Пристрій та спосіб нанесення покриття наливом на компоненти у формі панелі

Формула / Реферат
1. Пристрій (10) для нанесення покриття наливом на компоненти (60) у формі панелі, який містить;
- пристрій (40), що утворює рідку завісу (42) матеріалу покриття (41); і
- вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) для подачі компонента (60), що покривається, крізь завісу покриття (42), причому між вхідним транспортувальним пристроєм (20) і вихідним транспортувальним пристроєм (30) передбачений проміжок, через який може бути видалений залишок матеріалу покриття, який відрізняється тим, що вихідний транспортувальний пристрій (30) та/або вхідний транспортувальний пристрій (20) регулюються по висоті і пристрій (10) додатково містить приводні засоби (36, 37), що пристосовані виконувати відповідне автоматичне саморегулювання висоти вхідного транспортувального пристрою (20) та вихідного транспортувального пристрою (30) під час нанесення покриття в залежності від положення компонентів (60), що повинні бути покриті, причому підняття або опускання здійснюється в той час, коли компонент, що повинен бути покритий, транспортується транспортувальними пристроями.
2. Пристрій для нанесення покриття наливом за п. 1, який відрізняється тим, що приводні засоби (36, 37) пристосовані виконувати автоматичне саморегулювання висоти вихідного транспортувального пристрою (20) та/або вхідного транспортувального пристрою з метою підняття принаймні вхідної зони вихідного транспортувального пристрою (20) та/або опускання вихідної зони вхідного транспортувального пристрою (30) до того як кінцева ділянка компонента (60), що повинен бути покритий, залишить вхідний транспортувальний пристрій (30).
3. Пристрій для нанесення покриття наливом за п. 2, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично регулювати принаймні вхідну зону вихідного транспортувального пристрою (30) на вищий рівень відносно до вихідної зони вхідного транспортувального пристрою (20).
4. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично опускати принаймні вхідну зону вихідного транспортувального пристрою (30) та/або підіймати вихідну зону вхідного транспортувального пристрою (20) до того як фронтальна ділянка компонента (60), що повинен бути покритий, вступить в контакт з вихідним транспортувальним пристроєм (30).
5. Пристрій для нанесення покриття наливом за п. 4, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично регулювати принаймні вхідну зону вихідного транспортувального пристрою (30) на нижчий рівень відносно до вихідної зони вхідного транспортувального пристрою (20).
6. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вихідний транспортувальний пристрій (30) має можливість обертання на його вихідній зоні (35) для здійснення саморегулювання висоти принаймні вхідної зони вихідного транспортувального пристрою (30) за допомогою обертання та/або вхідний транспортувальний пристрій (20) має можливість обертання на його вхідній зоні для здійснення саморегулювання висоти принаймні вихідної зони вхідного транспортувального пристрою (20) за допомогою обертання.
7. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти (60) у формі панелі загалом прямокутні та мають довжину, яка перевищує товщину даних компонентів (60) у декілька раз, де відношення їх довжини до їх товщини (L/d) складає щонайменше 150, краще щонайменше 190, ще краще щонайменше 240, а ще краще щонайменше 280 та найбільш бажано щонайменше 300.
8. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) налаштовані так, щоб під час роботи пристрою транспортувати компоненти (60), що повинні бути покриті, крізь завісу покриття зі швидкістю щонайменше 50 м/хв., краще на швидкості щонайменше 80 м/хв., ще краще на швидкості щонайменше 100 м/хв. та найбільш бажано на швидкості щонайменше 110 м/хв.
9. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що приводні засоби (36, 37) налаштовані так, що швидкість підйому під час підйому знаходиться в межах від 1 см/сек. до 10 см/сек., а кращеу межах від 1,5 см/сек. до 7 см/сек., а ще краще у межах від 2 см/сек. до 6 см/сек. та найбільш бажано у межах від 3 см/сек. до 5 см/сек.
10. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) містять транспортувальні стрічки (22, 32).
11. Пристрій для нанесення покриття наливом за будь-яким із пунктів, який відрізняється тим, що додатково містить засоби (12) для виявлення положення компонентів (60), що покриваються, на даних транспортувальних пристроях (20, 30).
12. Пристрій для нанесення покриття наливом за п. 11, який відрізняється тим, що засоби (12) для виявлення положення компонентів (60), що повинні бути покриті, взаємопов'язані (13) з приводними засобами (36, 37).
13. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що пристрій що утворює рідку завісу матеріалу покриття містить дозатор (40), який утворює завісу покриття вільного падіння (42).
14. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що проміжок між вхідним транспортувальним пристроєм та вихідним транспортувальним пристроєм простягається перпендикулярно до напрямку транспортування компонентів, що покриваються, і довжина цього проміжку відповідає принаймні довжині завіси покриття.
15. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти у формі панелі є дискретними жорсткими компонентами, які мають довжину переважно менше 4 метрів.
16. Спосіб покриття наливом на компоненти у формі панелі за допомогою рідкої завіси матеріалу покриття, який включає:
- забезпечення рідкої завіси матеріалу покриття; та
- забезпечення вхідного транспортувального пристрою і вихідного транспортувального пристрою для подачі компонентів, що повинні бути покриті, крізь завісу покриття, причому між вхідним транспортувальним пристроєм і вихідним транспортувальним пристроєм забезпечений проміжок, через який може бути видалений залишок матеріалу покриття, де дані компоненти транспортуються вхідним транспортувальним пристроєм крізь завісу покриття на вихідний транспортувальний пристрій, який відрізняється тим, що принаймні вхідна зона вихідного транспортувального пристрою підіймається відносно до вхідного транспортувального пристрою та/або вихідна зона вхідного транспортувального пристрою опускається відносно до вихідного транспортувального пристрою до того як кінцева ділянка компонента, що покривається, залишає вхідний транспортувальний пристрій, де регулювання висоти вхідного транспортувального пристрою та/або вихідного транспортувального пристрою, призводить до того, що принаймні вхідна зона вихідного транспортувального пристрою опиняється вище рівня вихідної зони вхідного транспортного пристрою.
17. Спосіб за п. 16, який відрізняється тим, що після того, як кінцева ділянка попереднього компонента залишила вхідний транспортувальний пристрій та бажано, доки дана кінцева ділянка попереднього компонента також ще не залишила завісу покриття принаймні вхідну зону вихідного транспортувального пристрою автоматично знову опускають та/або принаймні вихідну зону вхідного транспортувального пристрою автоматично знову підіймають, перш ніж фронтальна ділянка наступного компонента, що покривається, приходить у контакт з вихідним транспортувальним пристроєм.
18. Спосіб за п. 17, який відрізняється тим, що принаймні вхідна зона вихідного транспортувального пристрою встановлена на більш низькому рівні, ніж висота вихідної зони вхідного транспортувального пристрою.
19. Спосіб за будь-яким із пп. 16-18, який відрізняється тим, що швидкість підйому знаходиться в межах від 1 см/сек. до 10 см/сек., краще у межах від 1 см/сек. до 7 см/сек., ще краще у межах від 2 см/сек. до 6 см/сек., а ще краще у межах від 3 см/сек. до 5 см./сек.
20. Спосіб за будь-яким із пп. 16-19, який відрізняється тим, що виявляється положення компонента, що покривається, та автоматично здійснюється контроль відносного вертикального положення принаймні вхідної зони вихідного транспортувального пристрою залежно від положення компонентів, що покриваються.
21. Спосіб за п. 20, який відрізняється тим, що на початку процесу нанесення покриття вхідна зона вихідного транспортувального пристрою розташована на більш низькому рівні, ніж вихідна зона вхідного транспортувального пристрою.
22. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що проміжок між вхідним транспортувальним пристроєм та вихідним транспортувальним пристроєм простягається перпендикулярно до напрямку транспортування компонентів, що покриваються, і довжина цього проміжку відповідає принаймні довжині завіси покриття.
23. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти у формі панелі є дискретними жорсткими компонентами, які мають довжину переважно менше 4 метрів.
