Спосіб лиття тонкої металевої стрічки


Формула / Реферат
1. Спосіб лиття металевої стрічки, який включає операції, при яких:
складають пару охолоджуваних ливарних прокатних валків (16) з утворенням зони контакту (16А) між ними і наявністю обмежуючих запиральних пристроїв (56), що примикають до кінцевих ділянок зони контакту,
вводять розплавлений метал в зону між парою ливарних прокатних валків для формування ливарної ванни (30) між валками (16), при цьому запиральні пристрої обмежують ванну, що примикає кінцевими ділянками до зони контакту,
надають валкам (16) обертання, при якому на ливарних прокатних валках, твердіючи, формуються шари металу з ливарної ванни, які з'єднуються в зоні контакту,
прикладають силу, принаймні до одного з пари ливарних прокатних валків (16) таким чином, що забезпечують регулювання сили руйнування контакту розплаву металу з валком на ливарних прокатних валках (16), і формують тонку металеву стрічку (20), яку подають у напрямку вниз від зони контакту ливарних прокатних валків (16), як результат дії додавання сили, що руйнує контакт розплаву металу з валком,
який відрізняється тим, що силу прикладають щонайменше до одного з пари ливарних прокатних валків таким чином, що забезпечують регулювання сили руйнування контакту розплаву металу з валком на ливарних прокатних валках в діапазоні значень від 2 до 4,5 ньютонів на міліметр.
2. Спосіб за п. 1, який відрізняється тим, що ливарним прокатним валкам (16) надають обертального руху для виготовлення тонкої металевої стрічки (20) при швидкості лиття принаймні 30 метрів за хвилину.
3. Спосіб за п. 1 або 2, який відрізняється тим, що ливарним прокатним валкам (16) надають обертального руху для виготовлення тонкої металевої стрічки (20) при швидкості лиття принаймні 60 метрів за хвилину.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що прикладання сили здійснюють за допомогою пружного зміщення.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що прикладання сили здійснюють за допомогою сервокерованого зміщення.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що включає додаткові операції, при яких встановлюють принаймні один з ливарних прокатних валків (16) на рухомий опорний пристрій валка (104), щоб забезпечити рух ливарних прокатних валків (16) у напрямку один до одного, причому до опорних пристроїв (104) валка прикладають вказану силу за допомогою пари змішувальних пристроїв (110, 111).
7. Спосіб за п. 6, який відрізняється тим, що включає додаткові операції, при яких встановлюють в зміщувальні пристрої (110, 111) генератор осьового зусилля (112), діючий між пристроєм передачі осьового зусилля (122), пов'язаним з опорними пристроями валка, та пристроєм протидії осьовому зусиллю (121), і включають останній, генеруючи осьове зусилля на опорному пристрої валка, залежно від відстані між пристроєм протидії осьовому зусиллю (121) і пристроєм передачі осьового зусилля (122).
8. Спосіб за п. 7, який відрізняється тим, що генератор осьового зусилля (112) включає пружину стиснення (121) або циліндровий вузол, що використовує роботу середовища під тиском.
9. Спосіб за п. 1, який відрізняється тим, що система подавання металу (17-19) доставляє розплавлений метал в зону контакту між валками з метою формування ливарної ванни (30) розплавленого металу, підтримуваного поверхнями ливарних прокатних валків (16) над зоною контакту,
парою запиральних пластин (56) утримують розплавлений метал в межах ливарної ванни і запобігають його витіканню в районах, що примикають до кінцевих ділянок зони контакту,
привідним механізмом (4) надають ливарним прокатним валкам різноспрямованого обертального руху з метою виготовлення затверділої стрічки з металу, що подають у напрямку вних від зони контакту,
принаймні одним з ливарних прокатних валків (16), встановлених на парі рухомих несучих конструкцій валка (104), надають можливість даному валку переміщатися у напрямку вперед-назад щодо іншого валка,
парою приводних пристроїв для несучих пристроїв (110, 111) надають дії на кожен з пари рухомих несучих пристроїв валка (104) з метою забезпечення зміщення названого вище валка у напрямку до іншого валка, і
системою управління регулюють проведення операцій і позиціонування приводних пристроїв для несучих пристроїв (110, 111) таким чином, що на ливарних прокатних валках утворюють силу, що руйнує контакт розплаву металу з ливарними прокатними валками, яку регулюють в діапазоні від 2 до 4,5 ньютонів на міліметр під час процесу лиття.
10. Спосіб за п. 9, який відрізняється тим, що приводні пристрої для несучих пристроїв включають сервомеханізми.
11. Спосіб за п. 9, який відрізняється тим, що приводні пристрої для несучих пристроїв (110, 111) включають змішувальні вузли для валків, що містять:
пристрій передачі осьового зусилля (трансмісійну структуру 122), зв'язаний з відповідним несучим пристроєм для валка,
пристрій протидії осьовому зусиллю (натискну реакційну структуру 121),
генератор осьового зусилля (тяговий генератор 112), діючий між пристроєм протидії осьовому зусиллю і пристроєм передачі осьового зусилля для надання осьового зусилля пристрою передачі осьового зусилля і відповідному несучому пристрою валка, і
позиціонуючий пристрій (119), дія якого направлена на зміну положення пристрою протидії осьовому зусиллю (натискної структури (121)).
12. Спосіб за п. 9, який відрізняється тим, що дія системи управління або контролю направлена на здійснення операції переміщення одного з валків.
