Покривна панель зі скошеними краями, які мають змінний поперечний переріз, і пристрій та спосіб її виготовлення
Формула / Реферат
1. Панель (1), застосовна у комплекті панелей (1), прикріплених одна до одної з утворенням покриття, яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями, яке має з'єднуючий засіб (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1), і в якій верхня поверхня (2) має похилу частину (7) біля ребра (4) панелі (1), причому поперечний переріз похилої частини (7), перпендикулярний ребру (4) панелі (1), є змінним вздовж ребра (4), і в якій похила частина (7) має крайню кромку (9), яка в комплекті має бути розміщеною проти крайньої кромки (9) суміжної панелі (1), причому крайня кромка (9) має постійне положення в кожному поперечному перерізі, та в якій похила частина (7) має нахил для утворення V-подібної канавки між панелями (1), причому V-подібна канавка має нижню ділянку (10) і верхню ділянку (11), яка має змінний поперечний переріз, яка відрізняється тим, що лінія, на якій нижня ділянка (10) перетинає верхню ділянку (11), відхиляється від крайньої кромки (9).
2. Панель (1) за п. 1, в якій поперечний переріз похилої частини (7) є нерівномірно, переважно випадково, змінним вздовж довжини ребра (4).
3. Панель (1) за п. 1, в якій нижня ділянка (10) має правильну форму і постійний поперечний переріз вздовж довжини ребра (4), і в якій кут нижньої ділянки (10) відносно до верхньої поверхні (2) є більшим за кут між верхньою поверхнею ділянкою (11) відносно до верхньої поверхні (2).
4. Панель (1) за будь-яким з попередніх пунктів, в якій верхня поверхня (2) панелі (1) має поверхневе оздоблення (13), а похила частина (7) має поверхню (14), оброблену начисто.
5. Панель за будь-яким з попередніх пунктів, в якій протяжність першої лінії (12), вздовж якої верхня поверхня (2) перетинає верхню ділянку (11), відхиляється від крайньої кромки (9).
6. Панель (1) за будь-яким з попередніх пунктів, в якій поперечний переріз верхньої ділянки (11) є змінним паралельно собі вздовж ребра (4).
7. Панель (1) за будь-яким з попередніх пунктів, в якій перша лінія (12) є паралельною крайній кромці (9).
8. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у:
виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3),
механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1), причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), та що її утворюють, спочатку обробляючи нижню ділянку (10) похилої частини (7), а потім - верхню ділянку (11) із змінним поперечним перерізом вздовж довжини ребра (4) так, що протяжність лінії, вздовж якої нижня ділянка (10) перетинає верхню ділянку (11), відхиляється від протяжності крайньої кромки (9).
9. Спосіб за п. 8, в якому ребро (4) механічно обробляють або за допомогою фрези (21), яку переміщують в напрямку до і від ребра (4) під час фрезерування ребра (4), або - обертової фрези (21), що має зубці (22) по своїй периферії, які мають змінну відстань (d) від центра (23) обертання фрези.
10. Спосіб за п. 8, в якому фрезу (21) обертають на лінії, що простягається паралельно крайній кромці (9) між крайньою кромкою (9) і верхньою поверхнею (2).
11. Спосіб за будь-яким з пунктів 8-10, в якому похилу частину (7) вкривають покриттям (14), таким як плівка (14а) або фарба.
12. Спосіб за п. 11, в якому на верхню поверхню (2) панелі (1) наносять поверхневе оздоблення (13) перед тим, як покриття (14) наносять на похилу частину (7), причому на оздоблену верхню поверхню (2) наносять антиадгезив перед покриттям похилої частини (7), а будь-яке покриття (14), яке накладають на антиадгезив, видаляють, наприклад, шляхом зняття щіткою.
13. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у:
виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3),
механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1), причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), який є змінним вздовж ребра (4) панелі (1), та що ребро (4) утворюють за допомогою фрези (21), обертаючи її або переміщуючи відносно ребра, та
у випадку обертання, фрезу обертають навколо прямої крайньої кромки (9) похилої частини (7), яку необхідно сформувати, або фрезу обертають на лінії, що простягається паралельно крайній кромці (9) похилої частини (7), яку необхідно сформувати, між крайньою кромкою (9) і верхньою поверхнею (2), оскільки нахилену нижню ділянку (10) похилої частини (7), яку необхідно сформувати, і цю нижню ділянку (10), що є суміжною з крайньою кромкою (9), формують на попередній операції механічного обробляння, а
у випадку переміщення, фрезу переміщують в напрямку до і від ребра під час фрезерування ребра (4), оскільки нахилену нижню ділянку (10) похилої частини (7), яку необхідно сформувати, і цю нижню ділянку (10), що є суміжною з крайньою кромкою (9), формують, пропускаючи панель (1) повз іншу фрезу, яка є нерухомою стосовно панелі (1), яку переміщують, на попередній операції механічного обробляння.
14. Спосіб за п. 13, в якому щонайменше один п'єзоелектричний елемент застосовують для переміщення фрези.
15. Пристрій для фрезерування ребра панелі (1) для формування похилої частини (7) верхньої поверхні (8) панелі, який має раму, фрезу (35) і напрямну для направлення панелі вздовж фрези, в якому фреза і панель є рухомими одна відносно одної для переміщення фрези вздовж ребра панелі, причому фрезу змонтовано на другому супорті (34), який має механізм (30-34) для переміщення фрези до і від ребра панелі, і механізм має лінійний двигун і магніт, об'єднаний з лінійним двигуном, а другий супорт (34) пружно з'єднано з рамою пристрою.
16. Пристрій за п. 15, в якому магніт (31) закріплено на другому супорті (34), а лінійний двигун (30) встановлено нерухомо, причому фрезу (35) встановлено на валу (36), урухомлюваному рушійним двигуном (37), і приєднано з можливістю обертання до другого супорта (34) через опорні елементи (39), причому пружна зчіпна муфта містить пружні елементи.
17. Пристрій за п. 15, в якому лінійний двигун (30) прикріплено до другого супорта (34), а магніт (31) закріплено на рамі, причому фрезу (35) змонтовано на валу (36), урухомлюваному рушійним двигуном (37), і приєднано з можливістю обертання до другого супорта (34) через опорні елементи (39), причому пружна зчіпна муфта містить пружні елементи.
18. Пристрій за п. 16 або 17, в якому пружні елементи складаються з пласких пружин (32).
19. Пристрій за будь-яким з пунктів 15-18, в якому вал (36) урухомлюється рушійним двигуном (37) через муфту (38), а рушійний двигун (37) встановлено нерухомо для передавання вібрації на валу (36) на рушійний двигун (37).
20. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у:
виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3),
механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1),
причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), який є змінним вздовж ребра (4) панелі (1), та
в якому ребро (4) механічно обробляють за допомогою фрези (21), і фрезерування здійснюють за допомогою обертової фрези (21), що має зубці (22) по своїй периферії, які мають змінну відстань (d) від центра (23) обертання фрези.
