нагрівання вальцювальних штампів - гладкі валки (ступінь деформації: 1-30 %; 2-40 %; 3-50 %; температура нагрівання заготовок - 450 °C). Фіг. 2. Залежність розширення від температури нагрівання заготовок і вальцювальних штампів при ступені деформації 30 % (гладкі валки; температура нагрівання заготовок: 1-300 °C; 2-350 °C; 3-400 °C; 4-450 °C; 5-470 °C). Фіг. 3. Залежність розширення від температури нагрівання заготовок і вальцювальних штампів при ступені деформації 40 % (гладкі валки; температура нагрівання заготовок: 1-300 °C; 2-350 °C; 3-400 °C; 4-450 °C; 5-470 °C). Фіг. 4. Залежність розширення від температури нагрівання вальцювальних штампів при вальцюванні заготовок круглого перерізу в овальних калібрах (ступінь обтиснення: 1-30 %; 240 %; 3-50 %; температура нагрівання заготовок 470 °C). Фіг. 5. Залежність розширення від температури нагрівання вальцювальних штампів при вальцюванні: 1, 2, 3 - заготовок із 1, 2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 105°; 4, 5, 6 - заготовок із 1, 2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 110°; 7, 8, 9 - заготовок із 1, 2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 115°. Фіг. 6. Залежність випередження від ступеня деформації й температури нагрівання вальцювальних штампів (ступінь деформації: 1-30 %; 2-40 %; 3-50 %; температура нагрівання заготовок 450 °C). Фіг. 7. Залежність випередження від температури нагрівання вальцювальних штампів при ступенях деформації 30 % (температура нагрівання заготовок: 1-300 °C; 2-350 °C; 3-400 °C; 4450 °C; 5-470 °C). Фіг. 8. Залежність випередження від температури нагрівання вальцювальних штампів при ступенях деформації 40 %, (температура нагрівання заготовок: 1-300 °C; 2-350 °C; 3-400 °C; 4450 °C;5-470 °C). Фіг. 9. Залежність випередження від температури нагрівання вальцювальних штампів (ступінь обтиснення: 1-30 %; 2-40 %; 3-50 %) при вальцюванні заготовок круглого перерізу в овальних калібрах. Температура нагрівання заготовок 450° С Фіг. 10. Залежність випередження від температури нагрівання вальцювальних штампів (ступінь обтиснення: 1-30 %; 2-40 %; 3-50 %) при вальцюванні заготовок овального перерізу в ромбічних калібрах. Фіг. 11. Залежність випередження від температури нагрівання вальцювальних штампів при вальцюванні овальних заготовок у ромбічних калібрах: 1, 2, 3-заготовок із 1, 2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 105°; 4, 5, 6-заготовок із 1, 2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 110°; 7, 8, 9 заготовок із 1,2, 3 овальних рівчаків у ромбічному калібрі з кутом при вершині 115°. Для визначення впливу ступеня деформації, температур нагрівання вальцювальних штампів на розширення, заготовки з алюмінієвих сплавів АК6, АК4, АК4-1, АК8, АМг1, АМг2, АМг6, АМЦ із розмірами 14, 18, 20, 25 × 150мм нагрівали до температури 450 °C та вальцювали в гладких валках зі ступенями деформації 30, 40 й 50 %. Вальцювальні штампи нагрівалися послідовно до температур 20, 50, 100, 150, 200, 250, 300, 350, 400, 450 °C, при яких проводилися експерименти. Температуру заміряли хромель-алюмелевою термопарою й регулювали за допомогою самописного приладу КСП. Оптимальна частота обертання валків становила 12 хв.1 , що була прийнята для подальших досліджень. В експериментальних дослідженнях використані методи тензометрування, оптичної мікроскопії, математичної статистики. 2 UA 73332 U 5 10 15 20 25 30 35 40 45 50 55 60 Аналіз експериментальних даних, представлених на фы.1, показують, що розширення щодо вихідного поперечного перерізу заготовки при вальцюванні в штампах, що мають температуру 20 °C и ступенях деформації 30, 40 й 50 % збільшується відповідно на 20,4; 30 й 42 %. Пояснюється це тим, що зі збільшенням ступеня деформації об'єм металу по ширині й, отже, розширення за інших рівних умов зростають. Характер поводження залежностей розширення від температури нагрівання вальцювальних штампів в інтервалі 20-250 °C (мал.1) можна пояснити наступним. При температурі штампів 20 °C и ступенях деформації 30, 40, 50 %, контактна площа зіткнення металу з вальцювальними штампами невелика, з огляду на прокатку круглої заготовки 014 мм. При цьому осьові стискаючі напруги, спрямовані уздовж осередку деформації, незначні в порівнянні зі стискаючими напругами, діючими в поперечному напрямку, тому спостерігається збільшення розширення. Зниження розширення зі збільшенням температури нагрівання вальцювальних штампів відбувається за рахунок