Спосіб прокатки листів або стрічок і прокатна кліть для здійснення способу


Формула / Реферат
1. Спосіб прокатки листів або стрічок в прокатній кліті (1, 11, 111) з робочими валками (2), які спираються на опорні валки (4) або проміжні валки (3, 31, 311) з опорними валками (4, 41, 411), при цьому регулювання профілю (6) міжвалкового зазору здійснюють за допомогою осьового переміщення валкових пар (P1, P2, Р3), що мають криволінійні контури (30-331), який відрізняється тим, що регулювання профілю міжвалкового зазору здійснюють щонайменше двома валковими парами (P1, P2, Р3), виконаними з можливістю переміщення по осі незалежно одна від одної та з різними по кривизні контурами (30, 301, 31, 311, 32, 321, 33, 331), при цьому згадані контури розраховують шляхом розкладання описуючого профіль (6) міжвалкового зазору результуючого необхідного профілю міжвалкового зазору (10, 11) щонайменше на два різні необхідних профілі (20, 21; 22, 23; 25, 26) міжвалкового зазору, які наносять на валкові пари (P1, P2, Р3).
2. Спосіб за п. 1, який відрізняється тим, що одна з двох валкових пар (P1, P2, Р3), виконаних з можливістю осьового переміщення незалежно одна від одної, має необхідні профілі (20, 21) міжвалкового зазору другого степеня, які вимагають криволінійних контурів валків третього степеня (31, 311), при цьому в центрі прокатки (8) формується максимум профілю, що змінюється при зміщенні валків, в той час як друга валкова пара має необхідні профілі (22, 23) міжвалкового зазору четвертого степеня, які вимагають криволінійних контурів валків п'ятого степеня (32, 321), внаслідок чого утворюється профіль міжвалкового зазору, який змінюється при зміщенні валків, з двома однаковими максимумами профілю, симетричними відносно центра (8) прокатки.
3. Спосіб за п. 1, який відрізняється тим, що спочатку здійснюють розкладання результуючих необхідних профілів міжвалкового зазору (10, 11), що підлягають розрахунку для визначення профілю міжвалкового зазору (6), який змінюється при зміщенні валків, в поліном n-ого степеня з парними показниками, а потім його представляють у вигляді необхідних профілів (20, 21) міжвалкового зазору, що описуються поліномами другого степеня, і необхідних профілів (22, 23, 25, 26) міжвалкового зазору, що описуються залишковими поліномами, які перекривають все більш високі порядки степеня.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що для регулювання профілю (6) міжвалкового зазору застосовують декілька валкових пар (P1, Р2, Р3), що формують необхідні профілі (20, 21; 22, 23; 25, 26) міжвалкового зазору, при цьому відповідна відстань до максимумів одержаного профілю міжвалкового зазору (6) різна відносно центра прокатки (8).
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що для валкової пари (P1, P2, Р3) необхідний профіль (25) міжвалкового зазору для положення при зміщенні визначають у вигляді суми профілів (24) з парними степенями порядку 2, 4, 6...n шляхом вибору відповідної висоти профілю таким чином, що на широкій ділянці ширини профілю виходить квазіпрямолінійна крива необхідного профілю (25) міжвалкового зазору, яка відхиляється від прямої тільки в крайовій ділянці, при цьому необхідний профіль (26) міжвалкового зазору для другого положення зміщення для всіх вибраних степенів дає висоту профілю, рівну 0, завдяки чому між контурами валків (33, 331) одержується квазіпаралельний міжвалковий зазор, який відхиляється від паралельності тільки в крайовій ділянці.
6. Прокатна кліть (1, 11, 111) для прокатки листів або стрічок з робочими валками (2), які спираються на опорні валки (4) або проміжні валки (3, 31, 311) з опорними валками (4, 41, 411), при цьому регулювання профілю міжвалкового зазору (6) здійснюється за допомогою осьового переміщення валкових пар (P1, P2, Р3), що мають криволінійні контури (30-331), яка відрізняється тим, що вона призначена для здійснення способу за будь-яким із пп. 1-5, при цьому щонайменше дві валкові пари (P1, P2, Р3) виконані з можливістю осьового переміщення незалежно одна від одної і мають різні контури валків (30, 301; 31, 311; 32, 321), при цьому контури валків однієї валкової пари (P1, P2, Р3) виконані таким чином, що вони в міжвалковому зазорі формують відносно центра прокатки (8) симетричний профіль (20, 21) з максимумом профілю в центрі прокатки (8), що змінюється при переміщенні валків, в той час як контури валків щонайменше однієї іншої валкової пари (P1, P2, Р3) в міжвалковому зазорі (6) формують симетричний профіль (22, 23) відносно центра прокатки (8), в якому є два однакових максимуми, що змінюються при зміщенні валків, симетричні відносно центра прокатки (8).
7. Прокатна кліть (1, 11, 111) за п. 6, яка відрізняється тим, що декілька валкових пар (P1, P2, Р3) мають по два максимуми профілю, які лежать симетрично відносно центра прокатки (8), при цьому відповідна відстань від максимумів до центра прокатки (8) різна.
8. Прокатна кліть (1, 11, 111) за п. 6, яка відрізняється тим, що на валкову пару (P1, Р2, Р3) з центральним максимумом профілю (20, 21) накладені додаткові складові полінома більш високого степеня.
9. Прокатна кліть (1, 11, 111) за будь-яким із пп. 6-8, яка відрізняється тим, що форми профілю (20, 21; 22, 23; 25, 26) міжвалкового зазору кожної валкової пари (P1, P2, Р3), виконаної з можливістю переміщення, описуються двома вільно вибираними симетричними профілями будь-якої висоти степеня, які відповідають двом рівним чином вільно вибираним положенням зміщення.
10. Прокатна кліть (1, 11, 111) за п. 9, яка відрізняється тим, що при виборі форми профілю (20, 21; 22, 23; 25, 26) з більш ніж одного порядку степеня, висота профілю, відповідна окремому порядку степеня, різна для двох вільно вибираних положень зміщення, при цьому відсутнє комплементарне доповнення контурів валків (30-331).
11. Прокатна кліть (1, 11, 111) за п. 9, яка відрізняється тим, що при виборі форми профілю (20, 21; 22, 23; 25, 26) з більш ніж двох порядків степеня, регулювальні ділянки окремих порядків степеня для двох вільно вибираних положень зміщення вибираються таким чином, що відстань між обома максимумами при зміщенні валків безперервно змінюється від мінімуму до максимуму.
12. Прокатна кліть (1, 11, 111) за п. 6, яка відрізняється тим, що контури валків (31, 311) валкової пари (P1, P2, Р3) з центральним максимумом профілю (20, 21) описуються математичною функцією полінома третього степеня, в той час як контури (32, 321) валків (P1, P2, Р3) з двома максимумами профілю (22, 23), які лежать симетрично відносно центра прокатки (8), описуються математичною функцією полінома п'ятого степеня, яка в центрі прокатки (8) і на краю еталонної ширини має висоту профілю 0.
13. Прокатна кліть (1, 11, 111) за п. 6, яка відрізняється тим, що для одного з двох вибираних положень зміщення висота профілю, відповідна всім степеням полінома, встановлена рівною 0, за допомогою чого забезпечується комплементарне доповнення контурів валків в цьому положенні зміщення.
14. Прокатна кліть (1, 11, 111) за п. 13, яка відрізняється тим, що вибране положення зміщення для профілю 0 також лежить поза реальною ділянкою зміщення.
15. Прокатна кліть (1, 11, 111) за будь-яким із пп. 6-14, яка відрізняється тим, що вільно вибирані коефіцієнти для лінійної складової профілю валків кожної валкової пари (P1, Р2, Р3) вибрані таким чином, що осі кожного з двох валків валкової пари (P1, P2, Р3) при прокатці проходять паралельно осям валків, на які вони спираються.
16. Прокатна кліть за будь-яким із пп. 6-15, яка відрізняється тим, що вона виконана шестивалковою, при цьому виконані з можливістю переміщення проміжні валки (3) мають профіль (31, 311), який в міжвалковому зазорі (6) утворює поліном з центральним максимумом профілю (20, 21), а виконані з можливістю переміщення робочі валки (2) мають профіль (32, 321), який в міжвалковому зазорі (6) утворює залишковий поліном (22, 23) з двома максимумами, які лежать симетрично відносно центра прокатки (8).
