Спосіб виготовлення листа або деталі з надміцної мартенситної сталі та лист або деталь, одержані за таким способом
Формула / Реферат
1. Спосіб виготовлення листа зі сталі з повністю мартенситною структурою, в якій середній розмір рейок мартенситу менший 1 мікрометра, при цьому середній коефіцієнт подовження рейок мартенситу складає від 2 до 5, коефіцієнт подовження рейки мартенситу з максимальним розміром l max і з мінімальним розміром l min визначають як ![]() з межею пружності більше 1300 МПа, з межею міцності, що перевищує (3220(С)+958) МПа, де (С) позначає вміст вуглецю в масових відсотках в сталі, який містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких:
з межею пружності більше 1300 МПа, з межею міцності, що перевищує (3220(С)+958) МПа, де (С) позначає вміст вуглецю в масових відсотках в сталі, який містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких:
- отримують напівфабрикат зі сталі, до складу якої входять, в мас. %:
0,15≤С≤0,40
1,5≤Мn≤3
0,005≤Si≤2
0,005≤А1≤0,1
1,8≤Сr≤4
Мо≤2,
при цьому
2,7 %≤0,5(Мn)+(Сr)+3 (Мо)≤5,7 %,
S≤0,05 %,
Р≤0,1 %,
решту складають залізо і неминучі домішки,
- зазначений напівфабрикат нагрівають до температури Т1, що складає від 1050°до 1250 °C, потім
- проводять чорнову прокатку зазначеного нагрітого напівфабрикату при температурі ![]() , що складає від 1000º до 880 °C, з загальним коефіцієнтом обтискання
, що складає від 1000º до 880 °C, з загальним коефіцієнтом обтискання ![]() більшим 30 %, щоб отримати лист з повністю рекристалізованою аустенітною структурою з середнім розміром зерна, меншим 40 мікрометрів і переважно, меншим 5 мікрометрів, при цьому зазначений
більшим 30 %, щоб отримати лист з повністю рекристалізованою аустенітною структурою з середнім розміром зерна, меншим 40 мікрометрів і переважно, меншим 5 мікрометрів, при цьому зазначений
загальний коефіцієнт обтискання ![]() визначають як
визначають як ![]() , де
, де ![]() позначає товщину напівфабрикату перед зазначеною гарячою чорновою прокаткою, a
позначає товщину напівфабрикату перед зазначеною гарячою чорновою прокаткою, a ![]() - товщину листа після зазначеної чорнової прокатки, потім,
- товщину листа після зазначеної чорнової прокатки, потім,
- зазначений лист не повністю охолоджують до температури ![]() , що складає від 600° до 400 °C в метастабільній аустенітній області, зі швидкістю
, що складає від 600° до 400 °C в метастабільній аустенітній області, зі швидкістю ![]() , що перевищує 2 °C/с, потім
, що перевищує 2 °C/с, потім
- проводять гарячу чистову прокатку зазначеного не повністю охолодженого листа при зазначеній температурі ![]() з загальним коефіцієнтом обтискання
з загальним коефіцієнтом обтискання ![]() , більшим 30 %, щоб отримати лист, при цьому зазначений загальний коефіцієнт обтискання
, більшим 30 %, щоб отримати лист, при цьому зазначений загальний коефіцієнт обтискання ![]() визначають як
визначають як ![]() , де
, де ![]() позначає товщину листа перед зазначеною гарячою чистовою прокаткою і
позначає товщину листа перед зазначеною гарячою чистовою прокаткою і ![]() - товщину листа після зазначеної чистової прокатки, потім
- товщину листа після зазначеної чистової прокатки, потім
- зазначений лист охолоджують зі швидкістю ![]() , що перевищує критичну швидкість гартування на мартенсит.
, що перевищує критичну швидкість гартування на мартенсит.
2. Спосіб за п. 1, який відрізняється тим, що сталь додатково містить, мас. %:
Nb≤0, 050
0,01 ≤Ti≤0,1
0,0005 ≤B≤0,005
0,0005 ≤Ca≤0,005.