протікання розміцнюючих процесів і підвищення пластичності оброблюваного металу. В інтервалі температур нагрівання вальцювальних штампів 250-350 °C при постійному ступені деформації, розширення практично не міняється, а зміна ступенів деформації міняє абсолютні значення розширення на 15, 26, 37 % щодо вихідного поперечного перерізу заготовок, відповідно, зі ступенями деформації 30, 40 й 50 %. Це відбувається внаслідок досягнення рівності осьових стискаючих напруг, спрямованих уздовж і поперек осередку деформації, а також рівності об'ємів, що зміщуються у цих напрямках. З підвищенням температури нагрівання вальцювальних штампів до 450 °C і вальцюванні заготовок зі ступенями деформації 30, 40 й 50 %, значення розширення щодо вихідного поперечного перерізу заготовки зменшуються й становлять 12,2, 23,6, 33 % відповідно. Зниження розширення відбувається за рахунок збільшення осьових стискаючих напруг, спрямованих уздовж осередку деформації, повного протікання розміцнюючих процесів, відсутності зон затрудненої деформації. Проведений аналіз зміни розширення показав, що зі збільшенням температури нагрівання вальцювальних штампів, значення розширення зменшуються. Так, значення розширення, отримані при температурі нагрівання вальцювальних штампів до tв = 250 й 450 °C (при деформації ε = 30 %) зменшуються відносно розширення, отриманого при вальцюванні заготовок у вальцювальних штампах, що мають температуру 20 °C відповідно на 37 й 67,2 %. Зменшення розширення при tв = 450 °C відносно tв = 250 °C становить 22 %. Аналогічно проведений аналіз зміни значень розширення при вальцюванні заготовок при ступенях деформації 40, 50 % й інших рівних умовах показав, що розширення зменшується на 15, 4 й 27,3 % (ε = 40 %), 13 й 26,45 % (50 %). Зменшення розширення при tв = 450 °C відносно tв=250 °C становить 10,3 % (ε = 40 %), 11,8 % (ε = 50 %). З аналізу фіг. 1 видно, що зміна ступеня деформації від 30 до 50 % збільшує значення розширення, не змінюючи характеру залежностей їх від температури нагрівання вальцювальних штампів. Вище було відзначено, що зі збільшенням ступеня деформації об'єм металу по ширині й, отже, розширення за інших рівних умов зростають. На фіг. 2 й 3 представлені залежності розширення від температури нагрівання заготовок і вальцювальних штампів при ступенях деформації 30 %, 40 % (температура нагрівання заготовок 1-300 °C; 2-350 °C; 3-400 °C; 4-450 °C; 5-470 °C). Аналіз експериментальних даних представлених на фіг. 2, 3, 4 показує, що зі збільшенням температури нагрівання заготовок і вальцювальних штампів розширення зменшується у зв'язку із протіканням розміцнюючих процесів. Крім того, необхідно відзначити, що в інтервалі температур нагрівання вальцювальних штампів 250-350 °C, розширення при постійному ступені деформації (аналогічно представленому на фіг. 1) практично не міняється, а зміна ступенів деформації веде до зміни його абсолютних значень. З аналізу фіг. 4 видно, що зміна ступеня обтиснення від 30 до 50 % збільшує значення розширення, не змінюючи характеру залежностей їх від температури нагрівання вальцювальних штампів. Вище було відзначено, що зі збільшенням ступеня обтиснення об'єм металу по ширині, і, отже, розширення за інших рівних умов зростають. Вальцювання в овальному калібрі як у проміжному, так й в остаточному дуже поширене. При вальцюванні заготовок під штампування найбільш часто застосовують системи калібрів: коло - овал; коло - овал - квадрат; коло - овал - ромб - квадрат; коло - овал - коло; коло - овал ромб - коло тощо. Найбільш істотними факторами вальцювання, що впливають на розширення в процесі вальцювання заготовок в овальних калібрах, є: ступінь деформації й радіус кривизни калібру в площині, перпендикулярної до осі вальцювання, співвідношення геометричних форм калібру й 3 UA 73332 U 5 10 заготовки, що виражається через відношення радіуса калібру до радіуса заготовки, температури нагрівання вальцювальних штампів і заготовок. На відміну від вальцювання в гладких валках, існуюча нерівномірність деформації по ширині й висоті заготовки, викликана кривизною овального калібру в поперечному перерізі, значно ускладнює рішення завдання по визначенню переміщення металу в осередку деформації. Для визначення впливу ступеня деформації, температури нагрівання вальцювальних штампів на розширення, заготовки з вище перерахованих алюмінієвих сплавів з розмірами 14 × 150 мм нагрівали також до температури 470 °C та вальцювали в овальних калібрах (табл.1) зі ступенями деформації 30, 40 й 50 %. Вальцювальні штампи нагрівалися послідовно до температури 20, 50,100,150,200,250, 300, 350,400,450,470 °C. Температуру заміряли хромельалюмелевою термопарою й регулювали за допомогою самописного приладу КСП. Частота 1 обертання валків становила 12 хв.