Текст
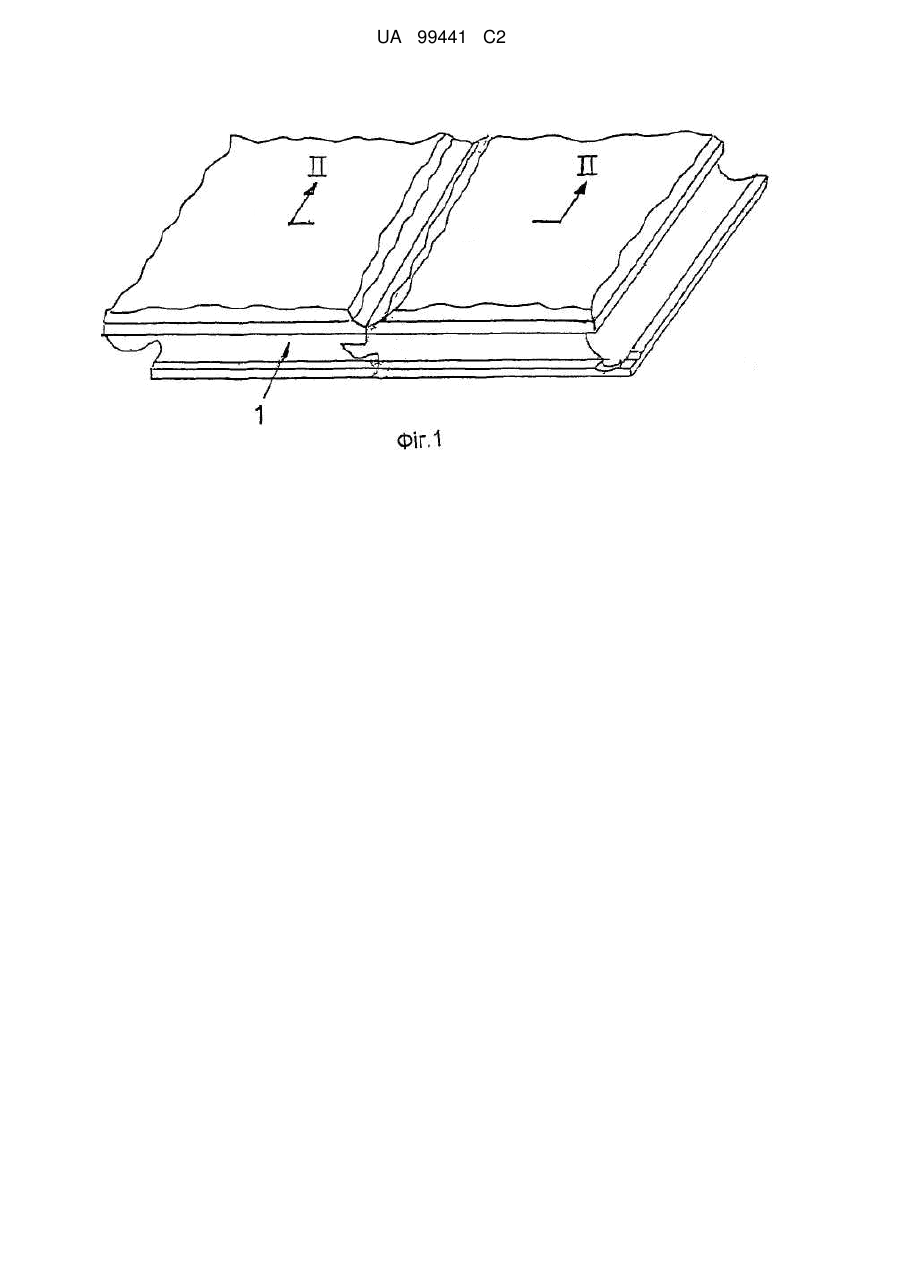
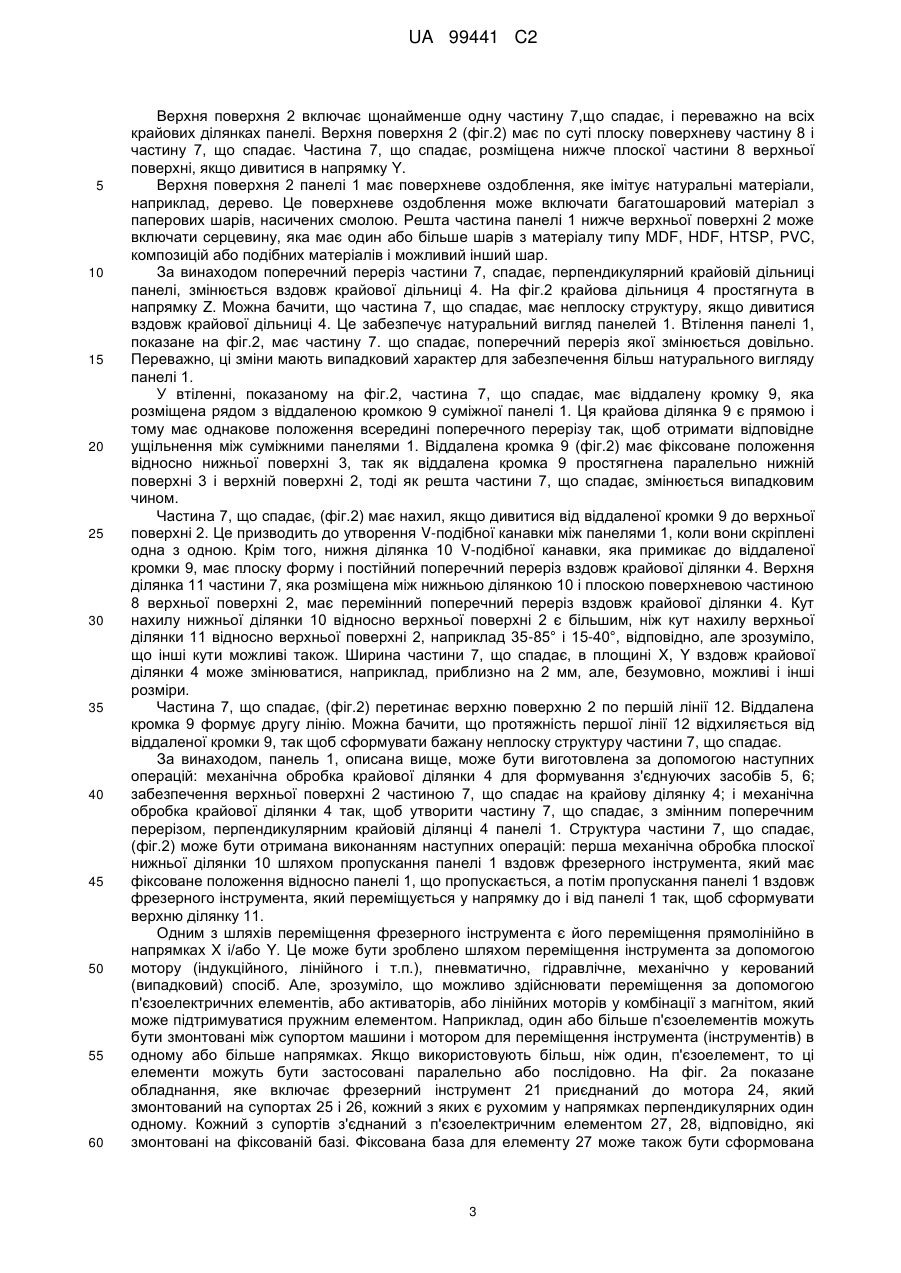
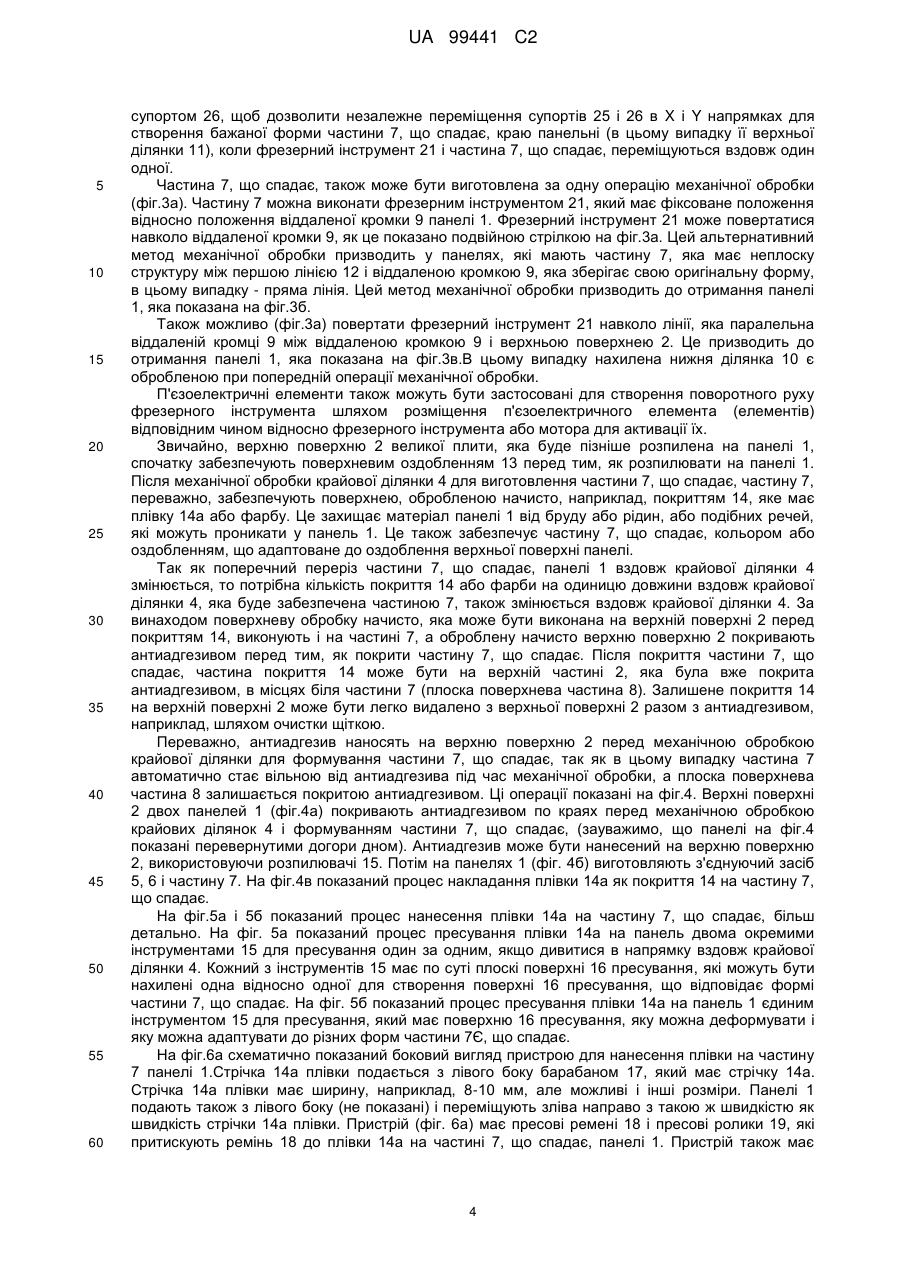
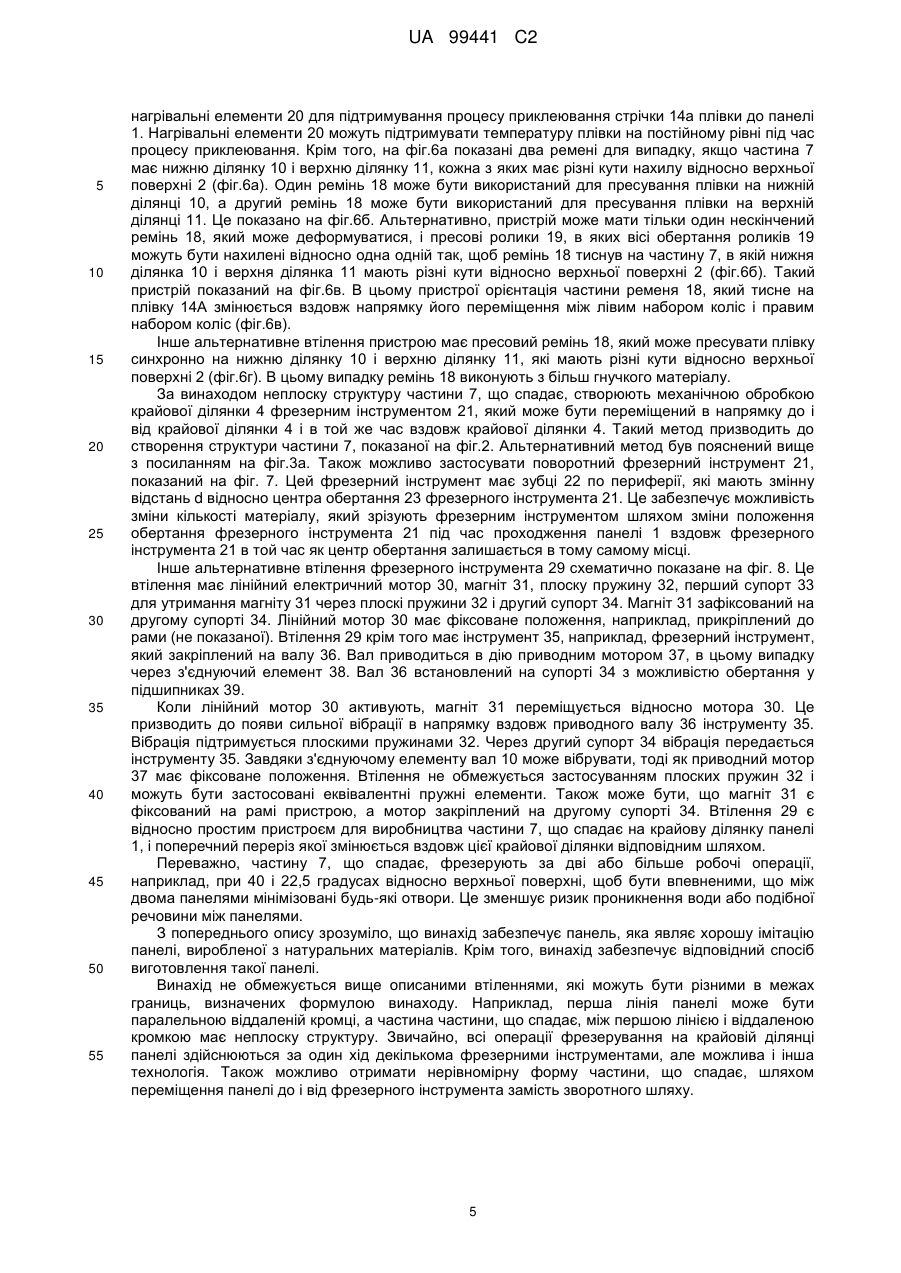
Реферат: Винахід стосується панелі (1) для використання у збірці панелей (1), прикріплених одна до одної для формування покриття. Панель (1) має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше крайову ділянку (4) між цими поверхнями, яка має з'єднуючий засіб (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1). Верхня поверхня (2) має частину (7), що спадає на крайову ділянку (4), і поперечний переріз частини (7), що спадає, перпендикулярний крайовій ділянці (4) панелі (1), є змінним вздовж крайової ділянки (4). Така панель (1) забезпечує добру імітацію панелі, виготовленої з натуральних матеріалів. Винахід також стосується відповідного способу і пристрою для виготовлення такої панелі. Винахід забезпечує панель, яка дуже добре імітує панель, вироблену з натуральних матеріалів. UA 99441 C2 (12) UA 99441 C2 UA 99441 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується панелі для використання у збірці панелей, які прикріплюються одна до одної для формування покриття, яка має верхню поверхню і нижню поверхню, кожна з яких простягається в іншій головній площині, і щонайменше крайову ділянку між цими поверхнями, яка має з'єднуючий засіб для приєднання панелі до з'єднуючого засобу іншої панелі, в якій верхня поверхня має частину, що спадає, на крайову ділянку панелі. Винахід також стосується способу виробництва таких панелей. Такі панелі відомі в різних втіленнях, наприклад, у формі ламінованих панелей для підлоги. Такі панелі виготовляються на дерев'яній основі і мають декоративний шар, який в основному імітує натуральні панелі з дерева або з інших натуральних матеріалів. Задачею винаходу є створення панелі, яка імітує натуральну панель ще краще. Для досягнення цієї мети винахід забезпечує панель, в якій поперечний переріз частини, що спадає, перпендикулярний крайовій ділянці панелі, змінюється вздовж цієї крайової ділянки. Завдяки такій характеристиці частина, що спадає, має неплоску структуру вздовж крайової ділянки, яка покращує натуральний вигляд панелі. Перевагою є те, що панелі за винаходом забезпечують кращу імітацію натуральних панелей, ніж ті панелі, які мають плоску частину, що спадає. Поперечний переріз частини, що спадає, може змінюватися вздовж довжини крайової ділянки нерівномірно, переважно випадковим чином, наприклад, відтворювати сільський дизайн. Частина, що спадає, може мати віддалену кромку, яка розміщена проти віддаленої кромки суміжної панелі, причому віддалена кромка має постійне положення всередині кожного поперечного перерізу. В результаті такої конструкції віддалена кромка кожної панелі у збірці панелей може бути приєднана до віддаленої кромки іншої панелі для формування покриття таким чином, що покриття є ущільненим між суміжними панелями по віддаленим кромкам. Це забезпечує запобігання просочування води або подібної рідини між панелями. Крім того, така конструкція має перевагу в тому, що дозволяє уникнути того, що стає видимою частина крайової ділянки панелі, якщо віддалені кромки суміжних панелей мали змінні положення при різних розміщеннях одна відносно одної вздовж крайової ділянки. Верхня поверхня панелі може мати поверхневе оздоблення, а частина, що спадає, може мати поверхню, оброблену начисто. Це забезпечує зручність для застосування продуктивних відомих способів нанесення поверхневого оздоблення, тоді як частина, що спадає, може бути оброблена начисто у окремому процесі. Альтернативно, винахід стосується панелі для використання у збірці панелей, прикріплених одна до одної для формування покриття, яка має верхню поверхню і нижню поверхню, кожна з яких простягається в іншій головній площині, і щонайменше крайову ділянку між цими поверхнями, яка має з'єднуючий засіб для приєднання панелі до з'єднуючого засобу іншої панелі, в якій верхня поверхня має частину, що спадає на крайову ділянку панелі, частина, що спадає, пересікає головну площину верхньої поверхні вздовж першої лінії і пересікає віддалену кромку панелі, яка розміщується проти віддаленої кромки суміжної панелі, вздовж другої лінії, яка характеризується тим, що протяжність першої ліній відхиляється від протяжності другої лінії. В цьому втіленні перша лінія між верхньою по верхньою і частиною, що спадає, може бути використана для покращення натурального вигляду панелі. Винахід також забезпечує спосіб виготовлення панелі для використання у покритті, який має операції: - виготовлення панелі, яка має верхню поверхню і нижню поверхню, кожна з якихпростягається в інший головній площині, і щонайменше крайову ділянку між цими поверхнями, - механічна обробка крайової ділянки для формування з'єднуючого засобу для приєднання панелі до з'єднуючого засобу іншої панелі і для створення верхньої поверхні з частиною, що спадає на крайову ділянку панелі, який характеризується тим, що крайову ділянку обробляють так, що частина, що спадає, має поперечний переріз, перпендикулярний крайовій ділянці панелі, який змінюється вздовж крайової ділянки панелі. Цей спосіб може забезпечити створення панелей, які мають переваги, зазначені вище. Частина, що спадає, може бути забезпечена покриттям, таким як плівка або фарба, які мають перевагу при захисті панелей від бруду, води і подібного. З естетичних міркувань може бути нанесений, наприклад, дизайн під сільську підлогу. В переважному способі на верхню поверхню панелі наносять поверхневе оздоблення перед тим, як покриття наносять на частину, що спадає, і на оздоблену верхню поверхню наносять антиадгезив перед покриттям частини, що спадає, а будь-яке покриття, яке накладають на антиадгезив, видаляють разом з антиадгезивом, наприклад, шляхом