Швидкорізальна сталь, що цементується, (варіанти) та спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, (варіанти)
Номер патенту: 66448
Опубліковано: 17.05.2004
Автори: Педан Людмила Григорівна, Литвин Олексій Олексійович, Іваниця Валерій Іванович, Іванов Леонід Іванович, Лайко Володимир Яковлевич, Клименко Фелікс Костянтинович, Приходько Олександр Іванович, Степанов Анатолій Леонідович, Мовчан Олександр Володимирович
Формула / Реферат
1. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить азот, марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. % ):
С
не більше 0,3
Сr
3,0-5,0
W
2,5-13,0
V
1,0-8,0
Мо
2,0-10,0
Mn
0,1-0,8
Si
0,1-2,0
Ті
не більше 2,0
Сu
не більше 0,3
Ni
не більше 0,6
S
не більше 0,035
Р
не більше 0,035
Nb
не більше 0,5
Zr
не більше 0,1
В
не більше 0,05
Се
не більше 0,1
Со
не більше 3,0
N
0,04-0,6
Fe
решта.
2. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. % ):
С
не більше 0,3
Сr
3,0-5,0
W
2,5-13,0
V
1,0-8,0
Мо
2,0-10,0
Mn
0,1-0,8
Si
0,1-2,0
Ті
не більше 2,0
Сu
не більше 0,3
Ni
не більше 0,6
S
не більше 0,035
Р
не більше 0,035
Nb
не більше 0,5
Zr
не більше 0,1
В
не більше 0,05
Се
не більше 0,1
Со
не більше 3,0
Fe
решта.
3. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. % ):
С
не більше 0,3
Сr
3,0-5,0
W
2,5-13,0
V
1,0-8,0
Мо
не більше 2,0
Mn
0,1-0,8
Si
0,1-2,0
Ті
не більше 2,0
Сu
не більше 0,3
Ni
не більше 0,6
S
не більше 0,035
Р
не більше 0,035
Nb
не більше 0,5
Zr
не більше 0,1
В
не більше 0,05
Се
не більше 0,1
Со
не більше 3,0
Fe
решта.
4. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. %):
С
не більше 0,3
Сr
3,0-5,0
W
2,5-13,0
V
1,0-8,0
Мо
2,0-10,0
Mn
0,1-0,8
Si
0,1-2,0
Ті
не більше 2,0
Сu
не більше 0,3
Ni
не більше 0,6
S
не більше 0,035
Р
не більше 0,035
Nb
не більше 0,5
Zr
не більше 0,1
В
не більше 0,05
Се
не більше 0,1
Со
3,0-12,0
Fe
решта.
5. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. % ):
С
не більше 0,3
Сr
3,0-5,0
W
8,5-20,0
V
1,0-8,0
Мо
не більше 2,0
Mn
0,1-0,8
Si
0,1-2,0
Ті
не більше 2,0
Сu
не більше 0,3
Ni
не більше 0,6
S
не більше 0,035
Р
не більше 0,035
Nb
не більше 0,5
Zr
не більше 0,1
В
не більше 0,05
Се
не більше 0,1
Со
3,0-12,0
Fe
решта.
6. Спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, який включає цементацію, гартування, відпуск, який відрізняється тим, що цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С.
7. Спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, який включає цементацію, гартування і відпуск, який відрізняється тим, що перед цементацією здійснюють перше гартування від температури 1050-1350°С, цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, друге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С.
8. Спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, який включає цементацію, гартування і відпуск, який відрізняється тим, що перед цементацією здійснюють перше гартування від температури 1050-1350°С з подальшим відпуском при температурі 560-780°С, цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, друге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С.
Текст
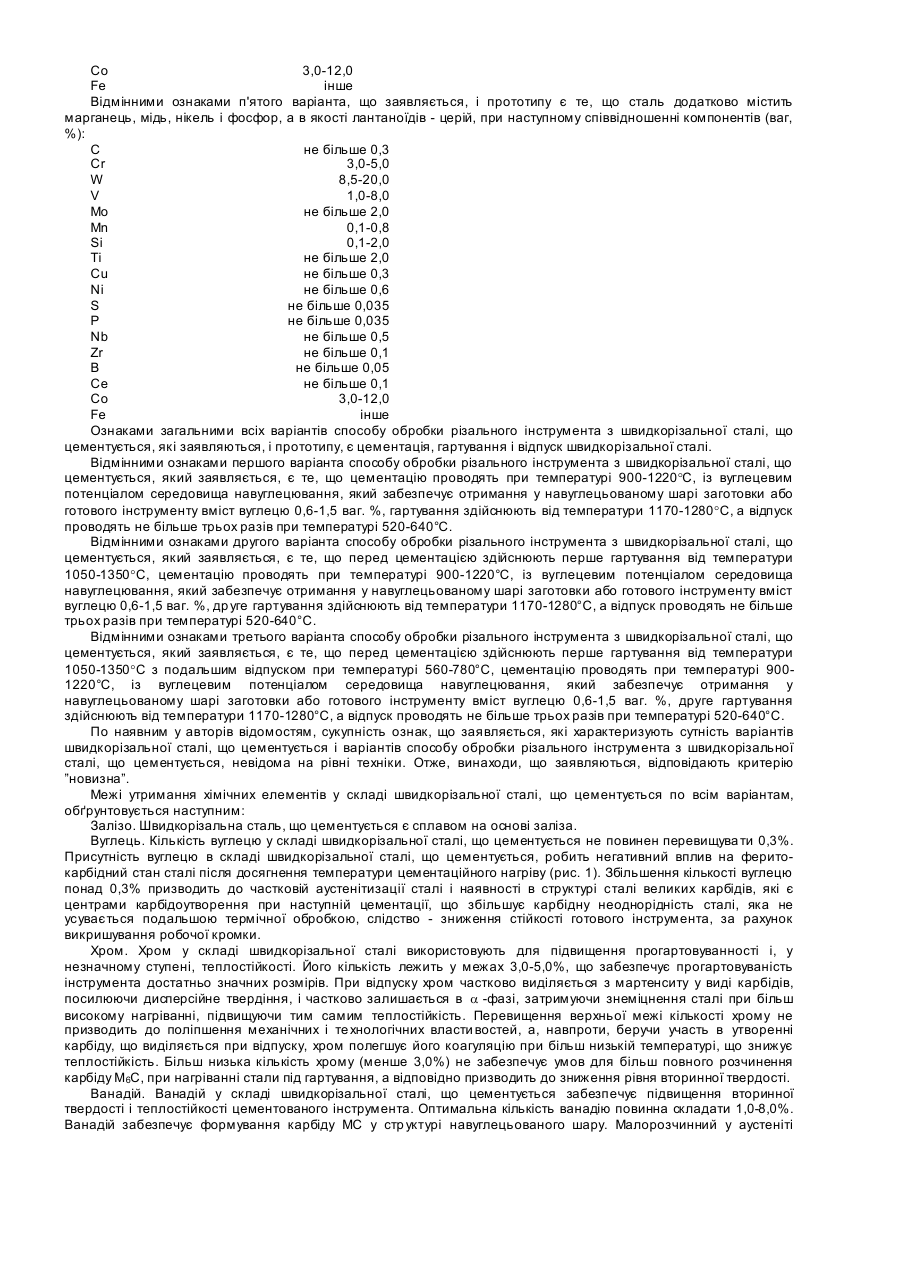
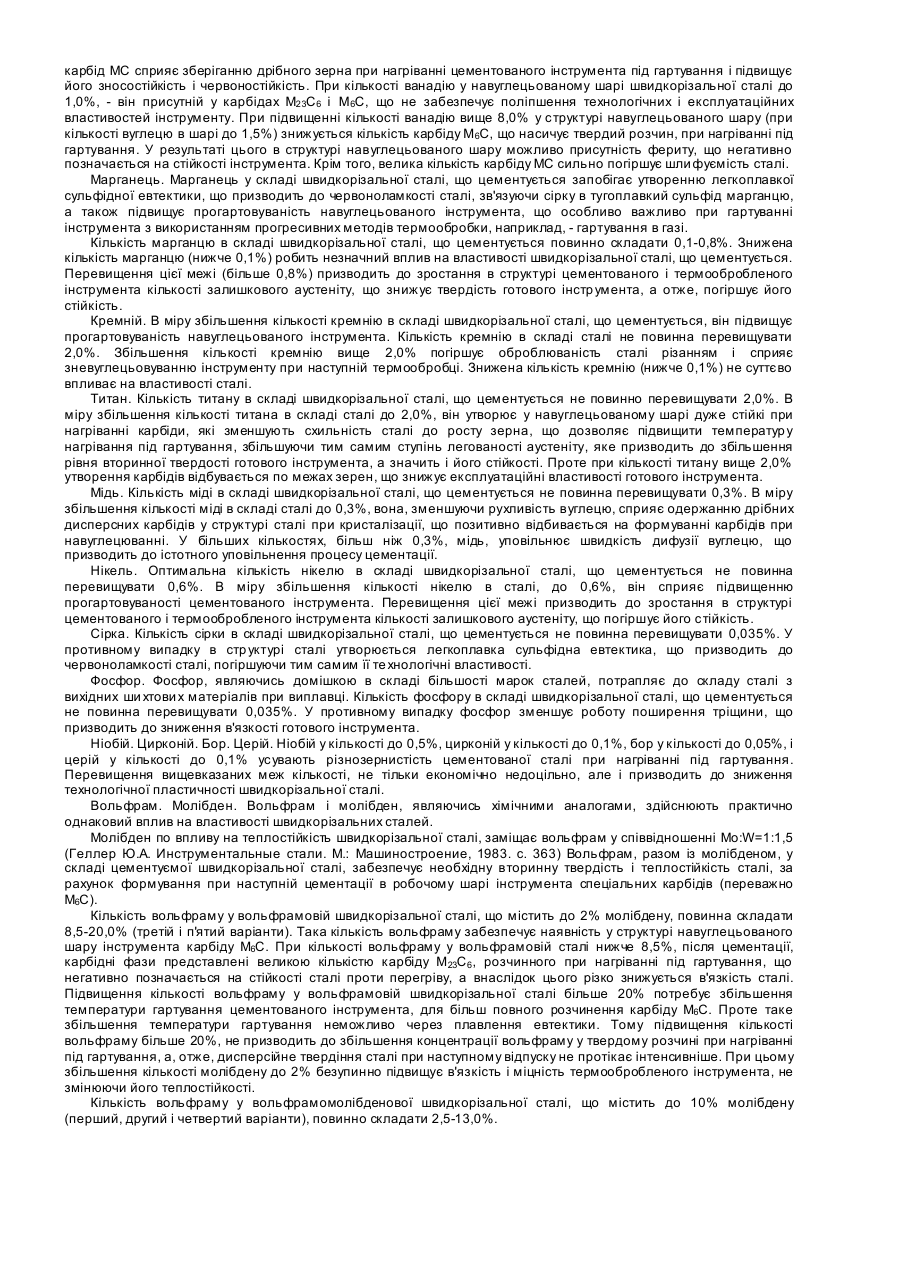
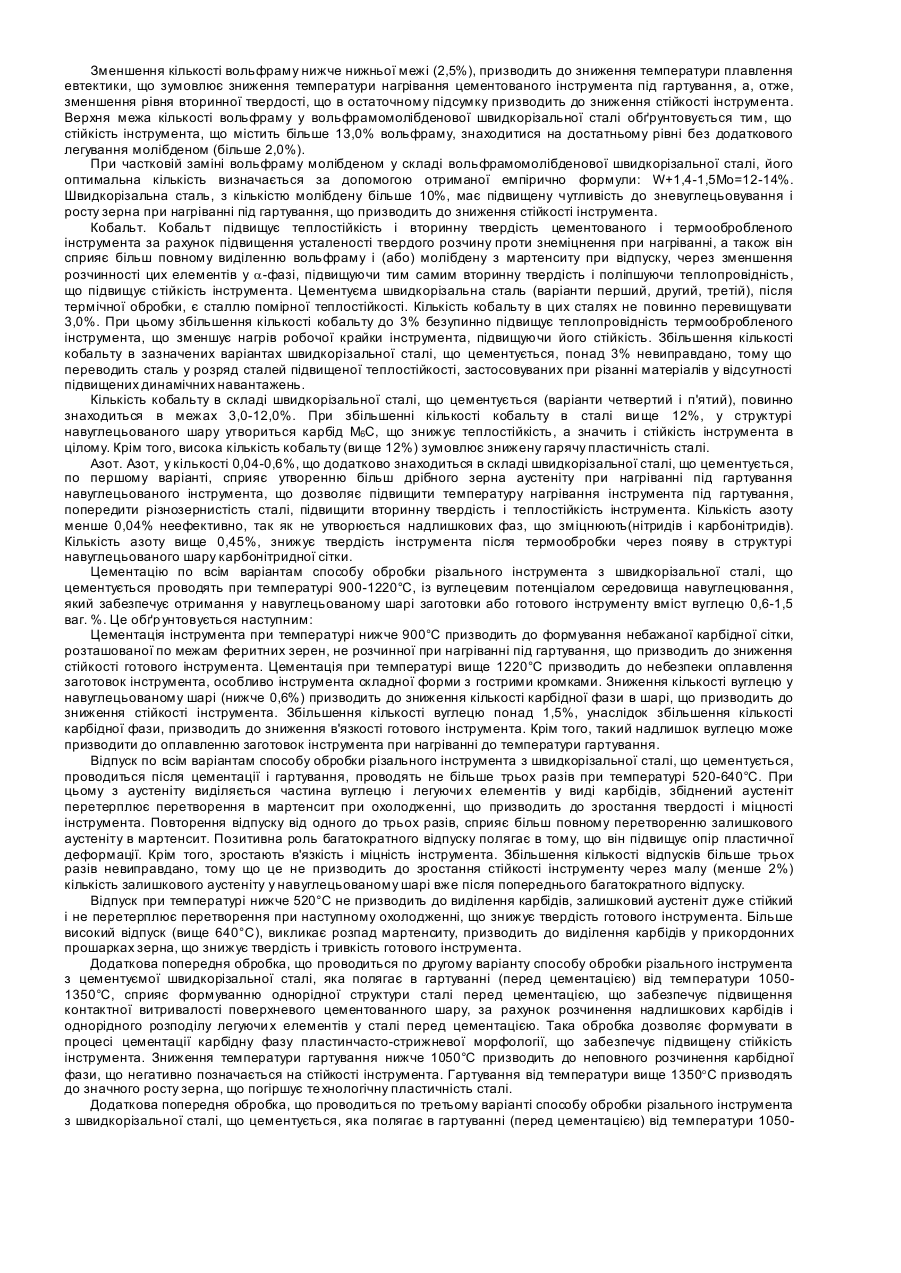
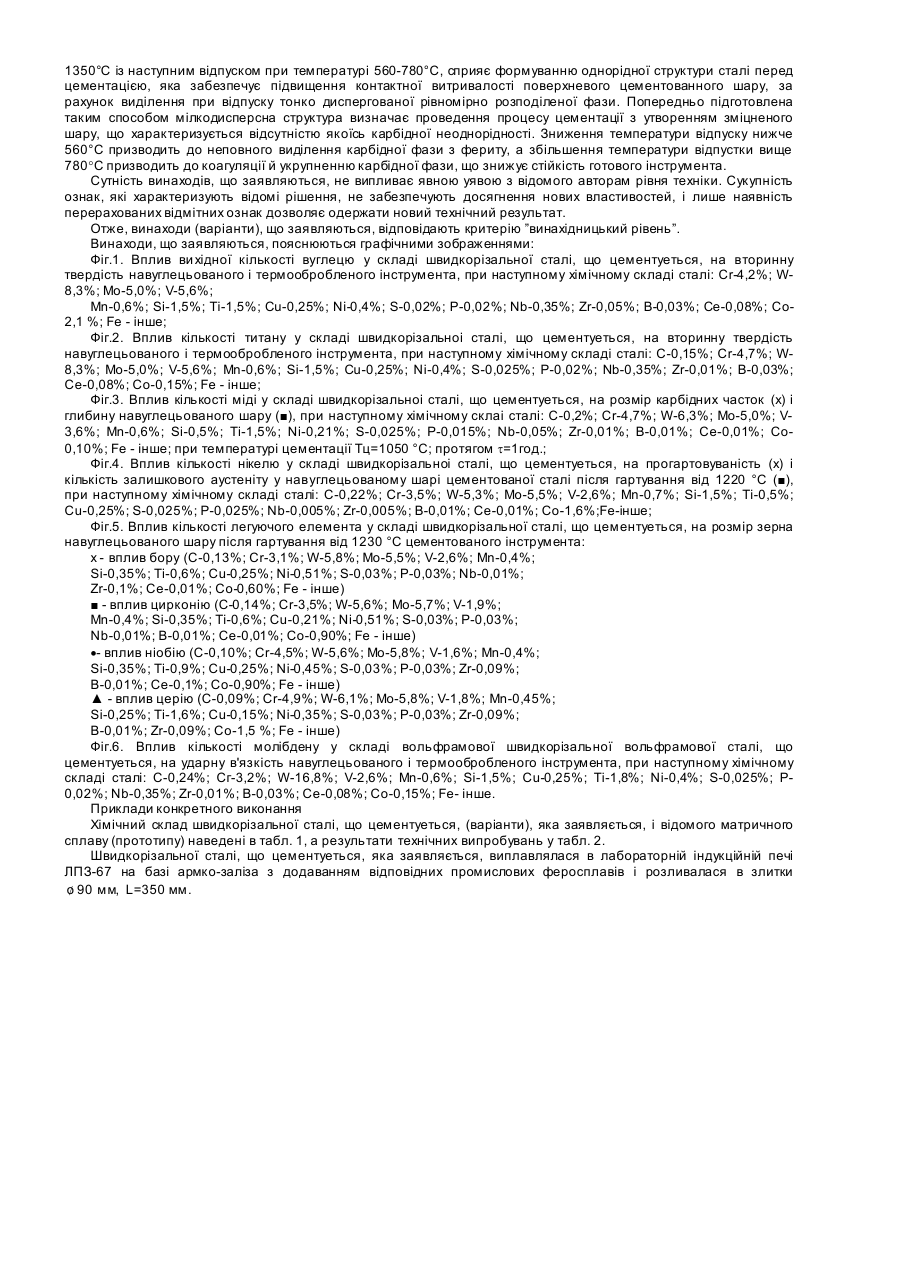
Винаходи відносяться до чорної металургії, зокрема до виробництва швидкорізальної сталі та інструмента з неї, і можуть бути використані в машинобудівній і інструментальній галузях промисловості при зміцненні різального інструмента зі швидкоріжучих сталей. Група винаходів, що заявляється, відноситься до різних об'єктів, одні з яких призначені для здійснення інших об'єктів, при цьому винаходи, що входять у гр упу, є варіантами рішення однієї і теж задачі принципово одним і тим самим шляхом, що не можуть бути охоплені одним загальним пунктом формули винаходу. Головним об'єктом у групі, що заявляється, є цементуєма швидкоріжуча сталь (варіанти), на здійснення якого спрямований інший об'єкт цієї групи - спосіб обробки різального інструмента з цементуємої швидкорізальної сталі (варіанти). Найбільш близьким по технічній сутності і досягаємому результату до головних об'єктів групи, що заявляються (цементуєма швидкоріжуча сталь), є матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо при наступному співвідношенні компонентів, ваг, % (A.C. СРСР №513113, M. Кл. 2 С 22 С 38/18 , Бюл. №17, 05.05.1976 р.): С 0,1-0,2 Si 0,2-2,0 Cr 3,0-5,0 W 1,0-20,0 V 1,0-8,0 Mo 2,0-10,0 Со 1,0-15,0 Ті 0,02-2,0 Zr 0,02-2,0 Nb 0,05-2,0 B 0,001-0,005 лантаноїди 0,05-0,1 S 0,015-0,3 Fe інше Проте зазначений сплав має суттєвий недолік - у структурі зустрічаються великі карбіди неправильної або кутастої форми, які є центрами карбідоутворення при наступній цементації, що призводить до збільшення карбідної неоднорідності і викришуванню робочої кромки інструмента в процесі експлуатації, а значить і до зниженню стійкості інструмента. У основі передбачуваних винаходів вирішується задача якісного підвищення стійкості інструмента зі швидкорізальної сталі, за рахунок одержання, у процесі наступної цементації і термічної обробки, робочого навуглецьованого шару інструмента з рівномірно розподіленими дисперсними або пластинчасто-стрижневими спеціальними карбідами. Зазначена задача вирішується шляхом добору складу швидкорізальної сталі,що цементується. У першому варіанті поставлена задача вирішується тим, що відомий матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо, додатково містить азот, марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 2,5-13,0 V 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со не більше 3,0 N 0,04-0,6 Fe інше В другому варіанті поставлена задача вирішується тим, що відомий матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо, додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 2,5-13,0 V 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со не більше 3,0 Fe інше У третьому варіанті поставлена задача вирішується тим, що відомий матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо, додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 8,5-20,0 V 1,0-8,0 Mo не більше 2,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со не більше 3,0 Fe інше У четвертому варіанті поставлена задача вирішується тим, що відомий матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо, додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 WV 2,5-13,0 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со 3,0-12,0 Fe інше У п'ятому варіанті поставлена задача вирішується тим, що відомий матричний сплав, який містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїди, сірку і залізо, додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 8,5-20,0 V 1,0-8,0 Mo не більше 2,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со 3,0-12,0 Fe інше Найбільш близьким по технічній сутності і досягаємому результату до способу обробки різального інструмента, що заявляється, є спосіб обробки різального інструмента зі швидкорізальної сталі, що включає двохступінчату гомогенізуючу обробку у середовищі, яке зневуглецьовує, високотемпературну цементацію, гартування і відпуск (A.C. СРСР №850703, C21D9/22, C21D1/78, Бюл. №28, 1981 р.). По даному способу інструмент піддають двохступінчатій гомогенізуючій обробки при 1270-1280°С і 1310-1320°С у середовищі, яке зневуглецьовує, потім проводять високотемпературну цементацію та остаточну термічну обробку - гартування і відпуск. Зневуглецьовування при 1270-1280°С забезпечує одержання низьковуглецевої оболонки, необхідної для запобігання росту розплавленої евтектики, яка утворюється при 1310-1320°С, що дозволяє за порівняно короткий час одержати шар фериту в два-три міліметра, у якому цілком відсутні евтектичні карбіди. Наступне навуглецювання зневуглецьованої поверхні дозволяє одержати в поверхневому шару стр уктуру з мілкодисперсними рівномірно розподіленими карбідами, що забезпечують після остаточної термічної обробки високі ріжучі властивості і зносостійкість різального інструмента. Проте наявність у серцевині інструмента карбідної евтектики знижує його міцність, особливо в інструменті значного перетину. У основі передбачуваних винаходів вирішується задача якісного підвищення стійкості інструмента зі швидкорізальної сталі, за рахунок наявності в інструменті в'язкої низьковуглецевої серцевини та зносостійкого, отриманого в процесі цементації й остаточної термообробки, навуглецьованого робочого шару з рівномірно розподіленими дисперсними або пластинково-стрижневими спеціальними карбідами, виключаючи складну високотемпературну гомогенізуючу обробку. Зазначена задача вирішується шляхом добору режимів попередньої обробки, режимів цементації і режимів остаточної термообробки. У першому варіанті способу обробки різального інструмента поставлена задача вирішується тим, що відомий спосіб обробки різального інструмента зі швидкорізальної сталі, що включає цементацію, гартування, відпуск, здійснюють таким чином: цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. В другому варіанті способу обробки різального інструмента поставлена задача вирішується тим, що відомий спосіб обробки різального інструмента зі швидкорізальної сталі, що включає цементацію, гартування, відпуск, містить у собі додаткову операцію - перед цементацією здійснюють перше гартування від температури 1050-1350 С, цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, друге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. У третьому варіанті способу обробки різального інструмента поставлена задача вирішується тим, що відомий спосіб обробки різального інструмента зі швидкорізальної сталі, що включає цементацію, гартування, відпуск, містить у собі додаткову операцію - перед цементацією здійснюють перше гартування від температури 10501350°С із наступним відпуском при температурі 560-780°С, цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, друге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. Ознаками загальними всіх варіантів швидкорізальної сталі, що цементується, які заявляються, і прототипу, є наявність у складі сталі вуглецю, кремнію, хрому, вольфраму, ванадію, молібдену, кобальту, титану, цирконію, ніобію, бора, лантаноїдів, сірки і заліза. Відмінними ознаками першого варіанта, що заявляється, і прототипу є те, що сталь додатково містить азот, марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 2,5-13,0 V 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со не більше 3,0 N 0,04-0,6 Fe інше Відмінними ознаками другого варіанта, що заявляється, і прототипу є те, що сталь додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 2,5-13,0 v 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Cu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Co не більше 3,0 Fe інше