- . В експериментальних дослідженнях використані методи оптичної мікроскопії, математичної статистики. Таблиця 1 Розміри овальних калібрів для вальцювання заготовок із алюмінієвих сплавів з розмірами 14 150 мм Співвідношення осей, Висота калібру h, Ширина калібру а mm b, мм 2,0 9,3 18,65 2,4 8,3 19,9 2,8 7,1 20,1 Радіус калібру R, мм 11,70 11,95 12,00 Коефіцієнт витяжки, 1,45 1,55 1,65 15 20 25 Коефіцієнт тертя визначено з умов максимального кута захвата. Установлено, що при вальцюванні заготовок із алюмінієвих сплавів без застосування мастильного матеріалу й класі шорсткості валків Δ5, Ra=3,2 мкр, μ = 0,32. При Δ7, Ra=0,8 мкр, μ = 0,3. На фіг. 5. представлена залежність розширення від температури нагрівання вальцювальних штампів і кута ромбічного калібру при вальцюванні овальних заготовок у калібрах наведених у табл. 2. Результати аналізу експериментів представлених на фіг. 5 підтверджують закономірність, що зі збільшенням температури нагрівання вальцювальних штампів розширення зменшується, а зі збільшенням кута при вершині ромбічного калібру збільшується. Пояснюється це тим, що зі збільшенням температури нагрівання вальцювальних штампів розширення зменшується за рахунок підвищення пластичності оброблюваного металу й протікання розміцнюючих процесів. Підвищення розширення зі збільшенням кута при вершині ромба відбувається за рахунок зниження бічного тиску з боку стінок ромбічного калібру й, як наслідок, збільшення об'єму металу, який переміщується в поперечному напрямку. 30 Таблиця 2 Розміри поперечного перерізу заготовок, отриманих після вальцювання в овальних калібрах (табл. 1) Температура, tв°С 20 50 100 200 250 300 350 400 450 Ступінь деформації, ε 30 % 40 % 50 % Ширина, мм Висота, мм Ширина, мм Висота, мм Ширина, мм Висота, мм 16,36 9,8 17,50 8,7 19,0 7,4 16,31 9,8 17,45 8,7 18,9 7,4 16,23 9,8 17,35 8,7 18,8 7,4 16,15 9,8 17,23 8,7 18,65 7,4 16,13 9,8 17,20 8,7 18,60 7,4 16,13 9,8 17,20 8,7 18,60 7,4 16,13 9,8 17,20 8,7 18,60 7,4 16,03 9,8 17,10 8,7 18,50 7,4 15,70 9,8 16,70 8,7 18,00 7,4 4 UA 73332 U 5 10 15 20 25 30 35 40 45 50 55 В інтервалі температур нагрівання вальцювальних штампів 250-350 °C при постійному ступені обтиснення, розширення практично не міняється, а зміна ступенів деформації міняє значення розширення. Це відбувається внаслідок протікання розміцнюючих процесів, досягнення рівності осьових стискаючих напруг, спрямованих уздовж і поперек осередку деформації, а також рівності об'ємів, що зміщаються у цих напрямках і відсутності зон утрудненої деформації. Така закономірність спостерігалася на раніше проведених експериментах при вальцюванні заготовок круглого перерізу в гладких валках й овальних калібрах, в умовах ізотермічного й наближених до нього деформування. Проведені експерименти по вище описаній методиці на заготовках з алюмінієвих сплавів АК4, АК8, Амг6, АМЦ із розмірами 18, 20, 25 × 150мм показали, що характер поводження залежностей розширення від ступеня обтиснення й температур нагрівання вальцювальних штампів і заготовок, за інших рівних умов, аналогічний при вальцюванні в гладких валках і калібрах різних систем, фіг. 1-5. Паралельно з дослідженнями розширення, по описаній вище методиці, проводилися експерименти по визначенню випередження, фіг. 6-11. Випередження відноситься до основних технологічних параметрів вальцювання, від якого істотно залежить виготовлення якісних заготовок, тому що випередження є швидкісною характеристикою процесу вальцювання. При розрахунку довжини деформованої ділянки, що має змінний переріз уздовж осі, точність визначення випередження вкрай необхідна, тому що крім визначення розмірів поперечних перерізів потрібно розраховувати й довжину його окремих ділянок. У випадку неправильного визначення випередження, довжина заготовки після вальцювання в попередній ділянці може бути більше або менше розрахункової й не відповідати довжині наступної ділянки, що може привести до недоліків заготовки. Причинами виникнення випередження є: - додавання швидкості переміщення металу від нейтрального перерізу убік виходу з валків при обтисненні з поступальною швидкістю руху всієї