Спосіб стеження за фізичним станом гарячого листового металу чи гарячої смуги у рамках керування товстолистовим прокатним станом для обробки гарячого листового металу чи гарячої смуги
Формула / Реферат
1. Спосіб відстежування фізичного стану гарячого листового металу або гарячої смуги в рамках управління прокатним станом для реверсивної обробки гарячого листового металу або гарячої смуги, який містить щонайменше одну кліть прокатного стана для реверсивного прокатування гарячого листового металу або гарячої смуги, який включає такі етапи:
- в початковий момент визначення початкового стану гарячого листового металу або гарячої смуги в моделі, з можливістю виведення зі згаданого стану щонайменше одного фізичного параметра стану;
- циклічна актуалізація стану під час обробки гарячого листового металу або гарячої смуги із застосуванням моделі гарячого листового металу або гарячої смуги і товстолистового прокатного стана, з урахуванням робочих параметрів, що здійснюють вплив і/або відтворюють відстежування маршруту гарячого листового металу або гарячої смуги і стан.
2. Спосіб за п. 1, який відрізняється тим, що стан описують за допомогою параметризованої функції стану.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що як параметри стану виводять згідно з місцеположенням температуру і/або залишкове зміцнення, і/або складові фаз, і/або величини зерен, і/або ентальпію.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що стан описують за допомогою щонайменше одного параметра або параметрів стану в різних точках гарячого листового металу або гарячої смуги.
5. Спосіб за п. 4, який відрізняється тим, що точки листа включають множину точок, розташованих вздовж довжини, і/або множину точок, розташованих вздовж ширини листа або смуги.
6. Спосіб за п. 4 або п. 5, який відрізняється тим, що стан описують за допомогою локальних профілів температури в різних точках листа.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що початковий стан визначають за допомогою вимірювального пристрою і/або на основі моделі.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що при настанні щонайменше однієї попередньо заданої події періодично визначають попередньо обраховані стани і, виходячи з цього, майбутні параметри обробки листового металу в рамках попереднього обрахування на основі визначеного перед цим стану, зокрема поточного стану.
9. Спосіб за п. 8, який відрізняється тим, що як попередньо задану подію використовують досягнення гарячим листовим металом певної позиції, зокрема по сусідству з точками дії на гарячий листовий метал кліті прокатного стана, і/або пристрою охолоджування, і/або пристрою видалення окалини, і/або команду користувача.
10. Спосіб за п. 8 або п. 9, який відрізняється тим, що як попередньо задану подію використовують незадовільний результат опосередкованого або безпосереднього порівняння поточного стану із попередньо обрахованим станом.
11. Спосіб за п. 10, який відрізняється тим, що порівняння здійснюють при досягненні гарячим листовим металом або гарячою смугою певних позицій, зокрема по сусідству з точками дії на гарячий листовий метал або гарячу смугу кліті прокатного стана, і/або пристрою охолоджування, і/або пристрою видалення окалини.
12. Спосіб за будь-яким із пп. 8-11, який відрізняється тим, що як параметри обробки листового металу застосовують параметри пристрою охолоджування і/або пристрою видалення окалини, і/або кліті прокатного стана, і/або пристрою нагріву, і/або швидкість листового металу.
13. Спосіб за будь-яким із пп. 8-12, який відрізняється тим, що актуалізація параметрів обробки листового металу включає встановлення часу зупинки і/або додаткового процесу охолоджування або нагріву, і/або зміну швидкості листового металу.
14. Спосіб за будь-яким із пп. 8-13, який відрізняється тим, що актуалізація параметрів обробки листового металу включає асиметричне управління верхніми і нижніми робочими валками кліті прокатного стана.
15. Спосіб за будь-яким із пп. 1-14, який відрізняється тим, що в щонайменше одному відмінному від початкової точки місці здійснюють вимірювання, результат якого використовують як робочий параметр для корекції і, тим самим, актуалізації стану.
16. Спосіб за п. 15, який відрізняється тим, що у разі розміщеного по сусідству з кліттю прокатного стана вимірювального пристрою здійснюють вимірювання тільки для частини гарячого листового металу або гарячої смуги, причому з корекцій виміряної частини ухвалюють рішення про корекції для невиміряної частини.
17. Спосіб за будь-яким із пп. 1-16, який відрізняється тим, що вимірюють зусилля прокатування або обертальні моменти кліті прокатного стана, залежні від параметрів стану, і застосовують як робочі параметри.
18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що робочі параметри включають параметри пристрою охолоджування і/або кліті прокатного стана, і/або пристрою нагрівання, і/або швидкість листового металу.
19. Спосіб за будь-яким із пп. 1-18, який відрізняється тим, що поточні стани і/або виведені з них величини, зокрема щонайменше один параметр стану, відображають для обслуговуючого персоналу з можливістю узгодження обслуговуючим персоналом параметрів обробки листового металу.
20. Спосіб за будь-яким із пп. 1-19, який відрізняється тим, що часові характеристики станів і/або виведених з них параметрів, зокрема коректуючих параметрів, зберігають у запам'ятовуючому пристрої для подальшої оцінки з точки зору обробки наступних гарячих листів або гарячих смуг.
21. Товстолистовий прокатний стан, керований згідно зі способом за будь-яким із пп. 1-20.
Текст
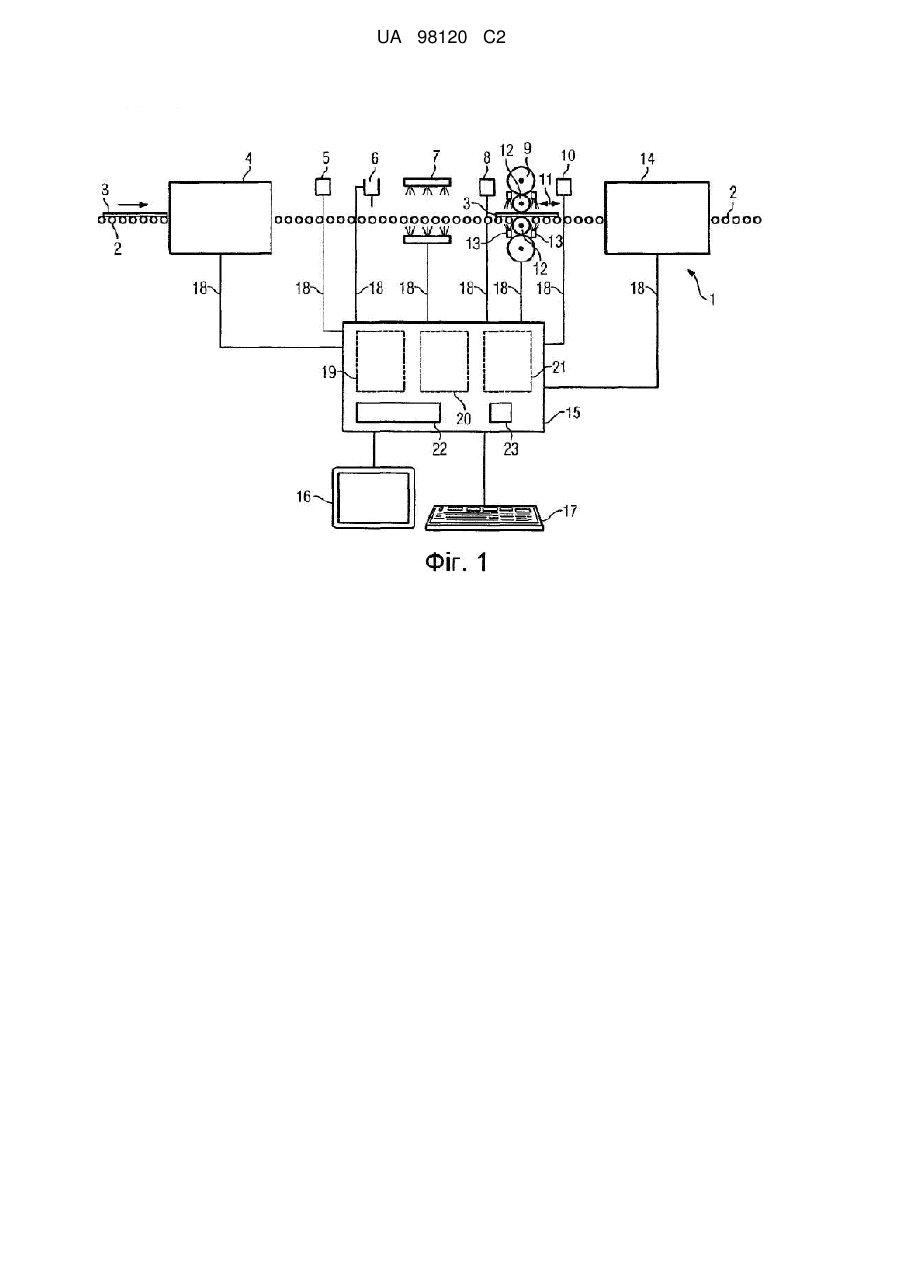
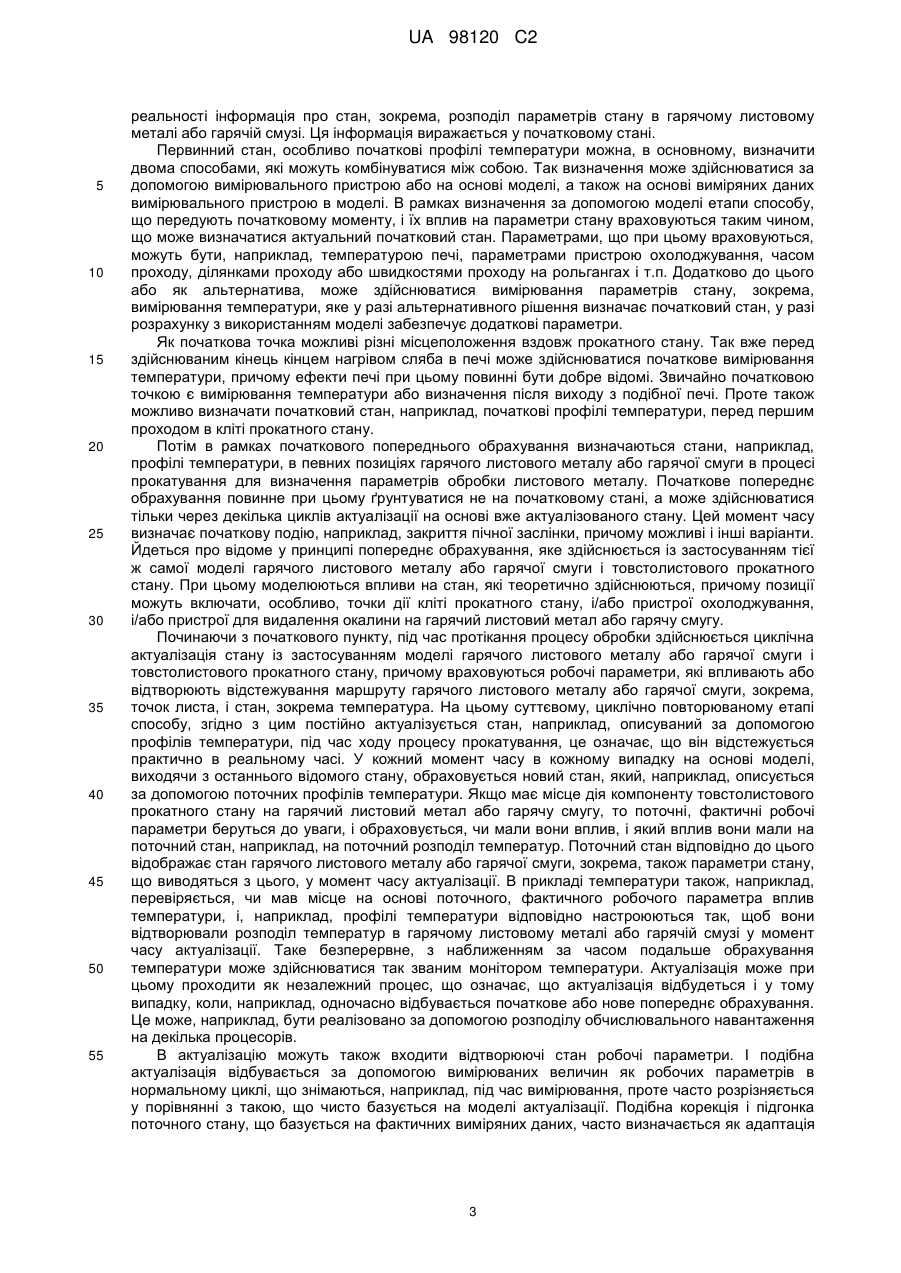
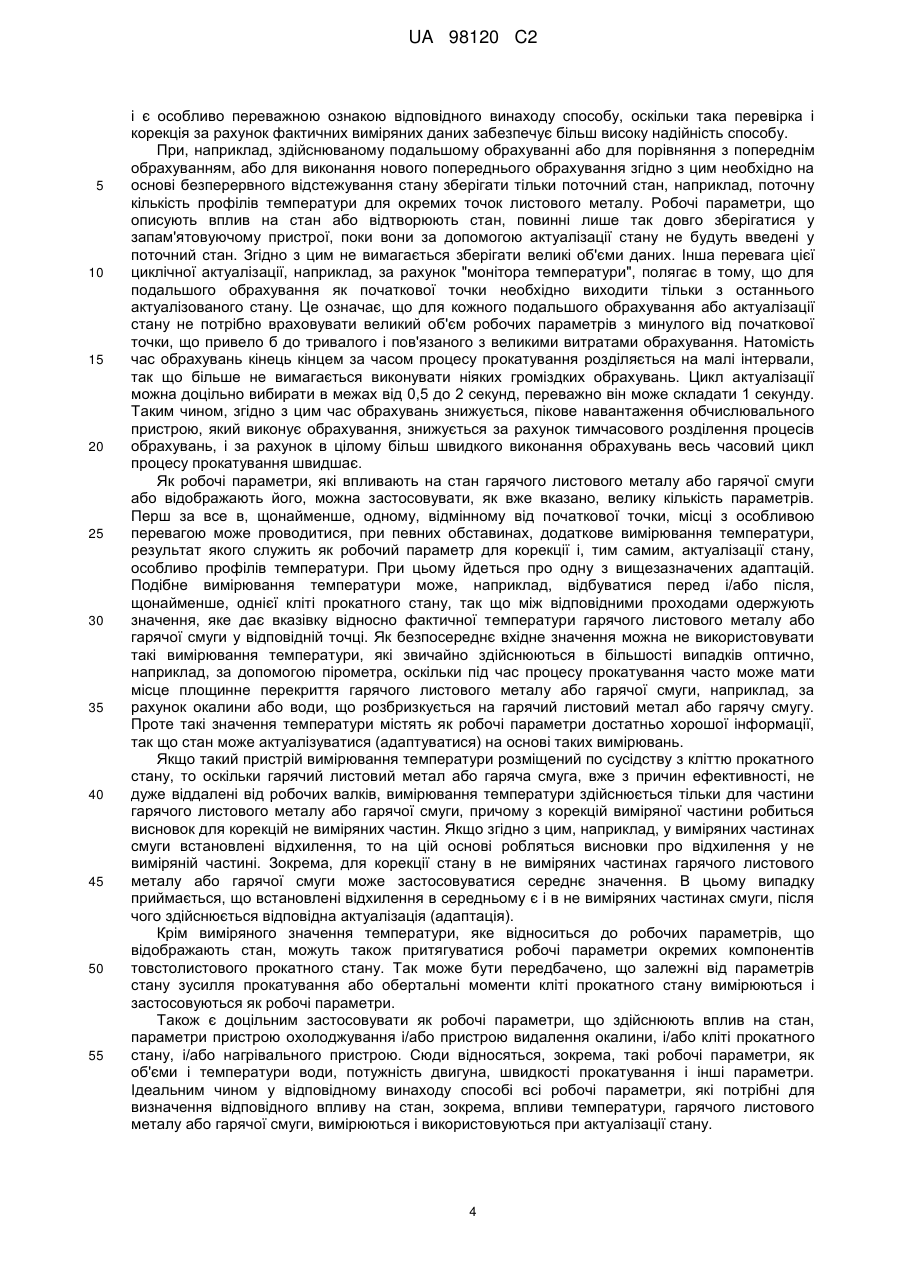
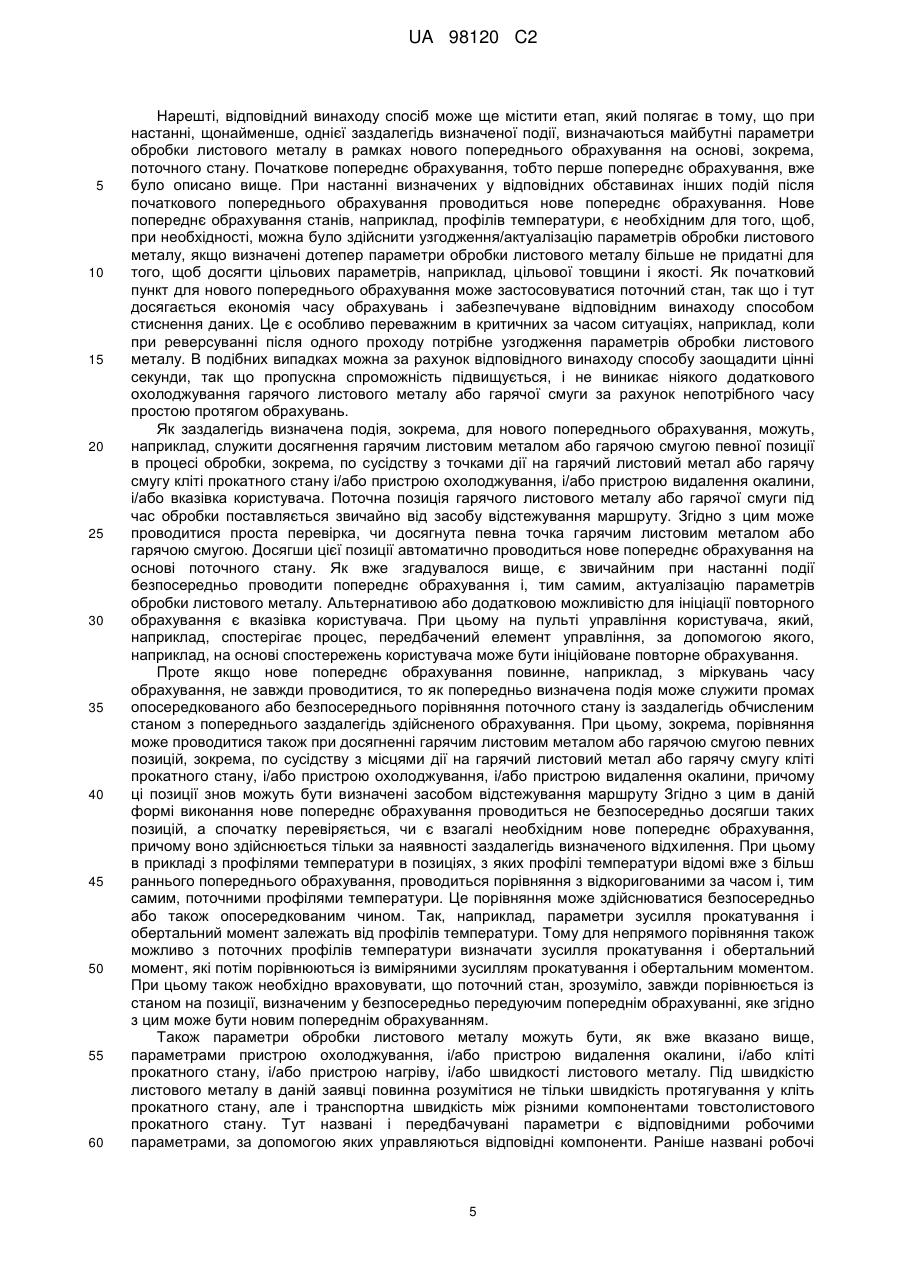
Реферат: Спосіб для відстежування фізичного стану гарячого листового металу або гарячої смуги (3) в рамках управління прокатним станом для реверсивної обробки гарячого листового металу або гарячої смуги (3), який включає щонайменше одну кліть (9) прокатного стана для реверсивного прокатування гарячого листового металу або гарячої смуги (3), який має такі етапи: в початковий момент визначення початкового стану гарячого листового металу або гарячої смуги (3) в моделі (19), причому зі згаданого стану може виводитися щонайменше один фізичний параметр стану; циклічна актуалізація стану під час обробки гарячого листового металу або гарячої смуги із застосуванням моделі (19) гарячого листового металу або гарячої смуги і товстолистового прокатного стана, причому беруться до уваги робочі параметри, які здійснюють вплив і/або відтворюють відстежування маршруту гарячого листового металу або гарячої смуги і стан. UA 98120 C2 (12) UA 98120 C2 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу стеження за фізичним станом гарячого листового металу або гарячої смуги в рамках керування прокатним станом для реверсивної обробки гарячого листового металу або гарячої смуги, який включає, щонайменше, одну кліть прокатного стану для реверсивної прокатки гарячого листового металу або гарячої смуги. У товстолистових прокатних станах сляб певної довжини шляхом прокатування в декілька проходів прокатується у листовий метал. Оскільки сляб розжарюється, звичайно говорять про гарячий листовий метал або гарячу смугу. Для прокатування гарячого листового металу або гарячої смуги застосовується, щонайменше, одна кліть прокатного стану, через яку гарячий листовий метал або гаряча смуга