Текст
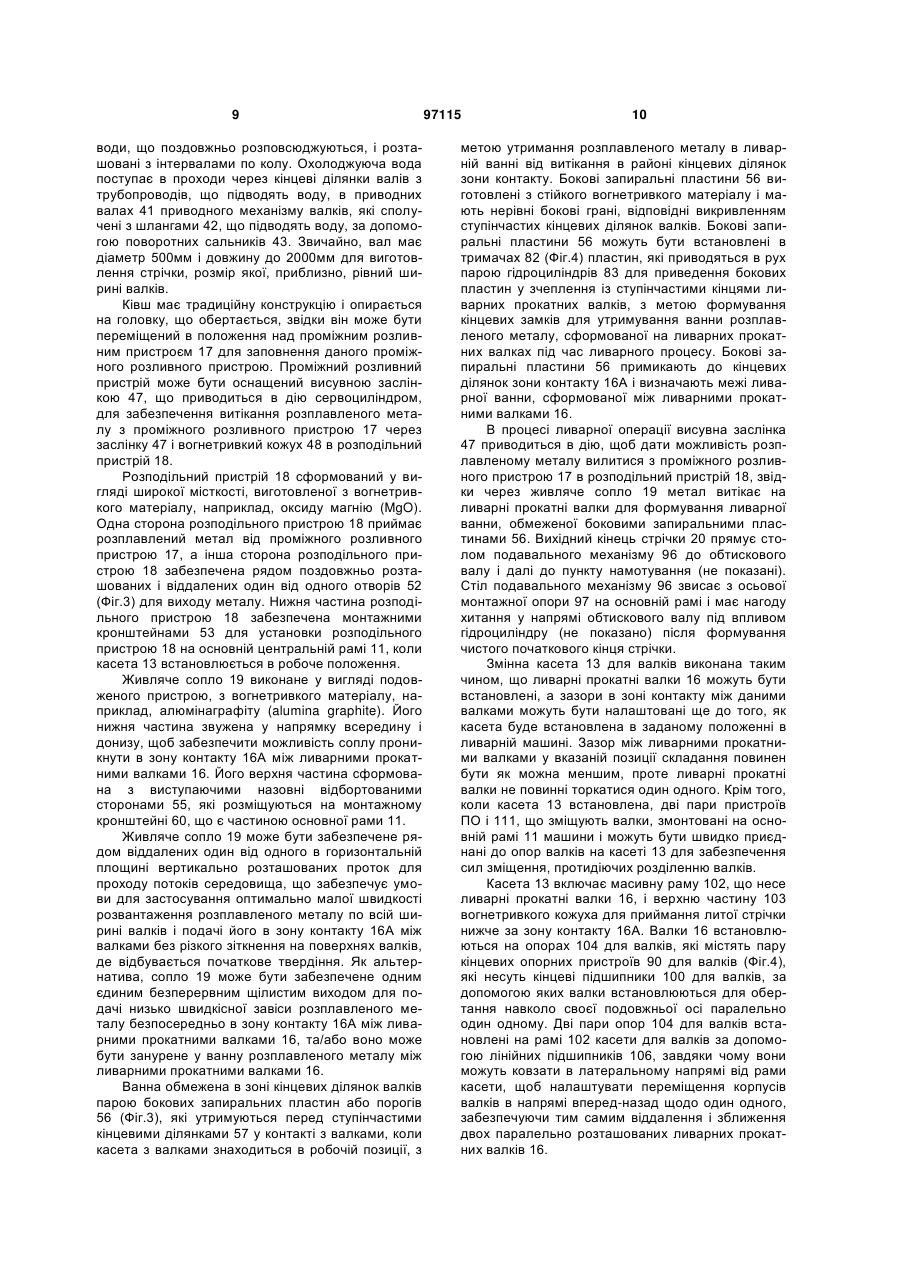
1. Спосіб лиття металевої стрічки, який включає операції, при яких: складають пару охолоджуваних ливарних прокатних валків (16) з утворенням зони контакту (16А) між ними і наявністю обмежуючих запиральних пристроїв (56), що примикають до кінцевих ділянок зони контакту, вводять розплавлений метал в зону між парою ливарних прокатних валків для формування ливарної ванни (30) між валками (16), при цьому запиральні пристрої обмежують ванну, що примикає кінцевими ділянками до зони контакту, надають валкам (16) обертання, при якому на ливарних прокатних валках, твердіючи, формуються шари металу з ливарної ванни, які з'єднуються в зоні контакту, прикладають силу, принаймні до одного з пари ливарних прокатних валків (16) таким чином, що забезпечують регулювання сили руйнування контакту розплаву металу з валком на ливарних прокатних валках (16), і формують тонку металеву стрічку (20), яку подають у напрямку вниз від зони контакту ливарних прокатних валків (16), як результат дії додавання сили, що руйнує контакт розплаву металу з валком, який відрізняється тим, що силу прикладають щонайменше до одного з пари ливарних прокат 2 (19) 1 3 97115 4 формування ливарної ванни (30) розплавленого металу, підтримуваного поверхнями ливарних прокатних валків (16) над зоною контакту, парою запиральних пластин (56) утримують розплавлений метал в межах ливарної ванни і запобігають його витіканню в районах, що примикають до кінцевих ділянок зони контакту, привідним механізмом (4) надають ливарним прокатним валкам різноспрямованого обертального руху з метою виготовлення затверділої стрічки з металу, що подають у напрямку вниз від зони контакту, принаймні одним з ливарних прокатних валків (16), встановлених на парі рухомих несучих конструкцій валка (104), надають можливість даному валку переміщатися у напрямку вперед-назад щодо іншого валка, парою приводних пристроїв для несучих пристроїв (110, 111) надають дії на кожен з пари рухомих несучих пристроїв валка (104) з метою забезпечення зміщення названого вище валка у напрямку до іншого валка, і системою управління регулюють проведення операцій і позиціонування приводних пристроїв для несучих пристроїв (110, 111) таким чином, що на ливарних прокатних валках утворюють силу, що руйнує контакт розплаву металу з ливарними про катними валками, яку регулюють в діапазоні від 2 до 4,5 ньютонів на міліметр під час процесу лиття. 10. Спосіб за п. 9, який відрізняється тим, що приводні пристрої для несучих пристроїв включають сервомеханізми. 11. Спосіб за п. 9, який відрізняється тим, що приводні пристрої для несучих пристроїв (110, 111) включають змішувальні вузли для валків, що містять: пристрій передачі осьового зусилля (трансмісійну структуру 122), зв'язаний з відповідним несучим пристроєм для валка, пристрій протидії осьовому зусиллю (натискну реакційну структуру 121), генератор осьового зусилля (тяговий генератор 112), діючий між пристроєм протидії осьовому зусиллю і пристроєм передачі осьового зусилля для надання осьового зусилля пристрою передачі осьового зусилля і відповідному несучому пристрою валка, і позиціонуючий пристрій (119), дія якого направлена на зміну положення пристрою протидії осьовому зусиллю (натискної структури (121)). 12. Спосіб за п. 9, який відрізняється тим, що дія системи управління або контролю направлена на здійснення операції переміщення одного з валків. У способі безперервного лиття при виготовленні виробів із листової сталі розплавлений метал виливається безпосередньо в тонку стрічку за допомогою пристроїв ливарної машини, при цьому форма стрічки визначається ливарною формою, що входить до складу пристроїв ливарної машини. Смуга може бути далі піддана охолоджуванню і подальшій обробці на виході з ливарних прокатних валків. У ливарній машині із спареними валками розплавлений метал вводиться між парою латерально розташованих ливарних прокатних валків, що обертаються в протилежних напрямах, які мають внутрішнє охолоджування для створення умов отвердіння шарів металу на поверхнях рухомих ливарних прокатних валків і їх з'єднання в зоні контакту ливарних прокатних валків, з метою отримання тонкої литої стрічки, що подається у напрямку вниз від зони контакту ливарних прокатних валків. У контексті даного опису термін "зона контакту" використаний для визначення загальної області, в якій ливарні прокатні валки знаходяться найближче один до одного. Розплавлений метал може бути влитий із ковша через систему подачі металу, що складається з розливного пристрою в основному розливному стакані над зоною контакту, щоб сформувати ливарну ванну розплавленого металу, яка підтримується поверхнями ливарних прокатних валків над зоною контакту валків і розповсюджується по всій довжині зони контакту. Дана ливарна ванна звичайно обмежується відбивними пластинами або порогами, що знаходяться в ковзній залежності від кінцевих поверхонь ливар них прокатних валків, з метою фіксації меж обох кінців ливарної ванни. Настройка регулювання ливарних прокатних валків в ливарній машині із спареними валками виконує істотну роль. Ливарний прокатний валок повинен бути ретельно встановлений, щоб повною мірою визначити відповідне розділення ливарних прокатних валків в зоні контакту, яке повинне забезпечуватися зазором порядку декількох міліметрів або менше. Повинен бути передбачений пристрій, який забезпечив би, принаймні, одному з ливарних прокатних валків рух назовні проти сили зміщення, для акомодації коливань в товщі стрічки, особливо під час пуску. Звичайно, один з ливарних прокатних валків з можливістю обертання встановлений у фіксованій опорі (цапфі), а інший ливарний прокатний валок з можливістю обертання встановлений на опорах, які можуть переміщатися, долаючи протидію сили зміщення, з метою надання валкам латерального руху для акомодації змін в зазорі між ливарними прокатними валками і коливань в товщі стрічки. Сила зміщення може створюватися спіральними пружинами стиснення, або, альтернативно, парою циліндрових гідравлічних пристроїв, що створюють тиск. Ливарна машина для виготовлення тонкої стрічки з пружним зміщенням латерального руху ливарних прокатних валів розкрита в патенті США №. 