Текст
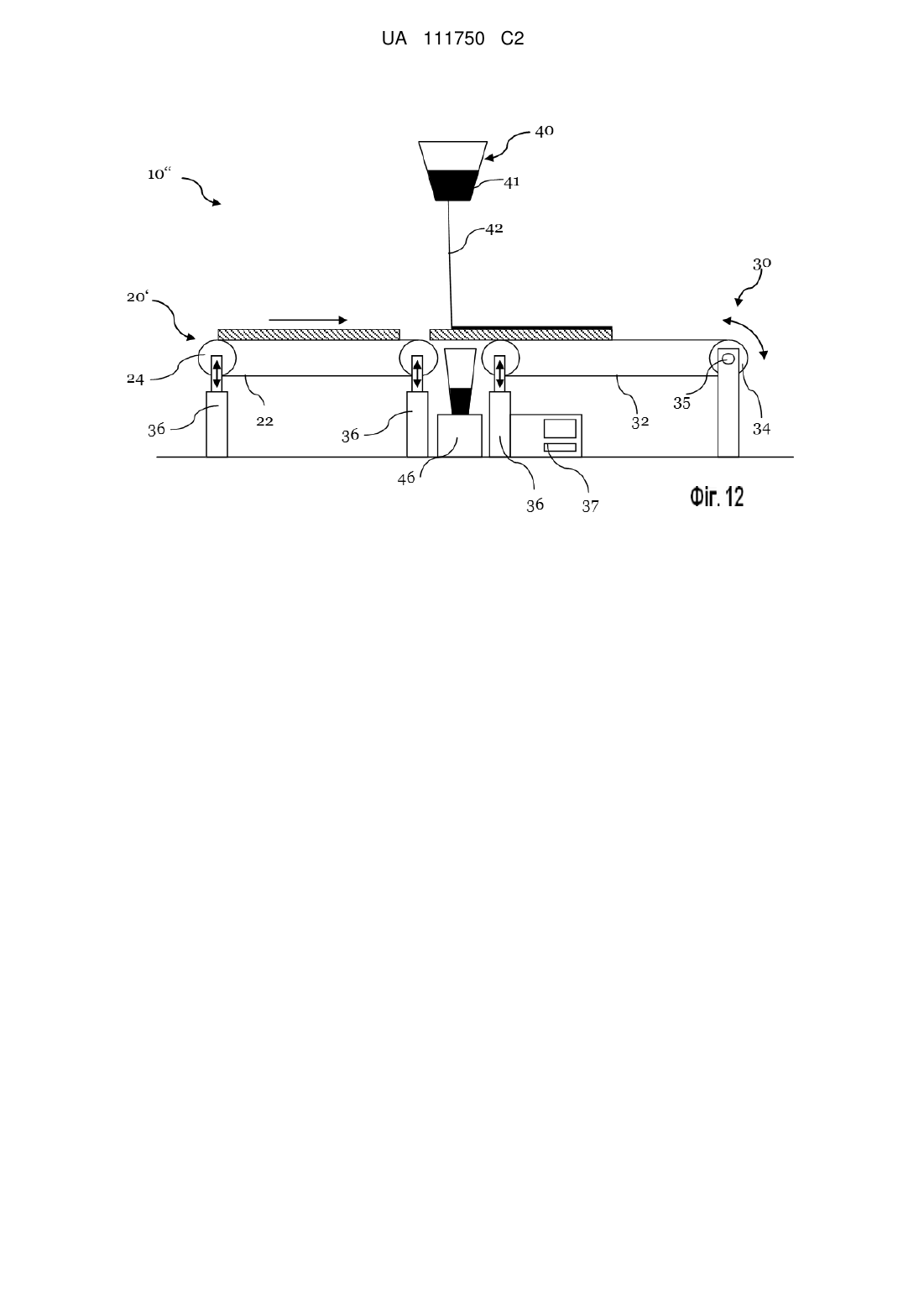
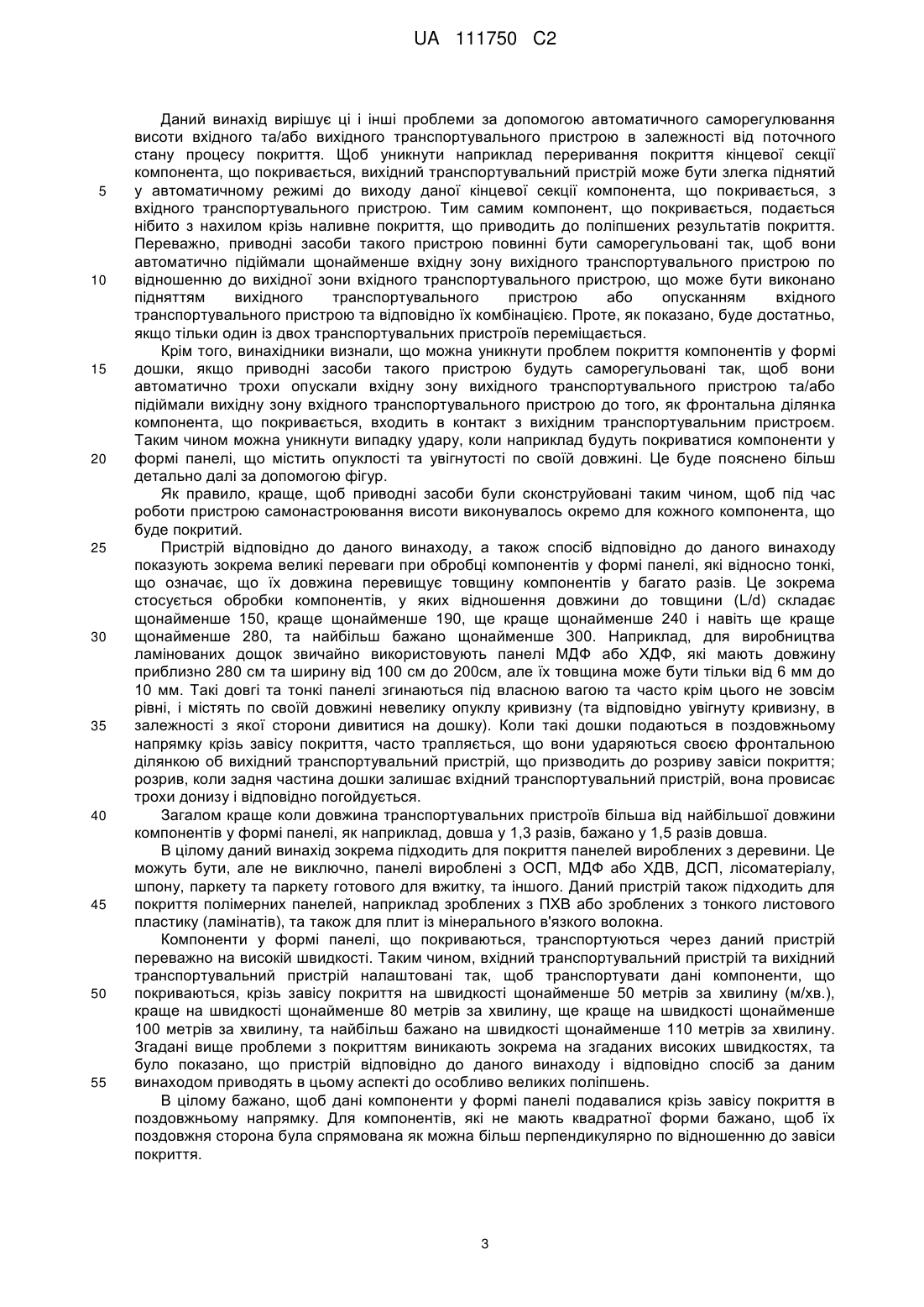
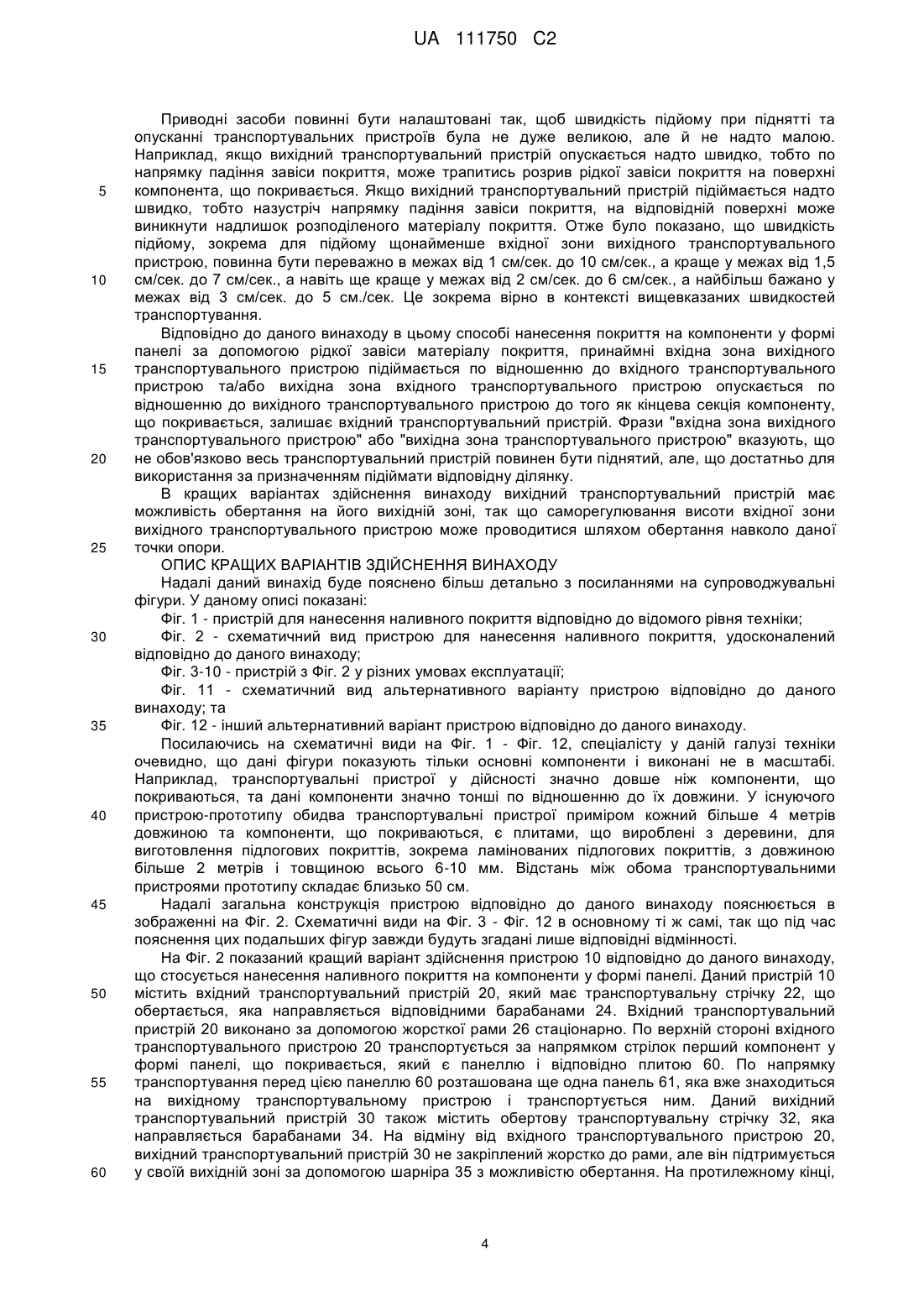
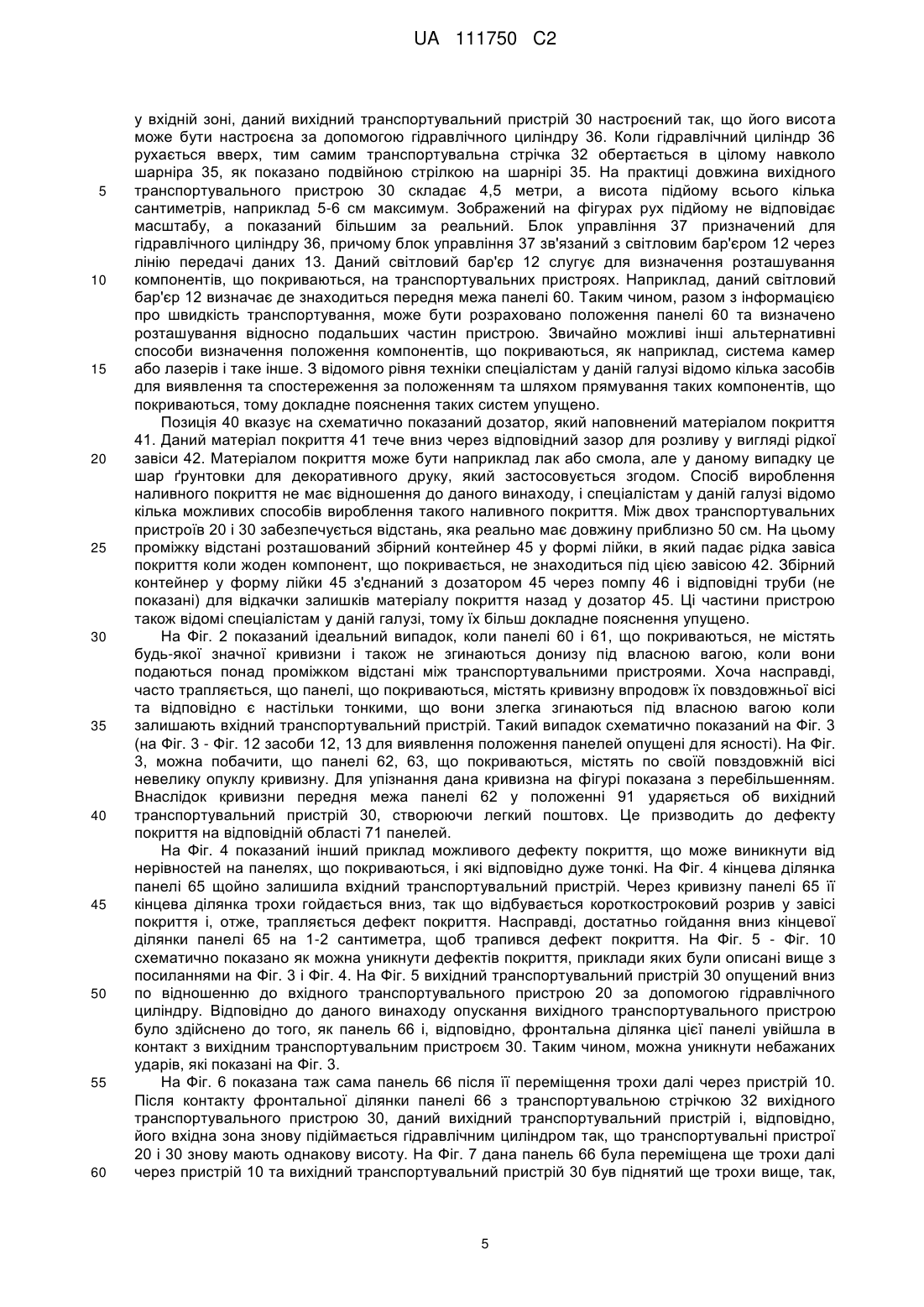
Реферат: Даний винахід стосується пристрою 10 та способу нанесення покриття наливом на компоненти 60 у формі панелі, а також компонентів, які були виготовлені таким способом. Даний пристрій містить пристрій 40 для утворення рідкої завіси 42 матеріалу покриття, вхідний транспортувальний пристрій 20 та вихідний транспортувальний пристрій 30, при цьому вихідний транспортувальний пристрій 30 та/або вхідний транспортувальний пристрій 20 можуть регулюватися по висоті. UA 111750 C2 (12) UA 111750 C2 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ТЕХНІКИ Даний винахід стосується пристрою та способу нанесення покриття наливом на компоненти у формі панелі, як наприклад, на панелі з МДФ (МДФ: деревинноволокниста плита середньої щільності) або на панелі з ХДФ (ХДФ: деревинноволокниста плита високої щільності). РІВЕНЬ ТЕХНІКИ З рівня техніки відомо кілька пристроїв та способів покриття поверхонь компонентів у формі панелі. Наприклад, із заявки WO 2009/074174 A1 цього ж самого заявника, відомо пристрій для нанесення покриття, у якому рідкий матеріал покриття наноситься за допомогою аплікаційного барабану на аплікаційний пояс. Потім даний аплікаційний пояс притискається пресувальним барабаном до компонентів у формі панелі, які покриваються, щоб перенести рідкий матеріал покриття з поясів покриття на поверхню компонентів, які покриваються. Тому дані компоненти у формі панелі подаються по транспортувальній стрічці разом з поясами покриття через даний пристрій. Недоліком такого способу нанесення із застосуванням барабану є те, що таке нанесене покриття має негладку хвилясту поверхню внаслідок кривизни аплікаційного барабану, де не береться до уваги те, як матеріал покриття розподіляється на поверхню, що покривається, напряму з цього барабану або опосередковано через пояс покриття. Проте виступи та заглибини цієї хвилястої поверхні настільки малі, що поверхня, яка виготовлена таким способом, як правило дуже добре підходить для звичайного 3-х кольорового друку. Проте, як було пояснено, дана хвилястість структури поверхні являється недоліком при цифрових способах друку. Передбачається, що така нерівномірність поверхонь, покритих таким способом, навіть якщо така нерівномірність дуже невелика, може призвести до неоптимального друку зображень при цифровому друку у зв'язку з різницею електричних потенціалів. Також з рівня техніки відомі способи покриття, в яких не застосовуються обертові барабани. Зокрема, відомі так звані способи нанесення покриття наливом, в яких генерується рідка завіса матеріалу покриття, крізь яку подаються компоненти, що покриваються. Така завіса рідкого матеріалу покриття, наприклад, може надходити з дозатора та, під впливом сил гравітації, вільно опадати вниз. Також відомі дозатори, де рідка завіса активно виводиться через форсунки. Типовий приклад такого наливного покриття описується у заявці EP 1252937 А1. На Фіг. 1 даного документа показана принципова схема пристрою для нанесення покриття наливом. Дані компоненти у формі панелі подаються через вхідний транспортувальний пристрій, проходять крізь рідку завісу матеріалу покриття та виводяться через вихідний транспортувальний пристрій. Вхідний та вихідний транспортувальні пристрої містять транспортувальні стрічки, що обертаються. У пристроях для нанесення наливного покриття на окремі компоненти, як наприклад компоненти у формі панелі, обов'язково повинен бути забезпечений проміжок між вхідним транспортувальним пристроєм та вихідним транспортувальним пристроєм, на протязі якого може опадати рідка завіса для того, щоб відвести залишки матеріалу покриття геть. Це спричиняється тим фактом, що протягом покриття компонентів у формі панелі, неминуче існують більш-менш великі прогалини між двома наступними компонентами. На відміну від цього, також відомі пристрої для нанесення наливного покриття, які сконструйовані для покриття листового матеріалу, як наприклад для покриття паперових листів. У таких пристроях звичайно немає необхідності у проміжку, оскільки лист, який покривається, не містить будь-яких розривів та, можна сказати, є "безкінечний", коли він подається крізь завісу покриття. Хоча звичайні пристрої та способи для нанесення наливного покриття працюють задовільно, все ще існує потреба в їх удосконаленні. Як було зокрема показано, покриття (злегка) гнутих криволінійних панельних компонентів є проблематичним, оскільки вони будуть покриватися, протягом проходження крізь наливне покриття, по своїм опуклим ділянкам по іншому ніж по своїм відносно рівним ділянкам. Це відбувається, зокрема, з компонентами, які містять специфічну гнучкість, як наприклад великі, але тонкі, виготовлені з деревини панелі. Це може зокрема трапитись, коли рідка завіса матеріалу покриття розривається в кінцевій ділянці панелі, яка подається крізь завісу, коли така кінцева ділянка згинається вниз. Більш того, існує ризик, що фронтальна ділянка панелі, яка подається крізь наливне покриття, отримує удар протягом контакту з вихідним транспортувальним пристроєм, коли така фронтальна ділянка зігнута вниз. Таким чином, процес нанесення покриття порушується. Дані проблеми повстають більш часто для компонентів, що мають відносно тонку форму панелі, наприклад для компонентів, які мають велику довжину по відношенню до їх товщини та які відповідно мають специфічну гнучкість. Проаналізувавши вищезгаданий рівень техніки стає зрозуміло, що повстає завдання одержати пристрій та спосіб нанесення наливного покриття на компоненти у формі панелі, за яких згадані вище недоліки відомого рівня техніки можна було б уникнути та відповідно знизити. 