зняття щіткою. Перевагою 1 UA 99441 C2 5 10 15 20 25 30 35 40 45 50 55 60 цих операцій є те, що спрощують спосіб виготовлення панелі за винаходом. Так як поперечний переріз частини, що спадає, вздовж крайової ділянки змінюється, ширина частини, що спадає, якщо дивитися у напрямку вздовж крайової ділянки, панелі може змінюватися. Як наслідок, ширина плівки або кількість фарби можуть змінюватися вздовж крайової ділянки панелі. Завдяки застосування антиадгезиву ширина плівки або розпил фарби можуть бути локально більше, ніж ширина частини, що спадає, згадана вище, тому що надлишки плівки або фарби можуть бути видалені легко з верхньої поверхні, яка поруч з частиною, що спадає, наприклад, за допомогою щітки. Безумовно, якщо немає проблем стосовно зчеплення між покриттям і частиною, що спадає, то інші способи забезпечення покриття на частину, що спадає, ніж використання антиадгезиву, можуть бути використані. Переважно, крайову ділянку піддають механічній обробці фрезерним інструментом, який або переміщують в напрямку до і від крайової ділянки під час фрезерування крайової ділянки, або фрезерування здійснюють поворотним фрезерним інструментом, який має зубці по своїй периферії, які мають змінну відстань (d) від центра обертання інструмента. Перевагою застосування такої технологій є те, що вона забезпечує зручність при використанні прискореного процесу виробництва для отримання бажаної структури частини, що спадає, як було описано вище, і, як наслідок, мінімізацію вартості виробництва. Далі винахід буде пояснений з посиланнями на схематичні креслення. На фіг. 1 схематично показаний перспективний вигляд в плані двох суміжних панелей за винаходом. На фіг.2 показаний збільшений перспективний вигляд поперечного перерізу по лінії ІІ-ІІ на фіг. 1. На фіг.3а схематично показаний боковий вигляд панелі, який ілюструє альтернативну операцію механічної обробки панелі, перекинутої догори дном. На фіг.3б показаний у зменшеному масштабі вигляд, наведений на фіг.2, який ілюструє суміжні панелі, які виготовлені із застосуванням альтернативної операції механічної обробки панелі, показаної на фіг.3а. На фіг.3в показаний вигляд, наведений на фіг.2, який ілюструє суміжні панелі, які виготовлені із застосуванням ще однієї альтернативної операції механічної обробки панелі. На фіг.4а - 4в схематично показаний вигляд перерізу двох панелей при різних виробничих операціях, де панелі перекинуті догори дном. На фіг.5а - 5б схематично показаний вигляд перерізу панелі і пресового інструмента, який ілюструє процес фіксації плівки на частині, що спадає. На фіг.6а схематично показаний боковий вигляд пристрою для забезпечення і приклеювання елементів плівки на частину, що спадає, панелі. На фіг.6б показаний вигляд, який частково подібний до фіг.6а і який ілюструє пресування двох різних частин панелі. На фіг.6в схематично показаний боковий вигляд пристрою близько подібного до показаного на фіг.6б, але який містить цілісний ремінь. На фіг.6г схематично показаний боковий вигляд пристрою близько подібного до показаного на фіг.6в, але який містить більш короткий цілісний ремінь, якщо дивитися в напрямку руху, який ілюструє синхронне пресування двох різних частин панелі. На фіг.7 схематично показаний боковий вигляд фрезерного інструмента для механічної обробки крайової ділянки панелі для формування частини, що спадає. На фіг.8 схематично показаний боковий вигляд альтернативного фрезерного інструмента для механічної обробки крайової ділянки панелі для формування частини, що спадає. На фіг. 1 показані дві суміжні панелі 1 одного з втілень панелі за винаходом. Панелі 1 (фіг.1) скріплені одна з одною і можуть бути частиною покриття, коли багато панелей скріплюються одна з одною в такий спосіб. Взагалі, панелі повинні бути прямокутними, або квадратними, або подовженими, або проміжної форми. Але можливі і інші форми. На фіг.2 показаний поперечний переріз збірки з панелей 1 у збільшеному масштабі і більш детально. Кожна панель 1 має верхню поверхню 2 і нижню поверхню 3. Ці поверхні 2 і 3 кожна простягнуті у іншій головній площині. Основні частини (фіг.2) верхньої поверхні 2 і нижньої поверхні 3 є паралельними одна одній і розміщені на відстані у напрямку Y. Верхня і нижня поверхні 2, 3 є по суті плоскими поверхнями. Панель має крайову ділянку 4 між обома поверхнями. Крайова ділянка 4 має з'єднуючий засіб для з'єднання панелі 1 зі з'єднуючим засобом суміжної панелі 1 (фіг.2). З'єднуючий засіб є добре відомим з рівня техніки, наприклад, сформований шипом 5 і канавкою 6, і не є частиною винаходу. Звичайно, можливо забезпечити панель 1 з'єднуючими засобами різних типів і замковими засобами для скріплення панелей 1 одна з одною. 2 UA 99441 C2 5 10 15 20 25 30 35 40 45 50 55 60 Верхня поверхня 2 включає щонайменше одну частину 7,що спадає, і переважно на всіх крайових ділянках панелі. Верхня поверхня 2 (фіг.2) має по суті плоску поверхневу частину 8 і частину 7, що спадає. Частина 7, що спадає, розміщена нижче плоскої частини 8 верхньої поверхні, якщо дивитися в напрямку Y. Верхня поверхня 2 панелі 1 має поверхневе оздоблення, яке імітує натуральні матеріали, наприклад, дерево. Це поверхневе оздоблення може включати багатошаровий матеріал з паперових шарів, насичених смолою. Решта частина панелі 1 нижче верхньої поверхні 2 може включати серцевину, яка має один або більше шарів з матеріалу типу MDF, HDF, HTSP, PVC, композицій або подібних матеріалів і можливий інший шар. За винаходом поперечний переріз частини 7, спадає, перпендикулярний крайовій дільниці панелі, змінюється вздовж крайової дільниці 4. На фіг.2 крайова дільниця 4 простягнута в напрямку Z. Можна бачити, що частина 7, що спадає, має неплоску структуру, якщо дивитися вздовж крайової дільниці 4. Це забезпечує натуральний