3. Спосіб виготовлення деталі зі сталі з повністю мартенситною структурою, в якій середній розмір рейок мартенситу менший 1 мікрометра, при цьому середній коефіцієнт подовження рейок мартенситу складає від 2 до 5, при цьому коефіцієнт подовження рейки мартенситу з
максимальним розміром lmax і з мінімальним розміром lmin визначають як ![]() , який містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких:
, який містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких:
- отримують листову заготовку зі сталі, до складу якої входять, в мас. %:
0,15≤С≤0,40
1,5≤Мn≤3
0,005≤Si≤2
0,005≤А1≤0,1
1,8≤Сr≤4
Мо≤2,
при цьому
2,7 %≤0, 5 (Мn)+(Сr)+3 (Мо)≤5,7 %
S≤0,05 %
Р≤0,1 %,
решту складають залізо та неминучі домішки,
- зазначену листову заготовку нагрівають до температури ![]() , що складає від АС3 до АС3+250 °C, так, щоб середній розмір аустенітного зерна був меншим 40 мікрометрів і переважно, меншим 5 мікрометрів, потім
, що складає від АС3 до АС3+250 °C, так, щоб середній розмір аустенітного зерна був меншим 40 мікрометрів і переважно, меншим 5 мікрометрів, потім
- зазначену листову заготовку поміщають в прес для гарячого штампування або в пристрій гарячої деформації, потім
- зазначену листову заготовку охолоджують до температури ![]() , що складає від 600º до 400 °C, зі швидкістю
, що складає від 600º до 400 °C, зі швидкістю ![]() , що перевищує 2 °C/с, щоб уникнути перетворення аустеніту,
, що перевищує 2 °C/с, щоб уникнути перетворення аустеніту,
- при цьому порядок цих двох останніх етапів можна поміняти на зворотний, потім
- проводять гаряче штампування або гарячу деформацію при зазначеній температурі ![]() охолодженої листової заготовки на величину
охолодженої листової заготовки на величину ![]() , що перевищує 30 % принаймні в одній зоні, для отримання деталі, при цьому
, що перевищує 30 % принаймні в одній зоні, для отримання деталі, при цьому ![]() визначають як
визначають як
![]() , де
, де ![]() і
і ![]() позначають загальні головні
позначають загальні головні
деформації на всіх етапах деформації при температурі ![]() , потім
, потім
- зазначену деталь охолоджують зі швидкістю ![]() , що перевищує критичну швидкість гартування на мартенсит.
, що перевищує критичну швидкість гартування на мартенсит.
4. Спосіб за п. 3, який відрізняється тим, що сталь додатково містить, мас. %:
Nb≤0, 050
0,01 ≤Ti≤0,1
0,0005 ≤B≤0,005
0,0005 ≤Ca≤0,005.
5. Спосіб за п. 3 або 4, який відрізняється тим, що зазначену листову заготовку піддають гарячому штампуванню для отримання деталі, потім зазначену деталь витримують усередині штампувального інструмента для її охолоджування зі швидкістю ![]() , що перевищує критичну швидкість гартування на мартенсит.
, що перевищує критичну швидкість гартування на мартенсит.
6. Спосіб виготовлення сталевої деталі за будь-яким з пп. 3-5, який відрізняється тим, що на зазначену листову заготовку заздалегідь наносять покриття з алюмінію або зі сплаву на основі алюмінію.
7. Спосіб виготовлення сталевої деталі за будь-яким з пп. 3-5, який відрізняється тим, що на зазначену листову заготовку заздалегідь наносять покриття з цинку або зі сплаву на основі цинку.
8. Спосіб виготовлення листа зі сталі за будь-яким з пп. 1 або 2, або деталі зі сталі за будь-яким з пп. 3-7, який відрізняється тим, що зазначений лист або зазначену деталь піддають подальшому відпуску при температурі ![]() від 150º до 600 °C, протягом від 5 до 30 хвилин.
від 150º до 600 °C, протягом від 5 до 30 хвилин.
9. Лист зі сталі з межею пружності, більшою 1300 МПа, з межею міцності, більшою (3220 (С) +958) МПа, де (С) позначає вміст вуглецю в масових відсотках зазначеної сталі, отриманий способом за п. 1 або п. 2, який має повністю мартенситну структуру з середнім розміром рейок мартенситу, меншим 1 мікрометра, при цьому середній коефіцієнт подовження рейок мартенситу складає від 2 до 5.
10. Деталь зі сталі, отримана способом за будь-яким з пп. 3-7, яка містить принаймні одну зону повністю мартенситної структури з середнім розміром рейок мартенситу, меншим 1 мікрометра, при цьому середній коефіцієнт подовження зазначених рейок мартенситу складає від 2 до 5, межа пружності у зазначеній принаймні одній зоні перевищує 1300 МПа, і межа міцності перевищує (3220 (С)+958) МПа, де (С) позначає вміст вуглецю в масових відсотках у зазначеній сталі.