Текст
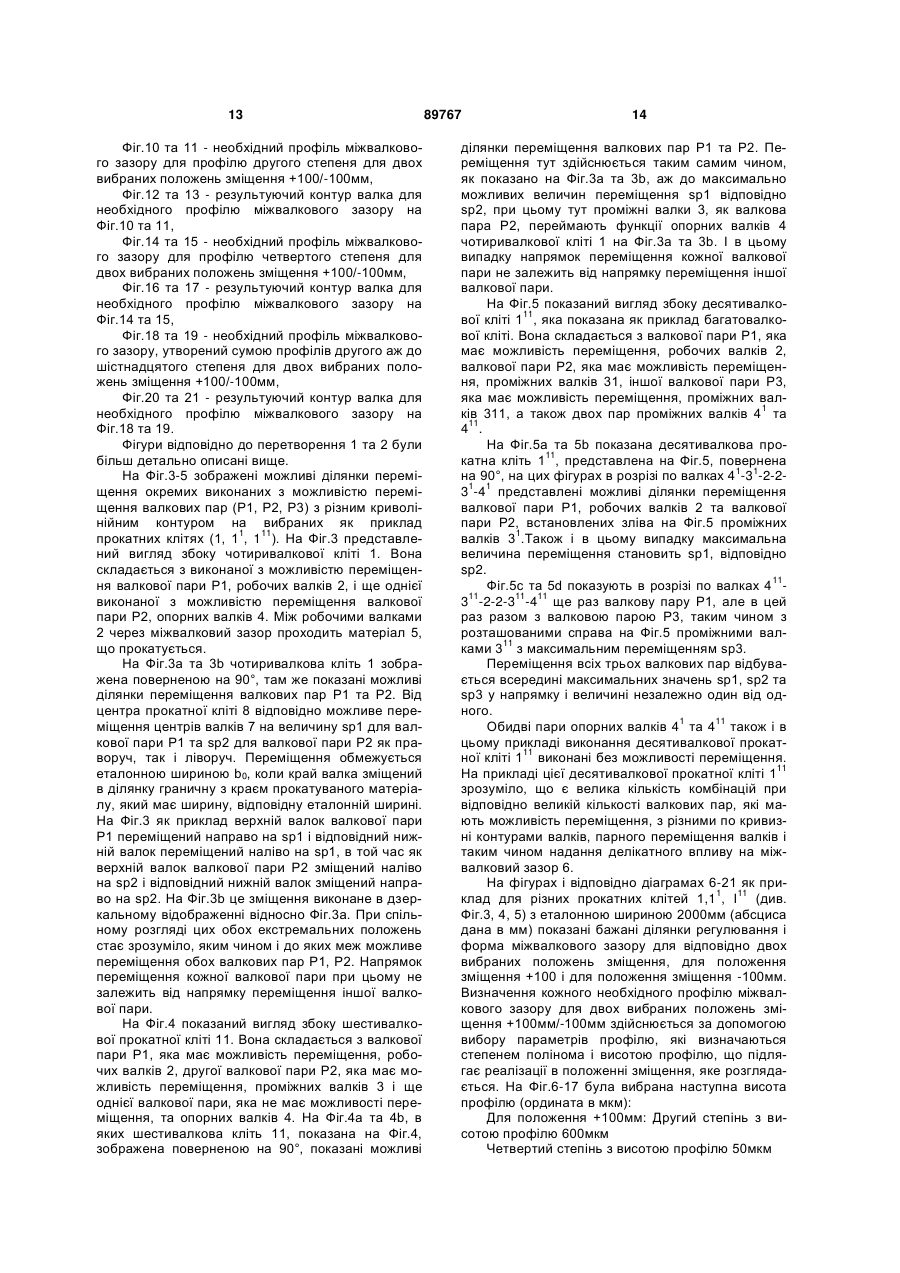
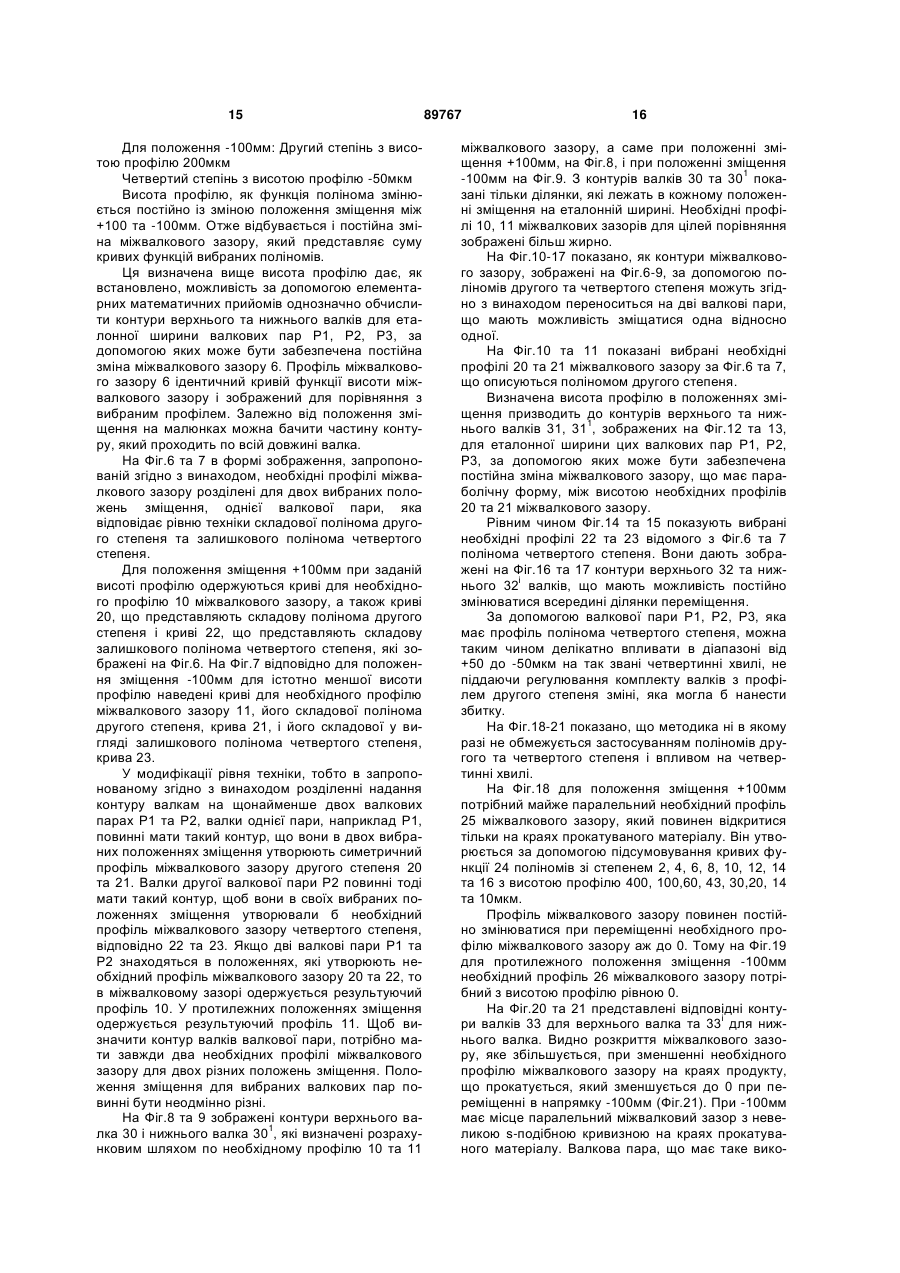
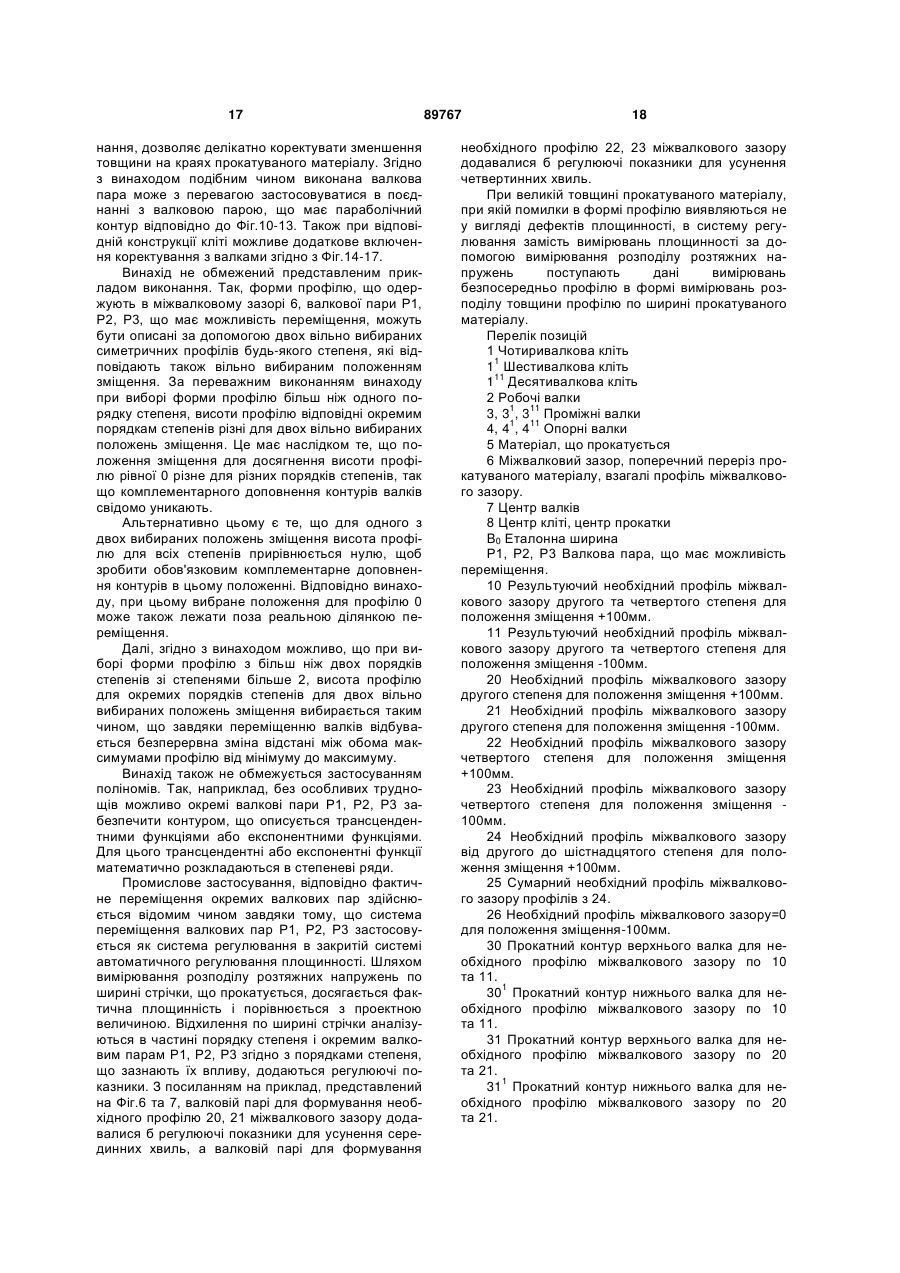
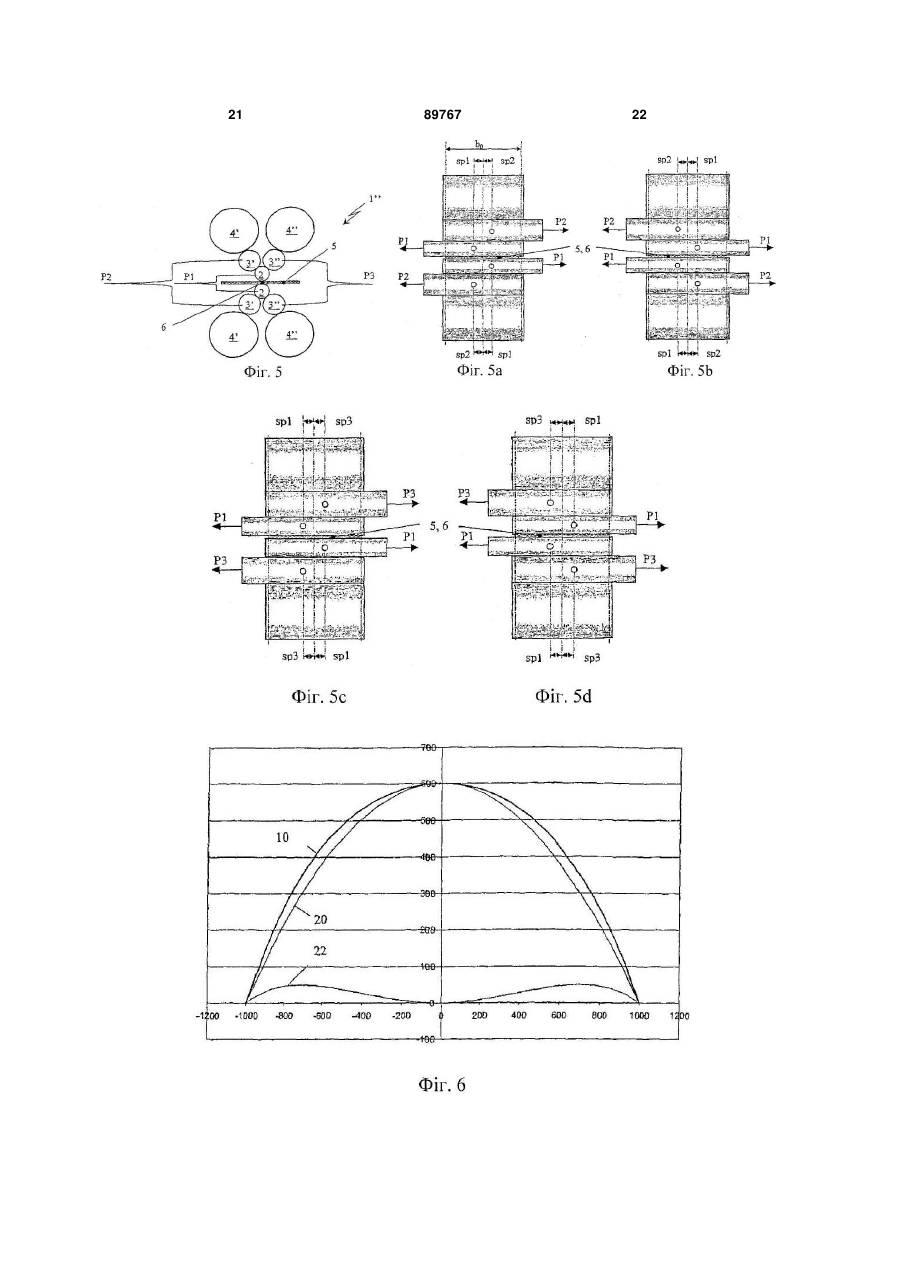
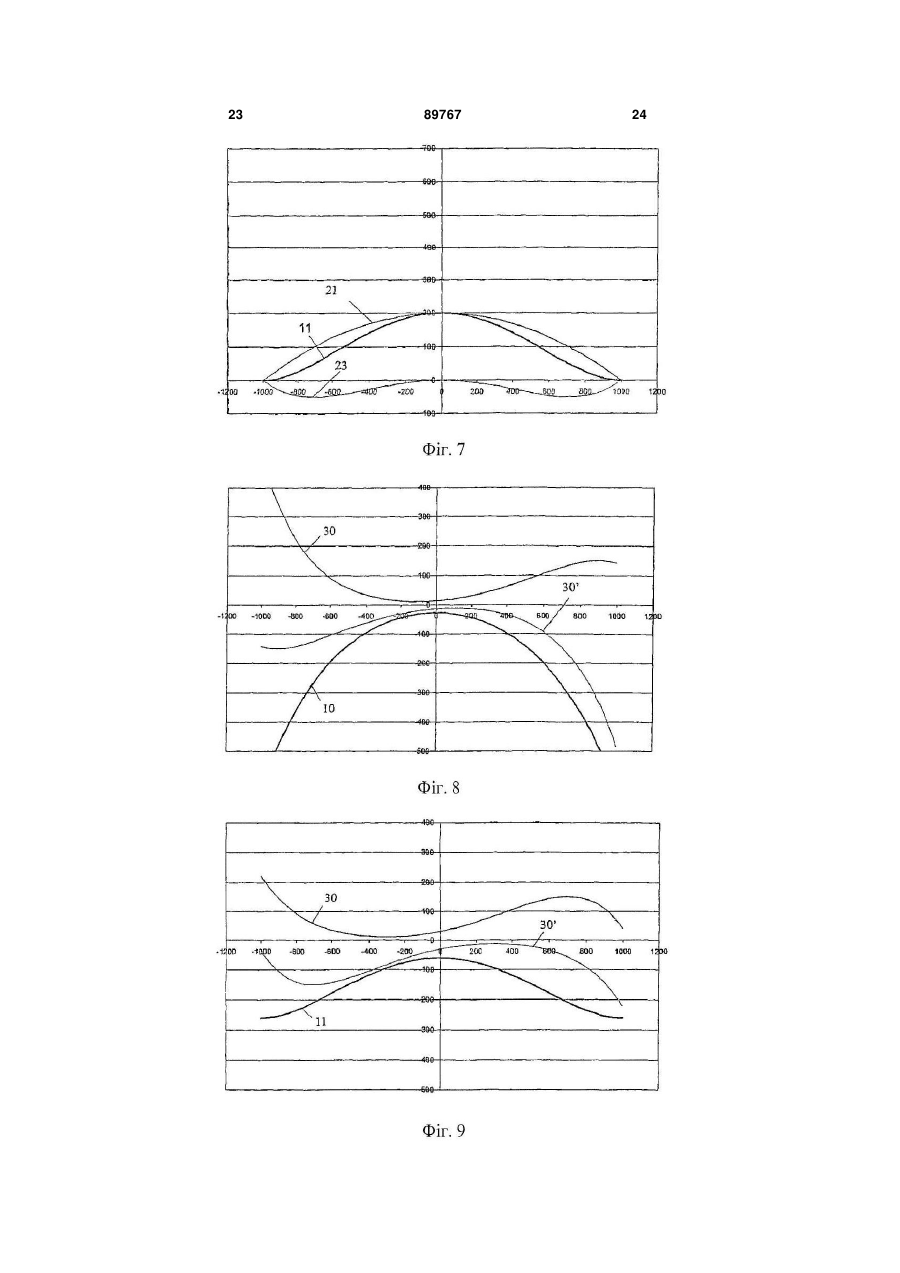
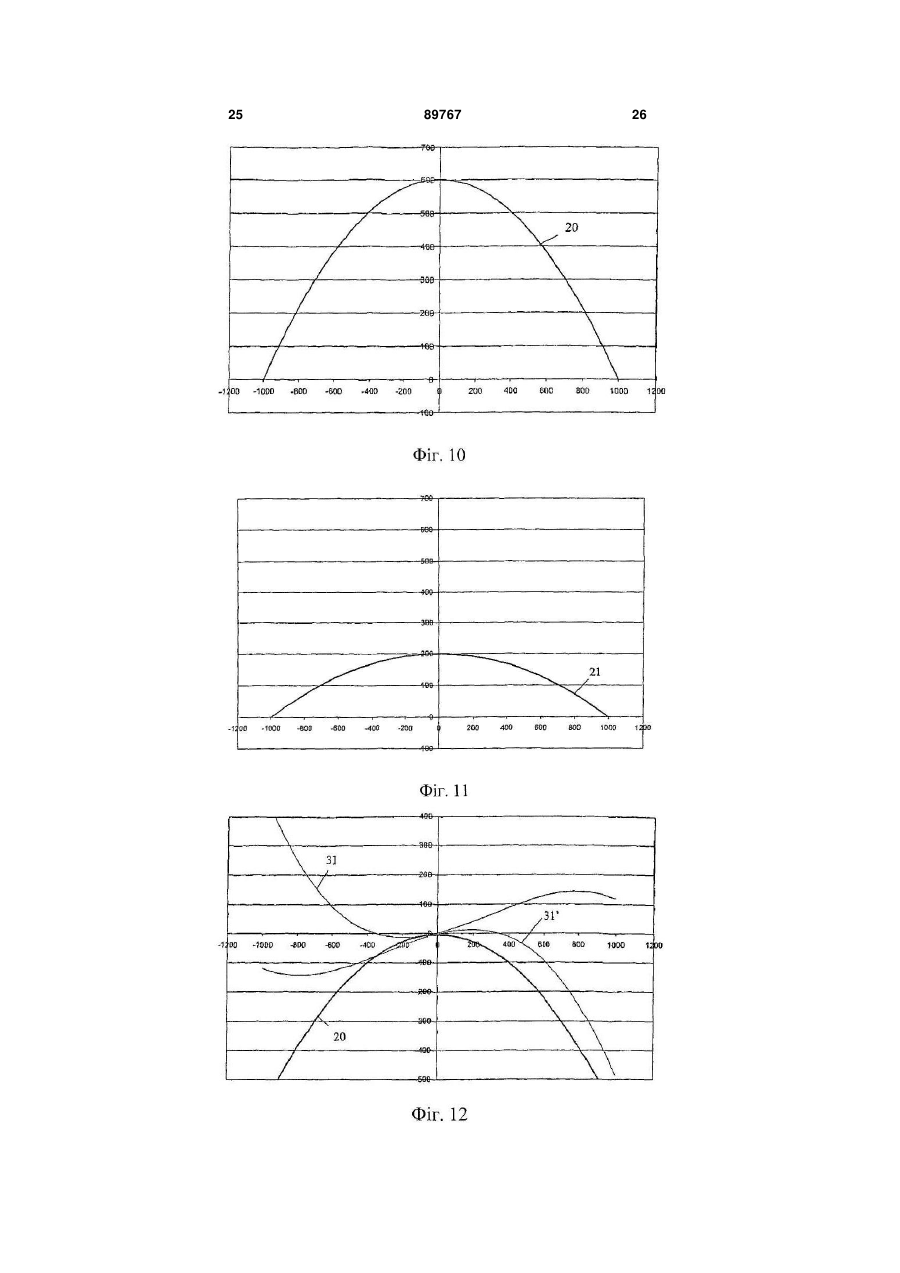
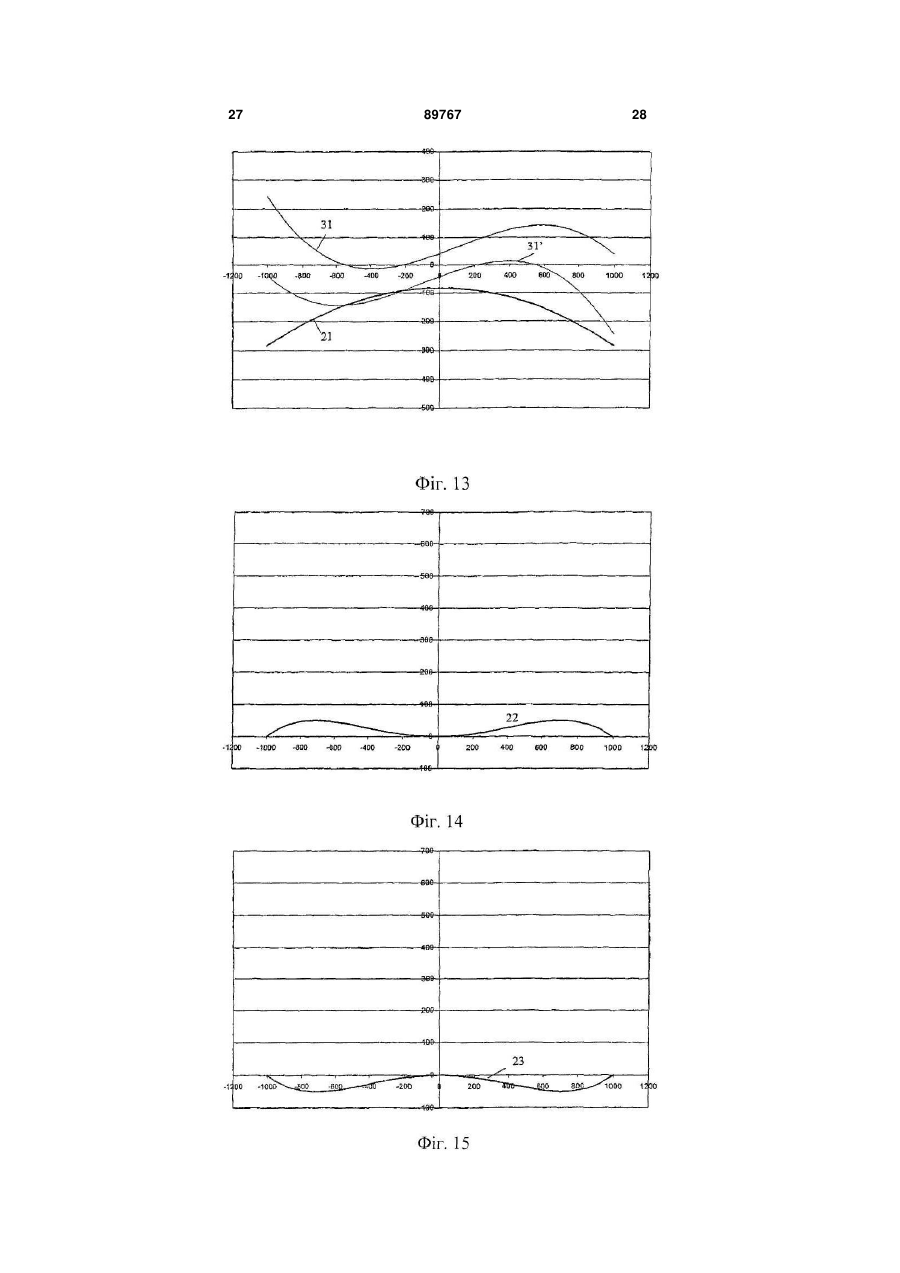
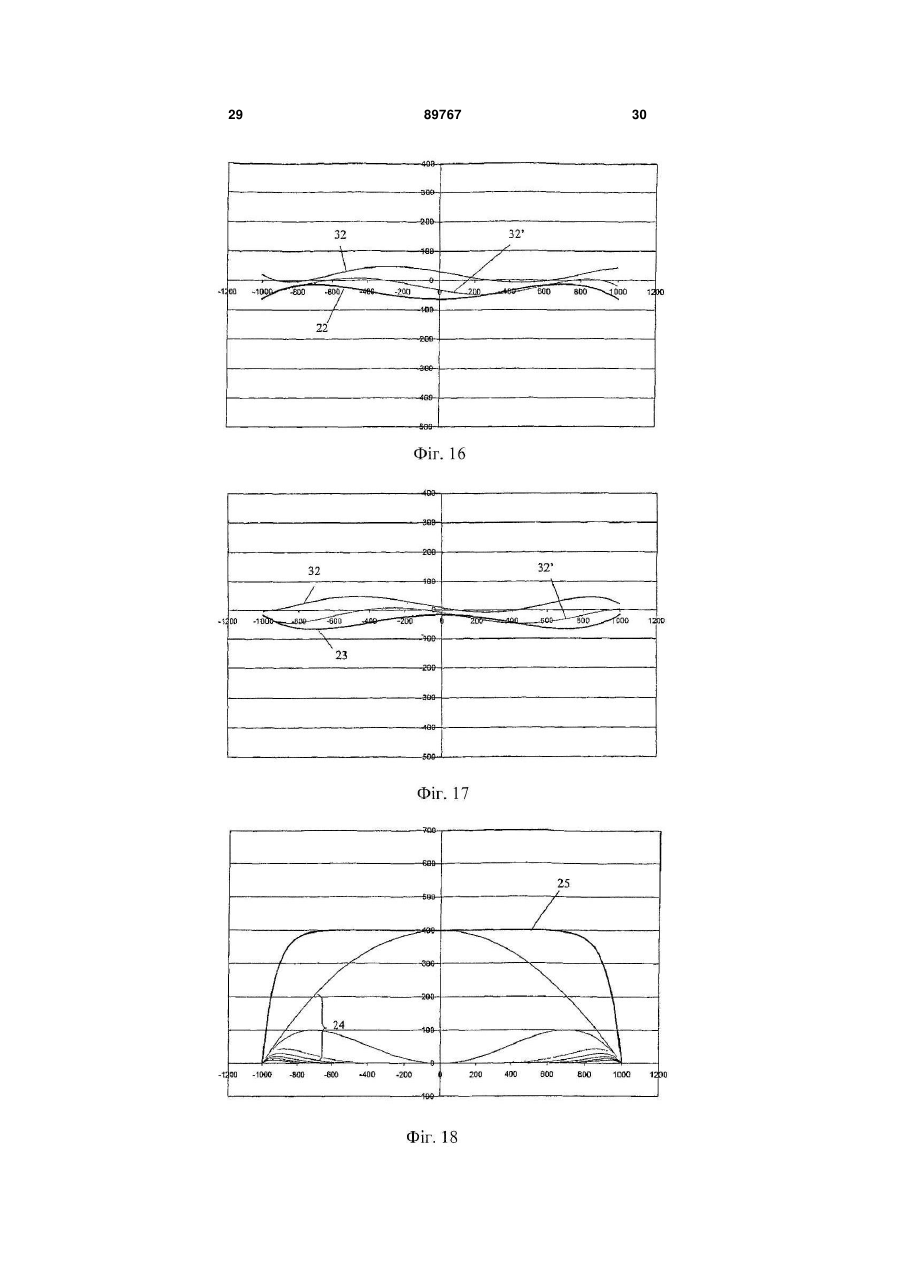
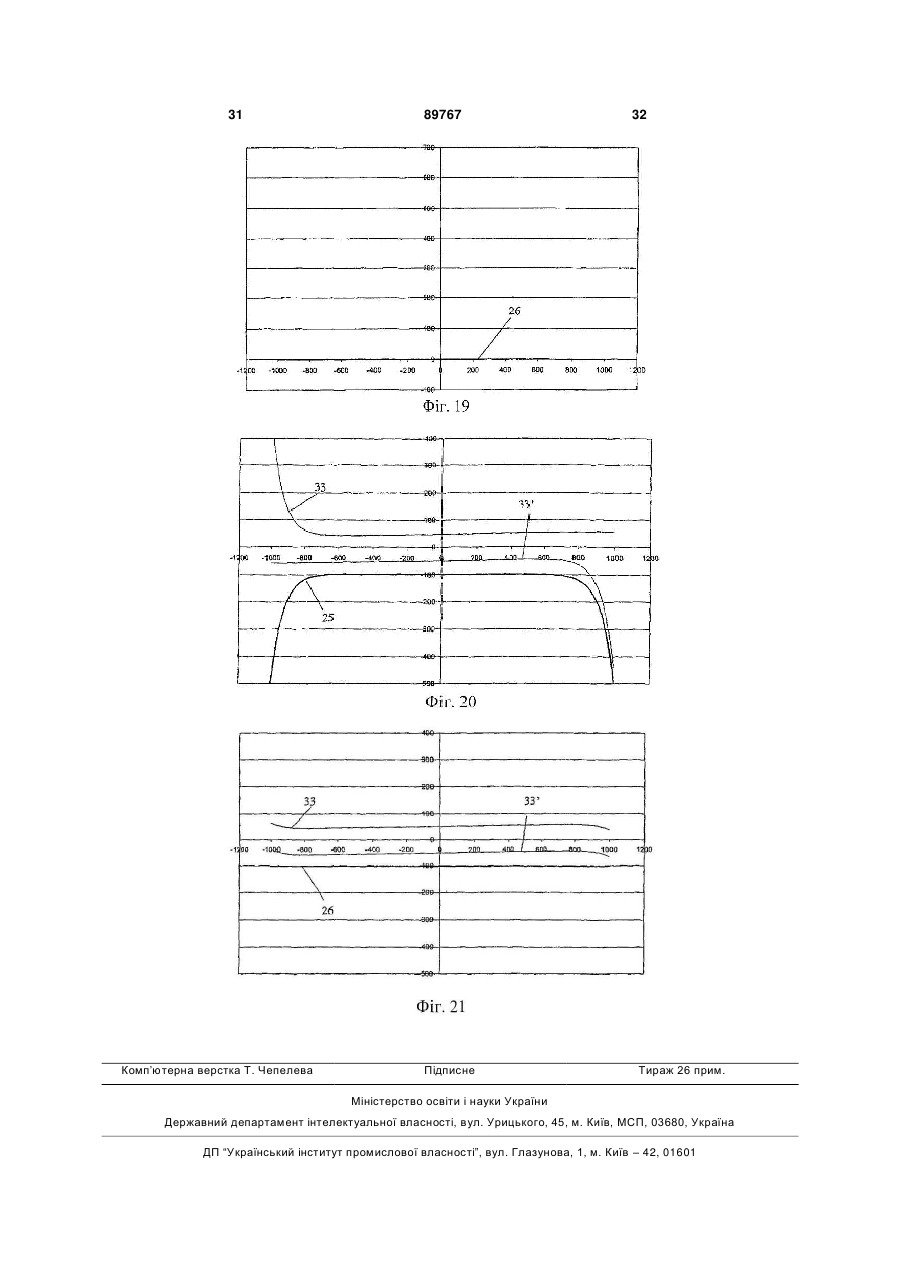
1. Спосіб прокатки листів або стрічок в прокатній кліті (1, 11, 111) з робочими валками (2), які спираються на опорні валки (4) або проміжні валки (3, 31, 311) з опорними валками (4, 41, 411), при цьому регулювання профілю (6) міжвалкового зазору здійснюють за допомогою осьового переміщення валкових пар (P1, P2, Р3), що мають криво1 лінійні контури (30-33 ), який відрізняється тим, що регулювання профілю міжвалкового зазору здійснюють щонайменше двома валковими парами (P1, P2, Р3), виконаними з можливістю переміщення по осі незалежно одна від одної та з різними по кривизні контурами (30, 301, 31, 311, 32, 321, 1 33, 33 ), при цьому згадані контури розраховують шляхом розкладання описуючого профіль (6) міжвалкового зазору результуючого необхідного профілю міжвалкового зазору (10, 11) щонайменше на два різні необхідних профілі (20, 21; 22, 23; 25, 26) міжвалкового зазору, які наносять на валкові пари (P1, P2, Р3). 2. Спосіб за п.1, який відрізняється тим, що одна з двох валкових пар (P1, P2, Р3), виконаних з можливістю осьового переміщення незалежно одна від одної, має необхідні профілі (20, 21) міжвалкового зазору другого степеня, які вимагають криво1 лінійних контурів валків третього степеня (31, 31 ), при цьому в центрі прокатки (8) формується максимум профілю, що змінюється при зміщенні вал 2 (19) 1 3 89767 1 11 4 6. Прокатна кліть (1, 1 , 1 ) для прокатки листів або стрічок з робочими валками (2), які спираються на опорні валки (4) або проміжні валки (3, 31, 11 1 11 3 ) з опорними валками (4, 4 , 4 ), при цьому регулювання профілю міжвалкового зазору (6) здійснюється за допомогою осьового переміщення валкових пар (P1, P2, Р3), що мають криволінійні 1 контури (30-33 ), яка відрізняється тим, що вона призначена для здійснення способу за будь-яким із пп.1-5, при цьому щонайменше дві валкові пари (P1, P2, Р3) виконані з можливістю осьового переміщення незалежно одна від одної і мають різні 1 1 1 контури валків (30, 30 ; 31, 31 ; 32, 32 ), при цьому контури валків однієї валкової пари (P1, P2, Р3) виконані таким чином, що вони в міжвалковому зазорі формують відносно центра прокатки (8) симетричний профіль (20, 21) з максимумом профілю в центрі прокатки (8), що змінюється при переміщенні валків, в той час як контури валків щонайменше однієї іншої валкової пари (P1, P2, Р3) в міжвалковому зазорі (6) формують симетричний профіль (22, 23) відносно центра прокатки (8), в якому є два однакових максимуми, що змінюються при зміщенні валків, симетричні відносно центра прокатки (8). 7. Прокатна кліть (1, 11, 111) за п.6, яка відрізняється тим, що декілька валкових пар (P1, P2, Р3) мають по два максимуми профілю, які лежать симетрично відносно центра прокатки (8), при цьому відповідна відстань від максимумів до центра прокатки (8) різна. 8. Прокатна кліть (1, 11, 111) за п.6, яка відрізняється тим, що на валкову пару (P1, Р2, Р3) з центральним максимумом профілю (20, 21) накладені додаткові складові полінома більш високого степеня. 9. Прокатна кліть (1, 11, 111) за будь-яким із пп.6-8, яка відрізняється тим, що форми профілю (20, 21; 22, 23; 25, 26) міжвалкового зазору кожної валкової пари (P1, P2, Р3), виконаної з можливістю переміщення, описуються двома вільно вибираними симетричними профілями будь-якої висоти степеня, які відповідають двом рівним чином вільно вибираним положенням зміщення. 1 11 10. Прокатна кліть (1, 1 , 1 ) за п.9, яка відрізняється тим, що при виборі форми профілю (20, 21; 22, 23; 25, 26) з більш ніж одного порядку степеня, висота профілю, відповідна окремому порядку степеня, різна для двох вільно вибираних поло жень зміщення, при цьому відсутнє комплемента1 рне доповнення контурів валків (30-33 ). 