1 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 Зокрема існує проблема одержання пристрою та способу, де тонко панельні компоненти та відносно нерівні панельні компоненти могли б бути покриті рідким наливним покриттям з високою якістю. Зокрема, однорідність покриття панелей вироблених з деревини може бути досягнута відповідно до даного винаходу, де такі панелі містять невелику опуклу кривизну по своїй довжині. Ці та інші проблеми, які згадуються під час викладення наступного опису винаходу або, які можуть бути визнані спеціалістами у цій галузі, вирішуються за допомогою пристрою для нанесення наливного покриття за пунктом 1 формули та за допомогою способу за пунктом 14 формули винаходу. ДОКЛАДНИЙ ОПИС ВИНАХОДУ Для полегшення розуміння даного винаходу на початку за допомогою Фіг. 1 пояснюється дія типового пристрою для нанесення наливного покриття на компоненти у формі панелі згідно з відомим рівнем техніки. На Фіг. 1 схематично зображений типовий пристрій для нанесення наливного покриття на компоненти у формі панелі. Даний пристрій містить вхідний транспортувальний пристрій 2 та вихідний транспортувальний пристрій 3, які подають компоненти у формі панелі за напрямком стрілок через та за межи дозатора 4. Даний дозатор 4 розпилює рідку завісу матеріалу покриття, щоб забезпечити покриття даних компонентів шаром покриття. Між вхідним транспортувальним пристроєм 2 та вихідним транспортувальним пристроєм 3 ми можемо бачити проміжок відстані 7, яка безпосередньо розташована за дозатором 4. Даний проміжок відстані 7 обов'язково необхідний для усіх пристроїв для покриття компонентів у формі панелі, оскільки між окремими компонентами, що покриваються, як наприклад панелі МДФ, які подаються через такий пристрій, неминуче існують прогалини. Потім залишки матеріалу покриття падають униз на проміжку відстані 7 у збірний контейнер 5. Помпа 6 подає залишки матеріалу покриття, які накопичуються у збірному контейнері 5, назад до дозатора 4. Посилання 8 стосується пристрою управління і відповідно приводу транспортувальних пристроїв. Пристрій для нанесення наливного покриття відповідно до даного винаходу відрізняється від пристроїв з відомого рівня техніки зокрема тим, що вихідний транспортувальний пристрій та/або вхідний транспортувальний пристрій може (та відповідно можуть) самоналагоджуватися по висоті, з тим, щоб в процесі роботи пристрою допускати самонастроєння відповідної висоти обох транспортувальних пристроїв. При цьому відповідні приводні засоби пристосовані, під час операції нанесення покриття, автоматично виконувати самонастроєння висоти вихідного транспортувального пристрою і відповідно вхідного транспортувального пристрою в залежності від положення компонентів, які повинні бути покриті. Наприклад, приводними засобами можуть бути один або кілька гідравлічних циліндрів, які підіймають і відповідно опускають транспортувальні пристрої. Заявники визнають, що звичайні пристрої для нанесення наливного покриття, наприклад як такі, що показані на Фіг.1, працюють задовільно, якщо компоненти у формі панелі, що покриваються, загалом рівні (не мають нерівностей); але часто такі пристрої мають недоліки при обробці компонентів, якщо компоненти містять специфічну кривизну і не є повністю рівними. Це зокрема стосується обробки тонких компонентів великої довжини або компонентів у формі панелі, яка містить невелику опуклу або увігнуту форму внаслідок її власної ваги або внаслідок способу виробництва. Ця проблема зокрема виникає під час обробки компонентів у формі панелі, які вироблені з деревини, що використовуються для виготовлення панелей підлоги. Ці компоненти звичайно виготовляються з деревинноволокнистих плит середньої щільності (МДФ) або з деревинноволокнистих плит високої щільності (ХДФ) та мають довжину більш ніж 2 метри і товщину усього декілька міліметрів. В результаті процесу виробництва плит МДФ та ХДФ, такі панелі і відповідні плити часто містять увігнуту та відповідно опуклу кривизну. Така кривизна дуже невелика і навряд її можна помітити звичайним оком. Однак це може мати такий ефект, що під час транспортування такого компоненту від вхідного транспортувального пристрою до вхідної зони вихідного транспортувального пристрою передня ділянка цього компоненту отримує удар об вихідний транспортувальний пристрій і, таким чином, процес нанесення покриття порушується. Крім того для опуклих панелей і відповідно плит, які подаються через такий пристрій для нанесення наливного покриття, виникає проблема коли кінцева ділянка такої панелі і відповідної плити залишає вхідний транспортувальний пристрій, то така кінцева ділянка злегка опускається донизу. Це також може привести до порушення процесу нанесення покриття, аж до короткострокового перериву рідкого наливного покриття на відповідній кінцевій секції панелі і відповідно на плиті. 2 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід вирішує ці і інші проблеми за допомогою автоматичного саморегулювання висоти вхідного та/або вихідного транспортувального пристрою в залежності від поточного стану процесу покриття. Щоб уникнути наприклад переривання покриття кінцевої секції компонента, що покривається, вихідний транспортувальний пристрій може бути злегка піднятий у автоматичному режимі до виходу даної кінцевої секції компонента, що покривається, з вхідного транспортувального пристрою. Тим самим компонент, що покривається, подається нібито з нахилом крізь наливне покриття, що приводить до поліпшених результатів покриття. Переважно, приводні засоби такого пристрою повинні бути саморегульовані так, щоб вони автоматично підіймали щонайменше вхідну зону вихідного транспортувального пристрою по відношенню до вихідної зони вхідного транспортувального пристрою, що може бути виконано підняттям вихідного транспортувального пристрою або опусканням вхідного транспортувального пристрою та відповідно їх комбінацією. Проте, як показано, буде достатньо, якщо тільки один із двох транспортувальних пристроїв переміщається. Крім того, винахідники визнали, що можна уникнути проблем покриття компонентів у формі дошки, якщо приводні засоби такого пристрою будуть саморегульовані так, щоб вони автоматично трохи опускали вхідну зону вихідного транспортувального пристрою та/або підіймали вихідну зону вхідного транспортувального пристрою до того, як фронтальна ділянка компонента, що покривається, входить в контакт з вихідним транспортувальним пристроєм. Таким чином можна уникнути випадку удару, коли наприклад будуть покриватися компоненти у формі панелі, що містить опуклості та увігнутості по своїй довжині. Це буде пояснено більш детально далі за допомогою фігур. Як правило, краще, щоб приводні засоби були сконструйовані таким чином, щоб під час роботи пристрою самонастроювання висоти виконувалось окремо для кожного компонента, що буде покритий. Пристрій відповідно до даного винаходу, а також спосіб відповідно до даного винаходу показують зокрема великі переваги при обробці компонентів у формі панелі, які відносно тонкі, що