вигляд панелей 1. Втілення панелі 1, показане на фіг.2, має частину 7. що спадає, поперечний переріз якої змінюється довільно. Переважно, ці зміни мають випадковий характер для забезпечення більш натурального вигляду панелі 1. У втіленні, показаному на фіг.2, частина 7, що спадає, має віддалену кромку 9, яка розміщена рядом з віддаленою кромкою 9 суміжної панелі 1. Ця крайова ділянка 9 є прямою і тому має однакове положення всередині поперечного перерізу так, щоб отримати відповідне ущільнення між суміжними панелями 1. Віддалена кромка 9 (фіг.2) має фіксоване положення відносно нижньої поверхні 3, так як віддалена кромка 9 простягнена паралельно нижній поверхні 3 і верхній поверхні 2, тоді як решта частини 7, що спадає, змінюється випадковим чином. Частина 7, що спадає, (фіг.2) має нахил, якщо дивитися від віддаленої кромки 9 до верхньої поверхні 2. Це призводить до утворення V-подібної канавки між панелями 1, коли вони скріплені одна з одною. Крім того, нижня ділянка 10 V-подібної канавки, яка примикає до віддаленої кромки 9, має плоску форму і постійний поперечний переріз вздовж крайової ділянки 4. Верхня ділянка 11 частини 7, яка розміщена між нижньою ділянкою 10 і плоскою поверхневою частиною 8 верхньої поверхні 2, має перемінний поперечний переріз вздовж крайової ділянки 4. Кут нахилу нижньої ділянки 10 відносно верхньої поверхні 2 є більшим, ніж кут нахилу верхньої ділянки 11 відносно верхньої поверхні 2, наприклад 35-85° і 15-40°, відповідно, але зрозуміло, що інші кути можливі також. Ширина частини 7, що спадає, в площині X, Y вздовж крайової ділянки 4 може змінюватися, наприклад, приблизно на 2 мм, але, безумовно, можливі і інші розміри. Частина 7, що спадає, (фіг.2) перетинає верхню поверхню 2 по першій лінії 12. Віддалена кромка 9 формує другу лінію. Можна бачити, що протяжність першої лінії 12 відхиляється від віддаленої кромки 9, так щоб сформувати бажану неплоску структуру частини 7, що спадає. За винаходом, панель 1, описана вище, може бути виготовлена за допомогою наступних операцій: механічна обробка крайової ділянки 4 для формування з'єднуючих засобів 5, 6; забезпечення верхньої поверхні 2 частиною 7, що спадає на крайову ділянку 4; і механічна обробка крайової ділянки 4 так, щоб утворити частину 7, що спадає, з змінним поперечним перерізом, перпендикулярним крайовій ділянці 4 панелі 1. Структура частини 7, що спадає, (фіг.2) може бути отримана виконанням наступних операцій: перша механічна обробка плоскої нижньої ділянки 10 шляхом пропускання панелі 1 вздовж фрезерного інструмента, який має фіксоване положення відносно панелі 1, що пропускається, а потім пропускання панелі 1 вздовж фрезерного інструмента, який переміщується у напрямку до і від панелі 1 так, щоб сформувати верхню ділянку 11. Одним з шляхів переміщення фрезерного інструмента є його переміщення прямолінійно в напрямках X і/або Y. Це може бути зроблено шляхом переміщення інструмента за допомогою мотору (індукційного, лінійного і т.п.), пневматично, гідравлічне, механічно у керований (випадковий) спосіб. Але, зрозуміло, що можливо здійснювати переміщення за допомогою п'єзоелектричних елементів, або активаторів, або лінійних моторів у комбінації з магнітом, який може підтримуватися пружним елементом. Наприклад, один або більше п'єзоелементів можуть бути змонтовані між супортом машини і мотором для переміщення інструмента (інструментів) в одному або більше напрямках. Якщо використовують більш, ніж один, п'єзоелемент, то ці елементи можуть бути застосовані паралельно або послідовно. На фіг. 2а показане обладнання, яке включає фрезерний інструмент 21 приєднаний до мотора 24, який змонтований на супортах 25 і 26, кожний з яких є рухомим у напрямках перпендикулярних один одному. Кожний з супортів з'єднаний з п'єзоелектричним елементом 27, 28, відповідно, які змонтовані на фіксованій базі. Фіксована база для елементу 27 може також бути сформована 3 UA 99441 C2 5 10 15 20 25 30 35 40 45 50 55 60 супортом 26, щоб дозволити незалежне переміщення супортів 25 і 26 в X і Y напрямках для створення бажаної форми частини 7, що спадає, краю панельні (в цьому випадку її верхньої ділянки 11), коли фрезерний інструмент 21 і частина 7, що спадає, переміщуються вздовж один одної. Частина 7, що спадає, також може бути виготовлена за одну операцію механічної обробки (фіг.3а). Частину 7 можна виконати фрезерним інструментом 21, який має фіксоване положення відносно положення віддаленої кромки 9 панелі 1. Фрезерний інструмент 21 може повертатися навколо віддаленої кромки 9, як це показано подвійною стрілкою на фіг.3а. Цей альтернативний метод механічної обробки призводить у панелях, які мають частину 7, яка має неплоску структуру між першою лінією 12 і віддаленою кромкою 9, яка зберігає свою оригінальну форму, в цьому випадку - пряма лінія. Цей метод механічної обробки призводить до отримання панелі 1, яка показана на фіг.3б. Також можливо (фіг.3а) повертати фрезерний інструмент 21 навколо лінії, яка паралельна віддаленій кромці 9 між віддаленою кромкою 9 і верхньою поверхнею 2. Це призводить до отримання панелі 1, яка показана на фіг.3в.