1 11 11. Прокатна кліть (1, 1 , 1 ) за п.9, яка відрізняється тим, що при виборі форми профілю (20, 21; 22, 23; 25, 26) з більш ніж двох порядків степеня, регулювальні ділянки окремих порядків степеня для двох вільно вибираних положень зміщення вибираються таким чином, що відстань між обома максимумами при зміщенні валків безперервно змінюється від мінімуму до максимуму. 12. Прокатна кліть (1, 11, 111) за п.6, яка відрізня1 ється тим, що контури валків (31, 31 ) валкової пари (P1, P2, Р3) з центральним максимумом профілю (20, 21) описуються математичною функцією полінома третього степеня, в той час як кон1 тури (32, 32 ) валків (P1, P2, Р3) з двома максимумами профілю (22, 23), які лежать симетрично відносно центра прокатки (8), описуються математичною функцією полінома п'ятого степеня, яка в центрі прокатки (8) і на краю еталонної ширини має висоту профілю 0. 1 11 13. Прокатна кліть (1, 1 , 1 ) за п.6, яка відрізняється тим, що для одного з двох вибираних положень зміщення висота профілю, відповідна всім степеням полінома, встановлена рівною 0, за допомогою чого забезпечується комплементарне доповнення контурів валків в цьому положенні зміщення. 14. Прокатна кліть (1, 11, 111) за п.13, яка відрізняється тим, що вибране положення зміщення для профілю 0 також лежить поза реальною ділянкою зміщення. 15. Прокатна кліть (1, 11, 111) за будь-яким із пп.614, яка відрізняється тим, що вільно вибирані коефіцієнти для лінійної складової профілю валків кожної валкової пари (P1, Р2, Р3) вибрані таким чином, що осі кожного з двох валків валкової пари (P1, P2, Р3) при прокатці проходять паралельно осям валків, на які вони спираються. 16. Прокатна кліть за будь-яким із пп.6-15, яка відрізняється тим, що вона виконана шестивалковою, при цьому виконані з можливістю переміщення проміжні валки (3) мають профіль (31, 311), який в міжвалковому зазорі (6) утворює поліном з центральним максимумом профілю (20, 21), а виконані з можливістю переміщення робочі валки (2) мають профіль (32, 321), який в міжвалковому зазорі (6) утворює залишковий поліном (22, 23) з двома максимумами, які лежать симетрично відносно центра прокатки (8). Винахід стосується способу, а також прокатної кліті для прокатки листів або стрічок з робочими валками, які спираються на опорні валки або проміжні валки та опорні валки, при цьому регулювання профілю міжвалкового зазору здійснюється за допомогою осьового переміщення пар валків, забезпечених криволінійним контуром. Валки вибраної валкової пари мають можливість попарно зміщатися по осі відносно один одного і кожний валок такої валкової пари забезпечений криволінійним контуром, який наданий встановленим назустріч поверхням обох валків валкової пари по всій довжині бочки їх бочок. Відомі форми здійснення представлені чотиривалковими клітями, шестивалковими клітями і різними варіантами багатовалкових клітей, які виконані як однопрохідні кліті, реверсивні кліті або прокатні кліті тандем. При гарячій прокатці виробів до невеликої кінцевої товщини і при холодній прокатці для забезпечення площинності має місце задача усунення 5 двох принципово різних причин недотримання площинності за допомогою однакових засобів регулювання: проектний профіль продукту, що прокатується, тобто розподіл товщини прокатаного продукту по ширині продукту, необхідний для дотримання площинності, зменшується пропорційно номінальній товщині продукту від проходу до проходу. Зокрема при однопрохідних прокатних клітях і реверсивних клітях регулюючі механізми повинні бути здатними реалізувати відповідну настройку, залежно від фактичного притискного зусилля, температури прокатки і стану зносу валків відбувається зміна від проходу до проходу висоти профілю, що підлягає компенсації за допомогою регулюючих механізмів, а також розподіл профілю. Регулюючі механізми повинні мати можливість компенсувати зміни в формі та висоті профілю. Прокатні кліті з ефективними регулюючими механізмами для попереднього встановлення необхідного міжвалкового зазору і для регулювання міжвалкового зазору під навантаженням описуються в документі ЕР 