11. Лист зі сталі або деталь зі сталі, отримані способом за п. 6, при цьому сталь має повністю мартенситну структуру, яка принаймні в одній зоні має середній розмір рейок мартенситу, менший 1,2 мікрометра, при цьому середній коефіцієнт подовження зазначених рейок мартенситу складає від 2 до 5.
Текст
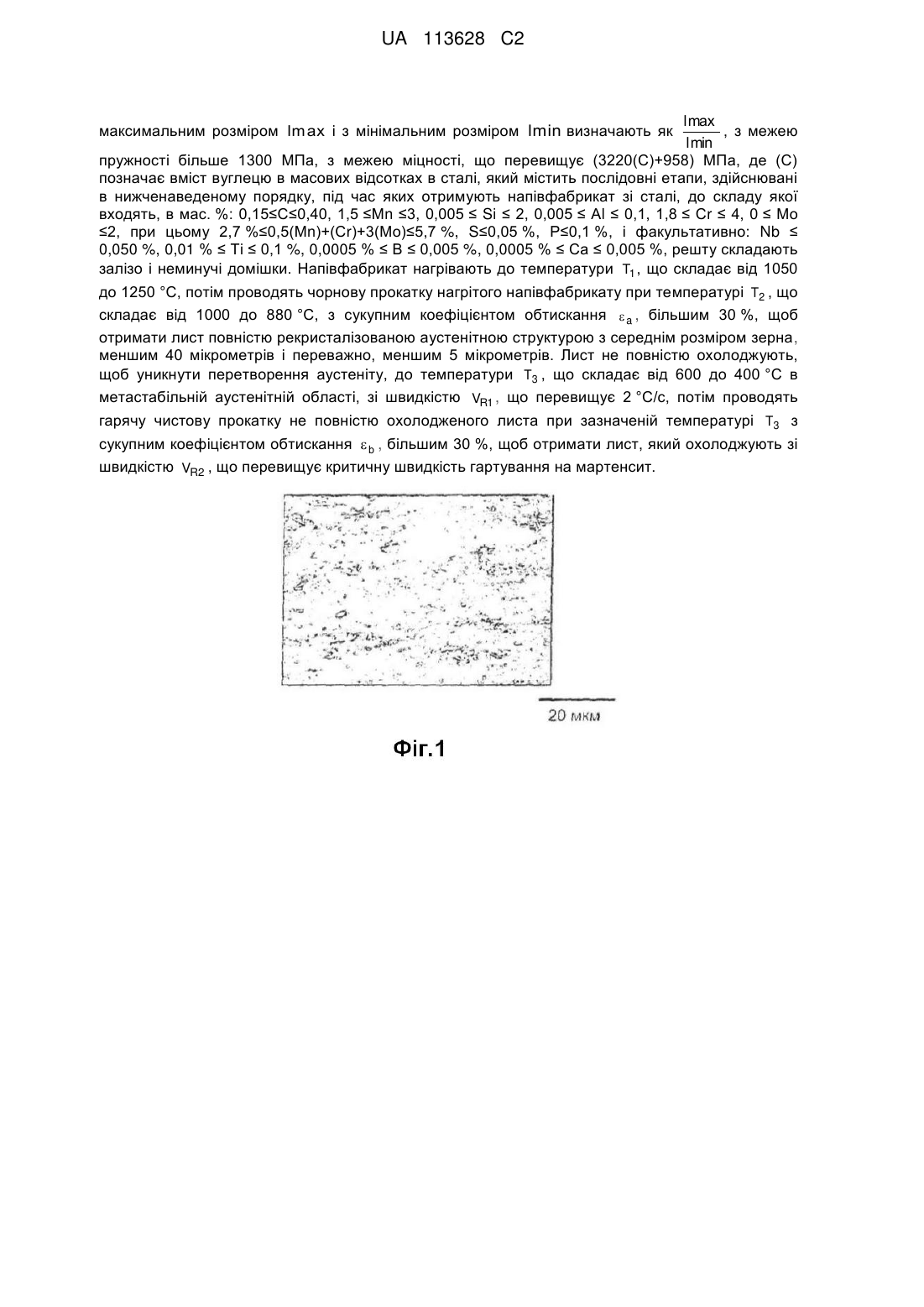
Реферат: Об'єктом винаходу є спосіб виготовлення листа зі сталі з повністю мартенситною структурою, в якій середній розмір рейок мартенситу, менший 1 мікрометра, середній коефіцієнт подовження рейок мартенситу складає від 2 до 5, при цьому коефіцієнт подовження рейки мартенситу з UA 113628 C2 (12) UA 113628 C2 l max , з межею l min пружності більше 1300 МПа, з межею міцності, що перевищує (3220(С)+958) МПа, де (С) позначає вміст вуглецю в масових відсотках в сталі, який містить послідовні етапи, здійснювані в нижченаведеному порядку, під час яких отримують напівфабрикат зі сталі, до складу якої входять, в мас. %: 0,15≤С≤0,40, 1,5 ≤Мn ≤3, 0,005 ≤ Si ≤ 2, 0,005 ≤ Аl ≤ 0,1, 1,8 ≤ Сr ≤ 4, 0 ≤ Мо ≤2, при цьому 2,7 %≤0,5(Мn)+(Сr)+3(Мо)≤5,7 %, S≤0,05 %, Р≤0,1 %, і факультативно: Nb ≤ 0,050 %, 0,01 % ≤ Ті ≤ 0,1 %, 0,0005 % ≤ В ≤ 0,005 %, 0,0005 % ≤ Са ≤ 0,005 %, решту складають залізо і неминучі домішки. Напівфабрикат нагрівають до температури T1 , що складає від 1050 максимальним розміром l max і з мінімальним розміром l min визначають як до 1250 °C, потім проводять чорнову прокатку нагрітого напівфабрикату при температурі T2 , що складає від 1000 до 880 °C, з сукупним коефіцієнтом обтискання a , більшим 30 %, щоб отримати лист повністю рекристалізованою аустенітною структурою з середнім розміром зерна, меншим 40 мікрометрів і переважно, меншим 5 мікрометрів. Лист не повністю охолоджують, щоб уникнути перетворення аустеніту, до температури T3 , що складає від 600 до 400 °C в метастабільній аустенітній області, зі швидкістю VR1 , що перевищує 2 °C/с, потім проводять гарячу чистову прокатку не повністю охолодженого листа при зазначеній температурі T3 з сукупним коефіцієнтом обтискання b , більшим 30 %, щоб отримати лист, який охолоджують зі швидкістю VR2 , що перевищує критичну швидкість гартування на мартенсит. UA 113628 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а саме до способу виготовлення листів або деталей із сталі з мартенситною структурою, що мають вищу механічну міцність, ніж можна було б отримати шляхом аустенізації, з подальшою простий обробкою швидким охолоджуванням з гартуванням на мартенсит, і властивості механічної міцності і подовження, що дозволяють застосовувати