означає, що їх довжина перевищує товщину компонентів у багато разів. Це зокрема стосується обробки компонентів, у яких відношення довжини до товщини (L/d) складає щонайменше 150, краще щонайменше 190, ще краще щонайменше 240 і навіть ще краще щонайменше 280, та найбільш бажано щонайменше 300. Наприклад, для виробництва ламінованих дощок звичайно використовують панелі МДФ або ХДФ, які мають довжину приблизно 280 см та ширину від 100 см до 200см, але їх товщина може бути тільки від 6 мм до 10 мм. Такі довгі та тонкі панелі згинаються під власною вагою та часто крім цього не зовсім рівні, і містять по своїй довжині невелику опуклу кривизну (та відповідно увігнуту кривизну, в залежності з якої сторони дивитися на дошку). Коли такі дошки подаються в поздовжньому напрямку крізь завісу покриття, часто трапляється, що вони ударяються своєю фронтальною ділянкою об вихіднийтранспортувальний пристрій, що призводить до розриву завіси покриття; розрив, коли задня частина дошки залишає вхідний транспортувальний пристрій, вона провисає трохи донизу і відповідно погойдується. Загалом краще коли довжина транспортувальних пристроїв більша від найбільшої довжини компонентів у формі панелі, як наприклад, довша у 1,3 разів, бажано у 1,5 разів довша. В цілому даний винахід зокрема підходить для покриття панелей вироблених з деревини. Це можуть бути, але не виключно, панелі вироблені з ОСП, МДФ або ХДВ, ДСП, лісоматеріалу, шпону, паркету та паркету готового для вжитку, та іншого. Даний пристрій також підходить для покриття полімерних панелей, наприклад зроблених з ПХВ або зроблених з тонкого листового пластику (ламінатів), та також для плит із мінерального в'язкого волокна. Компоненти у формі панелі, що покриваються, транспортуються через даний пристрій переважно на високій швидкості. Таким чином, вхідний транспортувальний пристрій та вихідний транспортувальний пристрій налаштовані так, щоб транспортувати дані компоненти, що покриваються, крізь завісу покриття на швидкості щонайменше 50 метрів за хвилину (м/хв.), краще на швидкості щонайменше 80 метрів за хвилину, ще краще на швидкості щонайменше 100 метрів за хвилину, та найбільш бажано на швидкості щонайменше 110 метрів за хвилину. Згадані вище проблеми з покриттям виникають зокрема на згаданих високих швидкостях, та було показано, що пристрій відповідно до даного винаходу і відповідно спосіб за даним винаходом приводять в цьому аспекті до особливо великих поліпшень. В цілому бажано, щоб дані компоненти у формі панелі подавалися крізь завісу покриття в поздовжньому напрямку. Для компонентів, які не мають квадратної форми бажано, щоб їх поздовжня сторона була спрямована як можна більш перпендикулярно по відношенню до завіси покриття. 3 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 60 Приводні засоби повинні бути налаштовані так, щоб швидкість підйому при піднятті та опусканні транспортувальних пристроїв була не дуже великою, але й не надто малою. Наприклад, якщо вихідний транспортувальний пристрій опускається надто швидко, тобто по напрямку падіння завіси покриття, може трапитись розрив рідкої завіси покриття на поверхні компонента, що покривається. Якщо вихідний транспортувальний пристрій підіймається надто швидко, тобто назустріч напрямку падіння завіси покриття, на відповідній поверхні може виникнути надлишок розподіленого матеріалу покриття. Отже було показано, що швидкість підйому, зокрема для підйому щонайменше вхідної зони вихідного транспортувального пристрою, повинна бути переважно в межах від 1 см/сек. до 10 см/сек., а краще у межах від 1,5 см/сек. до 7 см/сек., а навіть ще краще у межах від 2 см/сек. до 6 см/сек., а найбільш бажано у межах від 3 см/сек. до 5 см./сек. Це зокрема вірно в контексті вищевказаних швидкостей транспортування. Відповідно до даного винаходу в цьому способі нанесення покриття на компоненти у формі панелі за допомогою рідкої завіси матеріалу покриття, принаймні вхідна зона вихідного транспортувального пристрою підіймається по відношенню до вхідного транспортувального пристрою та/або вихідна зона вхідного транспортувального пристрою опускається по відношенню до вихідного транспортувального пристрою до того як кінцева секція компоненту, що покривається, залишає вхідний транспортувальний пристрій. Фрази "вхідна зона вихідного транспортувального пристрою" або "вихідна зона транспортувального пристрою" вказують, що не обов'язково весь транспортувальний пристрій повинен бути піднятий, але, що достатньо для використання за призначенням підіймати відповідну ділянку. В кращих варіантах здійснення винаходу вихідний транспортувальний пристрій має можливість обертання на його вихідній зоні, так що саморегулювання висоти вхідної зони вихідного транспортувального пристрою може проводитися шляхом обертання навколо даної точки опори. ОПИС КРАЩИХ ВАРІАНТІВ ЗДІЙСНЕННЯ ВИНАХОДУ Надалі даний винахід буде пояснено більш детально з посиланнями на супроводжувальні фігури. У даному описі показані: Фіг. 1 - пристрій для нанесення наливного покриття відповідно до відомого рівня техніки; Фіг. 2 - схематичний вид пристрою для нанесення наливного покриття, удосконалений відповідно до даного винаходу; Фіг. 3-10 - пристрій з Фіг. 2 у різних умовах експлуатації; Фіг. 11 - схематичний вид альтернативного варіанту пристрою відповідно до даного винаходу; та Фіг. 12 - інший альтернативний варіант пристрою відповідно до даного винаходу. Посилаючись на схематичні види на Фіг. 1 - Фіг. 12, спеціалісту у даній галузі техніки очевидно, що дані фігури показують тільки основні компоненти і виконані не в масштабі. Наприклад, транспортувальні пристрої у дійсності значно довше ніж компоненти, що покриваються, та дані компоненти значно тонші по відношенню до їх довжини. У існуючого пристрою-прототипу обидва транспортувальні пристрої приміром кожний більше 4 метрів довжиною та компоненти, що покриваються, є плитами, що вироблені з деревини, для виготовлення підлогових покриттів, зокрема ламінованих підлогових покриттів, з довжиною більше 2 метрів і товщиною всього 6-10 мм. Відстань між обома транспортувальними пристроями прототипу складає близько 50 см. Надалі загальна конструкція пристрою відповідно до даного винаходу пояснюється в зображенні на Фіг. 2. Схематичні види на Фіг. 3 - Фіг. 12 в основному ті ж самі, так що під час пояснення цих подальших фігур завжди будуть згадані лише відповідні відмінності. На