0 049 798 В1 і представляють таким чином рівень техніки. При цьому передбачене застосування робочих валків і/або опорних валків і/або проміжних валків, які виконані з можливістю зміщення по осі відносно один одного. Валки виконані з криволінійним контуром поверхні, що йде до кінця бочки, подібний контур передбачений на обох валках валкової пари відповідно по розташованих назустріч поверхням валків і проходить по всій довжині бочок обох валків, крім того має відповідну форму, так що обидва контури бочок комплементарно доповнюють один одного виключно у визначеному осьовому положенні валків відносно один одного. Завдяки такому заходу на форму міжвалкового зазору і таким чином, на форму поперечного перерізу продукту, що прокатується, можна буде впливати вже при найменшому переміщенні валків, які мають криволінійний контур, без необхідності безпосередньої адаптації положення виконаних з можливістю зміщення валків до ширини прокатуваного матеріалу. Ознака комплементарного доповнення у визначеному осьовому положенні описується за допомогою придатних функцій, які описують центрально симетричні відносно центра міжвалкового зазору точки. Переважно застосовується поліном третього степеня. Так з ЕР 0543 014 В1 відома шести валкова прокатна кліть з проміжними та робочими валками, які мають можливість осьового зміщення, у якої проміжні валки мають опуклість, яка центрально симетрична відносно центра кліті і ця опуклість може бути описана рівнянням третього степеня. Ця центрально симетрична відносно центра міжвалкового зазоруфункція контуру валків виявляється у вільному від навантаження міжвалковому зазорі поліном другого степеня, а саме параболою. Подібна форма міжвалкового зазору має особливу перевагу, яка полягає в тому, що він підходить для прокатки найрізноманітніших по ширині матеріалів, що прокатуються. Зміна висоти профілю, що досягається в результаті зміщення прокатних валків, дозволяє проводити адаптацію до викладених вище факторів впливу і перекриває 89767 6 з високою гнучкістю велику частину необхідного регулювання профілю. Встановлено, що у названих валків параболічний прогин, який йде по всій довжині бочки і описується квадратичною складовою, може компенсуватися. Зокрема при дуже великій ширині продукту виявилися відхилення між встановленим профілем і фактично необхідним профілем у вигляді надмірного подовження в крайовій ділянці або в ділянці чверті, які виявлялися в формі так званих четвертинних хвиль, які можна усунути тільки за допомогою більш потужних додаткових пристроїв, які створюють прогин, доцільно в комбінації із зонним охолоджуванням. Для усунення цього недоліку в документі ЕР 0 294 544 пропонується подібні четвертинні хвилі компенсувати за рахунок застосування поліномів більшого степеня. Найбільш ефективним виявляється поліном п'ятого степеня, який при ненавантаженому міжвалковому зазорі виражається поліномом четвертого степеня, що в порівнянні з поліномом другого степеня більш ефективно впливає на відхилення площинності по ширині, що становить приблизно 70% від номінальної ширини. Однак, при такому контурі валків недоліком виявляється наявність тієї обставини, що при переміщенні валків при регулюванні міжвалкового зазору це одночасно позначається на четвертинних хвилях. Виявилося неможливим за допомогою одного виконавчого елемента вирішити дві подібного роду різні задачі. Задачею даного винаходу є усунення описаних вище проблем за допомогою простого механізму і забезпечення подальшого поліпшення регулюючих механізмів, а також стратегія одержання абсолютно рівних листів або стрічок із заданим профілем товщини по всій ширині прокатуваного матеріалу. Поставлена задача вирішується за допомогою відмітних ознак пункту 1 формули винаходу за рахунок того, що регулювання міжвалкового зазору здійснюється за допомогою щонайменше двох валкових пар з різною криволінійністю контуру, які мають можливість незалежно один від одного переміщатися в осьовому напрямку, при цьому різні контури розраховують за допомогою розкладання необхідного профілю міжвалкового зазору, який діє в міжвалковому