їх для виготовлення деталей, що поглинають енергію, використовуваних в автотранспортних засобах. В деяких випадках застосування ставиться завдання виконання деталей із сталі, що має надвисоку механічну міцність у поєднанні з високою ударною міцністю і хорошою корозійною стійкістю. Цей тип комбінації представляє особливий інтерес в автомобільній промисловості, де переслідують мету значного полегшення транспортних засобів. Цього можна досягти, зокрема, завдяки використанню деталей із сталей з дуже високими механічними характеристиками, що мають мартенситну або бейнітно-мартенситну мікроструктуру. Деталі для запобігання злому, конструктивні деталі або деталі, що беруть участь в забезпеченні безпеки автотранспортних засобів, наприклад, такі як поперечні балки бамперів, посилення дверей або середньої підніжки, важелі коліс, повинні мати такі характеристики. Переважно їх товщина менше 3 міліметрів. Так, в патенті ЕР0971044 розкрито виготовлення сталевого листа, покритого алюмінієм або алюмінієвим сплавом, до складу сталі якого входять, в мас.%: 0,15-0,5% C, 0,5-3% Mn, 0,1-0,5% Si, 0,011% Cr, Ti
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of very-high-strength martensitic steel and sheet or part thus obtained
Автори англійськоюZhu, Kangying, Bouaziz, Olivier
Автори російськоюЖу Канйин, Буазиз Оливье
МПК / Мітки
МПК: C22C 38/04, C21D 8/02, C21D 7/13, C22C 38/18, C22C 38/22, C21D 9/46, C21D 1/19
Мітки: мартенситної, листа, надміцної, виготовлення, одержані, лист, способом, таким, сталі, деталь, спосіб, деталі
Код посилання
<a href="https://ua.patents.su/14-113628-sposib-vigotovlennya-lista-abo-detali-z-nadmicno-martensitno-stali-ta-list-abo-detal-oderzhani-za-takim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листа або деталі з надміцної мартенситної сталі та лист або деталь, одержані за таким способом</a>
Спосіб виробництва мартенситної сталі, що має високу міцність, та лист або деталь, одержані за таким способом
Номер патенту: 111200
Опубліковано: 11.04.2016
Автори: Жу Канйін, Буазіз Олів'є
МПК: C21D 9/46, C21D 8/02, C22C 38/38, C22C 38/02, C22C 38/04, C21D 6/00, B62D 29/00
Мітки: сталі, способом, одержані, міцність, мартенситної, спосіб, має, лист, виробництва, високу, таким, деталь
Формула / Реферат:
1. Спосіб виготовлення листа з мартенситної сталі з межею пружності, більшою 1300 МПа, що містить послідовні стадії, здійснювані в нижченаведеному порядку, на яких:- створюють напівфабрикат зі сталі, що має наступний склад, мас. %:0,15 £ С £ 0,40, 1,5 £ Мn £ 3, 0,005 £ Si £ 2, 0,005 £ Al £ 0,1, S £...