Фіг. 2 показаний кращий варіант здійснення пристрою 10 відповідно до даного винаходу, що стосується нанесення наливного покриття на компоненти у формі панелі. Даний пристрій 10 містить вхідний транспортувальний пристрій 20, який має транспортувальну стрічку 22, що обертається, яка направляється відповідними барабанами 24. Вхідний транспортувальний пристрій 20 виконано за допомогою жорсткої рами 26 стаціонарно. По верхній стороні вхідного транспортувального пристрою 20 транспортується за напрямком стрілок перший компонент у формі панелі, що покривається, який є панеллю і відповідно плитою 60. По напрямку транспортування перед цією панеллю 60 розташована ще одна панель 61, яка вже знаходиться на вихідному транспортувальному пристрою і транспортується ним. Даний вихідний транспортувальний пристрій 30 також містить обертову транспортувальну стрічку 32, яка направляється барабанами 34. На відміну від вхідного транспортувального пристрою 20, вихідний транспортувальний пристрій 30 не закріплений жорстко до рами, але він підтримується у своїй вихідній зоні за допомогою шарніра 35 з можливістю обертання. На протилежному кінці, 4 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 60 у вхідній зоні, даний вихідний транспортувальний пристрій 30 настроєний так, що його висота може бути настроєна за допомогою гідравлічного циліндру 36. Коли гідравлічний циліндр 36 рухається вверх, тим самим транспортувальна стрічка 32 обертається в цілому навколо шарніра 35, як показано подвійною стрілкою на шарнірі 35. На практиці довжина вихідного транспортувального пристрою 30 складає 4,5 метри, а висота підйому всього кілька сантиметрів, наприклад 5-6 см максимум. Зображений на фігурах рух підйому не відповідає масштабу, а показаний більшим за реальний. Блок управління 37 призначений для гідравлічного циліндру 36, причому блок управління 37 зв'язаний з світловим бар'єром 12 через лінію передачі даних 13. Даний світловий бар'єр 12 слугує для визначення розташування компонентів, що покриваються, на транспортувальних пристроях. Наприклад, даний світловий бар'єр 12 визначає де знаходиться передня межа панелі 60. Таким чином, разом з інформацією про швидкість транспортування, може бути розраховано положення панелі 60 та визначено розташування відносно подальших частин пристрою. Звичайно можливі інші альтернативні способи визначення положення компонентів, що покриваються, як наприклад, система камер або лазерів і таке інше. З відомого рівня техніки спеціалістам у даній галузі відомо кілька засобів для виявлення та спостереження за положенням та шляхом прямування таких компонентів, що покриваються, тому докладне пояснення таких систем упущено. Позиція 40 вказує на схематично показаний дозатор, який наповнений матеріалом покриття 41. Даний матеріал покриття 41 тече вниз через відповідний зазор для розливу у вигляді рідкої завіси 42. Матеріалом покриття може бути наприклад лак або смола, але у даному випадку це шар ґрунтовки для декоративного друку, який застосовується згодом. Спосіб вироблення наливного покриття не має відношення до даного винаходу, і спеціалістам у даній галузі відомо кілька можливих способів вироблення такого наливного покриття. Між двох транспортувальних пристроїв 20 і 30 забезпечується відстань, яка реально має довжину приблизно 50 см. На цьому проміжку відстані розташований збірний контейнер 45 у формі лійки, в який падає рідка завіса покриття коли жоден компонент, що покривається, не знаходиться під цією завісою 42. Збірний контейнер у форму лійки 45 з'єднаний з дозатором 45 через помпу 46 і відповідні труби (не показані) для відкачки залишків матеріалу покриття назад у дозатор 45. Ці частини пристрою також відомі спеціалістам у даній галузі, тому їх більш докладне пояснення упущено. На Фіг. 2 показаний ідеальний випадок, коли панелі 60 і 61, що покриваються, не містять будь-якої значної кривизни і також не згинаються донизу під власною вагою, коли вони подаються понад проміжком відстані між транспортувальними пристроями. Хоча насправді, часто трапляється, що панелі, що покриваються, містять кривизну впродовж їх повздовжньої вісі та відповідно є настільки тонкими, що вони злегка згинаються під власною вагою коли залишають вхідний транспортувальний пристрій. Такий випадок схематично показаний на Фіг. 3 (на Фіг. 3 - Фіг. 12 засоби 12, 13 для виявлення положення панелей опущені для ясності). На Фіг. 3, можна побачити, що панелі 62, 63, що покриваються, містять по своїй повздовжній вісі невелику опуклу кривизну. Для упізнання дана кривизна на фігурі показана з перебільшенням. Внаслідок кривизни передня межа панелі 62 у положенні 91 ударяється об вихідний транспортувальний пристрій 30, створюючи легкий поштовх. Це призводить до дефекту покриття на відповідній області 71 панелей. На Фіг. 4 показаний інший приклад можливого дефекту покриття, що може виникнути від нерівностей на панелях, що покриваються, і які відповідно дуже тонкі. На Фіг. 4 кінцева ділянка панелі 65 щойно залишила вхідний транспортувальний пристрій. Через кривизну панелі 65 її кінцева ділянка трохи гойдається вниз, так що відбувається короткостроковий розрив у завісі покриття і, отже, трапляється дефект покриття. Насправді, достатньо гойдання вниз кінцевої ділянки панелі 65 на 1-2 сантиметра, щоб трапився дефект покриття. На Фіг. 5 - Фіг. 10 схематично показано як можна уникнути дефектів покриття, приклади яких були описані вище з посиланнями на Фіг. 3 і Фіг. 4. На Фіг. 5 вихідний транспортувальний пристрій 30 опущений вниз по відношенню до вхідного транспортувального пристрою 20 за допомогою гідравлічного циліндру. Відповідно до даного винаходу опускання вихідного транспортувального пристрою було здійснено до того, як панель 66 і, відповідно, фронтальна ділянка цієї панелі увійшла в контакт з вихідним транспортувальним пристроєм 30. Таким чином, можна уникнути небажаних ударів, які показані на Фіг. 3. На Фіг. 6 показана таж сама панель 66 після її переміщення трохи далі через пристрій 10. Після контакту фронтальної ділянки панелі 66 з транспортувальною стрічкою 32 вихідного транспортувального пристрою 30, даний вихідний транспортувальний пристрій і, відповідно, його вхідна зона знову підіймається гідравлічним циліндром так, що транспортувальні пристрої 20 і 30 знову мають однакову висоту. На Фіг. 7 дана панель 66 була переміщена ще трохи далі через пристрій 10 та вихідний