6,167,943, виданому на ім'я Fish et al. Раніше, ми пропонували рішення, при якому сила зміщення була такою ж або дещо більшою, ніж та, яка необхідна для урівноваження феростатичного тиску ливарної ванни і механічного тертя, 5 залученого в рух ливарних прокатних валків, які зміщуються щодо один одного таким чином, що між валками в зоні контакту підтримується постійним зазор, достатній для того, щоб забезпечити розділяючу відстань між затверділими шарами в зоні контакту. Дане рішення було описане в патентах США №№ 6 536 506 і 6 988 530, виданих 25 березня 2003 і 24 січня 2006, відповідно. У попередньому способі, що використовує ливарний прокатний валок, сила руйнування контакту з валком складає від 0 до 1,25кН сили зміщення на кожному порозі в кінцевій зоні кожного ливарного валка. Або якщо сформулювати інакше, забезпечується сила руйнування контакту з валком, яка складає, приблизно, від 0 до 1,85Н/мм через поверхню ливарного прокатного валка. Несподівано для себе автори відкрили, що, у разі потреби, дещо збільшена сила руйнування контакту з валком стає ефективнішої особливо в рішенні технічної задачі подальшого зниження товщини стрічки в процесі технологічного циклу. Було також запропоновано використовування сили руйнування контакту з валком в ливарних прокатних валках величиною від 5 до 150Н/мм, див. заявки на патенти США 2005/0205233 А1, 22 вересня 2005 і 2005/0211412, 29 вересня 2005. Вважають, що сила руйнування контакту з валком, описана у вказаних вище патентах, порівняно з силою, пропонованою даним винаходом, не передбачає такого типа контролю, який би забезпечив отримання якісної тонкої литої стрічки. Розкритий спосіб лиття металевої стрічки, який включає: a) складання пари охолоджуваних ливарних прокатних валків з утворенням зони контакту між ними і наявністю обмежуючих запиральних пристроїв, що примикають до кінцевих ділянок зони контакту; b) введення металу в зону між парою ливарних прокатних валків для формування ливарної ванни між валками, при цьому запиральні пристрої обмежують ванну, що примикає кінцевими ділянками до зони контакту c) надання валкам обертання, при якому на ливарних прокатних валках, твердіваючи, формуються шари металу з ливарної ванни, які з'єднуються в зоні контакту для утворення затверділої стрічки, що подається у напрямку вниз від зони контакту; d) додавання сили, принаймні, до одного з пари ливарних прокатних валків, яка забезпечує регулювання сили руйнування контакту з валком на ливарних прокатних валках в діапазоні значень від 2 до 4,5 ньютонів на міліметр; і е) формування тонкої металевої стрічки, що подається у напрямку вниз від зони контакту ливарних прокатних валків. Ми дійшли думки, що досягнення змін в товщині тонкої литої стрічки може бути полегшене за наявності сили руйнування контакту з валком, величина якої вища ніж та, яка необхідна для урівноваження феростатичного тиску в ливарній ванні і для подолання механічного тертя, залученого в процес руху валків. 97115 6 Зокрема, сила руйнування контакту з валком величиною в діапазоні від 2 до 4,5 ньютонів на міліметр особливо ефективна, будучи використана для управління якістю смуги. Такий діапазон значень сил руйнування контакту з валками також додатково забезпечує зменшення товщини литої стрічки в процесі лиття, завдяки додатковому пришліфовуванню бортиків бокових порогів і зниженню величини зазору (між валками в зоні контакту). Принаймні в одному аспекті, приклад здійснення даного винаходу об'єднує ознаки, що характеризують застосування постійної сили руйнування контакту з валком і встановлення регульованого зазору між валками, що забезпечить проходження розплавленого металу через зону контакту і додаткові можливості для зниження дефектності смуги. Приклади здійснення винаходу підтверджують також можливість компенсації ексцентриситету валка. Відповідно до одного з прикладів здійснення даного винаходу, запропоновано спосіб лиття металевої стрічки, який включає введення розплавленого металу між парою охолоджуваних ливарних прокатних валків, що формують зону контакту, для створення ливарної ванни розплавленого металу, підтримуваної валками, обмеження ванни в кінцевих ділянках зони контакту за допомогою обмежуючих ванну запиральних пристроїв і надання обертання валкам, при якому шари металу з ванни твердішають на ливарних прокатних валках і з'єднуються в зоні контакту для утворення затверділої стрічки, що подається у напрямку вниз від зони контакту. Корпуси ливарних прокатних валків зміщені щодо один одного, принаймні, в декількох з прикладів здійснення винаходу при зміні зазору між ними в зоні контакту. Зазор вибирається таким, при якому підтримується ефект руйнування контакту між затверділими шарами в зоні контакту для забезпечення проходження розплавленого металу в просторі між ними через зону контакту і, принаймні, часткового подальшого отвердіння між затверділими шарами в межах стрічки у районі нижче за зону контакту. Розплавленим металом може бути розплавлена сталь, а даний спосіб може бути використаний для виробництва. твердої сталевої стрічки при швидкості лиття, щонайменше, 30 метрів за хвилину. Швидкість лиття складає, принаймні, 60 метрів/хв. Зазор, що розділяє затверділі шари в зоні контакту може складати від 0 до 50 мікрон і більше, залежно від технологічних режимів, представлених в різних прикладах здійснення винаходу. Сила зміщення декілька вища, ніж мінімальна сила, необхідна для урівноваження феростатичного тиску в ливарній ванні і подолання механічного тертя, залученого в процес руху зміщеного валка. Для валків діаметром 500мм, шириною 1350мм, що забезпечують формування ванни розміром 175мм, не беручи до уваги механічне тертя, яке повинне підтримуватися на рівні незначного, феростатична сила розплавленої ливарної ванни складає, приблизно, 0,75кН. Відповідно до одного з прикладів здійснення даного винаходу, сила руйнування контакту з валком, яка є результуючою 7 силою, що надає дії на стрічку, відрегульована відповідно до діапазону, приблизно, від 2 до 4,5 ньютонів на міліметр. Принаймні, один ливарний прокатний валок може бути встановлений на парі рухомих опор валка або на рухомих несучих конструкціях, щоб забезпечити рух корпусу, принаймні, одного з ливарних прокатних валків щодо корпусу іншого ливарного прокатного валка, при цьому сила зміщення може бути застосована до опор валка за допомогою пари змішувальних пристроїв (приводних пристроїв або механізмів для несучих конструкцій). Кожен змішувальний пристрій може включати генератор осьового зусилля, діючий між пристроєм, що передає зусилля, пов'язаним з відповідною опорою валка, і пристроєм протидіючого зусилля, генеруючим (проявляючим) зусилля, направлене на опору валка, залежно від відстані між пристроєм протидіючого зусилля і пристроєм, що передає зусилля. Генератор осьового зусилля може включати пружину стиснення або гідравлічний циліндровий пристрій, що створює тиск, відповідно до одного з прикладів здійснення винаходу. Розкритий пристрій для безперервного лиття металевої стрічки, який включає: пару охолоджуваних ливарних прокатних валків із сформованою між ними зоною контакту; систему подачі металу, призначену для подачі розплавленого металу в зону контакту між валками, з метою формування ливарної ванни розплавленого металу, підтримуваної поверхнями ливарних прокатних валків над зоною контакту; пару запиральних пластин, призначених для утримування розплавленого металу в межах ливарної ванни і запобігання витіканню в районах, що примикають до кінцевих ділянок зони контакту; приводний механізм, призначений для надання ливарним прокатним валкам різноспрямованого обертального руху, з метою виготовлення затверділої стрічки з металу, що подається у напрямку вниз від зони контакту; принаймні, один з ливарних прокатних валків, встановлений на парі рухомих несучих конструкцій для валка, що надає можливості даному валкові переміщатися у напрямку вперед-назад щодо іншого валка; пару приводних пристроїв для несучих конструкцій, при цьому один з пристроїв діє на кожну з пари рухомих несучих конструкцій валка, з метою забезпечення зміщення названого вище валка у напрямі іншого валка; і управляючу систему для регулювання проведення операції і здійснення позиціонування приводних пристроїв несучих конструкцій, з метою забезпечення в процесі операції лиття сили руйнування контакту з валком на ливарних прокатних валках, яка налаштована на значення в діапазоні від 2 до 4,5 ньютонів на міліметр. Представлена металева стрічка, якою, переважно, є сталева стрічка, виготовлена з використанням описаного вище способу та/або представленого вище пристрою. Перераховані вище і інші істотні переваги і нові ознаки за даним винаходом, а також подробиці прикладів його конкретного здійснення, що ілюструють винахід, стають зрозу 97115 8 мілішими при вивченні подальшого опису і креслень. На Фіг.1 представлено вертикальний поперечний переріз ливарної машини для виготовлення литої стрічки відповідно до одного з прикладів здійснення винаходу. На Фіг.2 представлено збільшення фрагмента зображення на Фіг.1, що ілюструє окремі складові частини ливарної машини. На Фіг.3 представлена вертикальна проекція ливарної машини. На Фіг.4 представлена горизонтальна проекція ливарної машини. На Фіг.5-7 представлена ливарна машина в змінних умовах роботи під час лиття і під час вилучення модуля валка з ливарної машини. На Фіг.8 представлено вертикальний поперечний переріз пристрою зміщення валка, який включає пружину, що зміщує вал. На Фіг.9 дано схематичне зображення різних складових частин ливарної машини відповідно до одного з прикладів здійснення винаходу. На Фіг.10 представлена технологічна схема одного з прикладів здійснення способу лиття тонкої литої стрічки відповідно до різних аспектів даного винаходу. На Фіг.11 представлено поперечний переріз сталевої литої стрічки, виготовленої відповідно до представленого опису, згідно з одним із прикладів здійснення даного винаходу На Фіг.12 представлено для порівняння поперечний переріз сталевої литої стрічки відповідно до існуючого рівня техніки. Представлена на малюнку (Фіг.1) ливарна машина включає основну раму 11 машини, яка встановлена на підлозі виробничого приміщення (не показано) і слугує опорою для модуля ливарного прокатного валка у формі касети 13, який може бути не тільки встановлений в робочому положенні в ливарній машині як її складовий робочий компонент, але з готовністю видалений у разі потреби заміни валків. Касета 13 несе в собі пару паралельних охолоджуваних ливарних прокатних валків 16 із зоною 16А контакту між ними, в яку розплавлений метал подається за допомогою системи подачі металу під час здійснення операції лиття з ковша (не показаний) через проміжний розливний пристрій 17, розподільний пристрій 18 і направляюче сопло 19, з метою створення ливарної ванни 30. Ливарні прокатні валки 16 охолоджуються водою, при цьому створюються умови, при яких охолоджені шари формуються на поверхнях рухомих валків і з'єднуються разом в зоні 16А контакту між ними для отримання затверділого стрічкового виробу 20 на виході із зони валків. Даний виріб може бути направлений на стандартний пристрій для намотування стрічки. Ливарні прокатні валки 16 отримують різноспрямований обертальний рух від електромотора через приводні вали 41 (Фіг.3) і передавальний механізм, встановлений на основній рамі машини. Приводний вал може бути від'єднаний від передавального механізму у разі потреби видалення касети. Валки 16 мають мідні периферійні стінки, забезпечені рядом проходів для охолоджуючої 9 води, що поздовжньо розповсюджуються, і розташовані з інтервалами по колу. Охолоджуюча вода поступає в проходи через кінцеві ділянки валів з трубопроводів, що підводять воду, в приводних валах 41 приводного механізму валків, які сполучені з шлангами 42, що підводять воду, за допомогою поворотних сальників 43. Звичайно, вал має діаметр 500мм і довжину до 2000мм для виготовлення стрічки, розмір якої, приблизно, рівний ширині валків. Ківш має традиційну конструкцію і опирається на головку, що обертається, звідки він може бути переміщений в положення над проміжним розливним пристроєм 17 для заповнення даного проміжного розливного пристрою. Проміжний розливний пристрій може бути оснащений висувною заслінкою 47, що приводиться в дію сервоциліндром, для забезпечення витікання розплавленого металу з проміжного розливного пристрою 17 через заслінку 47 і вогнетривкий кожух 48 в розподільний пристрій 18. Розподільний пристрій 18 сформований у вигляді широкої місткості, виготовленої з вогнетривкого матеріалу, наприклад, оксиду магнію (MgO). Одна сторона розподільного пристрою 18 приймає розплавлений метал від проміжного розливного пристрою 17, а інша сторона розподільного пристрою 18 забезпечена рядом поздовжньо розташованих і віддалених один від одного отворів 52 (Фіг.3) для виходу металу. Нижня частина розподільного пристрою 18 забезпечена монтажними кронштейнами 53 для установки розподільного пристрою 18 на основній центральній рамі 11, коли касета 13 встановлюється в робоче положення. Живляче сопло 19 виконане