Відмінними ознаками третього варіанта, що заявляється, і прототипу є те, що сталь додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, % ): С не більше 0,3 Сr 3,0-5,0 W 8,5-20,0 V 1,0-8,0 Mo не більше 2,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Cu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со не більше 3,0 Fe інше Відмінними ознаками четвертого варіанта, що заявляється, і прототипу є те, що сталь додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 2 5-13 0 V 1,0-8,0 Mo 2,0-10,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Cu не більше 0,3 Ni не більше 0,6 s не більше 0,035 p не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Co 3,0-12,0 Fe інше Відмінними ознаками п'ятого варіанта, що заявляється, і прототипу є те, що сталь додатково містить марганець, мідь, нікель і фосфор, а в якості лантаноїдів - церій, при наступному співвідношенні компонентів (ваг, %): С не більше 0,3 Сr 3,0-5,0 W 8,5-20,0 V 1,0-8,0 Mo не більше 2,0 Mn 0,1-0,8 Si 0,1-2,0 Ті не більше 2,0 Сu не більше 0,3 Ni не більше 0,6 S не більше 0,035 P не більше 0,035 Nb не більше 0,5 Zr не більше 0,1 B не більше 0,05 Ce не більше 0,1 Со 3,0-12,0 Fe інше Ознаками загальними всіх варіантів способу обробки різального інструмента з швидкорізальної сталі, що цементується, які заявляються, і прототипу, є цементація, гартування і відпуск швидкорізальної сталі. Відмінними ознаками першого варіанта способу обробки різального інструмента з швидкорізальної сталі, що цементується, який заявляється, є те, що цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. Відмінними ознаками другого варіанта способу обробки різального інструмента з швидкорізальної сталі, що цементується, який заявляється, є те, що перед цементацією здійснюють перше гартування від температури 1050-1350°С, цементацію проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, др уге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. Відмінними ознаками третього варіанта способу обробки різального інструмента з швидкорізальної сталі, що цементується, який заявляється, є те, що перед цементацією здійснюють перше гартування від температури 1050-1350°С з подальшим відпуском при температурі 560-780°С, цементацію проводять при температурі 9001220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %, друге гартування здійснюють від температури 1170-1280°С, а відпуск проводять не більше трьох разів при температурі 520-640°С. По наявним у авторів відомостям, сукупність ознак, що заявляється, які характеризують сутність варіантів швидкорізальної сталі, що цементується і варіантів способу обробки різального інструмента з швидкорізальної сталі, що цементується, невідома на рівні техніки. Отже, винаходи, що заявляються, відповідають критерію ”новизна”. Межі утримання хімічних елементів у складі швидкорізальної сталі, що цементується по всім варіантам, обґрунтовується наступним: Залізо. Швидкорізальна сталь, що цементується є сплавом на основі заліза. Вуглець. Кількість вуглецю у складі швидкорізальної сталі, що цементується не повинен перевищува ти 0,3%. Присутність вуглецю в складі швидкорізальної сталі, що цементується, робить негативний вплив на феритокарбідний стан сталі після досягнення температури цементаційного нагріву (рис. 1). Збільшення кількості вуглецю понад 0,3% призводить до частковій аустенітизації сталі і наявності в структурі сталі великих карбідів, які є центрами карбідоутворення при наступній цементації, що збільшує карбідну неоднорідність сталі, яка не усувається подальшою термічної обробкою, слідство - зниження стійкості готового інструмента, за рахунок викришування робочої кромки. Хром. Хром у складі швидкорізальної сталі використовують для підвищення прогартовуванності і, у незначному ступені, теплостійкості. Його кількість лежить у межах 3,0-5,0%, що забезпечує прогартовуваність інструмента достатньо значних розмірів. При відпуску хром частково виділяється з мартенситу у виді карбідів, посилюючи дисперсійне твердіння, і частково залишається в a -фазі, затримуючи знеміцнення сталі при більш високому нагріванні, підвищуючи тим самим теплостійкість. Перевищення верхньої межі кількості хрому не призводить до поліпшення механічних і те хнологічних власти востей, а, навпроти, беручи участь в утворенні карбіду, що виділяється при відпуску, хром полегшує його коагуляцію при більш низькій температурі, що знижує теплостійкість. Більш низька кількість хрому (менше 3,0%) не забезпечує умов для більш повного розчинення карбіду М6С, при нагріванні стали під гартування, а відповідно призводить до зниження рівня вторинної твердості. Ванадій. Ванадій у складі швидкорізальної сталі, що цементується забезпечує підвищення вторинної твердості і теплостійкості цементованого інструмента. Оптимальна кількість ванадію повинна складати 1,0-8,0%. Ванадій забезпечує формування карбіду MC у стр уктурі навуглецьованого шару. Малорозчинний у аустеніті карбід MC сприяє зберіганню дрібного зерна при нагріванні цементованого інструмента під гартування і підвищує його зносостійкість і червоностійкість. При кількості ванадію у навуглецьованому шарі швидкорізальної сталі до 1,0%, - він присутній у карбідах М23С6 і М6С, що не забезпечує поліпшення технологічних і експлуатаційних властивостей інструменту. При підвищенні кількості ванадію вище 8,0% у структурі навуглецьованого шару (при кількості