зазорі, на щонайменше два різних профілі міжвалкового зазору, що задаються, і перенесення їх на валкову пару. Переважні варіанти виконання винаходу наведені в залежних пунктах формули винаходу. Прокатна кліть для прокатки листів або стрічок характеризується ознаками пункту 6 формули винаходу, а також по інших залежних пунктах формули винаходу. Згідно з винаходом функція ненавантаженого міжвалкового зазору, необхідна для регулювання профілю міжвалкового зазору, описується спочатку для двох вибраних положень зміщення у вигляді полінома n-ого степеня з парними показниками степеня. Кожна з цих двох функцій, що застосовуються згідно з рівнем техніки для валкової пари, згідно з винаходом розкладається в поліном другого степеня з відомими позитивними властивостями 7 89767 для попереднього регулювання і в залишковий поліном з більш високими парними показниками степеня, які в центрі валка дають 0 (висота профілю в центрі валка ідентична висоті профілю на його краях) і по обох сторонах від центра прокатки є два максимуми, які придатні для впливу на четвертинні хвилі. Контурами, що описуються по цих поліномах, забезпечуються валки щонайменше двох валкових пар, виконаних з можливістю осьового переміщення незалежно один від одного, так що регулювання необхідного профілю міжвалкового зазору згідно з винаходом здійснюється за допомогою щонайменше двох валкових пар з різними контурами валків, шляхом їх незалежного один від одного осьового переміщення. Завдяки такому запропонованому розкладанню контуру валка відомої валкової пари на щонайменше дві валкові пари, виконані з можливістю незалежного осьового переміщення відносно один одного, з'являється таким чином можливість тонкого впливу і корекції міжвалкового зазору для одержання абсолютно рівного листа або стрічки із заданим профілем по товщині. Математичне обґрунтування для реалізації цієї задачі буде описане за допомогою посилання на фігуру 1, в якій представлені параметри для складання функції, що описує контур валків окремої валкової пари (на фігурі індекс «0» для верхнього валка та індекс «и» для нижнього валка валкової пари): Міжвалковий зазор описується функцією h=aa-f(s+z)-f{s-z). при цьому значення окремих змінних зображене на Фіг.1. За допомогою теореми Тейлора і деяких елементарних перетворень може бути одержане рівняння у вигляді h aa 2 f ( s) f ( 2 ) ( s) 2 z 2! f ( 4 ) ( s) 4 z 4! f ( 6 ) ( s) 6 z 6! ... . Функція міжвалкового зазору таким чином представляється як різниця з відстані між осями валків і подвоєної суми членів з парними степенями, відповідно у вигляді симетричної відносно центра кліті функції. Цей результат очевидно визначається без задавання визначеної функції радіуса і тому справедливий для функції, що диференціюється. Вибрана функція радіуса впливає через свої похідні тільки на коефіцієнти при степеневих членах. Аналогічно з валковою парою, яка має симетричний контур, можна представити, що в кліті знаходиться валкова пари з симетричним контуром, що не має можливості зміщатися, із заданим радіусом Ri (s, z). Контури цих уявних валків змінюються симетрично відносно центра прокатки за допомогою направленого у протилежну сторону зміщення фактичних валків. Має місце: h=aa-2Ri Згідно з рівнянням (G2) та (G3) заданий радіус Ri описується функцією Функція профілю кожного з двох виконаних з можливістю зміщення реальних валків нехай задається: 8 f (2) (s) 2 f ( 4) (s) 4 f (6) (s) 6 z z z ... 2! 4! 6! Після проведення необхідного диференціювання згідно з рівнянням (G4) і підстановки результатів в рівняння (G4) будемо мати в розпорядженні рівняння для заданого радіуса валка: Ri Ri f (s) n pk n n 0k 0 k n k ansn k zk n 0,12,3,...p , 0,2,4,...n. На Фіг.2 представлене в матриці коефіцієнтів наочне зображення коефіцієнтів рівняння (G6) до шостого степеня і об'єднання в поліном Ri=c0+c2z2+c4z4+c6z6+c8z8+... з попередньо ще невідомими коефіцієнтами ск, які утворюються за правилом (G6) з коефіцієнтів рівняння (G5). Рівняння (G7) описує профіль валка, який повинен мати заданий валок у визначеному положенні зміщення. Для цього, однак, потрібно розкласти поліном на окремі поліноми, серед яких кожному члену може бути заданий параметр величини, зрозумілої для виробничої практики. Розкладання полінома n-ого степеня на окремі поліноми одержується за допомогою утворення різниці членів і-того степеня з членами з наступним більш низьким ступенем і представляється нижче для полінома шостого степеня. У рівняння (G7) включаються негативні додаткові члени з меншим на 2 степеневим порядком і коефіцієнти qk, які одночасно з позитивним знаком додаються наступному більш низькому степеню. 