переміщуються у прямому і зворотному напрямах, поки не буде досягнуте необхідне число проходів, що означає, що досягнута бажана товщина листового металу. Цей процес називають також реверсуванням. Для гарячих смуг для цього, зокрема, застосовують стани Стеккеля, в яких одна або декілька клітей прокатного стану розміщені між двома моталками, на які може намотуватися смуга. При цьому також відомо, що передбачаються дві кліті прокатного стану, причому перша кліть прокатного стану служить для чорнового прокатування, а друга кліть - для чистового прокатування. В обох прокатних клітях гарячий листовий метал або гаряча смуга переміщуються реверсивно у прямому і зворотному напрямах. В цьому полягає відмінність від безперервної технологічної лінії, в якій металева смуга поступальним чином проводиться через розміщені одна за одною кліті прокатного стану. В кінці технологічної лінії чистова оброблена смуга намотується у так звані рулони. Для того, щоб у прокатному стані досягти автоматизації так, щоб по можливості точно досягалися бажані цільові параметри листового металу або смуги (наприклад, товщина смуги, ширина і т.д.), визначається температурний розподіл в гарячому листовому металі або гарячій смузі у визначеному місці, наприклад, за допомогою моделі або за допомогою вимірювання температури, наприклад, за допомогою пірометра. При цьому температура може визначатися в декількох точках гарячого листового металу або гарячої смуги, так що врешті-решт одержують температурний розподіл. Потім застосовується модель товстолистового прокатного стану і гарячого листового металу або гарячої смуги, щоб робочі параметри окремих компонентів прокатного стану, наприклад, установки видалення окалини, пристроїв охолоджування або нагрівання і, природно, кліті прокатного стану визначати так, щоб досягалися бажані параметри листового металу при бажаних властивостях матеріалу. При цьому, зокрема, враховуються температурні впливи окремих компонентів товстолистового прокатного стану. В рамках так званого попереднього обрахунку відповідно до цього в певних позиціях, особливо позиціях дії компонентів товстолистового прокатного стану, визначаються температура гарячого листового металу або гарячої смуги залежно від прийнятих майбутніх температурних впливів, і звідси визначаються необхідні параметри, з якими компоненти повинні управлятися. Не дивлячись на це при реальному процесі прокатування виникають відхилення, оскільки не всі впливи ідеальним чином можуть бути заздалегідь розраховані. Тому є звичайним, що під час процесу прокатування робочі параметри, які відображають температурний вплив, наприклад, значення сенсорів, знімаються і зберігаються. До того ж відомі системи стеження, за допомогою яких можна реалізувати відстежування маршруту кожної окремої точки гарячого листового металу або гарячої смуги. За допомогою цієї інформації є звичайним в названих позиціях дії або безпосередньо за або перед ними, або в інших певних позиціях проводиться подальше обрахування з фактичними робочими параметрами, але на тій же моделі. З цього подальшого обрахування одержують поточну температуру, яка служить як основа для повторного попереднього обрахування. В окремих випадках також є звичайним перед новим попереднім обрахуванням провести порівняння поточної температури із заздалегідь обрахованою температурою і лише при певній відмінності проводити нове попереднє обрахування. Проте на практиці виявилося, що відхилення виникають в більшості випадків, так що нове попереднє обрахування для актуалізації робочих параметрів в принципі проводиться без попередніх процесів порівняння. Таке нове попереднє обрахування часто називають повторним обрахуванням. Як подальше обрахування на основі зареєстрованих робочих параметрів, які відображають температурні впливи, так і повторне обрахування вимагають малого часу, яким не можна знехтувати і який може досягти діапазону секунд. Протягом цього часу ефективний час обробки для гарячого листового металу або гарячої смуги марно втрачається, до того ж смуга зупиняється і ненавмисно охолоджуються. Для подальшого обрахування і нового попереднього обрахування додатково потрібні значні обчислювальні потужності. 1 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 60 Хоча дотепер йшлося про температуру гарячого листового металу або гарячої смуги, це є лише одним з великої кількості параметрів стану, які, так би мовити, описують стан гарячого листового металу або гарячої смуги. Також релевантними для властивостей обробки є, наприклад, розподіл фаз, залишкове затвердіння або величини зерен, які також можуть бути встановлені за допомогою моделі і відповідними вимірюваннями. В основі винаходу лежить задача запропонувати спосіб, який забезпечує можливість ефективного обрахування і, тим самим, прискореного часу проходження і знижених обчислювальних витрат. Для вирішення цієї задачі в способі вищеназваного типу згідно з винаходом передбачені такі етапи: - у початковий момент визначення початкового стану гарячого листового металу або гарячої смуги в моделі, причому із згаданого стану може виводитися, щонайменше, один фізичний параметр стану, - циклічна актуалізація стану під час обробки гарячого листового металу або гарячої смуги із застосуванням моделі гарячого листового металу або гарячої смуги і прокатного стану, причому беруться до уваги робочі параметри, які здійснюють вплив на і/або відтворюють відстежування маршруту гарячого листового металу або гарячої смуги і стану. Цей описуваний "монітор стану" може переважним чином використовуватися для управління прокатним станом. Зокрема, на початку, щонайменше, однієї заздалегідь визначеної події повторно визначаються заздалегідь розраховані стани і витікаючі з них подальші параметри обробки смуги в рамках попереднього обрахування на основі раніше визначеного, зокрема, поточного стану. Під станом гарячого листового металу або гарячої смуги слід розуміти релевантні для обробки гарячого листового металу або гарячої смуги, в основному, термічні властивості, описувані на основі математичної моделі. За допомогою цього математичного опису, у відповідному випадку спільно з моделлю, можуть виводитися параметри стану, які описують властивості гарячого листового металу або гарячої смуги, а саме, переважним чином, згідно з місцеположенням. Такі параметри стану можуть бути, наприклад, температурою і/або залишковим зміцненням, і/або складовими фаз, і/або величинами зерен, і/або ентальпією. Навіть якщо у подальшому описі часто використовується температура як приклад, то більшість висновків справедлива для всіх можливих параметрів стану. Стан зрештою, щонайменше, визначається за допомогою параметрів, які описують з достатньою точністю розподіл значень параметрів стану всередині гарячого листового металу або гарячої смуги. При цьому допустимі перш за все дві можливості. З одного боку, стан може описуватися за допомогою параметризованої функції стану Тут можна уявити собі, наприклад, поліном певного порядку в трьох вимірюваннях, коефіцієнти якого служать як параметри і який, наприклад, відтворює температурний розподіл або розподіл залишкового зміцнення. Альтернативно або додатково, стан може також описуватися за допомогою, щонайменше, одного параметра стану або параметрів станів в різних точках листового металу гарячого листового металу або гарячої смуги. В цьому випадку, наприклад, за допомогою вимірювального пристрою можлива відносно проста ініціалізація, коли