вуглецю в шарі до 1,5%) знижується кількість карбіду М6С, що насичує твердий розчин, при нагріванні під гартування. У результаті цього в структурі навуглецьованого шару можливо присутність фериту, що негативно позначається на стійкості інструмента. Крім того, велика кількість карбіду MC сильно погіршує шли фуємість сталі. Марганець. Марганець у складі швидкорізальної сталі, що цементується запобігає утворенню легкоплавкої сульфідної евтектики, що призводить до червоноламкості сталі, зв'язуючи сірку в тугоплавкий сульфід марганцю, а також підвищує прогартовуваність навуглецьованого інструмента, що особливо важливо при гартуванні інструмента з використанням прогресивних методів термообробки, наприклад, - гартування в газі. Кількість марганцю в складі швидкорізальної сталі, що цементується повинно складати 0,1-0,8%. Знижена кількість марганцю (нижче 0,1%) робить незначний вплив на властивості швидкорізальної сталі, що цементується. Перевищення цієї межі (більше 0,8%) призводить до зростання в структурі цементованого і термообробленого інструмента кількості залишкового аустеніту, що знижує твердість готового інстр умента, а отже, погіршує його стійкість. Кремній. В міру збільшення кількості кремнію в складі швидкорізальної сталі, що цементується, він підвищує прогартовуваність навуглецьованого інструмента. Кількість кремнію в складі сталі не повинна перевищувати 2,0%. Збільшення кількості кремнію вище 2,0% погіршує оброблюваність сталі різанням і сприяє зневуглецьовуванню інструменту при наступній термообробці. Знижена кількість кремнію (нижче 0,1%) не суттєво впливає на властивості сталі. Титан. Кількість титану в складі швидкорізальної сталі, що цементується не повинно перевищувати 2,0%. В міру збільшення кількості титана в складі сталі до 2,0%, він утворює у навуглецьованому шарі дуже стійкі при нагріванні карбіди, які зменшують схильність сталі до росту зерна, що дозволяє підвищити температур у нагрівання під гартування, збільшуючи тим самим ступінь легованості аустеніту, яке призводить до збільшення рівня вторинної твердості готового інструмента, а значить і його стійкості. Проте при кількості титану вище 2,0% утворення карбідів відбувається по межах зерен, що знижує експлуатаційні властивості готового інструмента. Мідь. Кількість міді в складі швидкорізальної сталі, що цементується не повинна перевищувати 0,3%. В міру збільшення кількості міді в складі сталі до 0,3%, вона, зменшуючи рухливість вуглецю, сприяє одержанню дрібних дисперсних карбідів у структурі сталі при кристалізації, що позитивно відбивається на формуванні карбідів при навуглецюванні. У більших кількостях, більш ніж 0,3%, мідь, уповільнює швидкість дифузії вуглецю, що призводить до істотного уповільнення процесу цементації. Нікель. Оптимальна кількість нікелю в складі швидкорізальної сталі, що цементується не повинна перевищувати 0,6%. В міру збільшення кількості нікелю в сталі, до 0,6%, він сприяє підвищенню прогартовуваності цементованого інструмента. Перевищення цієї межі призводить до зростання в структурі цементованого і термообробленого інструмента кількості залишкового аустеніту, що погіршує його стійкість. Сірка. Кількість сірки в складі швидкорізальної сталі, що цементується не повинна перевищувати 0,035%. У противному випадку в стр уктурі сталі утворюється легкоплавка сульфідна евтектика, що призводить до червоноламкості сталі, погіршуючи тим самим її те хнологічні властивості. Фосфор. Фосфор, являючись домішкою в складі більшості марок сталей, потрапляє до складу сталі з вихідних ши хтови х матеріалів при виплавці. Кількість фосфору в складі швидкорізальної сталі, що цементується не повинна перевищувати 0,035%. У противному випадку фосфор зменшує роботу поширення тріщини, що призводить до зниження в'язкості готового інструмента. Ніобій. Цирконій. Бор. Церій. Ніобій у кількості до 0,5%, цирконій у кількості до 0,1%, бор у кількості до 0,05%, і церій у кількості до 0,1% усувають різнозернистість цементованої сталі при нагріванні під гартування. Перевищення вищевказаних меж кількості, не тільки економічно недоцільно, але і призводить до зниження технологічної пластичності швидкорізальної сталі. Вольфрам. Молібден. Вольфрам і молібден, являючись хімічними аналогами, здійснюють практично однаковий вплив на властивості швидкорізальних сталей. Молібден по впливу на теплостійкість швидкорізальної сталі, заміщає вольфрам у співвідношенні Mo:W=1:1,5 (Геллер Ю.А. Инструментальные стали. M.: Машиностроение, 1983. с. 363) Вольфрам, разом із молібденом, у складі цементуємої швидкорізальної сталі, забезпечує необхідну вторинну твердість і теплостійкість сталі, за рахунок формування при наступній цементації в робочому шарі інструмента спеціальних карбідів (переважно М6С). Кількість вольфраму у вольфрамовій швидкорізальної сталі, що містить до 2% молібдену, повинна складати 8,5-20,0% (третій і п'ятий варіанти). Така кількість вольфраму забезпечує наявність у структурі навуглецьованого шару інструмента карбіду М6С. При кількості вольфраму у вольфрамовій сталі нижче 8,5%, після цементації, карбідні фази представлені великою кількістю карбіду М23С6 , розчинного при нагріванні під гартування, що негативно позначається на стійкості сталі проти перегріву, а внаслідок цього різко знижується в'язкість сталі. Підвищення кількості вольфраму у вольфрамовій швидкорізальної