0 0 2 2 2 4 4 4 6 Rі=с0+q0z -q0z +c2z +q2z -q2z +с4z +q4z -q4z +c6z Рівноцінний поліном, що одержується, упорядковується новими членами: Ri=Ri0+Ri2+Ri4+Ri6 Члени цього рівняння представляють компоненти профілю окремих степеневих порядків по всьому профілю. Згідно з рівнянням (G8) має місце: 0 Ri0=c0+q0z для номінального радіуса Ri2=-q0z0+c2z2+q2z2 для складової другого степеня 2 4 4 Ri4=-q2z +c4z +q4z для складової четвертого степеня Ri6=-q4z4+c6z6+q6z6 для складової шостого степеня Подальший хід розрахунку показаний на прикладі Ri6: Простим перетворенням одержуємо: Значення qk в (G10) до (G13) повинні вибиратися так, щоб Rik при z=zR=b0/2 стало дорівнювати 0, при цьому b0 є еталонною шириною комплекту валків. -2 6 0=(c6+q6-q4z R)z R. Звідси слідує -2 (c6+q6)=q4z R. Значення q6 для максимального шостого степеня, що тут враховується, дорівнює 0, оскільки воно надане тут не існуючому 8 степеню. Тому чисельно також потрібно починати рішення з більш високого степеня. 9 89767 Підставляючи рівняння (G15) в рівняння (G14) одержимо q 4 z R2 Ri 6 q4 z 2 z6 q4 z 2 2 zR 1 z4 . Цей вираз є рівнянням функції складової профілю шостого степеня на всьому профілі. При z=0 та z=zR одержується, як було потрібно, складова профілю 0. Максимальним значенням цієї функції є висота профілю, яка прямує до заданого значення. Максимальні значення можуть бути одержані, якщо прирівняти першу похідну 0 Ri 6 z q4 6z 5 2 zR 4z 3 . Після підстановки нуля виходить 4 zR 6 . Положення кожного з двох максимальних значень функції для складової профілю шостого степеня, що лежать симетрично відносно центра кліті. Підстановкою (G17) в (G16) дає власне максимальне значення z 6 max Ri 6 max q4 4 6 1 4 2 z 6 R 2 q4 1 2 2 z 3 3 R 2 . Значення Rikmax ідентичні складовим профілю заданих валків. Оскільки профіль валка, так зване піднесення або висота профілю, перераховується діаметр валка, маємо Crn=2Rin max Відношення між піднесенням b та qвеличинами Cr 6 2 1 2 2 z 3 3 R 2 q4 . Розрахунок членів Ri4 та Ri2 рівняння (G9), що залишилися, дає блок рівнянь: Другий степінь: Cr2=-2q0 Четвертий степінь: 1 1 2 Cr 4 2z q2 2 2 R . Шостий степінь: 2 1 2 2 z q4 3 3 R після проведеного розрахунку. Член Ri0 рівняння (G9) може бути вибраний як номінальний радіус валка. Як видно поліном може бути далі розширений шляхом продовження ряду в напрямку більш високих степенів. Для прикладу маємо Восьмий степінь: Cr 6 2 Cr 8 2 1 3 2 z 4 4 R 3 q6 і Десятий степінь: 10 Cr10 2 1 4 2 z 5 5 R 4 q8 . Для визначення коефіцієнтів в рівнянні (G5) для функції полінома, що описує шліфування валків потрібно вибрати два положення зміщення s1 та s2, для яких відповідно потрібно встановити бажаний профіль шляхом вибору значення піднесення від Сr2 до Сrn. Між цими обома профілями, наприклад в максимальному і мінімальному зміщенні, профілі через зміщення валків безперервно змінюються. Оскільки окремі степеневі порядки можуть визначатися незалежно один від одного, відпадає важлива вимога комплементарного доповнення профілю валків від верхнього валка до нижнього валка. Однак, при бажанні це легко робиться, якщо для одного з двох вільно вибраних положень, що характеризують зміщення, при необхідності поза реальним шляхом зміщення, буде встановлено для всіх порядків степенів одне значення висоти профілю, яке дорівнює 0. Після вибору значень піднесення з блока рівнянь (G21) одержуються значення для qk. Значення для сk визначаються за рівнянням (G15), причому це рівняння аналогічно блока рівнянь (G21) може бути розширене шляхом