в точках вимірювань знімаються виміряні значення і співвідносяться з точками листового металу, в необхідному випадку як профіль по товщині. У переважній формі виконання може, наприклад, бути передбачено, що стан описується за допомогою локальних профілів температури в різних точках листового металу. Первинні профілі температури в різних точках листового металу повинні відтворювати не тільки інформацію про температуру по точках, але і містять інформацію про глибину, яка відтворює характеристику по товщині гарячого листового металу або гарячої смуги. При цьому тут розглядається не єдина точка листового металу, хоча це теоретично було б можливим, а велика кількість точок, розподілених по гарячому листовому металу або гарячій смузі, так що може виводитися розподіл параметрів стану по гарячому листовому металу або гарячій смузі. У доцільному виконанні точки листового металу можуть включати велику кількість точок листового металу вздовж довжини і/або вздовж ширини листового металу або смуги. Тим самим у результаті одержується поле параметрів стану, причому може моделюватися розподіл параметрів стану, зокрема, розподіл температур між окремими точками. Точки листового металу звичайно характеризуються за допомогою їх відносної позиції на гарячому листовому металі або гарячій смузі. Починаючи з початкової точки цей початковий стан циклічно актуалізується, як описано на подальших етапах способу. Як початковий пункт для актуалізації у початковий момент, тобто на початку циклічної актуалізації, повинна бути надана у розпорядження по можливості близька до 2 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 реальності інформація про стан, зокрема, розподіл параметрів стану в гарячому листовому металі або гарячій смузі. Ця інформація виражається у початковому стані. Первинний стан, особливо початкові профілі температури можна, в основному, визначити двома способами, які можуть комбінуватися між собою. Так визначення може здійснюватися за допомогою вимірювального пристрою або на основі моделі, а також на основі виміряних даних вимірювального пристрою в моделі. В рамках визначення за допомогою моделі етапи способу, що передують початковому моменту, і їх вплив на параметри стану враховуються таким чином, що може визначатися актуальний початковий стан. Параметрами, що при цьому враховуються, можуть бути, наприклад, температурою печі, параметрами пристрою охолоджування, часом проходу, ділянками проходу або швидкостями проходу на рольгангах і т.п. Додатково до цього або як альтернатива, може здійснюватися вимірювання параметрів стану, зокрема, вимірювання температури, яке у разі альтернативного рішення визначає початковий стан, у разі розрахунку з використанням моделі забезпечує додаткові параметри. Як початкова точка можливі різні місцеположення вздовж прокатного стану. Так вже перед здійснюваним кінець кінцем нагрівом сляба в печі може здійснюватися початкове вимірювання температури, причому ефекти печі при цьому повинні бути добре відомі. Звичайно початковою точкою є вимірювання температури або визначення після виходу з подібної печі. Проте також можливо визначати початковий стан, наприклад, початкові профілі температури, перед першим проходом в кліті прокатного стану. Потім в рамках початкового попереднього обрахування визначаються стани, наприклад, профілі температури, в певних позиціях гарячого листового металу або гарячої смуги в процесі прокатування для визначення параметрів обробки листового металу. Початкове попереднє обрахування повинне при цьому ґрунтуватися не на початковому стані, а може здійснюватися тільки через декілька циклів актуалізації на основі вже актуалізованого стану. Цей момент часу визначає початкову подію, наприклад, закриття пічної заслінки, причому можливі і інші варіанти. Йдеться про відоме у принципі попереднє обрахування, яке здійснюється із застосуванням тієї ж самої моделі гарячого листового металу або гарячої смуги і товстолистового прокатного стану. При цьому моделюються впливи на стан, які теоретично здійснюються, причому позиції можуть включати, особливо, точки дії кліті прокатного стану, і/або пристрої охолоджування, і/або пристрої для видалення окалини на гарячий листовий метал або гарячу смугу. Починаючи з початкового пункту, під час протікання процесу обробки здійснюється циклічна актуалізація стану із застосуванням моделі гарячого листового металу або гарячої смуги і товстолистового прокатного стану, причому враховуються робочі параметри, які впливають або відтворюють відстежування маршруту гарячого листового металу або гарячої смуги, зокрема, точок листа, і стан, зокрема температура. На цьому суттєвому, циклічно повторюваному етапі способу, згідно з цим постійно актуалізується стан, наприклад, описуваний за допомогою профілів температури, під час ходу процесу прокатування, це означає, що він відстежується практично в реальному часі. У кожний момент часу в кожному випадку на основі моделі, виходячи з останнього відомого стану, обраховується новий стан, який, наприклад, описується за допомогою поточних профілів температури. Якщо має місце дія компоненту товстолистового прокатного стану на гарячий листовий метал або гарячу смугу, то поточні, фактичні робочі параметри беруться до уваги, і обраховується, чи мали вони вплив, і який вплив вони мали на поточний стан, наприклад, на поточний розподіл температур. Поточний стан відповідно до цього відображає стан гарячого листового металу або гарячої смуги, зокрема, також параметри стану, що виводяться з цього, у момент часу актуалізації. В прикладі температури також, наприклад, перевіряється, чи мав місце на основі поточного, фактичного робочого параметра вплив температури, і, наприклад, профілі температури відповідно настроюються так, щоб вони відтворювали розподіл температур в гарячому листовому металі або гарячій смузі у момент часу актуалізації. Таке безперервне, з наближенням за часом подальше обрахування температури може здійснюватися так званим монітором температури. Актуалізація може при цьому проходити як незалежний процес, що означає, що актуалізація відбудеться і у тому випадку, коли, наприклад, одночасно відбувається початкове або нове попереднє обрахування. Це може, наприклад, бути реалізовано за допомогою розподілу обчислювального навантаження на декілька процесорів. В актуалізацію можуть також входити відтворюючі стан робочі параметри. І подібна актуалізація відбувається за допомогою вимірюваних величин як робочих параметрів в нормальному циклі, що знімаються, наприклад, під час вимірювання, проте часто розрізняється у порівнянні з такою, що чисто базується на моделі актуалізації. Подібна корекція і підгонка поточного стану, що базується на фактичних виміряних даних, часто визначається як адаптація 3 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 і є особливо переважною ознакою відповідного винаходу способу, оскільки така перевірка і корекція за рахунок фактичних виміряних даних забезпечує більш високу надійність способу. При, наприклад, здійснюваному подальшому обрахуванні або для порівняння з попереднім обрахуванням, або для виконання нового попереднього обрахування згідно з цим необхідно на основі безперервного відстежування стану зберігати тільки поточний стан, наприклад, поточну кількість профілів температури для окремих точок листового металу. Робочі параметри, що описують вплив на стан або відтворюють стан, повинні лише так довго зберігатися у запам'ятовуючому