В цьому випадку нахилена нижня ділянка 10 є обробленою при попередній операції механічної обробки. П'єзоелектричні елементи також можуть бути застосовані для створення поворотного руху фрезерного інструмента шляхом розміщення п'єзоелектричного елемента (елементів) відповідним чином відносно фрезерного інструмента або мотора для активації їх. Звичайно, верхню поверхню 2 великої плити, яка буде пізніше розпилена на панелі 1, спочатку забезпечують поверхневим оздобленням 13 перед тим, як розпилювати на панелі 1. Після механічної обробки крайової ділянки 4 для виготовлення частини 7, що спадає, частину 7, переважно, забезпечують поверхнею, обробленою начисто, наприклад, покриттям 14, яке має плівку 14а або фарбу. Це захищає матеріал панелі 1 від бруду або рідин, або подібних речей, які можуть проникати у панель 1. Це також забезпечує частину 7, що спадає, кольором або оздобленням, що адаптоване до оздоблення верхньої поверхні панелі. Так як поперечний переріз частини 7, що спадає, панелі 1 вздовж крайової ділянки 4 змінюється, то потрібна кількість покриття 14 або фарби на одиницю довжини вздовж крайової ділянки 4, яка буде забезпечена частиною 7, також змінюється вздовж крайової ділянки 4. За винаходом поверхневу обробку начисто, яка може бути виконана на верхній поверхні 2 перед покриттям 14, виконують і на частині 7, а оброблену начисто верхню поверхню 2 покривають антиадгезивом перед тим, як покрити частину 7, що спадає. Після покриття частини 7, що спадає, частина покриття 14 може бути на верхній частині 2, яка була вже покрита антиадгезивом, в місцях біля частини 7 (плоска поверхнева частина 8). Залишене покриття 14 на верхній поверхні 2 може бути легко видалено з верхньої поверхні 2 разом з антиадгезивом, наприклад, шляхом очистки щіткою. Переважно, антиадгезив наносять на верхню поверхню 2 перед механічною обробкою крайової ділянки для формування частини 7, що спадає, так як в цьому випадку частина 7 автоматично стає вільною від антиадгезива під час механічної обробки, а плоска поверхнева частина 8 залишається покритою антиадгезивом. Ці операції показані на фіг.4. Верхні поверхні 2 двох панелей 1 (фіг.4а) покривають антиадгезивом по краях перед механічною обробкою крайових ділянок 4 і формуванням частини 7, що спадає, (зауважимо, що панелі на фіг.4 показані перевернутими догори дном). Антиадгезив може бути нанесений на верхню поверхню 2, використовуючи розпилювачі 15. Потім на панелях 1 (фіг. 4б) виготовляють з'єднуючий засіб 5, 6 і частину 7. На фіг.4в показаний процес накладання плівки 14а як покриття 14 на частину 7, що спадає. На фіг.5а і 5б показаний процес нанесення плівки 14а на частину 7, що спадає, більш детально. На фіг. 5а показаний процес пресування плівки 14а на панель двома окремими інструментами 15 для пресування один за одним, якщо дивитися в напрямку вздовж крайової ділянки 4. Кожний з інструментів 15 має по суті плоскі поверхні 16 пресування, які можуть бути нахилені одна відносно одної для створення поверхні 16 пресування, що відповідає формі частини 7, що спадає. На фіг. 5б показаний процес пресування плівки 14а на панель 1 єдиним інструментом 15 для пресування, який має поверхню 16 пресування, яку можна деформувати і яку можна адаптувати до різних форм частини 7Є, що спадає. На фіг.6а схематично показаний боковий вигляд пристрою для нанесення плівки на частину 7 панелі 1.Стрічка 14а плівки подається з лівого боку барабаном 17, який має стрічку 14а. Стрічка 14а плівки має ширину, наприклад, 8-10 мм, але можливі і інші розміри. Панелі 1 подають також з лівого боку (не показані) і переміщують зліва направо з такою ж швидкістю як швидкість стрічки 14а плівки. Пристрій (фіг. 6а) має пресові ремені 18 і пресові ролики 19, які притискують ремінь 18 до плівки 14а на частині 7, що спадає, панелі 1. Пристрій також має 4 UA 99441 C2 5 10 15 20 25 30 35 40 45 50 55 нагрівальні елементи 20 для підтримування процесу приклеювання стрічки 14а плівки до панелі 1. Нагрівальні елементи 20 можуть підтримувати температуру плівки на постійному рівні під час процесу приклеювання. Крім того, на фіг.6а показані два ремені для випадку, якщо частина 7 має нижню ділянку 10 і верхню ділянку 11, кожна з яких має різні кути нахилу відносно верхньої поверхні 2 (фіг.6а). Один ремінь 18 може бути використаний для пресування плівки на нижній ділянці 10, а другий ремінь 18 може бути використаний для пресування плівки на верхній ділянці 11. Це показано на фіг.6б. Альтернативно, пристрій може мати тільки один нескінчений ремінь 18, який може деформуватися, і пресові ролики 19, в яких вісі обертання роликів 19 можуть бути нахилені відносно одна одній так, щоб ремінь 18 тиснув на частину 7, в якій нижня ділянка 10 і верхня ділянка 11 мають різні кути відносно верхньої поверхні 2 (фіг.6б). Такий пристрій показаний на фіг.6в. В цьому пристрої орієнтація частини ременя 18, який тисне на плівку 14А змінюється вздовж напрямку його переміщення між лівим набором коліс і правим набором коліс (фіг.6в). Інше альтернативне втілення пристрою має пресовий ремінь 18, який може пресувати плівку синхронно на нижню ділянку 10 і верхню ділянку 11, які мають різні кути відносно верхньої поверхні 2 (фіг.6г). В цьому випадку ремінь 18 виконують з більш гнучкого матеріалу. За винаходом неплоску структуру частини 7, що спадає, створюють механічною обробкою крайової ділянки 4 фрезерним інструментом 21, який може бути переміщений в напрямку до і від крайової ділянки 4 і в той же час вздовж крайової ділянки 4. Такий метод призводить до створення структури частини 7, показаної на фіг.2. Альтернативний метод був пояснений вище з посиланням на фіг.3а. Також можливо застосувати поворотний фрезерний інструмент 21, показаний на фіг. 7. Цей фрезерний інструмент має зубці 22 по периферії, які мають змінну відстань d відносно центра обертання 23 фрезерного інструмента 21. Це забезпечує можливість зміни кількості матеріалу, який зрізують фрезерним інструментом шляхом зміни положення обертання фрезерного інструмента 21 під час проходження панелі 1 вздовж фрезерного інструмента 21 в той час як центр обертання залишається в тому самому місці. Інше альтернативне втілення фрезерного інструмента 29 схематично показане на фіг. 8. Це втілення має лінійний електричний мотор 30, магніт 31, плоску пружину 32, перший супорт 33 для утримання магніту 31 через плоскі пружини 32 і другий супорт 34. Магніт 31 