додавання інших членів. Після підстановки в рівняння (G10-G13) одержуємо в розпорядження повний опис функції окремих порядків степенів. Весь профіль представляється згідно з рівнянням (G9) в формі окремих шарів, що лежать один на одному, і може бути розрахований за ідентичним рівнянням (G7). Розрахунок коефіцієнтів полінома для контурів, що мають можливість переміщення валків здійснюють за допомогою композиції коефіцієнтів рівняння (G7) з рівнянням (G6). Рівняння (G7), як вже зазначалося вище, складене для двох положень, що одержуються внаслідок зміщення, s1 та s2. Прирівнювання двох рівнянь (G7) до рівняння (G6) дає відповідно вибраному степеневому порядку необхідні визначальні рівняння для коефіцієнтів а, полінома для шліфування валків. Окремі визначальні рівняння можуть бути визначені безпосередньо із схеми коефіцієнтів на Фіг.2. Коефіцієнт а1 залишається невизначеним, оскільки не впливає будь-яким чином на форму профілю валка. Він визначає конусність валка і тому потрібний інший критерій інтерпретації, який в подальшому повинен тлумачитися виходячи з контакту профільованого валка з проміжним або опорним валком, що має циліндричну форму. При прокатці в ділянці контакту опуклі ділянки профілю профільованого валка перетворюються завдяки пружним деформаціям в циліндричні ділянки, що при певних обставинах призведе до не паралельності обох валків відносно один одного. Для усунення розводу валків, конусність а1 контуру робочого валка повинна бути визначена таким чином, щоб середні лінії обох валків проходили паралельно один одному. У цьому випадку в контактній зоні утворюється початкова лінія, яка також паралельна середнім лініям обох валків. Нехай радіус цієї початкової лінії відносно робочого вал 11 89767 ка буде Rw. Через елемент довжини dz робочого валка елемент сили dF може бути визначений як: dF=C(R-Rw)dz, де С, віднесений до довжини модуль пружності стиснення (розмірність Н/мм2). Елемент сили dF визначає на відстані z елемента моменту dMk, що перекидає валки. Таким чином, необхідна паралельність середніх ліній одержується як інтеграл елемента моменту по контактній довжині. z zR z zR dMk k z zR z zR dF z z zR C(R R w )zdz z 0 zR . Віднесений до довжини модуль пружності може бути прийнятий постійним по довжині контакту. Звідси слідує: z zR (R R w )zdz 0, як визначальне рівняння для уклону а1. Підставляючи з рівняння (G5) після інтегрування по еталонній ширині і деяких елементарних перетворень одержуємо визначальне рівняння для а1 1 1 1 1 2 4 6 8 a1 3 a 3 zR a 5 zR a 7 zR a9 zR ... 5 7 9 11 . z zR Абсолютно очевидно, що рівняння (G25) дійсне і для профільованих валків, які знаходяться в контакті з профільованим валком іншої валкової пари, якщо коефіцієнт а1 цього контактуючого валка був визначений також за рівнянням (G25). Після доповнення розрахунку, проведеного за допомогою рівнянь (G14)-(G20), наприклад, для шостого степеня, для всіх порядків степенів, що розглядаються, виявилося, що для порядку степеня вище 2 на заданому наборі валків і таким чином в міжвалковому зазорі завжди встановлюються два екстремальних значення, що лежать симетрично відносно центра кліті, відстань між якими збільшується із збільшенням порядку степеня. Порядок степеня 2 має тільки одне екстремальне значення в центрі набору валків. Таким чином, згідно з винаходом пропонується, що одній валковій парі повинен відповідати поліном з порядком степеня 2 і другому валковому набору залишковий поліном, який перекриває всі вищі порядки степеня. Залежно від конструкції кліті будуть вибрані щонайменше дві валкові пари. В шестивалковій кліті, наприклад, виконані з можливістю переміщення проміжні валки, забезпечені профілем, який в між валковому зазорі утворює поліном другого степеня. Робочі валки, виконані з можливістю переміщення, придатні для залишкового полінома і служить для впливу на четвертинні хвилі або надає інший спеціальний вплив. Залежно від положення валкової пари в кліті відомим чином здійснюється збільшення висоти підлягаючих регулюванню профілів кожної валкової пари для поліпшення впливу на міжвалковий