пристрої, поки вони за допомогою актуалізації стану не будуть введені у поточний стан. Згідно з цим не вимагається зберігати великі об'єми даних. Інша перевага цієї циклічної актуалізації, наприклад, за рахунок "монітора температури", полягає в тому, що для подальшого обрахування як початкової точки необхідно виходити тільки з останнього актуалізованого стану. Це означає, що для кожного подальшого обрахування або актуалізації стану не потрібно враховувати великий об'єм робочих параметрів з минулого від початкової точки, що привело б до тривалого і пов'язаного з великими витратами обрахування. Натомість час обрахувань кінець кінцем за часом процесу прокатування розділяється на малі інтервали, так що більше не вимагається виконувати ніяких громіздких обрахувань. Цикл актуалізації можна доцільно вибирати в межах від 0,5 до 2 секунд, переважно він може складати 1 секунду. Таким чином, згідно з цим час обрахувань знижується, пікове навантаження обчислювального пристрою, який виконує обрахування, знижується за рахунок тимчасового розділення процесів обрахувань, і за рахунок в цілому більш швидкого виконання обрахувань весь часовий цикл процесу прокатування швидшає. Як робочі параметри, які впливають на стан гарячого листового металу або гарячої смуги або відображають його, можна застосовувати, як вже вказано, велику кількість параметрів. Перш за все в, щонайменше, одному, відмінному від початкової точки, місці з особливою перевагою може проводитися, при певних обставинах, додаткове вимірювання температури, результат якого служить як робочий параметр для корекції і, тим самим, актуалізації стану, особливо профілів температури. При цьому йдеться про одну з вищезазначених адаптацій. Подібне вимірювання температури може, наприклад, відбуватися перед і/або після, щонайменше, однієї кліті прокатного стану, так що між відповідними проходами одержують значення, яке дає вказівку відносно фактичної температури гарячого листового металу або гарячої смуги у відповідній точці. Як безпосереднє вхідне значення можна не використовувати такі вимірювання температури, які звичайно здійснюються в більшості випадків оптично, наприклад, за допомогою пірометра, оскільки під час процесу прокатування часто може мати місце площинне перекриття гарячого листового металу або гарячої смуги, наприклад, за рахунок окалини або води, що розбризкується на гарячий листовий метал або гарячу смугу. Проте такі значення температури містять як робочі параметри достатньо хорошої інформації, так що стан може актуалізуватися (адаптуватися) на основі таких вимірювань. Якщо такий пристрій вимірювання температури розміщений по сусідству з кліттю прокатного стану, то оскільки гарячий листовий метал або гаряча смуга, вже з причин ефективності, не дуже віддалені від робочих валків, вимірювання температури здійснюється тільки для частини гарячого листового металу або гарячої смуги, причому з корекцій виміряної частини робиться висновок для корекцій не виміряних частин. Якщо згідно з цим, наприклад, у виміряних частинах смуги встановлені відхилення, то на цій основі робляться висновки про відхилення у не виміряній частині. Зокрема, для корекції стану в не виміряних частинах гарячого листового металу або гарячої смуги може застосовуватися середнє значення. В цьому випадку приймається, що встановлені відхилення в середньому є і в не виміряних частинах смуги, після чого здійснюється відповідна актуалізація (адаптація). Крім виміряного значення температури, яке відноситься до робочих параметрів, що відображають стан, можуть також притягуватися робочі параметри окремих компонентів товстолистового прокатного стану. Так може бути передбачено, що залежні від параметрів стану зусилля прокатування або обертальні моменти кліті прокатного стану вимірюються і застосовуються як робочі параметри. Також є доцільним застосовувати як робочі параметри, що здійснюють вплив на стан, параметри пристрою охолоджування і/або пристрою видалення окалини, і/або кліті прокатного стану, і/або нагрівального пристрою. Сюди відносяться, зокрема, такі робочі параметри, як об'єми і температури води, потужність двигуна, швидкості прокатування і інші параметри. Ідеальним чином у відповідному винаходу способі всі робочі параметри, які потрібні для визначення відповідного впливу на стан, зокрема, впливи температури, гарячого листового металу або гарячої смуги, вимірюються і використовуються при актуалізації стану. 4 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нарешті, відповідний винаходу спосіб може ще містити етап, який полягає в тому, що при настанні, щонайменше, однієї заздалегідь визначеної події, визначаються майбутні параметри обробки листового металу в рамках нового попереднього обрахування на основі, зокрема, поточного стану. Початкове попереднє обрахування, тобто перше попереднє обрахування, вже було описано вище. При настанні визначених у відповідних обставинах інших подій після початкового попереднього обрахування проводиться нове попереднє обрахування. Нове попереднє обрахування станів, наприклад, профілів температури, є необхідним для того, щоб, при необхідності, можна було здійснити узгодження/актуалізацію параметрів обробки листового металу, якщо визначені дотепер параметри обробки листового металу більше не придатні для того, щоб досягти цільових параметрів, наприклад, цільової товщини і якості. Як початковий пункт для нового попереднього обрахування може застосовуватися поточний стан, так що і тут досягається економія часу обрахувань і забезпечуване відповідним винаходу способом стиснення даних. Це є особливо переважним в критичних за часом ситуаціях, наприклад, коли при реверсуванні після одного проходу потрібне узгодження параметрів обробки листового металу. В подібних випадках можна за рахунок відповідного винаходу способу заощадити цінні секунди, так що пропускна спроможність підвищується, і не виникає ніякого додаткового охолоджування гарячого листового металу або гарячої смуги за рахунок непотрібного часу простою протягом обрахувань. Як заздалегідь визначена подія, зокрема, для нового попереднього обрахування, можуть, наприклад, служити досягнення гарячим листовим металом або гарячою смугою певної позиції в процесі обробки, зокрема, по сусідству з точками дії на гарячий листовий метал або гарячу смугу кліті прокатного стану і/або пристрою охолоджування, і/або пристрою видалення окалини, і/або вказівка користувача. Поточна позиція гарячого листового металу або гарячої смуги під час обробки поставляється звичайно від засобу відстежування маршруту. Згідно з цим може проводитися проста перевірка, чи досягнута певна точка гарячим листовим металом або гарячою смугою. Досягши цієї позиції автоматично проводиться нове попереднє обрахування на основі поточного стану. Як вже згадувалося вище, є звичайним при настанні події безпосередньо проводити попереднє обрахування і, тим самим, актуалізацію параметрів обробки листового металу. Альтернативою або додатковою можливістю для ініціації повторного обрахування є вказівка користувача. При цьому на пульті управління користувача, який, наприклад, спостерігає процес, передбачений елемент управління, за допомогою якого, наприклад, на основі спостережень користувача може бути ініційоване повторне обрахування. Проте якщо нове попереднє обрахування повинне, наприклад, з міркувань часу обрахування, не завжди проводитися, то як попередньо визначена подія може служити промах опосередкованого