у вигляді подовженого пристрою, з вогнетривкого матеріалу, наприклад, алюмінаграфіту (alumina graphite). Його нижня частина звужена у напрямку всередину і донизу, щоб забезпечити можливість соплу проникнути в зону контакту 16А між ливарними прокатними валками 16. Його верхня частина сформована з виступаючими назовні відбортованими сторонами 55, які розміщуються на монтажному кронштейні 60, що є частиною основної рами 11. Живляче сопло 19 може бути забезпечене рядом віддалених один від одного в горизонтальній площині вертикально розташованих проток для проходу потоків середовища, що забезпечує умови для застосування оптимально малої швидкості розвантаження розплавленого металу по всій ширині валків і подачі його в зону контакту 16А між валками без різкого зіткнення на поверхнях валків, де відбувається початкове твердіння. Як альтернатива, сопло 19 може бути забезпечене одним єдиним безперервним щілистим виходом для подачі низько швидкісної завіси розплавленого металу безпосередньо в зону контакту 16А між ливарними прокатними валками 16, та/або воно може бути занурене у ванну розплавленого металу між ливарними прокатними валками 16. Ванна обмежена в зоні кінцевих ділянок валків парою бокових запиральних пластин або порогів 56 (Фіг.3), які утримуються перед ступінчастими кінцевими ділянками 57 у контакті з валками, коли касета з валками знаходиться в робочій позиції, з 97115 10 метою утримання розплавленого металу в ливарній ванні від витікання в районі кінцевих ділянок зони контакту. Бокові запиральні пластини 56 виготовлені з стійкого вогнетривкого матеріалу і мають нерівні бокові грані, відповідні викривленням ступінчастих кінцевих ділянок валків. Бокові запиральні пластини 56 можуть бути встановлені в тримачах 82 (Фіг.4) пластин, які приводяться в рух парою гідроциліндрів 83 для приведення бокових пластин у зчеплення із ступінчастими кінцями ливарних прокатних валків, з метою формування кінцевих замків для утримування ванни розплавленого металу, сформованої на ливарних прокатних валках під час ливарного процесу. Бокові запиральні пластини 56 примикають до кінцевих ділянок зони контакту 16А і визначають межі ливарної ванни, сформованої між ливарними прокатними валками 16. В процесі ливарної операції висувна заслінка 47 приводиться в дію, щоб дати можливість розплавленому металу вилитися з проміжного розливного пристрою 17 в розподільний пристрій 18, звідки через живляче сопло 19 метал витікає на ливарні прокатні валки для формування ливарної ванни, обмеженої боковими запиральними пластинами 56. Вихідний кінець стрічки 20 прямує столом подавального механізму 96 до обтискового валу і далі до пункту намотування (не показані). Стіл подавального механізму 96 звисає з осьової монтажної опори 97 на основній рамі і має нагоду хитання у напрямі обтискового валу під впливом гідроциліндру (не показано) після формування чистого початкового кінця стрічки. Змінна касета 13 для валків виконана таким чином, що ливарні прокатні валки 16 можуть бути встановлені, а зазори в зоні контакту між даними валками можуть бути налаштовані ще до того, як касета буде встановлена в заданому положенні в ливарній машині. Зазор між ливарними прокатними валками у вказаній позиції складання повинен бути як можна меншим, проте ливарні прокатні валки не повинні торкатися один одного. Крім того, коли касета 13 встановлена, дві пари пристроїв ПО і 111, що зміщують валки, змонтовані на основній рамі 11 машини і можуть бути швидко приєднані до опор валків на касеті 13 для забезпечення сил зміщення, протидіючих розділенню валків. Касета 13 включає масивну раму 102, що несе ливарні прокатні валки 16, і верхню частину 103 вогнетривкого кожуха для приймання литої стрічки нижче за зону контакту 16А. Валки 16 встановлюються на опорах 104 для валків, які містять пару кінцевих опорних пристроїв 90 для валків (Фіг.4), які несуть кінцеві підшипники 100 для валків, за допомогою яких валки встановлюються для обертання навколо своєї подовжньої осі паралельно один одному. Дві пари опор 104 для валків встановлені на рамі 102 касети для валків за допомогою лінійних підшипників 106, завдяки чому вони можуть ковзати в латеральному напрямі від рами касети, щоб налаштувати переміщення корпусів валків в напрямі вперед-назад щодо один одного, забезпечуючи тим самим віддалення і зближення двох паралельно розташованих ливарних прокатних валків 16. 11 Рама 102 касети для валків несе на собі також два регульовані обмежувачі 107 (Фіг.6), розташовані нижче ливарних прокатних валків 16 в районі, що примикає до центральної вертикальної площини між валками, і розміщених між двома парами 104 валків таким чином, що вони виконують функцію обмежувачів, перешкоджаючих руху усередину двох опор 104 валків, визначаючи таким чином мінімальну ширину зазору в зоні контакту 16А між валками 16. Як буде пояснено нижче, пристрої 110 і 111 зміщення валків приводяться в дію для переміщення опор 104 валків усередину проти центральних регульованих обмежувачів, але також і для забезпечення пружного переміщення назовні одного з ливарних прокатних валків 16 проти наявних змішувальних сил. Кожен регульований обмежувач 107 виконаний у вигляді, наприклад, черв'ячного або гвинтового затиску, що складається з корпусу 108, зафіксованого щодо центральної вертикальної площини ливарної машини, і дві кінцеві ділянки 109, які можуть однаково переміщатися під впливом приведеного до дії затиску в протилежних напрямках, щоб забезпечити розширення або скорочення затиску, з метою регулювання ширини зазору в зоні контакту 16А, при забезпеченні еквідистантної відстані валків 16 від центральної вертикальної площини ливарної машини, а також постійного зазору між ливарними прокатними валками 16, якщо необхідно. Ливарна машина забезпечена двома парами пристроїв зміщення валків 110 і 111, при цьому одна пара приєднана до опор 104 кожного валка 16. Пристрої зміщення валка 110 на одній стороні машини виконані і працюють відповідно до прикладу здійснення даного винаходу. Ці пристрої забезпечені гвинтовими змішувальними пружинами 112, які забезпечують наявність зміщуювальних сил, на відповідних опорах 104. Зміщувальні пристрої 111 на іншій стороні конструктивно включають гідравлічні приводи 113. Дані приводи використовуються для жорсткого утримування відповідних опор 104 валків одного валка проти центральних обмежувачів, при цьому інший валок зберігає здатність латерального