зафіксований на другому супорті 34. Лінійний мотор 30 має фіксоване положення, наприклад, прикріплений до рами (не показаної). Втілення 29 крім того має інструмент 35, наприклад, фрезерний інструмент, який закріплений на валу 36. Вал приводиться в дію приводним мотором 37, в цьому випадку через з'єднуючий елемент 38. Вал 36 встановлений на супорті 34 з можливістю обертання у підшипниках 39. Коли лінійний мотор 30 активують, магніт 31 переміщується відносно мотора 30. Це призводить до появи сильної вібрації в напрямку вздовж приводного валу 36 інструменту 35. Вібрація підтримується плоскими пружинами 32. Через другий супорт 34 вібрація передається інструменту 35. Завдяки з'єднуючому елементу вал 10 може вібрувати, тоді як приводний мотор 37 має фіксоване положення. Втілення не обмежується застосуванням плоских пружин 32 і можуть бути застосовані еквівалентні пружні елементи. Також може бути, що магніт 31 є фіксований на рамі пристрою, а мотор закріплений на другому супорті 34. Втілення 29 є відносно простим пристроєм для виробництва частини 7, що спадає на крайову ділянку панелі 1, і поперечний переріз якої змінюється вздовж цієї крайової ділянки відповідним шляхом. Переважно, частину 7, що спадає, фрезерують за дві або більше робочі операції, наприклад, при 40 і 22,5 градусах відносно верхньої поверхні, щоб бути впевненими, що між двома панелями мінімізовані будь-які отвори. Це зменшує ризик проникнення води або подібної речовини між панелями. З попереднього опису зрозуміло, що винахід забезпечує панель, яка являє хорошу імітацію панелі, виробленої з натуральних матеріалів. Крім того, винахід забезпечує відповідний спосіб виготовлення такої панелі. Винахід не обмежується вище описаними втіленнями, які можуть бути різними в межах границь, визначених формулою винаходу. Наприклад, перша лінія панелі може бути паралельною віддаленій кромці, а частина частини, що спадає, між першою лінією і віддаленою кромкою має неплоску структуру. Звичайно, всі операції фрезерування на крайовій ділянці панелі здійснюються за один хід декількома фрезерними інструментами, але можлива і інша технологія. Також можливо отримати нерівномірну форму частини, що спадає, шляхом переміщення панелі до і від фрезерного інструмента замість зворотного шляху. 5 UA 99441 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Панель (1), застосовна у комплекті панелей (1), прикріплених одна до одної з утворенням покриття, яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями, яке має з'єднуючий засіб (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1), і в якій верхня поверхня (2) має похилу частину (7) біля ребра (4) панелі (1), причому поперечний переріз похилої частини (7), перпендикулярний ребру (4) панелі (1), є змінним вздовж ребра (4), і в якій похила частина (7) має крайню кромку (9), яка в комплекті має бути розміщеною проти крайньої кромки (9) суміжної панелі (1), причому крайня кромка (9) має постійне положення в кожному поперечному перерізі, та в якій похила частина (7) має нахил для утворення V-подібної канавки між панелями (1), причому V-подібна канавка має нижню ділянку (10) і верхню ділянку (11), яка має змінний поперечний переріз, яка відрізняється тим, що лінія, на якій нижня ділянка (10) перетинає верхню ділянку (11), відхиляється від крайньої кромки (9). 2. Панель (1) за п. 1, в якій поперечний переріз похилої частини (7) є нерівномірно, переважно випадково, змінним вздовж довжини ребра (4). 3. Панель (1) за п. 1, в якій нижня ділянка (10) має правильну форму і постійний поперечний переріз вздовж довжини ребра (4), і в якій кут нижньої ділянки (10) відносно до верхньої поверхні (2) є більшим за кут між верхньою поверхнею ділянкою (11) відносно до верхньої поверхні (2). 4. Панель (1) за будь-яким з попередніх пунктів, в якій верхня поверхня (2) панелі (1) має поверхневе оздоблення (13), а похила частина (7) має поверхню (14), оброблену начисто. 5. Панель за будь-яким з попередніх пунктів, в якій протяжність першої лінії (12), вздовж якої верхня поверхня (2) перетинає верхню ділянку (11), відхиляється від крайньої кромки (9). 6. Панель (1) за будь-яким з попередніх пунктів, в якій поперечний переріз верхньої ділянки (11) є змінним паралельно собі вздовж ребра (4). 7. Панель (1) за будь-яким з попередніх пунктів, в якій перша лінія (12) є паралельною крайній кромці (9). 8. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у: виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3), механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1), причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), та що її утворюють, спочатку обробляючи нижню ділянку (10) похилої частини (7), а потім - верхню ділянку (11) із змінним поперечним перерізом вздовж довжини ребра (4) так, що протяжність лінії, вздовж якої нижня ділянка (10) перетинає верхню ділянку (11), відхиляється від протяжності крайньої кромки (9). 9. Спосіб за п. 8, в якому ребро (4) механічно обробляють або за допомогою фрези (21), яку переміщують в напрямку до і від ребра (4) під час фрезерування ребра (4), або - обертової фрези (21), що має зубці (22) по своїй периферії, які мають змінну відстань (d) від центра (23) обертання фрези. 10. Спосіб за п. 8, в якому фрезу (21) обертають на лінії, що простягається паралельно крайній кромці (9) між крайньою кромкою (9) і верхньою поверхнею (2). 11. Спосіб за будь-яким з пунктів 8-10, в якому похилу частину (7) вкривають покриттям (14), таким як плівка (14а) або фарба. 12. Спосіб за п. 11, в якому на верхню поверхню (2) панелі (1) наносять поверхневе оздоблення (13) перед тим, як покриття (14) наносять на похилу частину (7), причому на оздоблену верхню поверхню (2) наносять антиадгезив перед покриттям похилої частини (7), а будь-яке покриття (14), яке накладають на антиадгезив, видаляють, наприклад, шляхом зняття щіткою. 13. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у: виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3), механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1), причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), який є змінним вздовж ребра (4) панелі (1), та що ребро (4) утворюють за допомогою фрези (21), обертаючи її або переміщуючи відносно ребра, та 6 UA 99441 C2 5 10 15 20 25 30 35 40 у випадку обертання, фрезу обертають навколо прямої крайньої кромки (9) похилої частини (7), яку необхідно сформувати, або фрезу обертають на лінії, що простягається паралельно крайній кромці (9) похилої частини (7), яку необхідно сформувати, між крайньою кромкою (9) і верхньою поверхнею (2), оскільки нахилену нижню ділянку (10) похилої частини (7), яку необхідно сформувати, і цю нижню ділянку (10), що є суміжною з крайньою кромкою (9), формують на попередній операції механічного обробляння, а у випадку переміщення, фрезу переміщують в напрямку до і від ребра під час фрезерування ребра (4), оскільки нахилену нижню ділянку (10) похилої частини (7), яку необхідно сформувати, і цю нижню ділянку (10), що є суміжною з крайньою кромкою (9), формують, пропускаючи панель (1) повз іншу фрезу, яка є нерухомою стосовно панелі (1), яку переміщують, на попередній операції механічного обробляння. 14. Спосіб за п. 13, в якому щонайменше один п'єзоелектричний елемент застосовують для переміщення фрези. 15. Пристрій для фрезерування ребра панелі (1) для формування похилої частини (7) верхньої поверхні (8) панелі, який має раму, фрезу (35) і напрямну для направлення панелі вздовж фрези, в якому фреза і панель є рухомими одна відносно одної для переміщення фрези вздовж ребра панелі, причому фрезу змонтовано на другому супорті (34), який має механізм (30-34) для переміщення фрези до і від ребра панелі, і механізм має лінійний двигун і магніт, об'єднаний з лінійним двигуном, а другий супорт (34) пружно з'єднано з рамою пристрою. 16. Пристрій за п. 15, в якому магніт (31) закріплено на другому супорті (34), а лінійний двигун (30) встановлено нерухомо, причому фрезу (35) встановлено на валу (36), урухомлюваному рушійним двигуном (37), і приєднано з можливістю обертання до другого супорта (34) через опорні елементи (39), причому пружна зчіпна муфта містить пружні елементи. 17. Пристрій за п. 15, в якому лінійний двигун (30) прикріплено до другого супорта (34), а магніт (31) закріплено на рамі, причому фрезу (35) змонтовано на валу (36), урухомлюваному рушійним двигуном (37), і приєднано з можливістю обертання до другого супорта (34) через опорні елементи (39), причому пружна зчіпна муфта містить пружні елементи. 18. Пристрій за п. 16 або 17, в якому пружні елементи складаються з пласких пружин (32). 19. Пристрій за будь-яким з пунктів 15-18, в якому вал (36) урухомлюється рушійним двигуном (37) через муфту (38), а рушійний двигун (37) встановлено нерухомо для передавання вібрації на валу (36) на рушійний двигун (37). 20. Спосіб виготовлення панелі (1), застосовної у покритті, який полягає у: виготовленні панелі (1), яка має верхню поверхню (2) і нижню поверхню (3), кожна з яких простягається в іншій головній площині, і щонайменше ребро (4) між цими поверхнями (2, 3), механічному оброблянні ребра (4) для формування з'єднуючого засобу (5, 6) для приєднання панелі (1) до з'єднуючого засобу (5, 6) іншої панелі (1) і для створення верхньої поверхні (2) з похилою частиною (7) біля ребра (4) панелі (1), причому ребро (4) обробляють так, що похила частина (7) має поперечний переріз, перпендикулярний ребру (4) панелі (1), який є змінним вздовж ребра (4) панелі (1), та в якому ребро (4) механічно обробляють за допомогою фрези (21), і фрезерування здійснюють за допомогою обертової фрези (21), що має зубці (22) по своїй периферії, які мають змінну відстань (d) від центра (23) обертання фрези. 7 UA 99441 C2 8 UA 99441 C2 9 UA 99441 C2 10 UA 99441 C2 11 UA 99441 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюCovering panel with bevelled edges having varying cross-section, and apparatus and method of making the same
Автори англійськоюVermeulen, Bruno Paul Louis, de Rick, Jan Eddy
Назва патенту російськоюПокровная панель со скошенными краями, имеющими переменное поперечное сечение, и устройство и способ ее изготовления
Автори російськоюВармелен Бруно Пауль Луис, де Рик Ян Эдди
МПК / Мітки
МПК: B27M 3/04, E04F 15/02, B23Q 1/00
Мітки: спосіб, переріз, покривна, краями, пристрій, мають, скошеними, змінній, панель, виготовлення, поперечний
Код посилання
<a href="https://ua.patents.su/14-99441-pokrivna-panel-zi-skoshenimi-krayami-yaki-mayut-zminnijj-poperechnijj-pereriz-i-pristrijj-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Покривна панель зі скошеними краями, які мають змінний поперечний переріз, і пристрій та спосіб її виготовлення</a>
Спосіб виготовлення нециліндричного м’ясного виробу з зовнішнім жировим покриттям, що має постійний поперечний переріз
Номер патенту: 2151
Опубліковано: 26.12.1994
Автори: Девід Джон Джол, Бернард Тревор Метьюз, Хабіб Мохамед Зіауддін, Девід Вилсон
Мітки: м`ясного, має, переріз, виробу, постійний, жировим, покриттям, зовнішнім, поперечний, нециліндричного, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления нецилиндрического мясного изделия о наружным жировым покрытием, имеющего постоянное поперечное сечение , предусматривающий совместное экструдирование в оболочку посредством экструзионной головки цельных мясных мышц и слоя жира и замораживание, о т л и ч а ю щ и й с я тем, что, с целью придания изделию устойчивой формы мясного отруба, экструдирование производят на ленту конвейера, при этом используют зкструзионную...