Сталевий лист з покриттям для катодного протекторного захисту, спосіб виготовлення деталі з використанням такого листа і одержана цим способом деталь
Номер патенту: 112688
Опубліковано: 10.10.2016
Автори: Корлю Беріль, АЛЛЕЛІ Крістіан, Шассань Жюлі
МПК: C21D 8/02, C23C 2/04, C23C 2/28, C23C 2/12, C21D 1/673
Мітки: сталевий, деталь, такого, лист, одержана, способом, цим, захисту, спосіб, катодного, виготовлення, покриттям, протекторного, листа, деталі, використанням
Формула / Реферат:
1. Сталевий лист з покриттям для катодного протекторного захисту, що містить від 5 до 50 мас. % цинку, від 0,1 до 15 мас. % кремнію та захисний елемент, вибираний з олова в кількості від 0,1 до 5 мас. %, індію в кількості від 0,01 до 0,5 мас. % та їх комбінацій, залізо в кількості від 2 до 5 мас. % та решта - алюміній і неминучі домішки. 2. Сталевий лист з покриттям для катодного протекторного захисту за п. 1, який...
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/04, C22C 38/00, C21D 9/46
Мітки: виготовлення, листа, застосування, деталі, лист, з'єднання, спосіб, сталевий, гарячекатаний, зварене, деталь, сталевого
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Спосіб виробництва холоднокатаного та відпаленого листа з двофазної сталі, отриманий таким способом лист, спосіб виробництва холоднокатаного, відпаленого та оцинкованого листа з двофазної сталі (варіанти) та з
Номер патенту: 100056
Опубліковано: 12.11.2012
Автори: Ватерсот Том, Мулен Антуан, Вінчі Катрін, Рестрепо Гарсес Глорія, Сардой Веронік, Гун Мохамед
МПК: C23C 2/02, C21D 8/02, C22C 38/04, C22C 38/54, C23C 2/06, C22C 38/48, C22C 38/44
Мітки: лист, способом, сталі, варіанти, таким, отриманий, спосіб, оцинкованого, холоднокатаного, відпаленого, двофазної, листа, виробництва
Формула / Реферат:
1. Холоднокатаний і відпалений лист з двофазної сталі, що має міцність від 980 до 1100 МПа і, який характеризується подовженням при розриві більше 9 %, причому композиція сталі включає, мас. %:0,055≤С≤0,095,2≤Мn≤2,6,0,005≤Si≤0,35,S≤0,005,Р≤0,050,0,1≤Аl≤0,3,0,05≤Мо≤0,25,0,2≤Сr≤0,5за умови, що...
Деталь та спосіб виготовлення деталі або листа із конструкційної сталі, що придатна до зварювання
Номер патенту: 80010
Опубліковано: 10.08.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/54, C22C 38/44
Мітки: деталь, конструкційної, виготовлення, спосіб, сталі, деталі, листа, придатна, зварювання
Формула / Реферат:
1. Деталь із конструкційної сталі, що придатна для зварювання, яка відрізняється тим, що до хімічного складу сталі входять, мас. %:С не менше 0,10 і не більше 0,22 Si не менше 0,50 і не більше 1,50 Аl не більше 0,9Мn не більше 3 Мо + W/2 не більше 1,5 В не менше 0,0005 і не більше 0,010 N не більше 0,025, щонайменше...
Попередній патент: Кристалічна форма циклоспорину a, фармацевтична композиція та спосіб лікування
Наступний патент: Модульна установка для виготовлення курильного виробу
Випадковий патент: Гідроножиці для руйнування залізобетону