переміщення проти дії змішувальних пружин 112 пристрою зміщення 110, з метою зміщення ливарних прокатних валків у напрямку один до одного. Відповідно до альтернативного прикладу здійснення даного винаходу, змішувальна сила може бути прикладена шляхом серво-регульованого зміщення з використанням сервомеханізмів. Деталі конструкції вживаних змішувальних пристроїв ПО представлені на Фіг.8. Відповідно до Фіг.8, зміщувальний пристрій містить внутрішній циліндровий корпус 114 пружини, розташований в зовнішньому корпусі 115, який жорстко приєднаний кріпильними болтами до основної рами 116 ливарної машини. Корпус 114 пружини сформований з поршнем 118, який переміщається в зовнішньому корпусі 115. Корпус 114 пружини може бути по вибору висунутим з циліндра 119, як показано на фиг.8, и втягнутим в циліндр 119 потоком гідравлічного середовища. Зовнішній кінець корпусу 114 пружи 97115 12 ни несе пристрій, що працює під тиском середовища, у вигляді гідравлічного циліндра 119 (позиціонуючий пристрій), призначеного для забезпечення положення плунжера 121, протидіючого зусиллю пружини (пристрій, протидіючий зусиллю), який приєднано до поршня пристрою 119 за допомогою шатуна. Внутрішній кінець пружини 112 (генератор осьового зусилля) впливає (проявляє своє зусилля) на пристрій 122 передачі осьового зусилля, який пов'язаний з опорою 104 відповідного валка через тензодатчик 125. Пристрій осьового зусилля спочатку введений в жорстке зчеплення з опорою валу за допомогою сполучного пристрою 124, що може висуватисяпід дією гідравлічного циліндра 123, коли повинен бути від'єднаним змішувальний пристрій. Коли змішувальний пристрій 110 приєднується до опори 104 відповідного валка, при цьому корпус 114 пружини висунутий, як показано на Фіг.8, положення корпусу 114 пружини і циліндрового вузла 119 зафіксоване щодо рами машини, причому положення плунжера 121 протидії зусиллю пружини може бути встановлене так, щоб забезпечити ефективний зазор між приляганнями пружини на плунжері протидії зусиллю і пристроєм 122 передачі осьового зусилля. Стиснення пружини 112 може бути відрегульоване так, щоб забезпечити зміну упорного зусилля, прикладеного до пристрою 122 передачі осьового зусилля і опори 104 відповідного валка. При такій конструкції єдиним відносним рухом в процесі операції лиття є переміщення опори 104 валка і пристрою 122 осьового зусилля як вузла, протидіючий змішувальній пружині. Оскільки змішувальний пристрій діє, з метою зміщення опори 104 валка у напрямку всередину проти обмежувача, воно може бути відрегульоване на попереднє навантаження опори валка певною зміщувальною силою пружини перш, ніж метал дійсно пройде між ливарними прокатними валками, при цьому дана змішувальна сила може підтримуватися, при необхідності, протягом подальшої операції лиття. Вузол гідравлічного циліндра 119 працює безперервно для регулювання положення плунжера протидії зусиллю пружини, з метою реплікування (копіювання) рухів пристрою 122 передачі осьового зусилля, завдяки латеральним переміщенням опори 104 валка. Будь-який рух опори 104 валка всередину або назовні викликатиме відповідний рух у напрямку всередину або назовні у циліндра вузла 119, а отже, і плунжера 121 протидії зусиллю пружини, щоб підтримати задане компресійне зусилля пружини 112 стиснення. Відповідно до викладеного, задана змішувальна сила (наприклад, щоб створити задану силу руйнування контакту з валом від 2 до 4,5 ньютонів на міліметр) може підтримуватися проти ливарних прокатних валків 16 на кожній кінцевій ділянці валка, незалежно від рухів складальних компонентів валу. Безперервно функціонуючі пристрої наладки пружини здатні дуже точно налаштовувати змішувальні зусилля, які можуть підтримуватися або акуратно змінюватися, приймаючи інші значення змішувальної сили впродовж всієї операції лиття. Напри 13 клад, сила, що руйнує контакт з валом в діапазоні від 2 до 4,5 ньютонів на міліметр може забезпечити лиття тоншої металевої стрічки, завдяки додатковому пришліфовуванню бортиків бокових запиральних пластин 56 (окові пороги), на бокових сторонах ливарних прокатних валків. Крім того, існує можливість використовування пружини дуже малої жорсткості. Оскільки дві компенсаційні або регулюючі системи для обох кінців валка працюють повністю незалежно, відпадає необхідність в захисті від перешкод, що виникають при їх функціонуванні. Отже, така конструкція дає можливість підтримувати ефективність зміщувальної сили валків для регулювання сил, що руйнують контакт з поверхнею валків, в діапазоні від 2 до 4,5 ньютонів на міліметр на ливарних прокатних валках 16. Відповідно до схематичного зображення на Фіг.9, приклад контрольного пристрою може включати датчики положення 150, відстежуючі положення пристроїв 122 передачі осьового зусилля і приєднані до ланцюга управління, що регулює роботу вузла циліндра 119 для створення умов, при яких рухи пристроїв 122 передачі осьового зусилля реплікувались би циліндрами вузлів 119. Ланцюг управління може містити контроллери 151, приєднані до датчиків 150 і до вузлів 119 циліндрів для управління їх роботою так, щоб забезпечити їм можливість реплікування рухів пристроїв 122 передачі осьового зусилля. Контроллери 151 також управляють роботою циліндрів для первинної наладки опор валків перед операцією лиття і подальшого регулювання для додавання подібного прирощеного руху циліндрів 119 через спеціальні (крокові) контроллери 160, з метою підтримки заданого значення зміщувальної сили і зміни зазору в зоні контакту 16А між ливарними прокатними валками 16. Крокові контроллери забезпечені введенням заданого значення (уставкою) в 161. Як правило, відповідно до наведених прикладів здійснення винаходу, система може функціонувати для регулювання зазору між ливарними прокатними валками 16 в зоні контакту 16А, з метою компенсації різних вібрацій низьких, середніх або високих частот, які виникають у системі і здатні негативно вплинути на якість стрічки (тобто створити умови для утворення дефектів в тонкій металевій стрічці). На Фіг.10 представлена технологічна схема відповіднодо прикладу здійснення способу 1000, використаного для лиття тонкої литої стрічки, згідно до різних аспектів даного винаходу. При здійсненні операції 1010 пару охолоджуваних ливарних прокатних валків складають із створенням зони контакту між валками і забезпечують наявність обмежуючих запиральних пристроїв, примикаючих до кінцевих ділянок зони контакту. При