або безпосереднього порівняння поточного стану із заздалегідь обчисленим станом з попереднього заздалегідь здійсненого обрахування. При цьому, зокрема, порівняння може проводитися також при досягненні гарячим листовим металом або гарячою смугою певних позицій, зокрема, по сусідству з місцями дії на гарячий листовий метал або гарячу смугу кліті прокатного стану, і/або пристрою охолоджування, і/або пристрою видалення окалини, причому ці позиції знов можуть бути визначені засобом відстежування маршруту Згідно з цим в даній формі виконання нове попереднє обрахування проводиться не безпосередньо досягши таких позицій, а спочатку перевіряється, чи є взагалі необхідним нове попереднє обрахування, причому воно здійснюється тільки за наявності заздалегідь визначеного відхилення. При цьому в прикладі з профілями температури в позиціях, з яких профілі температури відомі вже з більш раннього попереднього обрахування, проводиться порівняння з відкоригованими за часом і, тим самим, поточними профілями температури. Це порівняння може здійснюватися безпосередньо або також опосередкованим чином. Так, наприклад, параметри зусилля прокатування і обертальний момент залежать від профілів температури. Тому для непрямого порівняння також можливо з поточних профілів температури визначати зусилля прокатування і обертальний момент, які потім порівнюються із виміряними зусиллям прокатування і обертальним моментом. При цьому також необхідно враховувати, що поточний стан, зрозуміло, завжди порівнюється із станом на позиції, визначеним у безпосередньо передуючим попереднім обрахуванні, яке згідно з цим може бути новим попереднім обрахуванням. Також параметри обробки листового металу можуть бути, як вже вказано вище, параметрами пристрою охолоджування, і/або пристрою видалення окалини, і/або кліті прокатного стану, і/або пристрою нагріву, і/або швидкості листового металу. Під швидкістю листового металу в даній заявці повинна розумітися не тільки швидкість протягування у кліть прокатного стану, але і транспортна швидкість між різними компонентами товстолистового прокатного стану. Тут названі і передбачувані параметри є відповідними робочими параметрами, за допомогою яких управляються відповідні компоненти. Раніше названі робочі 5 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 60 параметри можуть, зрозуміло, також включати робочі параметри, причому робочі параметри доповнені ще, наприклад, результатами вимірювань і т.п. Актуалізація параметрів обробки листового металу і, тим самим, управління процесом прокатування може здійснюватися різним чином. У принципі узгодження включає те, яким чином виконується наступний прохід. Це означає, що швидкості прокатування, швидкості протягування і робочі параметри встановлених перед кліттю прокатного стану пристроїв видалення окалини можуть актуалізуватися відповідним чином. При цьому, зокрема, можливо, що актуалізація параметрів обробки листового металу включає асиметричне управління верхніми і нижніми робочими валками кліті прокатного стану. Щось подібне переважним чином можливе у відповідному винаходу способі, якщо розглядається профіль параметрів стану по глибині гарячого листового металу або гарячої смуги. На основі цієї інформації може стати необхідним асиметричне управління верхніми і нижніми робочими валками кліті прокатного стану, щоб досягти бажаної кінцевої якості. Додатково до актуалізації параметрів наступних проходів, також може бути передбачено, що актуалізація параметрів обробки листового металу включає встановлення часу зупинки, і/або додаткового процесу охолоджування або нагрівання, і/або зміна швидкості листового металу. За рахунок цього кінець кінцем здійснюється температурне узгодження. При цьому, наприклад, може передбачатися, що гарячий листовий метал або гаряча смуга при спаді нижче допустимих температур процесу знов нагрівається або охолоджується до початкової температури, релевантної для залишкової деформації. В іншому виконанні способу поточний стан або виведені з цього параметри, зокрема, параметри стану відображаються для обслуговуючого персоналу, вслід за чим, зокрема, може здійснюватися настроювання параметрів обробки листового металу обслуговуючим персоналом. Такому обслуговуючому персоналу, наприклад, разом з визначеною температурою в деякій точці гарячого листового металу або гарячої смуги, може видаватися інформація про температурну характеристику в зоні глибини, наприклад, температура на верхній стороні, в середині і на нижній стороні гарячого листового металу або гарячої смуги. На основі такої інформації обслуговуючий персонал може розпізнати як необхідну і самостійно зробити ручне настроювання параметрів обробки листового металу, наприклад, асиметричне управління верхніми і нижніми валками кліті прокатного стану. Доцільним може бути збереження часової характеристики станів і/або виведених з неї параметрів, зокрема, коректуючих параметрів у запам'ятовуючому пристрої для подальшої оцінки відносно обробки подальшого гарячого листового металу або гарячих смуг. Тим самим може також виявлятися систематична помилка попереднього обрахування і проводитися відповідна підгонка моделі. Разом з цим, винахід стосується також прокатного стану, керованого згідно з відповідним винаходу способом. Для цього, особливо може передбачатися центральний пристрій управління, в якому дані збираються і відповідно обробляються. Інші переваги і деталі запропонованого винаходу витікають з описаних нижче прикладів виконання і креслень, на яких показане таке: Фіг.1 - відповідний винаходу товстолистовий прокатний стан Фіг.2 - можливе положення точок листового металу на гарячому листовому металі, і Фіг.3А і 3В - блок-схема процесу відповідного винаходу способу. На Фіг.1 показаний товстолистовий прокатний стан 1. На рольгангах 2 через товстолистовий прокатний стан 1 проводиться гарячий листовий метал 3, причому тут для наочності показано тільки два листи. Спочатку гарячий листовий метал 3 знов нагрівається в печі 4. Після виходу з печі 4 за допомогою пірометра 5 здійснюється перше вимірювання температури. В пристрої 6 видалення окалини гарячий листовий метал 3 по можливості повністю звільняється від окалини. Потім передбачений пристрій 7 охолоджування, який служить для температурного узгодження гарячого листового металу 3. Другий пірометр 8 вимірює температуру гарячого листового металу 3 перед кліттю 9 прокатного стану, інший пірометр 10 вимірює температуру після кліті 9 прокатного стану. Згідно з числом необхідних проходів гарячий листовий метал 3, багато разів реверсуючи, поперемінно від відповідної сторони проводиться через кліть 9 прокатного стану, як показано стрілкою 11. Додатково до верхніх і нижніх робочих валків 12 кліть 9 прокатного стану на своїй передній стороні і своїй задній стороні містить допоміжний пристрій 13 видалення окалини, який служить для додаткового видалення окалини. Якщо гарячий листовий метал 3 досягає бажаної товщини після декількох проходів в кліті 9 прокатного стану, він подається до пристрою 14 охолоджування, в якому він відповідно охолоджується. Всі показані компоненти явно здійснюють зв'язок з центральним пристроєм 15 управління, який виконаний з можливістю виконання відповідного винаходу способу управління. До пристрою 15 управління підключений, 6 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 крім того, пристрій 16 індикації і пристрій 17 введення. За допомогою комунікаційних з'єднань 18 здійснюється