транспортувальний пристрій 30 був піднятий ще трохи вище, так, 5 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 60 що принаймні вхідна зона цього вихідного транспортувального пристрою 30 піднялась на вищий рівень ніж вихідна зона вхідного транспортувального пристрою 20. Тому дана панель 66 подається крізь завісу покриття 42 під невеликим нахилом, що несподівано призводить до однорідності покриттів, зокрема на злегка вигнутий панелях. На Фіг. 8 показана таж сама панель 66 незабаром після того, як її кінцева секція залишила вхідний транспортувальний пристрій. Даний вихідний транспортувальний пристрій показаний на Фіг. 8 у його найвищому положенні. Кінцева ділянка даної панелі 66 також подається крізь завісу покриття 42 "нахиленою". Таким чином, можна ефективно уникнути дефектів покриття, які були пояснені у контексті Фіг. 4. Можна уникнути "провисання вниз" кінцевої ділянки панелі, як це показано на Фіг. 4, якщо ця панель 66 обережно піднята підйомним рухом, принаймні обережно у порівнянні з неконтрольованим провисанням донизу, яке трапляється коли вхідний і вихідний транспортувальний пристрій мають однакову висоту. На Фіг. 9 панель 66 залишила завісу покриття 42 і повністю покрита без будь-яких дефектів. Наступна панель 67 ще повністю знаходиться на вхідному транспортувальному пристрої 20 та завіса покриття 42 падає у збірний контейнер 45 так, що залишки матеріалу покриття можуть бути знову закачані помпою 46 назад у дозатор. В робочому стані, який показаний на Фіг. 9 (слід зазначити, що панелі 66 і 67 рухаються зі швидкістю приблизно 100 метрів за хвилину), приводні засоби (тобто, наприклад, гідравлічний циліндр 36 та блок управління 37) діють так, що вихідний транспортувальний пристрій 30 знову опускається, щоб отримати наступну панель 67. Як зображено на Фіг. 10 даний вихідний транспортувальний пристрій 30 і, відповідно, його вхідна зона опущені по відношенню до вхідного транспортувального пристрою 20 та були настроєні на нижчий рівень від висоти вихідної зони вхідного транспортувального пристрою 20. Тому панель 67 може бути подана на транспортувальну стрічку 32 вихідного транспортувального пристрою 30 без жодного удару, і може бути транспортована далі через пристрій 10, як показано на Фіг. 5. Конфігурація вихідного транспортувального пристрою, що зображена на Фіг. 5 і Фіг.10, повинна бути відрегульована переважно до початку процедури покриття, тобто до контакту (де присутня імовірність удару) фронтальної ділянки панелі, що покривається, і відповідно плити, що покривається, з вихідним транспортувальним пристроєм. Як вже пояснювалось з посиланнями на фігури, контроль відповідного вертикального положення вихідного транспортувального пристрою 30 виконується автоматично в залежності від положення компонентів, що покриваються, як наприклад, панелей, що показані на цих фігурах. Коли засіб для виявлення положення виявляє, наприклад, що фронтальна ділянка компонента близько до завіси покриття, інформація про це положення передається приводним засобам, які потім автоматично здійснюють зниження вихідного транспортувального пристрою 30 до положення, що показано на Фіг. 5 і Фіг. 10. Аналогічним чином здійснюється підйом вихідного транспортувального пристрою 30, якщо детектування кінцевої ділянки компоненту виявляє, що залишилось небагато до того, як компонент залишить вихідний транспортувальний пристрій 30. Проміжок відстані між двома транспортувальними пристроями 20, 30 простягається, як відомо з рівня техніки, перпендикулярно до напрямку транспортування компонентів, що покриваються, і довжина цього проміжку повинна принаймні відповідати довжині завіси покриття, щоб дана завіса могла повністю попасти в збірний контейнер 45. Також для спеціалістів в даній галузі очевидно, що заявлений пристрій та спосіб не підходять для обробки листового матеріалу, як наприклад, паперових листів. Завдяки їх дуже однорідному, без розривів, покриттю, виготовленому за допомогою способів нанесення наливного покриття відповідно до даного винаходу, панелі з покриттям дуже добре підходять для декоративного друку за допомогою цифрового друкарського пристрою. Тому описаний пристрій, як правило, підходить для використання на об'єктах для виробництва безпосередньо друкованих панелей для підлоги. В такому пристрої, перед цифровим друкарським пристроєм можна розташувати, наприклад, заявлений пристрій для друку орнаменту прямо на поверхню покритих компонентів за допомогою цифрового друку. Роздруковані зображення, що наносяться таким чином, мають значно більш високу якість, ніж цифрові зображення на поверхні покриття, яке отримано за допомогою звичайних способів нанесення покриття з допомогою барабанів. На Фіг. 11 показаний альтернативний варіант пристрою 10, де вихідний транспортувальний пристрій 30 виконано з двома (або більше) гідравлічними циліндрами на обох його кінцях з можливістю регулювання по висоті. На Фіг. 12 схематично зображений інший альтернативний варіант пристрою 10, де вхідний транспортувальний пристрій 20 виконано з гідравлічним циліндром 36 з можливістю регулювання по висоті. Як правило, краще, щоб тільки вихідний транспортувальний пристрій 6 UA 111750 C2 5 був виконаний з можливістю регулювання по висоті і це переважно реалізується за допомогою шарніра, як показано на фігурах, так як затрачаються низькі зусилля в питаннях конструювання і це призводить до достатніх результатів. Однак, можливо також забезпечити лише вхідний транспортувальний пристрій з відповідною здатністю регулювання по висоті або обидва транспортувальні пристрої, як показано на Фіг. 12. Автоматичне регулювання висоти транспортувальних пристроїв дозволяє не лише уникнути дефектів покриття, що виникають через нерівність поверхонь або через вигнутості дуже тонких панелей, а й взагалі дозволяє виробляти на диво більш однорідне покриття за рахунок можливості транспортування компонентів крізь завісу покриття з нахилом. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Пристрій (10) для нанесення покриття наливом на компоненти (60) у формі панелі, який містить; - пристрій (40), що утворює рідку завісу (42) матеріалу покриття (41); і - вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) для подачі компонента (60), що покривається, крізь завісу покриття (42), причому між вхідним транспортувальним пристроєм (20) і вихідним транспортувальним пристроєм (30) передбачений проміжок, через який може бути видалений залишок матеріалу покриття, який відрізняється тим, що вихідний транспортувальний пристрій (30) та/або вхідний транспортувальний пристрій (20) регулюються по висоті і пристрій (10) додатково містить приводні засоби (36, 37), що пристосовані виконувати відповідне автоматичне саморегулювання висоти вхідного транспортувального пристрою (20) та вихідного транспортувального пристрою (30) під час нанесення покриття в залежності від положення компонентів (60), що повинні бути покриті, причому підняття або опускання здійснюється в той час, коли компонент, що повинен бути покритий, транспортується транспортувальними пристроями. 2. Пристрій для нанесення покриття наливом за п. 1, який відрізняється тим, що приводні засоби (36, 37) пристосовані виконувати автоматичне саморегулювання висоти вихідного транспортувального пристрою (20) та/або вхідного транспортувального пристрою з метою підняття принаймні вхідної зони вихідного транспортувального пристрою (20) та/або опускання вихідної зони вхідного транспортувального пристрою (30) до того як кінцева ділянка компонента (60), що повинен бути покритий, залишить вхідний транспортувальний пристрій (30). 3. Пристрій для нанесення покриття наливом за п. 2, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично регулювати принаймні вхідну зону вихідного транспортувального пристрою (30) на вищий рівень відносно до вихідної зони вхідного транспортувального пристрою (20). 4. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично опускати принаймні вхідну зону вихідного транспортувального пристрою (30) та/або підіймати вихідну зону вхідного транспортувального пристрою (20) до того як фронтальна ділянка компонента (60), що повинен бути покритий, вступить в контакт з вихідним транспортувальним пристроєм (30). 5. Пристрій для нанесення покриття наливом за п. 4, який відрізняється тим, що приводні засоби (36, 37) пристосовані автоматично регулювати принаймні вхідну зону вихідного транспортувального пристрою (30) на нижчий рівень відносно до вихідної зони вхідного транспортувального пристрою (20). 6. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вихідний транспортувальний пристрій (30) має можливість обертання на його вихідній зоні (35) для здійснення саморегулювання висоти принаймні вхідної зони вихідного транспортувального пристрою (30) за допомогою обертання та/або вхідний транспортувальний пристрій (20) має можливість обертання на його вхідній зоні для здійснення саморегулювання висоти принаймні вихідної зони вхідного транспортувального пристрою (20) за допомогою обертання. 7. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти (60) у формі панелі загалом прямокутні та мають довжину, яка перевищує товщину даних компонентів (60) у декілька раз, де відношення їх довжини до їх товщини (L/d) складає щонайменше 150, краще щонайменше 190, ще краще щонайменше 240, а ще краще щонайменше 280 та найбільш бажано щонайменше 300. 8. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) налаштовані так, щоб під час роботи пристрою транспортувати компоненти (60), що повинні бути покриті, крізь завісу покриття зі швидкістю щонайменше 50 7 UA 111750 C2 5 10 15 20 25 30 35 40 45 50 55 60 м/хв., краще на швидкості щонайменше 80 м/хв., ще краще на швидкості щонайменше 100 м/хв. та найбільш бажано на швидкості щонайменше 110 м/хв. 9. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що приводні засоби (36, 37) налаштовані так, що швидкість підйому під час підйому знаходиться в межах від 1 см/сек. до 10 см/сек., а краще у межах від 1,5 см/сек. до 7 см/сек., а ще краще у межах від 2 см/сек. до 6 см/сек. та найбільш бажано у межах від 3 см/сек. до 5 см/сек. 10. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що вхідний транспортувальний пристрій (20) та вихідний транспортувальний пристрій (30) містять транспортувальні стрічки (22, 32). 11. Пристрій для нанесення покриття наливом за будь-яким із пунктів, який відрізняється тим, що додатково містить засоби (12) для виявлення положення компонентів (60), що покриваються, на даних транспортувальних пристроях (20, 30). 12. Пристрій для нанесення покриття наливом за п. 11, який відрізняється тим, що засоби (12) для виявлення положення компонентів (60), що повинні бути покриті, взаємопов'язані (13) з приводними засобами (36, 37). 13. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що пристрій що утворює рідку завісу матеріалу покриття містить дозатор (40), який утворює завісу покриття вільного падіння (42). 14. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що проміжок між вхідним транспортувальним пристроєм та вихідним транспортувальним пристроєм простягається перпендикулярно до напрямку транспортування компонентів, що покриваються, і довжина цього проміжку відповідає принаймні довжині завіси покриття. 15. Пристрій для нанесення покриття наливом за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти у формі панелі є дискретними жорсткими компонентами, які мають довжину переважно менше 4 метрів. 16. Спосіб покриття наливом на компоненти у формі панелі за допомогою рідкої завіси матеріалу покриття, який включає: - забезпечення рідкої завіси матеріалу покриття; та - забезпечення вхідного транспортувального пристрою і вихідного транспортувального пристрою для подачі компонентів, що повинні бути покриті, крізь завісу покриття, причому між вхідним транспортувальним пристроєм і вихідним транспортувальним пристроєм забезпечений проміжок, через який може бути видалений залишок матеріалу покриття, де дані компоненти транспортуються вхідним транспортувальним пристроєм крізь завісу покриття на вихідний транспортувальний пристрій, який відрізняється тим, що принаймні вхідна зона вихідного транспортувального пристрою підіймається відносно до вхідного транспортувального пристрою та/або вихідна зона вхідного транспортувального пристрою опускається відносно до вихідного транспортувального пристрою до того як кінцева ділянка компонента, що покривається, залишає вхідний транспортувальний пристрій, де регулювання висоти вхідного транспортувального пристрою та/або вихідного транспортувального пристрою, призводить до того, що принаймні вхідна зона вихідного транспортувального пристрою опиняється вище рівня вихідної зони вхідного транспортного пристрою. 