здійсненні операції 1020 розплавлений метал вводять між парою ливарних прокатних валків для формування ливарної ванни між валками, при цьому запиральні пристрої обмежують ванну в районі, що примикає кінцевими ділянками до зони контакту. При здійсненні операції 1030 ливарним прокатним валкам надають обертання для створення умов, при яких шари металу твердіють з ливарної ванни, формуються на ливарних прокатних валках і поєд 97115 14 нуються разом в зоні контакту. При здійсненні операції 1040, принаймні, до одного з пари ливарних прокатних валків прикладають силу так, щоб сила, що руйнує контакт розплаву металу з валком на ливарних прокатних валках могла б бути відрегульована в діапазоні значення від 2 до 4,5 ньютонів на міліметр. При здійсненні операції 1050 формують тонку металеву стрічку і подають її у напрямку вниз від зони контакту ливарних прокатних, валків, як результат прикладеної сили, направленої на руйнування контакту розплаву металу з валком. На Фіг.11 представлено унікальний сталевий виріб, виготовлений з використанням описаного способу. Дана унікальна лита сталева стрічка виготовлена з використанням способу, що включає операції, при яких складають пару охолоджуваних ливарних прокатних валків із зоною контакту між ними і обмежуючими запиральними пристроями, що примикають до кінцевих ділянок даної зони контакту, вводять розплавлений метал між парою ливарних прокатних валків для формування ливарної ванни між валками, при цьому запиральні пристрої обмежують ванну в районі, що примикає до кінцевих ділянок зони контакту, надають обертання валкам, при якому шари металу твердіють з ливарної ванни на ливарних прокатних валках і сполучають разом в зоні контакту, прикладають силу, принаймні, до одного з пари ливарних прокатних валків таким чином, що силу руйнування контакту з валком на ливарних прокатних валках регулюють в діапазоні від 2 до 4,5 ньютонів на міліметр, і формують тонку металеву стрічку, яку направляють у напрямку вниз від зони контакту ливарних прокатних валків. Колончасті дендритні структури сталі, сформовані в затверділих шарах на ливарних прокатних валках 16, не з'єднуються разом. Це підтверджується порівнянням із зображенням на Фіг.12, де показана структура сталевої стрічки, виготовленої відповідно до раніше описаного способу лиття стрічки. У вказаному випадку колончаста дендритна структура затверділих шарів об'єднується в сформованій стрічці, як тільки шари, що твердіють, з'єднуються разом. Проте, в сталевій стрічці, виготовленій відповідно до прикладу здійснення даного винаходу, існує центральна зона в межах сталевої стрічки між затверділими шарами, яка твердіє вже після того, як стрічка проходить через зазор між ливарними прокатними валками 16 в зоні контакту 16А. Крім того, дефекти в сталевій стрічці можуть бути зменшені, якщо не усунені повністю, завдяки забезпеченню регулювання зміни в значеннях сили, що руйнує контакт з валом, в діапазоні приблизно від 2 до 4,5 ньютонів на міліметр. Відповідно до альтернативного прикладу здійснення даного винаходу, система може бути використана для підтримки в зоні контакту 16А зазору між ливарними прокатними валками 16, причому величина даного зазору більше величини зазору, обумовленого товщиною затверділого шару. У робочому режимі процес лиття починається за наявності зазору, спочатку обумовленого товщиною затверділих шарів (оболонки стрічки). Дана 15 товщина представлена на Фіг.12, де дендрити затверділих шарів стрічки об'єднуються в сформованій стрічці. Переміщення опор валків, завдяки залишковому ексцентриситету валків, відстежується сенсорними датчиками 150, а контрольний пристрій розпізнає модель переміщень валків, завдяки наявності вказаного ексцентриситету. Для того, щоб компенсувати відхилення в значеннях сили, виниклі через ексцентриситет, траєкторії гальмування валка реплікують на пристроях протидії зусиллю пружини (осьового зусилля) за допомогою системи регулювання положення, при цьому такі компенсаційні переміщення здійснюються безперервно. Після цього зазор між валками збільшується на малу величину (наприклад, в діапазоні від 0 до 50 мікрон) протягом всього періоду, доки продовжується графічний шаблон (модель) переміщення пристрою протидії зусиллю пружини. Це ще більш збільшує вже сформований зазор між ливарними прокатними валками, завдяки подальшому зниженню, якщо не виключенню, відхилень в силі, зумовлених ексцентриситетом валу. При використовуванні системи регулювання, представленої на Фіг.9, крок збільшення зазору в зоні контакту 16А забезпечується завдяки переміщенню несучих конструкцій, що підтримують валок, зміщений під дією пружини, при цьому змішувальні пристрої, що приводяться в дію гідравлічним механізмом (приводні пристрої для несучого пристрою), відносно іншого валу працюють для блокування даного іншого валу в зафіксованому положенні. Система відповідно до даного винаходу може бути використана в поєднанні з системою управління ексцентриситетом, представленою в патенті США 6,837,301, опис до якого включений в даний опис методом посилання. При використовуванні даної системи зміни в товщині залежно від ексцентриситету валка можуть бути значно знижені шляхом накладання шаблону зміни швидкості на швидкість обертання ливарних прокатних валків. Компенсація, виконана у такий спосіб, цілком можлива, оскільки навіть малі відхилення змінюють час контакту шарів металу, що твердіє на ливарних прокатних валках в межах ливарної ванни, а тому впливають на товщину стрічки і термальне навантаження валу для забезпечення більш прийнятних умов виготовлення смуги постійної товщини. Відповідно до одного з прикладів здійснення даного винаходу, товщина литої металевої стрічки може бути зменшена в процесі лиття. Наприклад, процес лиття може бути розпочатий операцією лиття металевої . стрічки товщиною, приблизно, 1,8 міліметрів. Забезпечуючи таку ширину, були пришліфовані бортики бокового порогу. На половині технологічного маршруту може виникнути необхідність в зміні кінцевого продукту, наприклад, у виготовленні литої стрічки товщиною 1,5 міліметрів. Забезпечуючи сили, що руйнують контакт з валком в діапазоні від 2 до 4,5 ньютонів на міліметр, зазор між ливарними прокатними валками 97115 16 може бути зменшений, завдяки додатковому контрольованому вдавлюванню бортиків бокових порогів в бокові сторони ливарних прокатних валків, з метою досягнення товщини 1,5мм. Суть винаходу, відповідно до даного опису, полягає