управління окремими компонентами на основі визначених в рамках попереднього обрахування або встановлених на стороні користувача параметрів обробки листового металу, які представляють робочі параметри окремих компонентів. Також по комунікаційних з'єднаннях 18 передаються виміряні значення або відповіді на команди управління. Представлений тут товстолистовий прокатний стан 1 слід розглядати тільки як приклад. Так, перш за все, є можливим те, що передбачаються додаткові пристрої 7 охолоджування або пристрої 6 видалення окалини. Можливим був би також додатковий пристрій охолоджування або додаткові печі у безпосередній близькості від кліті 9 прокатного стану, так що і тут можуть здійснюватися температурні впливи. У подальшому прикладі виконання відповідного винаходу способу стан описується локальними профілями температури в різних точках листа гарячого листового металу 3, і як параметр стану розглядається температура. Проте також можливо вибрати інший опис стану, який, наприклад, може визначатися функцією стану, що параметризується. Крім того, описуваний спосіб можна перенести на інші параметри стану, наприклад, залишкову міцність або розподіл фаз. Як вже згадувалося, пристрій 15 управління виконаний з можливістю здійснення відповідного винаходу способу. Для цього в ньому спочатку зберігається модель 19 гарячого листового металу і товстолистового прокатного стану. За допомогою цієї моделі можливі початкові попередні обрахування у початковій точці, тут при проходженні пірометра 5. За допомогою моделі 19, за допомогою попереднього обрахування, при необхідності за допомогою нового попереднього обрахування (повторного обрахування) визначаються параметри обробки листового металу, а також заздалегідь обчислені профілі 20 температури в певних позиціях, наприклад, точках дії окремих компонентів. До того ж поточний профіль 21 температури визначений, починаючи з початкової точки за допомогою вимірювання температури пірометром 5 в різних точках листа гарячого листового металу 3, постійно актуалізується на основі робочих параметрів, що передаються по комунікаційних з'єднаннях 18 циклічно з інтервалами в 1 секунду, причому в його основі також лежить відстежування маршруту за допомогою пристрою 22 відстежування маршруту. Відстежування маршруту гарячого листового металу достатньо добре відоме з рівня техніки і тому тут детально не розглядається. Поточні робочі параметри, які здійснюють вплив на поточні профілі 21 температури гарячого листового металу 3 або відтворюють їх, повинні зберігатися тільки до наступної актуалізації, тобто до наступного циклу. Вплив попередніх робочих параметрів на поточні профілі 21 температури вже обов'язковим чином міститься в поточних профілях 21 температури; це означає, що ніяка необхідна інформація не втрачається. Часовий хід профілів 21 температури або певні відхилення і корекції можуть до того ж для подальшої оцінки відносно процесу прокатування подальшого гарячого листового металу зберігатися у запам'ятовуючому пристрої 23 у пристрої 15 управління. Фіг.2 показує положення точок листа на гарячому листовому металі 3. Точки 24 листа розташовані на одній лінії у поздовжньому напрямі і у напрямі по ширині гарячого листового металу 3, так що кінець кінцем виходить матриця. Для кожної з цих точок 24 листа розглядається профіль 25 температури, який відтворює температурну характеристику у напрямі товщини гарячого листового металу 3. Шляхом інтерполяції за допомогою моделі можна також визначити повний розподіл температури в гарячому листовому металі 3, таким чином, і між точками 24 листа. Це дає термічний стан гарячого листового металу. Також пірометри 5, 8 і 10, які можуть вимірювати зверху і знизу гарячого листового металу 3, дають кінець кінцем тільки температури поверхні, причому температурний хід профілю 25 температури може бути визначений на основі фізичних допущень моделі. При цьому слід мати на увазі, що точки 24 листа визначаються відносним положенням на гарячому листовому металі 3; це означає, що якщо гарячий листовий метал 3 піддається прокатуванню по довжині, то відстань між точками 24 листа змінюється, але вони зберігають свою відносну позицію. Разом з автоматичним виконанням відповідного винаходу способу в пристрої 15 управління, до того ж, поточні профілі 21 температури і/або виведені з них параметри за допомогою пристрою 16 індикації відображаються для обслуговуючого персоналу, який за допомогою пристрою 17 введення може також зробити ручне настроювання. Так, наприклад, разом із середньою температурою в точці 24 листа також може видаватися температура на верхній стороні, нижній стороні і в середині гарячого листового металу 3 в даній точці 24 листа, після чого обслуговуючим персоналом може здійснюватися різне управління робочими валками 12 кліті 10 прокатного стану. 7 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 Фіг.3А і 3В показують блок-схему процесу відповідного способу згідно з винаходом. В основному, відповідний винаходу спосіб характеризується двома виконуваними паралельно і без взаємних перешкод процесами. Процес, показаний на Фіг.3А, відноситься до циклічної актуалізації станів, в даному прикладі, таким чином, до монітора температури. Процес, показаний на Фіг.3В, ініціює при виникненні заздалегідь визначених подій початкове або нове попереднє обрахування. При цьому на правій стороні в блоках 26 приведені, відповідно, релевантні вхідні параметри. Перш за все на етапі S1 в початковій точці у товстолистовому прокатному стані 1 за допомогою першого вимірювання температури першим пірометром 5 для кожної точки 24 листа визначається початковий локальний профіль температури. Таким чином, визначається початковий стан. Це відбувається тут на основі виміряних значень з урахуванням деяких фізичних допущень моделі для визначення характеристики. Визначені профілі 21 температури і, тим самим, стан тепер циклічно актуалізуються. Актуалізація профілю 25 температури здійснюється на етапі S2. При цьому знов використовується модель 19, причому враховуються робочі параметри, які здійснюють вплив або відображають температуру. До того ж також вводиться, зрозуміло, відстежування маршруту точок 24 листа. В цій формі виконання враховуються в принципі всі робочі параметри, які будьяким чином можуть здійснювати вплив на температуру або розподіл температури гарячого листового металу 3. Тому можливо постійне поточне відстежування профілю 21 температури. Як робочі параметри можуть уводитися фактичні параметри обробки листового металу, але також додатково виміряні значення, як, наприклад, випущена кількість води, зусилля прокатування або обертальні моменти кліті 9 прокатного стану і т.