Пристрій і спосіб для пресування краю будівельної панелі і будівельна панель з пресованими краями
Номер патенту: 97649
Опубліковано: 12.03.2012
Автори: Якобссон Ян, Вінгард Петер
МПК: E04F 15/02, B27M 3/04
Мітки: пресованими, краями, будівельна, краю, пристрій, панелі, пресування, панель, спосіб, будівельної
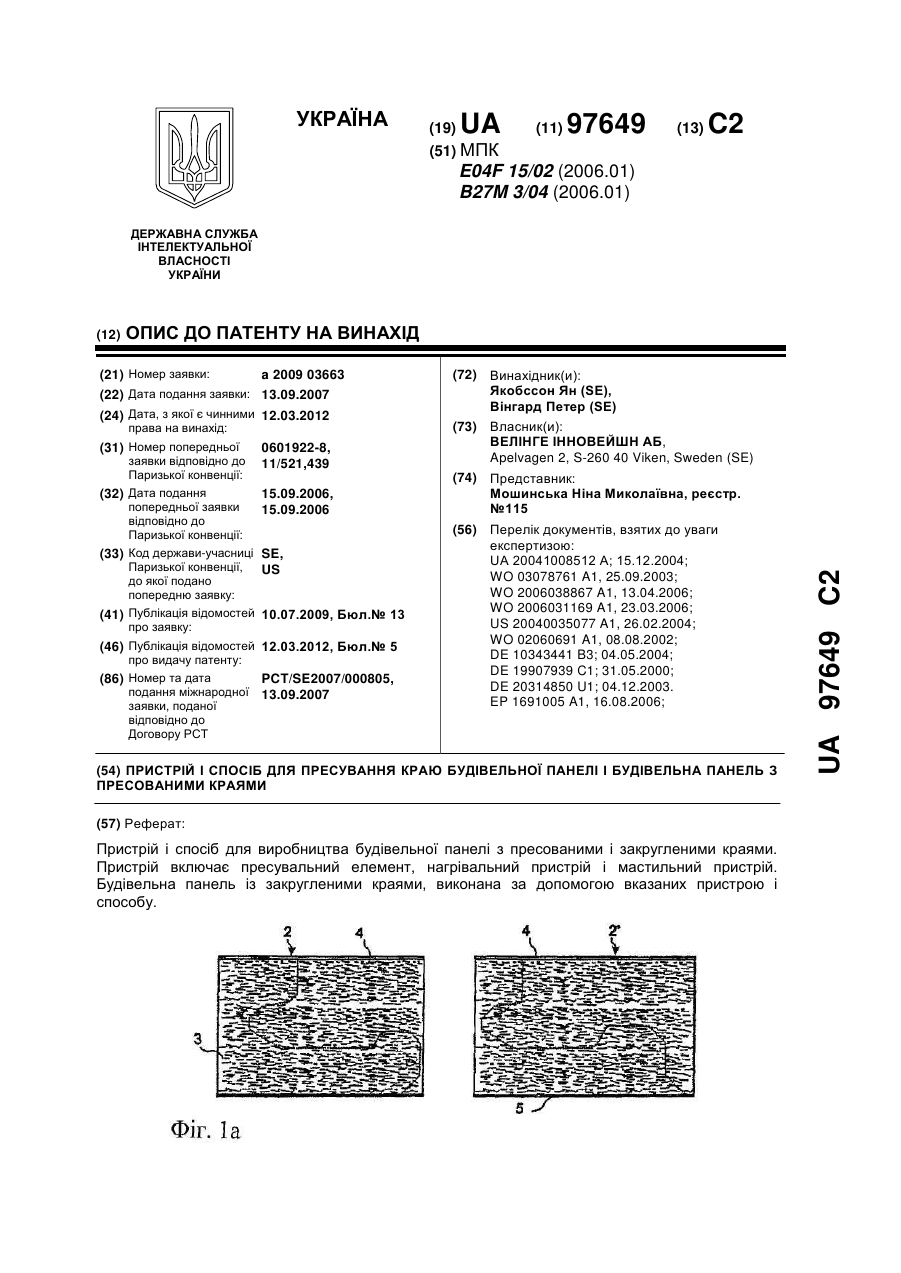
Формула / Реферат:
1. Пристрій для виробництва будівельних панелей (1, 2) з пресованим закругленим краєм (10), який містить нагрівальний пристрій, призначений для нагрівання краю будівельної панелі, і пресувальний елемент (9), призначений для стиснення ядра (3) будівельної панелі по її краю, який відрізняється тим, що він містить пристрій для змащування (41), який подає мастильну домішку в зону пресування, причому поверхня пресуючого елемента шліфована і...
Протяжний трубчастий виріб, що має однаковий поперечний переріз уздовж усієї своєї довжини
Номер патенту: 57069
Опубліковано: 16.06.2003
Автори: Трішар Клод, Блан Крістіан, Піроні Ерік
МПК: F16L 11/11, F16L 9/00, H02G 3/04
Мітки: однаковий, трубчастий, своєї, протяжний, довжини, має, усієї, поперечний, переріз, виріб, уздовж
Формула / Реферат:
1. Протяжний трубчастий виріб, що має однаковий поперечний переріз уздовж усієї своєї довжини і, що містить міцну трубу (1), виготовлену з, щонайменше, одного пластичного матеріалу й достатньо гнучку для того, щоб зігнути або розігнути її, і достатньо жорстку для того, щоб протистояти відцентровим або доцентровим радіальним силам, причому міцна труба містить із внутрішньої сторони і/або з зовнішньої сторони поверхневий шар (3), вільна...
Опалубний щит, принаймні, з одним стояком, який має u-подібний поперечний переріз
Номер патенту: 27994
Опубліковано: 16.10.2000
Автор: Ярузел Курт
МПК: E04G 9/08, E04G 17/14
Мітки: опалубний, принаймні, одним, щит, стояком, переріз, поперечний, u-подібний, має
Текст:
...сечения отличаются таким образом, что они имеют возможность перемещения, в частности, плавного перемещения, относительно этих элементов стойки, несмотря на то, что на их полках U-образного профиля для соединения с обшивкой опалубки предусмотрены выступающие соответственно наружу фланцы. Так как на имеющих возможность перемещения элементах стоек предусмотрены направляющие пазы, то имеется возможность дополнительного оснащения уже...
Ізоляційна панель для будівельної споруди, спосіб і пристрій для виготовлення такої ізоляційної панелі
Номер патенту: 99376
Опубліковано: 10.08.2012
Автори: Торстед Міхель А., Хессельхольт Петер, Бегескоу Хенрік
МПК: E04B 1/26, E04B 2/74, E04B 7/22
Мітки: панелі, ізоляційна, такої, пристрій, будівельної, споруди, панель, ізоляційної, спосіб, виготовлення
Формула / Реферат:
1. Ізоляційна панель для установки між сполучними профілями, зокрема двотавровими (І) або широкополицевими двотавровими (Н) профілями, як елемент ізоляційної системи будівельної споруди в зовнішній будівельній конструкції, зокрема в стіні або дахові, або у внутрішній будівельній конструкції, наприклад стіні, стелі або підлозі, що містить:по суті паралельні першу і другу головні площини, а між ними - по суті паралельні і протилежно...
Попередній патент: Похідні й аналоги n-етилхінолонів і n-етилазахінолонів
Наступний патент: Спосіб (варіанти) і пристрій (варіанти) для довільного доступу в системі зв’язку множинного доступу з ортогональним розділенням каналів
Випадковий патент: Вакуумно-компресійна установка для отримання бронхоальвеолярного лаважа