смуги; - наявність зон утрудненої деформації (зон твердіння) при гарячому вальцюванні на контактних поверхнях, які збільшують діаметр валків, повідомляючи більш глибоко лежачим шарам металу швидкість руху, більшу за окружну швидкість валків; - поблизу площини виходу металу з валків, при відсутності значного розвитку розширення, зростає швидкість переміщення елементарних ділянок металу уздовж осі вальцювання, у той час, коли окружна швидкість валків залишається постійною. Проведений аналіз залежності розширення й випередження від ступеня обтиснення, температури й діаметра заготовок, діаметра валків, тощо, при традиційному й ізотермічному вальцюваннях, дозволяє зробити наступні висновки. З підвищенням ступеня обтиснення й зменшенням діаметра прутка, значення розширення збільшуються. Зниження значень розширення зі збільшенням діаметра заготовок пояснюється ростом сил тертя в поперечному напрямку, тому що відношення ширини осередку деформації до його довжини збільшується. Зі збільшенням ступеня обтиснення випередження росте, а зі збільшенням температури заготовки - зменшується. Пояснюється це тим, що зі збільшенням деформації зростає об'єм металу, що зміщується в напрямку вальцювання, у результаті чого росте випередження. Особливість відмінності результатів ізотермічного деформування від традиційного полягає в характері поводження залежностей розширення й випередження при вальцюванні заготовок в інтервалі нагрівання вальцювальних штампів 20-450 °C з розбивкою на інтервали: 20-250° С; 250-350° С; 350-450° С, температури нагрівання заготовок і ступеня обтиснення. Плин металу, ступінь заповнення гравюри вальцювального штампа, опір деформації, тертя істотно залежать від температури нагрівання вальцювальних штампів, що значно міняє характер поводження залежності розширення й випередження від ступеня обтиснення, температури й інших факторів. Установлено, що в інтервалі температур нагрівання вальцювальних штампів 250-350 °C і постійного ступеня обтиснення, значення розширення, випередження при вальцюванні заготовок із алюмінієвих сплавів в умовах ізотермічного й наближеного до нього деформування не міняються, незалежно від вальцювання заготовок у гладких валках або в різних системах калібрів, а зміна ступенів обтиснення міняє їхні значення. Тому, вальцювання заготовок із алюмінієвих сплавів необхідно проводити в штампах, нагрітих до температур 250-350 °C, при яких значення величин розширення й випередження постійні, що є відкриттям експериментального дослідження. 60 5 UA 73332 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, наближених до ізотермічного деформування, що полягає в тому, що заготовку нагрівають до кувальної температури й деформують у вальцювальних штампах, який відрізняється тим, що вальцювальні штампи нагріваються до 250-350 °С. 6 UA 73332 U 7 UA 73332 U 8 UA 73332 U 9 UA 73332 U 10 UA 73332 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling billets of aluminum alloys under conditions close to isothermal deformation
Автори англійськоюSkriabin Semen Oleksandrovych, Hunko Iryna Vasylivna, Bubnovska Iryna Anatoliivna, Onischenko Volodymyr Yevhenovych
Назва патенту російськоюСпособ вальцовки заготовок из алюминиевых сплавов в условиях, приближенных к изотермическому деформированию
Автори російськоюСкрябин Семен Александрович, Гунько Ирина Васильевна, Бубновская Ирина Анатольевна, Онищенко Владимир Евгеньевич
МПК / Мітки
МПК: B21D 22/00, B21B 1/26, B21B 9/00
Мітки: спосіб, вальцювання, умовах, ізотермічного, алюмінієвих, деформування, наближені, заготовок, сплавів
Код посилання
<a href="https://ua.patents.su/13-73332-sposib-valcyuvannya-zagotovok-iz-alyuminiehvikh-splaviv-v-umovakh-yaki-nablizheni-do-izotermichnogo-deformuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вальцювання заготовок із алюмінієвих сплавів в умовах, які наближені до ізотермічного деформування</a>
Спосіб ізотермічного гартування деталей із залізовуглецевих сплавів
Номер патенту: 19545
Опубліковано: 25.12.1997
Автор: Неїжко Іван Григорович
Мітки: сплавів, спосіб, гартування, деталей, ізотермічного, залізовуглецевих
Формула / Реферат:
Способ изотермической закалки деталей из железо-углеродистых сплавов, включающий нагрев до температуры аусгенизации, выдержку, ускоренное охлаждение, изотермическую выдержку, отличающийся тем, что ускоренное охлаждение проводят в воде до температуры 100-250°С с последующим переносом в печь для изотермической выдержки.