сталі більше 20% потребує збільшення температури гартування цементованого інструмента, для більш повного розчинення карбіду М6С. Проте таке збільшення температури гартування неможливо через плавлення евтектики. Тому підвищення кількості вольфраму більше 20%, не призводить до збільшення концентрації вольфраму у твердому розчині при нагріванні під гартування, а, отже, дисперсійне твердіння сталі при наступному відпуску не протікає інтенсивніше. При цьому збільшення кількості молібдену до 2% безупинно підвищує в'язкість і міцність термообробленого інструмента, не змінюючи його теплостійкості. Кількість вольфраму у вольфрамомолібденової швидкорізальної сталі, що містить до 10% молібдену (перший, другий і четвертий варіанти), повинно складати 2,5-13,0%. Зменшення кількості вольфраму нижче нижньої межі (2,5%), призводить до зниження температури плавлення евтектики, що зумовлює зниження температури нагрівання цементованого інструмента під гартування, а, отже, зменшення рівня вторинної твердості, що в остаточному підсумку призводить до зниження стійкості інструмента. Верхня межа кількості вольфраму у вольфрамомолібденової швидкорізальної сталі обґрунтовується тим, що стійкість інструмента, що містить більше 13,0% вольфраму, знаходитися на достатньому рівні без додаткового легування молібденом (більше 2,0%). При частковій заміні вольфраму молібденом у складі вольфрамомолібденової швидкорізальної сталі, його оптимальна кількість визначається за допомогою отриманої емпірично формули: W+1,4-1,5Mo=12-14%. Швидкорізальна сталь, з кількістю молібдену більше 10%, має підвищену чутливість до зневуглецьовування і росту зерна при нагріванні під гартування, що призводить до зниження стійкості інструмента. Кобальт. Кобальт підвищує теплостійкість і вторинну твердість цементованого і термообробленого інструмента за рахунок підвищення усталеності твердого розчину проти знеміцнення при нагріванні, а також він сприяє більш повному виділенню вольфраму і (або) молібдену з мартенситу при відпуску, через зменшення розчинності цих елементів у a-фазі, підвищуючи тим самим вторинну твердість і поліпшуючи теплопровідність, що підвищує стійкість інструмента. Цементуєма швидкорізальна сталь (варіанти перший, другий, третій), після термічної обробки, є сталлю помірної теплостійкості. Кількість кобальту в цих сталях не повинно перевищувати 3,0%. При цьому збільшення кількості кобальту до 3% безупинно підвищує теплопровідність термообробленого інструмента, що зменшує нагрів робочої крайки інструмента, підвищуючи його стійкість. Збільшення кількості кобальту в зазначених варіантах швидкорізальної сталі, що цементується, понад 3% невиправдано, тому що переводить сталь у розряд сталей підвищеної теплостійкості, застосовуваних при різанні матеріалів у відсутності підвищених динамічних навантажень. Кількість кобальту в складі швидкорізальної сталі, що цементується (варіанти четвертий і п'ятий), повинно знаходиться в межах 3,0-12,0%. При збільшенні кількості кобальту в сталі ви ще 12%, у структурі навуглецьованого шару утвориться карбід М6С, що знижує теплостійкість, а значить і стійкість інструмента в цілому. Крім того, висока кількість кобальту (ви ще 12%) зумовлює знижену гарячу пластичність сталі. Азот. Азот, у кількості 0,04-0,6%, що додатково знаходиться в складі швидкорізальної сталі, що цементується, по першому варіанті, сприяє утворенню більш дрібного зерна аустеніту при нагріванні під гартування навуглецьованого інструмента, що дозволяє підвищити температуру нагрівання інструмента під гартування, попередити різнозернистість сталі, підвищити вторинну твердість і теплостійкість інструмента. Кількість азоту менше 0,04% неефективно, так як не утворюється надлишкових фаз, що зміцнюють(нітридів і карбонітридів). Кількість азоту вище 0,45%, знижує твердість інструмента після термообробки через появу в структурі навуглецьованого шару карбонітридної сітки. Цементацію по всім варіантам способу обробки різального інструмента з швидкорізальної сталі, що цементується проводять при температурі 900-1220°С, із вуглецевим потенціалом середовища навуглецювання, який забезпечує отримання у навуглецьованому шарі заготовки або готового інструменту вміст вуглецю 0,6-1,5 ваг. %. Це обґр унтовується наступним: Цементація інструмента при температурі нижче 900°С призводить до формування небажаної карбідної сітки, розташованої по межам феритних зерен, не розчинної при нагріванні під гартування, що призводить до зниження стійкості готового інструмента. Цементація при температурі вище 1220°С призводить до небезпеки оплавлення заготовок інструмента, особливо інструмента складної форми з гострими кромками. Зниження кількості вуглецю у навуглецьованому шарі (нижче 0,6%) призводить до зниження кількості карбідної фази в шарі, що призводить до зниження стійкості інструмента. Збільшення кількості вуглецю понад 1,5%, унаслідок збільшення кількості карбідної фази, призводить до зниження в'язкості готового інструмента. Крім того, такий надлишок вуглецю може призводити до оплавленню заготовок інструмента при нагріванні до температури гартування. Відпуск по всім варіантам способу обробки різального інструмента з швидкорізальної сталі, що цементується, проводиться після цементації і гартування, проводять не більше трьох разів при температурі 520-640°С. При цьому з аустеніту виділяється частина