п. За допомогою пірометрів 8 і 10 одержують також виміряні значення, які описують температуру гарячого листового металу 3. Вони також вводяться як адаптація в актуалізацію профілів 21 температури. При цьому може мати місце те, що для того, щоб листовий метал в значенні тимчасової оптимізації не дуже видаляти від робочих валків 12, не для всіх точок 24 листа є виміряні значення температури пірометрів 8 і 10. Якщо має місце відхилення, то решта точок 24 листа, в припущенні середнього відхилення, яке виходить із виміряних значень, також коректуються і, таким чином, узгоджуються з профілем 21 температури. На етапі S3 потім на основі даних пристрою 22 відстежування маршруту перевіряється, чи досяг процес обробки свого кінця. Часто також перевіряється, чи завершено відстежування маршруту; це означає, що спосіб завершується тільки якщо маршрут гарячого листового металу більше не відстежується, так що і обробка листа після процесу прокатування ще береться до уваги. Якщо досягнутий кінець процесу обробки, то також завершується і відповідний винаходу спосіб, етап S4. Якщо кінець процесу обробки ще не досягнутий, то знов проводиться етап S2, актуалізація профілів 21 температури. Вона здійснюється згідно з цим в кожному випадку циклічно, в даному випадку з інтервалом 1 секунда. У виконуваному паралельно цьому процесі, який представлений на Фіг.3В, поки виконується процес по Фіг.3А, на етапі S5 перевіряється, чи досягнута одна з декількох заздалегідь визначених позицій, тобто, чи настала відповідна подія. Якщо ніяка подія не настала, то етап S5 знов повторюється; це означає, доки відповідний винаходу спосіб і, тим самим, циклічна актуалізація профілів 21 температури виконується, здійснюється перевірка на настання подій. Перша подія, що настає, є початковою подією. Вона визначає, коли на етапі S6 проводиться перше, тобто початкове попереднє обрахування. Початкова подія може також вже бути початковою точкою, проте в загальному випадку вона буде тільки через декілька актуалізацій, наприклад, при замиканні пічної заслінки. При початковому попередньому обрахуванні на етапі S6 застосовується модель 19 гарячого листового металу 3 і товстолистового прокатного стану 1, причому визначаються теоретичні профілі 20 температури, таким чином, параметри стану в певнихпозиціях гарячого листового металу 3 в процесі обробки для визначення параметрів обробки листового металу. При цьому позиції можуть вибиратися як точки дії компонентів товстолистового прокатного стану 1, або поблизу від них. При цьому визначена позиція, зважаючи на реверсивні проходи в кліті 9 прокатного стану, також може досягатися багато разів, зважаючи на те, що позиції із заздалегідь обрахованими профілями 20 температури у принципі включають також тимчасову характеристику відповідного компоненту. Параметри обробки листового металу є при цьому параметрами управління або робочими параметрами окремих компонентів товстолистового прокатного стану 1, таким чином, описують, як, наприклад, повинен проводитися наступний прохід, які кількості води при якій величині тиску повинні розбризкуватися на гарячий листовий метал 3. 8 UA 98120 C2 5 10 15 20 25 30 35 40 Після початкового попереднього обрахування знову перевіряється, чи не наступили інші події, етап S5. Таким чином, якщо настає відповідна подія, то на етапі S6 здійснюється нове повторне обрахування, причому визначаються актуалізовані параметри обробки листового металу. За допомогою актуалізації параметрів обробки листового металу забезпечується те, що з майбутніми параметрами обробки листового металу можуть бути досягнуті бажані цільові параметри. Нове попереднє обрахування здійснюється знову на основі моделі 19, причому як початкова точка застосовується поточний профіль 21 температури в точках 24 листа. Результати цього нового попереднього обрахування замінюють результати первинного або передуючого нового попереднього обрахування. Подія, яка приводить до нового попереднього обрахування, не повинна обов'язково бути досягненням заздалегідь визначених позицій, зокрема, точок дії певних компонентів товстолистового прокатного стану 1. Також можливо, що користувач вводить призначену для користувача вказівку, наприклад, за допомогою елемента управління, так що ініціюється нове попереднє обрахування. В певних обставинах також може бути доцільним, що нове попереднє обрахування здійснюється тільки після порівняння раніше обчислених профілів 20 температури з поточними профілями 21 температури. Якщо не виникає ніякого відхилення, то можна продовжувати з етапу S6, проте якщо встановлено відхилення, яке перевищує заздалегідь визначене значення, то здійснюється попереднє обрахування на етапі S6. При цьому слід брати до уваги, що порівняння завжди здійснюється із заздалегідь обчисленим профілем 21 температури, визначеним на основі самого останнього нового попереднього обрахування у визначених позиціях. Під час попереднього обрахування циклічна актуалізація профілю температури продовжується на етапі S2. Під час описаного тут здійснення способу обслуговуючому персоналу на пристрої 16 індикації відображаються самі поточні профілі 21 температури або виведена з них інформація або параметри, так що обслуговуючий персонал може сам втрутитися у процес прокатування і, при необхідності може змінити параметри обробки листового металу. Ці змінені обслуговуючим персоналом параметри обробки листового металу, зрозуміло, також враховуються в рамках відповідного винаходу способу, оскільки вони мають пріоритет по відношенню до обчислених параметрів обробки листового металу. За допомогою виконаної на етапі S2 актуалізації профілів 21 температури всі релевантні для подальшого ходу процесу прокатування інформації, виведені з робочих параметрів, зводяться разом, так що робочі параметри, які введені в актуалізацію профілю 21 температури, не вимагається більше зберігати. Тому подальше обрахування на етапі S2 відповідно до цього можна виконувати дуже швидко, оскільки повинні враховуватися тільки впливи з моменту останньої актуалізації. Також нове попереднє обрахування на етапі S6, яке застосовується як початковий етап поточних профілів температури, вимагає меншого часу обрахувань. За рахунок цього економиться обчислювальна потужність і підвищується пропускна спроможність, оскільки виключається непотрібний час очікування. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб відстежування фізичного стану гарячого листового металу або гарячої смуги в рамках управління прокатним станом для реверсивної обробки гарячого листового металу або гарячої смуги, який містить щонайменше одну кліть прокатного стана для реверсивного прокатування гарячого листового металу або гарячої смуги, який включає такі етапи: - в початковий момент визначення початкового стану гарячого листового металу або гарячої смуги в моделі, з можливістю виведення зі згаданого стану щонайменше одного фізичного параметра стану; - циклічна актуалізація стану під час обробки гарячого листового металу або гарячої смуги із застосуванням моделі гарячого листового металу або гарячої смуги і товстолистового прокатного стана, з урахуванням робочих параметрів, що здійснюють вплив і/або відтворюють відстежування маршруту гарячого листового металу або гарячої смуги і стан. 2. Спосіб за п. 1, який відрізняється тим, що стан описують за допомогою параметризованої функції стану. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що як параметри стану виводять згідно з місцеположенням температуру і/або залишкове зміцнення, і/або складові фаз, і/або величини зерен, і/або ентальпію. 9 UA 98120 C2 5 10 15 20 25 30 35 40 45 50 55 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що стан описують за допомогою щонайменше одного параметра або параметрів стану в різних точках гарячого листового металу або гарячої смуги. 5. Спосіб за п. 4, який відрізняється тим, що точки листа включають множину точок, розташованих вздовж довжини, і/або множину точок, розташованих вздовж ширини листа або смуги. 6. Спосіб за п. 4 або п. 5, який відрізняється тим, що стан описують за допомогою локальних профілів температури в різних точках листа. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що початковий стан визначають за допомогою вимірювального пристрою і/або на основі моделі. 