Спосіб деформування реологічно складних металів та сплавів
Номер патенту: 97413
Опубліковано: 10.02.2012
Автори: Соснєв Ілля Юрійович, Шломчак Георгій Григорович, Фірсова Тетяна Іванівна
Мітки: спосіб, сплавів, реологічно, складних, металів, деформування
Формула / Реферат:
Спосіб деформування реологічно складних металів та сплавів, який відрізняється тим, що пластичну формозміну ведуть з логарифмічними степенями деформації, які перевищують характеристичні степені деформації в 1,5...4,5 разу.
Спосіб одержання спінених виробів з порошків алюмінієвих сплавів
Номер патенту: 89337
Опубліковано: 11.01.2010
Автори: Мільман Юлій Вікторович, Сірко Олександр Іванович, Дудник Олексій Олегович, Бякова Олександра Вікторівна, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович
МПК: B22F 7/04, B22F 3/12, B22F 3/20
Мітки: спосіб, сплавів, алюмінієвих, виробів, порошків, спінених, одержання
Формула / Реферат:
1. Спосіб одержання спінених виробів з порошків алюмінієвих сплавів, що включає змішування порошків алюмінієвих сплавів і речовин, що виділяють при термічній дисоціації газ, у кількості, достатній для утворення спіненої структури виробу, пресування порошкової суміші в щільну заготівку, гарячу деформацію одержаної заготівки, її охолодження та наступну термічну обробку, який відрізняється тим, що порошкову суміш готують із алюмінієвих сплавів...
Спосіб комбінованої обробки шлаків з алюмінієвих сплавів
Номер патенту: 12000
Опубліковано: 16.01.2006
Автори: Шевелев Олександр Іванович, Варюхін Віктор Миколайович, Синков Олександр Сергійович, Бредихін Віктор Миколайович, Решетов Олексій Валерійович
МПК: B21C 29/00
Мітки: алюмінієвих, спосіб, комбінованої, сплавів, обробки, шлаків
Формула / Реферат:
Спосіб комбінованої обробки шлаків з алюмінієвих сплавів, що включає операції завантаження шлаку в розігрітий контейнер і пресування з протитиском через гвинтову і конічну матриці, який відрізняється тим, що в контейнер, розігрітий до температури плавлення алюмінію, завантажують розігрітий до такої ж температури шлак і виконують пресування послідовне через гвинтову матрицю з протитиском і конічною матрицею з коефіцієнтом витяжки не більше...
Спосіб модифікування алюмінієвих сплавів
Номер патенту: 38219
Опубліковано: 25.12.2008
Автори: Сороченко Віталій Федорович, Чернега Дмитро Федорович, Кудь Петро Денисович
Мітки: спосіб, модифікування, алюмінієвих, сплавів
Формула / Реферат:
Спосіб модифікування алюмінієвих сплавів, що включає використання комплексної обробки розплаву алюмінію, який відрізняється тим, що комплексна обробка розплаву алюмінію включає введення в розплав водню у вигляді водневмісних речовин та позапічну обробку розплаву флюсовою композицією, до складу якої входить 14-16 % фторцирконату калію, 2,0-2,2 % бору та 82-84 % здрібненої алюмінієво-берилієвої лігатури, що вводять у розплав...
Попередній патент: Елемент надпровідникового переходу джозефсона
Наступний патент: Вибухозахищений електричний апарат
Випадковий патент: Спосіб прогнозування індивідуальної схильності до перебігу прееклампсії