у тому, що заявляється пристрій для безперервного лиття металевої стрічки, який включає пару охолоджуваних ливарних прокатних валків, встановлених з формуванням зони контакту між ними; систему подачі металу для введення розплавленого металу в зону контакту між валками, з метою формування ливарної ванни розплавленого металу, підтримуваної поверхнями ливарних прокатних валків над зоною контакту; пару запиральних пластин для утримування розплавленого металу в ливарній ванні від витікання в районі, що примикає до кінцевих ділянок зони контакту; приводний механізм валків для надання ливарним прокатним валкам різноспрямованого обертального руху, з метою отримання затверділої металевої стрічки, що направляється вниз від зони контакту; принаймні, один з ливарних прокатних валків, встановлений на парі рухомих несучих пристроїв валка, що дозволяє даному валку переміщатися у напрямку вперед-назад від іншого валка; пару приводних пристроїв, діючих таким чином, що один з них діє на кожний з пари рухомих несучих пристроїв валка для зміщення одного вказаного вище валка у напрямку до іншого валка; і систему управління для регулювання роботи пристрою і забезпечення позиціонування приводних пристроїв для несучих пристроїв таким чином, що на ливарних прокатних валках утворюється сила, що руйнує контакт з ливарними прокатними валками, яка регулюється в діапазоні від 2 до 4,5 ньютонів на міліметр під час процесу лиття. На закінчення, слід сказати, що окремі приклади здійснення винаходу представляють систему і спосіб лиття тонкої литої стрічки шляхом додавання сили, принаймні, до одного з пари ливарних прокатних валків системи лиття таким чином, що сила, що руйнує контакт з ливарними прокатними валками, регулюється в діапазоні від 2 до 4,5 ньютонів на міліметр. Наявність такого регулювання забезпечує кращий контроль процесу лиття, що забезпечує зниження дефектів в готовій тонкій литій стрічці. Оскільки винахід був описаний з посиланнями на певні приклади здійснення, кваліфікованому фахівцю в даному виді техніки повинно бути зрозуміло, що в об'ємі захисту винаходу допустимі різні еквівалентні заміни, що не спотворюють суті винаходу. Крім того, допустимі різні модифікації, що не виходять за межі об'єму захисту, які дозволяють адаптувати окремі ситуації і матеріали до суті винаходу. Тому слід мати на увазі, що даний винахід не зводиться тільки до розкритих прикладів здійснення, навпаки, він включає всі приклади здійснення, що підпадають під об'єм захисту, представлений ознаками, висловленими в прикладеній формулі винаходу. 17 97115 18 19 97115 20 21 97115 22 23 97115 24 25 Комп’ютерна верстка Н. Лисенко 97115 Підписне 26 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting thin steel strip
Автори англійськоюEdwards, Jim
Назва патенту російськоюСпособ литья металлической ленты
Автори російськоюЭдвардс Джим
МПК / Мітки
МПК: B22D 11/06, B22D 11/16
Мітки: металевої, тонкої, стрічки, спосіб, лиття
Код посилання
<a href="https://ua.patents.su/13-97115-sposib-littya-tonko-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття тонкої металевої стрічки</a>
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Тушхофф Маттіас, Боймер Клаус, Гінсберг Клаус
МПК: B21C 47/28, B21C 47/00, B21C 47/24
Мітки: холоднокатаної, пристрій, гаряче, металевої, стальної, тонкої, варіанти, спосіб, зокрема, намотування, стрічки
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Хубмер Герхард Ф., Аузінгер Дітмар, Чімані Крістіан, Хохенбіхлер Геральд, Етцелсдорфер Курт
МПК: G05B 13/04, G05B 17/00, B22D 11/16, B22D 11/12, B22D 11/06
Мітки: шляхом, металевої, безперервного, лиття, двовалкового, тонкої, спосіб, штаби, процесу
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Спосіб і система керування формою тонкої литої стрічки, спосіб виготовлення тонкої литої стрічки і потокова лінія для його здійснення
Номер патенту: 97109
Опубліковано: 10.01.2012
Автори: Доманті Тіно, Брітанік Річард, Джербер Террі Л., Ріс Гарольд Бредлі, Мюллер Ясон, Уоллес Глен
МПК: B21B 37/28, B21B 37/16
Мітки: стрічки, тонкої, виготовлення, система, здійснення, лінія, спосіб, формою, литої, потокова, керування
Формула / Реферат:
1. Спосіб керування формою тонкої литої стрічки на оснащеній станом гарячої прокатки потоковій лінії для виготовлення стрічки, який включає наступні операції:- вимірювання вхідного профілю товщини сформованої металевої стрічки до того, як ця металева стрічка входить в стан гарячої прокатки;- розрахунок цільового профілю товщини як функції виміряного вхідного профілю товщини за умови, що вона задовольняє технічним вимогам до...
Кліть для гарячого або холодного прокатування металевої стрічки та спосіб регулювання проковзування прокатуваної в ній стрічки
Номер патенту: 90649
Опубліковано: 25.05.2010
Автори: Павельскі Хартмут, Зеппенфельд Йозеф, Тойбер Дірк, Дауб Дітер
МПК: B21B 37/58, B21B 38/00
Мітки: регулювання, проковзування, прокатування, стрічки, металевої, прокатуваної, кліть, спосіб, ній, гарячого, холодного
Формула / Реферат:
1. Кліть для гарячого або холодного прокатування металевої стрічки, яка містить: два робочих валки (1a, 1b), які встановлені в кліті за допомогою подушок робочих валків (3а, 3b) і утворюють зазор (7) для розкатування стрічки; позитивно або негативно діючі згинальні циліндри (5а, 5b) для робочих валків, розташовані в згинаючих блоках (4а, 4b), розташованих на стійках кліті; гідравлічний поршневий блок...
Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки (варіанти) та спосіб її застосування

Номер патенту: 97107
Опубліковано: 10.01.2012
Автори: Фукасе Хізахіко, Накаяма Кацумі, Мацушіта Тошіро
МПК: B22D 11/06, B22D 11/22
Мітки: спосіб, двовалкова, ливарна, виготовлення, тонкої, варіанти, стрічки, застосування, машина, литої, сталевої
Формула / Реферат:
1. Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки, що містить:(a) пару охолоджуваних водою ливарних валків, що розташовані бічними поверхнями один до одного з утворенням між собою зазору, використані з можливістю обертання у протилежних напрямках навколо їх осей та підведені один до одного стискаючими силами, (b) шарнірні вузли, які приєднані до щонайменше одного торця ливарних валків та придатні для...
Попередній патент: Спосіб виробництва соку зі зниженою калорійністю
Наступний патент: Перехідний пристрій та система рознімного з’єднування
Випадковий патент: Пристрій для реєстрації аероіонів у видихуваному повітрі