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що при настанні щонайменше однієї попередньо заданої події періодично визначають попередньо обраховані стани і, виходячи з цього, майбутні параметри обробки листового металу в рамках попереднього обрахування на основі визначеного перед цим стану, зокрема поточного стану. 9. Спосіб за п. 8, який відрізняється тим, що як попередньо задану подію використовують досягнення гарячим листовим металом певної позиції, зокрема по сусідству з точками дії на гарячий листовий метал кліті прокатного стана, і/або пристрою охолоджування, і/або пристрою видалення окалини, і/або команду користувача. 10. Спосіб за п. 8 або п. 9, який відрізняється тим, що як попередньо задану подію використовують незадовільний результат опосередкованого або безпосереднього порівняння поточного стану із попередньо обрахованим станом. 11. Спосіб за п. 10, який відрізняється тим, що порівняння здійснюють при досягненні гарячим листовим металом або гарячою смугою певних позицій, зокрема по сусідству з точками дії на гарячий листовий метал або гарячу смугу кліті прокатного стана, і/або пристрою охолоджування, і/або пристрою видалення окалини. 12. Спосіб за будь-яким із пп. 8-11, який відрізняється тим, що як параметри обробки листового металу застосовують параметри пристрою охолоджування і/або пристрою видалення окалини, і/або кліті прокатного стана, і/або пристрою нагріву, і/або швидкість листового металу. 13. Спосіб за будь-яким із пп. 8-12, який відрізняється тим, що актуалізація параметрів обробки листового металу включає встановлення часу зупинки і/або додаткового процесу охолоджування або нагріву, і/або зміну швидкості листового металу. 14. Спосіб за будь-яким із пп. 8-13, який відрізняється тим, що актуалізація параметрів обробки листового металу включає асиметричне управління верхніми і нижніми робочими валками кліті прокатного стана. 15. Спосіб за будь-яким із пп. 1-14, який відрізняється тим, що в щонайменше одному відмінному від початкової точки місці здійснюють вимірювання, результат якого використовують як робочий параметр для корекції і, тим самим, актуалізації стану. 16. Спосіб за п. 15, який відрізняється тим, що у разі розміщеного по сусідству з кліттю прокатного стана вимірювального пристрою здійснюють вимірювання тільки для частини гарячого листового металу або гарячої смуги, причому з корекцій виміряної частини ухвалюють рішення про корекції для невиміряної частини. 17. Спосіб за будь-яким із пп. 1-16, який відрізняється тим, що вимірюють зусилля прокатування або обертальні моменти кліті прокатного стана, залежні від параметрів стану, і застосовують як робочі параметри. 18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що робочі параметри включають параметри пристрою охолоджування і/або кліті прокатного стана, і/або пристрою нагрівання, і/або швидкість листового металу. 19. Спосіб за будь-яким із пп. 1-18, який відрізняється тим, що поточні стани і/або виведені з них величини, зокрема щонайменше один параметр стану, відображають для обслуговуючого персоналу з можливістю узгодження обслуговуючим персоналом параметрів обробки листового металу. 20. Спосіб за будь-яким із пп. 1-19, який відрізняється тим, що часові характеристики станів і/або виведених з них параметрів, зокрема коректуючих параметрів, зберігають у запам'ятовуючому пристрої для подальшої оцінки з точки зору обробки наступних гарячих листів або гарячих смуг. 21. Товстолистовий прокатний стан, керований згідно зі способом за будь-яким із пп. 1-20. 10 UA 98120 C2 Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of monitoring physical state of hot-rolled sheet or hot-rolled strip while controlling plate rolling train for working of hot-rolled sheet or hot-rolled ship
Автори англійськоюKurz, Matthias, Schmidt, Birger, Weinzierl, Klaus
Назва патенту російськоюСпособ отслеживания физического состояния горячего листового металла или горячей полосы в рамках управления толстолистовым прокатным станом для горячего листового металла или горячей полосы
Автори російськоюКурц Маттиас, Шмидт Биргер, Вайнцирль Клаус
МПК / Мітки
МПК: B21B 37/00, G05B 13/04
Мітки: фізичним, металу, керування, станом, листового, рамках, обробки, прокатним, гарячої, спосіб, товстолистовим, гарячого, стеження, смуги
Код посилання
<a href="https://ua.patents.su/13-98120-sposib-stezhennya-za-fizichnim-stanom-garyachogo-listovogo-metalu-chi-garyacho-smugi-u-ramkakh-keruvannya-tovstolistovim-prokatnim-stanom-dlya-obrobki-garyachogo-listovogo-metalu-c.html" target="_blank" rel="follow" title="База патентів України">Спосіб стеження за фізичним станом гарячого листового металу чи гарячої смуги у рамках керування товстолистовим прокатним станом для обробки гарячого листового металу чи гарячої смуги</a>
Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки
Номер патенту: 95129
Опубліковано: 11.07.2011
Автори: Шморс Штефан, Вайнцірль Клаус
МПК: B21B 37/76, C21D 11/00
Мітки: металообробки, принаймні, ручного, спосіб, управління, підтримки, станом, прокатним, частково
Формула / Реферат:
1. Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки, в якому обробляється метал у формі смуги або сляба, або метал чорнового профілю, причому безперервно, по відношенню до щонайменше одного визначеного місця прокатного стана металообробки, визначається частка щонайменше однієї фази металу з урахуванням робочих параметрів прокатного стана металообробки, які впливають на фазовий стан, і/або параметрів...
Спосіб обробки поверхні листового металу
Номер патенту: 42962
Опубліковано: 27.07.2009
Автори: Редько Леонід Олегович, Білий Вячеслав Євгенійович, Білий Євгеній Тимофійович
МПК: B21B 1/00
Мітки: спосіб, поверхні, обробки, листового, металу
Формула / Реферат:
Спосіб обробки поверхні листового металу, що включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних, у плані, западин, розташованих діагоналлю в напрямку прокатки, який відрізняється тим, що формують рельєф у вигляді сукупності однорідних ромбоподібних, у плані, западин з відношенням розмірів діагоналей від 1,4 до 2,5,...
Спосіб обробки поверхні листового металу
Номер патенту: 92821
Опубліковано: 10.12.2010
Автори: Білий Євгеній Тимофійович, Редько Леонід Олегович, Білий Вячеслав Євгенійович
МПК: B21B 27/02, B21B 1/38, B21B 1/22
Мітки: листового, поверхні, металу, обробки, спосіб
Формула / Реферат:
Спосіб обробки поверхні листового металу, який включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних западин, орієнтованих діагоналлю в напрямку прокатки, який відрізняється тим, що рельєф формують у вигляді сукупності однорідних ромбовидних западин з відношенням розмірів діагоналей від 1,4 до 2,5 та орієнтованих у...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Зельбах Пауль, Хоф Хартмут
Мітки: спосіб, прокатки, також, прокатній, стан, металу, алюмінію, зокрема, гарячої
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Большаков Вадим Іванович, Куліченко Іван Іванович, Лаухін Дмитро Вячеславович, Савенков Володимир Яковлевич, Большаков Володимир Іванович, Воробйов Геннадій Михайлович
МПК: B21B 45/00
Мітки: спосіб, гарячого, обробки, прокату, термомеханічної
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Попередній патент: Спосіб кування ексцентриків
Наступний патент: Спосіб превентивної профілактики ішемічного ураження печінки
Випадковий патент: Спосіб поліпшення якості питної води і пристрій для його здійснення