17. Спосіб за п. 16, який відрізняється тим, що після того, як кінцева ділянка попереднього компонента залишила вхідний транспортувальний пристрій та бажано, доки дана кінцева ділянка попереднього компонента також ще не залишила завісу покриття принаймні вхідну зону вихідного транспортувального пристрою автоматично знову опускають та/або принаймні вихідну зону вхідного транспортувального пристрою автоматично знову підіймають, перш ніж фронтальна ділянка наступного компонента, що покривається, приходить у контакт з вихідним транспортувальним пристроєм. 18. Спосіб за п. 17, який відрізняється тим, що принаймні вхідна зона вихідного транспортувального пристрою встановлена на більш низькому рівні, ніж висота вихідної зони вхідного транспортувального пристрою. 19. Спосіб за будь-яким із пп. 16-18, який відрізняється тим, що швидкість підйому знаходиться в межах від 1 см/сек. до 10 см/сек., краще у межах від 1 см/сек. до 7 см/сек., ще краще у межах від 2 см/сек. до 6 см/сек., а ще краще у межах від 3 см/сек. до 5 см/сек. 20. Спосіб за будь-яким із пп. 16-19, який відрізняється тим, що виявляється положення компонента, що покривається, та автоматично здійснюється контроль відносного вертикального положення принаймні вхідної зони вихідного транспортувального пристрою залежно від положення компонентів, що покриваються. 8 UA 111750 C2 5 21. Спосіб за п. 20, який відрізняється тим, що на початку процесу нанесення покриття вхідна зона вихідного транспортувального пристрою розташована на більш низькому рівні, ніж вихідна зона вхідного транспортувального пристрою. 22. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що проміжок між вхідним транспортувальним пристроєм та вихідним транспортувальним пристроєм простягається перпендикулярно до напрямку транспортування компонентів, що покриваються, і довжина цього проміжку відповідає принаймні довжині завіси покриття. 23. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що компоненти у формі панелі є дискретними жорсткими компонентами, які мають довжину переважно менше 4 метрів. 9 UA 111750 C2 10 UA 111750 C2 11 UA 111750 C2 12 UA 111750 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation and method for curtain-coating panel-shaped components
Автори англійськоюDohring, Dieter, Schafer, Hans
Автори російськоюДёринг ДитЭр, Шэфер Ханс
МПК / Мітки
МПК: B05C 11/10, B05C 5/00, B05C 9/12, B05C 11/08, B65G 21/10, B05C 13/02, B65G 21/12
Мітки: форми, покриття, спосіб, пристрій, наливом, нанесення, компоненті, панелі
Код посилання
<a href="https://ua.patents.su/15-111750-pristrijj-ta-sposib-nanesennya-pokrittya-nalivom-na-komponenti-u-formi-paneli.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб нанесення покриття наливом на компоненти у формі панелі</a>
Пристрій для нанесення покриття на металеву поверхню
Номер патенту: 36448
Опубліковано: 27.10.2008
Автори: Міхальцов Ігор Валентинович, Шанюк Ольга Василівна
МПК: B05C 9/00
Мітки: нанесення, пристрій, металеву, поверхню, покриття
Формула / Реферат:
Пристрій для нанесення покриття на металеву поверхню, що містить ванну для деталей, на які наноситься покриття, та нагріваючий пристрій, який відрізняється тим, що нагріваючий пристрій виконано у вигляді двох електродів, при цьому катодом є деталь, на яку наносять покриття, а анодом - метал, що наноситься на поверхню деталі, який закріплений в тримачі і виконаний з можливістю переміщення вздовж осі деталі.
Лінія для нанесення плівкового покриття на панелі

Номер патенту: 510
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович, Кундін Станіслав Ісакович
МПК: E04F 13/00, B28B 11/04, B28B 11/00
Мітки: плівкового, покриття, лінія, нанесення, панелі
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для нанесения пленочного покрытия на панели, содержащая раму и установленные на ней бесконечный тяговый орган, приспособления для подачи и резки пленочного покрытия, прижимной механизм, прикатное устройство в виде неприводного барабана, устройство для загиба, подворота и прижима покрытия к внутренней стороне панели, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности работы линии...
Пристрій для нанесення ворсованого покриття

Номер патенту: 57258
Опубліковано: 10.02.2011
Автор: Григорян Роман Віталійович
МПК: D04H 1/00, A45D 29/00
Мітки: пристрій, нанесення, покриття, ворсованого
Формула / Реферат:
1. Пристрій для нанесення ворсованого покриття, що містить бункер-дозатор, джерело живлення з електродом та електрод у вигляді поверхні-основи, який відрізняється тим, що як джерело живлення використаний щонайменше один низьковольтний блок живлення.2. Пристрій за п. 1, який відрізняється тим, що низьковольтний блок живлення виконаний з можливістю під'єднання до електромережі або у вигляді п'єзоелемента, або у вигляді акумулятора, або...
Електронно-променевий пристрій для нанесення покриття на деталь конденсацією із парової фази

Номер патенту: 73725
Опубліковано: 15.09.2005
Автори: Марікоккі Антоніо Френк, Еванс Джон Дуглас, старший, Брюс Роберт Вілліам
МПК: H01J 37/317, C23C 14/56, C23C 14/30, C23C 14/24, H01J 37/305, H01J 37/30
Мітки: деталь, покриття, пристрій, фазі, електронно-променевий, конденсацією, нанесення, парової
Формула / Реферат:
Електронно-променевий пристрій (10) для нанесення покриття на деталь конденсацією із парової фази, який включає: покривну камеру (12), що містить покривний матеріал та функціонує в умовах підвищеної температури та субатмосферного тиску; електронно-променеву пушку (30), що проектує електронний промінь на покривний матеріал (26), розташований у покривній камері (12), розплавлюючи покривний матеріал (26) та випаровуючи його при цьому; засоби...
Пристрій для нанесення покриття

Номер патенту: 52679
Опубліковано: 10.09.2010
Автори: Дружінін Іван Івановіч, Аржевітін Алєксандр Ніколаєвіч
МПК: B05C 3/02
Мітки: пристрій, нанесення, покриття
Формула / Реферат:
1. Пристрій для нанесення покриття, що містить ванну з рідким розчином матеріалу покриття, транспортуючий елемент із вертикально встановленими виробами, який відрізняється тим, що транспортуючий елемент виконаний у вигляді обертального стола з радіальними пазами під вироби, а ванна встановлена з можливістю зворотно-поступального вертикального переміщення.2. Пристрій за п.1, який відрізняється тим, що він обладнаний приймальним лотком...
Попередній патент: Похідні 6-дифторметил-5,6-дигідро-2н-[1,4]оксазин-3-аміну
Наступний патент: Теплообмінний апарат
Випадковий патент: Електрогазова ковпакова піч