вуглецю і легуючи х елементів у виді карбідів, збіднений аустеніт перетерплює перетворення в мартенсит при охолодженні, що призводить до зростання твердості і міцності інструмента. Повторення відпуску від одного до трьох разів, сприяє більш повному перетворенню залишкового аустеніту в мартенсит. Позитивна роль багатократного відпуску полягає в тому, що він підвищує опір пластичної деформації. Крім того, зростають в'язкість і міцність інструмента. Збільшення кількості відпусків більше трьох разів невиправдано, тому що це не призводить до зростання стійкості інструменту через малу (менше 2%) кількість залишкового аустеніту у навуглецьованому шарі вже після попереднього багатократного відпуску. Відпуск при температурі нижче 520°С не призводить до виділення карбідів, залишковий аустеніт дуже стійкий і не перетерплює перетворення при наступному охолодженні, що знижує твердість готового інструмента. Більше високий відпуск (вище 640°С), викликає розпад мартенситу, призводить до виділення карбідів у прикордонних прошарках зерна, що знижує твердість і тривкість готового інструмента. Додаткова попередня обробка, що проводиться по другому варіанту способу обробки різального інструмента з цементуємої швидкорізальної сталі, яка полягає в гартуванні (перед цементацією) від температури 10501350°С, сприяє формуванню однорідної структури сталі перед цементацією, що забезпечує підвищення контактної витривалості поверхневого цементованного шару, за рахунок розчинення надлишкових карбідів і однорідного розподілу легуючи х елементів у сталі перед цементацією. Така обробка дозволяє формувати в процесі цементації карбідну фазу пластинчасто-стрижневої морфології, що забезпечує підвищену стійкість інструмента. Зниження температури гартування нижче 1050°С призводить до неповного розчинення карбідної фази, що негативно позначається на стійкості інструмента. Гартування від температури вище 1350°С призводять до значного росту зерна, що погіршує те хнологічну пластичність сталі. Додаткова попередня обробка, що проводиться по третьому варіанті способу обробки різального інструмента з швидкорізальної сталі, що цементується, яка полягає в гартуванні (перед цементацією) від температури 1050 1350°С із наступним відпуском при температурі 560-780°С, сприяє формуванню однорідної структури сталі перед цементацією, яка забезпечує підвищення контактної витривалості поверхневого цементованного шару, за рахунок виділення при відпуску тонко диспергованої рівномірно розподіленої фази. Попередньо підготовлена таким способом мілкодисперсна структура визначає проведення процесу цементації з утворенням зміцненого шару, що характеризується відсутністю якоїсь карбідної неоднорідності. Зниження температури відпуску нижче 560°С призводить до неповного виділення карбідної фази з фериту, а збільшення температури відпустки вище 780°С призводить до коагуляції й укрупненню карбідної фази, що знижує стійкість готового інструмента. Сутність винаходів, що заявляються, не випливає явною уявою з відомого авторам рівня техніки. Сукупність ознак, які характеризують відомі рішення, не забезпечують досягнення нових властивостей, і лише наявність перерахованих відмітних ознак дозволяє одержати новий технічний результат. Отже, винаходи (варіанти), що заявляються, відповідають критерію ”винахідницький рівень”. Винаходи, що заявляються, пояснюються графічними зображеннями: Фіг.1. Вплив ви хідної кількості вуглецю у складі швидкорізальної cтaлi, що цементуеться, на вторинну твердість навуглецьованого i термообробленого інструмента, при наступному xiмiчномy складі cтaлi: Cr-4,2%; W8,3%; Mo-5,0%; V-5,6%; Mn-0,6%; Si-1,5%; Ti-1,5%; Cu-0,25%; Ni-0,4%; S-0,02%; P-0,02%; Nb-0,35%; Zr-0,05%; B-0,03%; Ce-0,08%; Co2,1 %; Fe - інше; Фіг.2. Вплив кількості титану у складі швидкорізальноі сталі, що цементуеться, на вторинну твердість навуглецьованого i термообробленого інструмента, при наступному хімічному складі cталі: C-0,15%; Cr-4,7%; W8,3%; Mo-5,0%; V-5,6%; Mn-0,6%; Si-1,5%; Cu-0,25%; Ni-0,4%; S-0,025%; P-0,02%; Nb-0,35%; Zr-0,01%; B-0,03%; Ce-0,08%; Co-0,15%; Fe - інше; Фіг.3. Вплив кількості міді у складі швидкорізальноі сталі, що цементуеться, на poзмip карбідних часток (х) i глибину навуглецьованого шару ( ), при наступному хімічному склаі сталі: С-0,2%; Cr-4,7%; W-6,3%; Mo-5,0%; V3,6%; Mn-0,6%; Si-0,5%; Ti-1,5%; Ni-0,21%; S-0,025%; P-0,015%; Nb-0,05%; Zr-0,01%; B-0,01%; Ce-0,01%; Co0,10%; Fe - інше; при температурі цементації Тц=1050 °С; протягом t=1год.; Фіг.4. Вплив кількості нікелю у складі швидкорізальноі сталі, що цементуеться, на прогартовуваність (х) i кількість залишкового аустеніту у навуглецьованому шapi цементованої сталі пicля гартування від 1220 °С ( ), при наступному xiмічному складі сталі: С-0,22%; Cr-3,5%; W-5,3%; Mo-5,5%; V-2,6%; Mn-0,7%; Si-1,5%; Ti-0,5%; Cu-0,25%; S-0,025%; P-0,025%; Nb-0,005%; Zr-0,005%; B-0,01%; Ce-0,01%; Co-1,6%;Fe-iншe; Фіг.5. Вплив кількості легуючого елемента у складі швидкорізальної сталi, що цементуеться, на розмір зерна навуглецьованого шару після гартування від 1230 °С цементованого інструмента: х - вплив бору (С-0,13%; Cr-3,1%; W-5,8%; Mo-5,5%; V-2,6%; Mn-0,4%; Si-0,35%; Ti-0,6%; Cu-0,25%; Ni-0,51%; S-0,03%; P-0,03%; Nb-0,01%; Zr-0,1%; Ce-0,01%; Co-0,60%; Fe - інше) - вплив цирконію (C-0,14%; Cr-3,5%; W-5,6%; Mo-5,7%; V-1,9%; Mn-0,4%; Si-0,35%; Ti-0,6%; Cu-0,21%; Ni-0,51%; S-0,03%; P-0,03%; Nb-0,01%; B-0,01%; Ce-0,01%; Co-0,90%; Fe - інше) ·- вплив ніобію (C-0,10%; Cr-4,5%; W-5,6%; Mo-5,8%; V-1,6%; Mn-0,4%; Si-0,35%; Ti-0,9%; Cu-0,25%; Ni-0,45%; S-0,03%; P-0,03%; Zr-0,09%; B-0,01%; Ce-0,1%; Co-0,90%; Fe - інше) ▲ - вплив церію (C-0,09%; Cr-4,9%; W-6,1%; Mo-5,8%; V-1,8%; Mn-0,45%; Si-0,25%; Ti-1,6%; Cu-0,15%; Ni-0,35%; S-0,03%; P-0,03%; Zr-0,09%; B-0,01%; Zr-0,09%; Co-1,5 %; Fe - інше) Фіг.6. Вплив кількості молібдену у cклaдi вольфрамової швидкорізальної вольфрамової сталі, що цементуеться, на ударну в'язкість навуглецьованого i термообробленого інструмента, при наступному хімічному складі сталi: С-0,24%; Сг-3,2%; W-16,8%; V-2,6%; Mn-0,6%; Si-1,5%; Cu-0,25%; Ti-1,8%; Ni-0,4%; S-0,025%; P0,02%; Nb-0,35%; Zr-0,01%; B-0,03%; Ce-0,08%; Co-0,15%; Fe- інше. Приклади конкретного виконання Хімічний склад швидкорізальної сталі, що цементуеться, (варіанти), яка заявляється, і відомого матричного сплаву (прототипу) наведені в табл. 1, а результати технічних випробувань у табл. 2. Швидкорізальної сталі, що цементуеться, яка заявляється, виплавлялася в лабораторній індукційній печі ЛПЗ-67 на базі армко-заліза з додаванням відповідних промислових феросплавів і розливалася в злитки o 90 мм, L=350 мм. / Таблиця 2 Результати випробувань інструменту з швидкорізальної сталі , що цементується (варіанти), який заявляється, та відомого матричного сплаву (прототипу). № составу 1-1 1-2 1-3 1-4 1-5 1-6 Стійкість отв. 1 варіант 567 654 680 673 689 564 хв. 19,3 22,2 23,1 22,9 23,4 19,2 № составу 4-1 4-2 4-3 4-4 4-5 4-6 Стійкість отв. 4 варіант 620 756 780 800 789 510 хв. 21,1 25,7 26,5 27,2 26,8 17,3 2 варіант 510 592 630 615 634 498 3 варіант 456 670 635 667 609 408 2-1 2-2 2-3 2-4 2-5 2-6 3-1 3-2 3-3 3-4 3-5 3-6 5 варіант 5-1 562 19,1 5-2 690 23,5 5-3 760 25,8 5-4 756 25,7 5-5 781 26,6 5-6 532 18,1 Відомий матричний сплав (прототип) авт.св. №513113 П-1 560 19,0 П-2 630 21,4 17,3 20,1 21,4 20,9 21,6 16,9 15,5 22,8 21,6 22,7 20,7 13,9 Злитки кувалися на пруток о 18 - 20 мм. З кованих прутків механічним способом, або методом радіального / штампування одержували заготівки машинно-ручних мітчиків M12. Цементацію заготівок мітчиків здійснювали в лабораторній вакуумній цементаційній печі у середовищі метану або ацетилену при температурі 1050°С, протягом 3 годин, при тиску 15-20Па. Середня кількість вуглецю у навуглецьованому шарі складало 0,73-0,86 ваг, %. Гартування заготівок здійснювали у вакуумній печі від температури 1220-1260°С у масло. Відпуск триразовий при 560°С тривалістю по одній годині кожний. Випробування мітчиків, виконаних по другому класу точності, відповідно до ГОСТ 3266-81 і ГОСТ 3449-87, проводилися на різьбонарізному верстаті моделі 5А05. Режими різання відповідали вимогам ГОСТ 3449-87: Швидкість різання, м/хв. 10 Подача, мм/об. 1,75 Довжина різання, мм 16 Діаметр наскрізного отвору, мм 10,2 Охолодження 5% р-н емульсолу Оптимальний знос по задній поверхні, мм 1,0 Кріплення мітчиків здійснювалося в розрізній конічній втулці, планка з отворами встановлювалася в плаваючому пристосуванні, що забезпечує самоустановку мітчика по отвору в процесі різання. Режими способу обробки різального інструмента з швидкорізальної сталі, що цементується (варіанти), які заявляється, відомого способу обробки (прототипу) і червоностійкість інструмента обробленого по цих режимах, наведені в табл. 3, а результати технічних випробувань, наведені в табл. 4. У якості сталі для виготовлення інструмента, обробленого по способам, що заявляються (варіанти), використовувалася швидкоріжуча сталь, що цементується, наступного хімічного складу: С-0,15%; Cr-3,2%; W8,3%; Mo-6,0%; V-3,6%; Mn-0,8%; Si-1,1%; Ti-1,5%; Сu-0,15%; Ni-0,4%; S-0,03%; P-0,025%; Nb-0,05%; Zr-0,05%; B0,03%; Ce-0,08%; Co-0,3%; Fe-інше.) Таблиця 3 850 900 1050 1150 1220 1230 1,62 1,5 1,02 0,98 0,6 0,58 1 варіант 1150 1170 1200 1250 1280 1295 2 варіант Температура відпуску, °С Температура гартування, °С Кількість вуглецю у навуглецьованому шарі, % ваг. 1С-1 1С-2 1С-3 1С-4 1С-5 1С-6 Температура відпуску, °С № режиму Температура гартування, °С Режим попередньої термічної обробки Температура цементації, °С Режими способу обробки різального інструмента з швидкорізальної сталі , що цементується (варіанти), який заявляється, відомого способу обробки (прототипу) та червоностійкість інструмента обробленого по цих режимах 500 520 560 580 640 650 Червоностійкість, при кратності відпуску, НКСэ x1 х2 х3 х4 55 56 55 55 61 60 61 61 59 62 62 61 59 60 62 61 60 62 62 62 оплавлення зразків інструмента 2С-1 2С-2 2С-3 2С-4 2С-5 2С-6 1030 1050 1100 1200 1350 1370 3С-1 3С-2 3С-3 3С-4 3С-5 3С-6 1030 1050 1100 1200 1350 1370 550 560 600 700 780 800 1C-П 850 900 1050 1150 1220 1230 1,60 1,5 0,98 0,8 0,6 0,55 1150 500 55 56 55 55 1170 520 62 63 63 63 1200 560 60 62 62 62 1250 580 59 62 62 62 1280 640 60 60 62 62 1295 650 оплавлення зразків інструмента 3 варіант 850 1,55 1150 500 55 56 55 55 900 1,5 1170 520 62 63 63 63 1050 1,1 1200 560 60 63 62 62 1150 0,86 1250 580 59 62 63 63 1220 0,6 1280 640 60 60 63 62 1230 0,55 1295 650 56 55 56 55 Відомий спосіб (прототип) авт. св. №850703 1150 1220 550 58 Таблиця 4 Результати випробувань інструменту, обробленого по способу обробки різального інструмента з швидкорізальної сталі, що цементується (варіанти), який заявляється, та відомого способу обробки (прототипу) № режиму 1С-1 1С-2 1С-3 1С-4 1С-5 1С-6 2С-1 2С-2 2С-3 2С-4 2С-5 2С-6 Стійкість отв. хв. 1 варіант 527 17,92 680 23,12 710 24,14 696 23,66 687 23,36 оплавлення 2 варіант 510 17,34 720 24,48 744 25,30 710 24,14 730 24,82 оплавлення Стійкість отв. хв. 3 варіант 3С-1 532 18,09 3С-2 756 25,70 3С-3 723 24,58 3С-4 710 24,14 3С-5 718 24,41 2С-6 370 12,58 Відомий спосіб (прототип) авт. св. №850703 1C-П 567 19,27 № режиму Цементацію заготівок мітчиків здійснювали в лабораторній вакуумній цементаційній печі в середовищі метану або ацетилену при температурах, зазначених у табл. 3, і тиску від 10 до 400 Па, з використанням імпульсного режиму подачі карбюризатора, та з одержанням у навуглецьованому шарі інструмента заданого значення кількості вуглецю. Час цементації складав від 0,7 до 3,5 годин, для одержання навуглецьованого шару товщиною 2,3-2,5 мм. Гартування заготівок інструмента здійснювали у вакуумній печі при температурі 1150-1295°С (для різних режимів) у масло. Відпуск проводили одно-, двох-, трьох- та чотириразовий тривалістю по одній години кожний, при температурах зазначених у табл. 3. Попередню термічну обробку заготівель інструмента, гартування, здійснювали у вакуумній печі від температур, приведених у табл. 3. Гартування здійснювали у масло. А відпуск проводили в камерній електропечі, тривалістю одна година. Випробування інструмента на червоностійкість проводили шляхом його витримки при температурі 640°С протягом чотирьох годин із наступним виміром твердості. Стійкість мітчиків визначали по режимах і методиці описаної вище. Узагальнюючи результати випробувань, можна відзначити, що стійкість мітчиків, виготовлених із вольфрамомолібденових і вольфрамових цементуємих швидкоріжучих сталей, що цементуються, які заявляються, вище стійкості інструмента, виготовленого з відомого матричного сплаву на 10-20%, а стійкість мітчиків, виготовлених із цементуємих швидкорізальних сталей, які заявляються, з підвищеною кількістю кобальту вище на 18-24% стійкості відомого матричного сплаву з підвищеною кількістю кобальту (табл. 2). Стійкість інструмента обробленого по варіантам способу обробки інструмента з цементуємої швидкорізальної сталі, що заявляються, на 20-30% вище стійкості мітчиків, оброблених по відомому способу (табл. 4). Група винаходів, що заявляються, заснованих на теоретичних розрахунках, підтверджених експериментальними даними, може бути багаторазово відтворена у виробництві. Отже, винаходи що заявляються, відповідають критерію ”промислове використання”.
ДивитисяДодаткова інформація
Назва патенту англійськоюA high-speed carburizing steel (variants) and a method for processing the cutting tool of the high-speed carburizing steel (variants)
Автори англійськоюKlymenko Feliks Kostiantynovych, Prykhodko Oleksandr Ivanovych, Movchan Oleksandr Volodymyrovych
Назва патенту російськоюБыстрорежущая цементируемая сталь (варианты) и способ обработки режущего инструмента из быстрорежущей цементируемой стали (варианты)
Автори російськоюКлименко Феликс Константинович, Приходько Александр Иванович, Мовчан Александр Владимирович
МПК / Мітки
МПК: C21D 1/78, C21D 9/22, C22C 38/18
Мітки: спосіб, обробки, швидкорізальної, цементується, сталі, інструменту, різального, швидкорізальна, варіанти, сталь
Код посилання
<a href="https://ua.patents.su/15-66448-shvidkorizalna-stal-shho-cementuehtsya-varianti-ta-sposib-obrobki-rizalnogo-instrumentu-z-shvidkorizalno-stali-shho-cementuehtsya-varianti.html" target="_blank" rel="follow" title="База патентів України">Швидкорізальна сталь, що цементується, (варіанти) та спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, (варіанти)</a>
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Ульшин Віктор Іванович, Сорокін Юрій Володимирович, Гогаєв Казбек Олександрович, Бондар Володимир Григорович, Штакун Володимир Анатолійович
МПК: B22F 3/20, B23P 15/28, B22F 7/06, B21K 5/00
Мітки: конструкційної, виготовлення, сталі, біметалевого, спосіб, швидкорізальної, інструменту, різального
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Кримов Віталій Миколайович, Алімов Валерій Іванович, Пасечна Яна Валеріївна
МПК: B21K 5/00, C21D 9/22, C21D 8/00
Мітки: спосіб, сталі, обробки, швидкорізальної, порошкової, інструменту
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Майборода Віктор Станіславович, Ульяненко Наталія Валентинівна, Бобіна Марина Миколаївна
МПК: B24B 31/112, C23C 8/00
Мітки: сталі, інструменту, швидкорізальної, спосіб, хіміко-термічної, обробки
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: Гречанюк Микола Іванович, Шпак Павло Олександрович, Шведчиков Микола Михайлович, Афанасьєв Ігор Борисович, ОСОКІН Валентин Олександрович
МПК: C22C 38/12, C22C 38/10, C22B 9/22
Мітки: виготовлення, спосіб, здійснення, інструменту, пристрій, швидкорізальної, заготовок, сталі
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Спосіб термообробки швидкорізальної сталі
Номер патенту: 51139
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: термообробки, спосіб, сталі, швидкорізальної
Формула / Реферат:
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С.
Попередній патент: Спосіб консервативного переривання завмерлої вагітності в ранні терміни
Наступний патент: Спосіб лікування металевими аплікаторами по сєдакову-властопуло
Випадковий патент: Карусельний бункер-живильник