зазор, зокрема у валкової пари, що знаходиться на віддаленні від міжвалкового зазору. Переважно, що навіть при великій ширині прокатуваного матеріалу за допомогою зміщення ро 12 бочих валків можна делікатним чином надавати вплив на четвертинні хвилі. Якщо цих четвертинних хвиль немає, то робочі валки залишаються в нульовій позиції і поводяться як валки, яким не був наданий контур. Два максимуми в залишковому поліномі знаходяться в одному положенні симетрично відносно центра прокатки, який змінюється за степенем полінома. Звідси з'являється - залежно від конструкції кліті - можливість створення за допомогою іншої, виконаної з можливістю переміщення валкової пари подальшого регулювання хвиль на одній восьмій ширини або крайових хвиль. Природно, що залишається можливість реалізувати цей варіант простим шляхом за допомогою заміни валків. В окремому випадку може виявитися доцільним для валкової пари сформувати поліном другого степеня і включити додатково один або декілька степенів. Це могло б мати значення, коли кліть працює з близькою до постійної шириною прокатуваного матеріалу. За допомогою комбінації всіх форм профілю степенів від 2 до п, що є в розпорядженні, можливо далі шляхом відповідного розрахунку висоти профілю кожного степеня створити абсолютно спеціальні форми профілів і додати їх валковій парі. Наприклад, можлива форма профілю, при якій міжвалковий зазор залишається по суті паралельним і змінюється тільки в крайовій ділянці прокатуваного матеріалу. Додаткове застосування систем для вигину робочих або проміжних валків, а також систем охолоджування валків передбачається для динамічної корекції і для усунення недоліків в крайових ділянках. Інші деталі, особливості та ознаки винаходу пояснюються нижче за допомогою прикладів виконання винаходу схематично зображених на малюнках, які чітко показують ефективність запропонованих заходів. Нижче представлено: Фіг.1 - параметри для складання функцій, що описують міжвалковий зазор і валки, Фіг.2 - схема коефіцієнтів функції Ri(s, z), Фіг.3 - чотиривалкова прокатна кліть в схематичному поперечному перерізі, Фіг.3а та 3b - можлива ділянка переміщення окремої валкової пари на Фіг.3, Фіг.4 - шестивалкова прокатна кліть, схематичне зображення поперечного перерізу, Фіг.4а та 4b - можлива ділянка переміщення окремої валкової пари на Фіг.4, Фіг.5 - десятивалкова прокатна кліть, схематичне зображення поперечного перерізу, Фіг.5а - 5d - можлива ділянка переміщення окремої пари на Фіг.5, Фіг.6 та 7 - необхідний профіль міжвалкового зазору, утворений з профілів другого та четвертого степеня для двох вибраних положень зміщення +100/-100мм, Фіг.8 та 9 - результуючий контур валка для необхідного профілю між валкового зазору на Фіг.6 та 7. 13 Фіг.10 та 11 - необхідний профіль міжвалкового зазору для профілю другого степеня для двох вибраних положень зміщення +100/-100мм, Фіг.12 та 13 - результуючий контур валка для необхідного профілю міжвалкового зазору на Фіг.10 та 11, Фіг.14 та 15 - необхідний профіль міжвалкового зазору для профілю четвертого степеня для двох вибраних положень зміщення +100/-100мм, Фіг.16 та 17 - результуючий контур валка для необхідного профілю міжвалкового зазору на Фіг.14 та 15, Фіг.18 та 19 - необхідний профіль міжвалкового зазору, утворений сумою профілів другого аж до шістнадцятого степеня для двох вибраних положень зміщення +100/-100мм, Фіг.20 та 21 - результуючий контур валка для необхідного профілю міжвалкового зазору на Фіг.18 та 19. Фігури відповідно до перетворення 1 та 2 були більш детально описані вище. На Фіг.3-5 зображені можливі ділянки переміщення окремих виконаних з можливістю переміщення валкових пар (P1, P2, Р3) з різним криволінійним контуром на вибраних як приклад прокатних клітях (1, 11, 111). На Фіг.3 представлений вигляд збоку чотиривалкової кліті 1. Вона складається з виконаної з можливістю переміщення валкової пари Р1, робочих валків 2, і ще однієї виконаної з можливістю переміщення валкової пари Р2, опорних валків 4. Між робочими валками 2 через міжвалковий зазор проходить матеріал 5, що прокатується. На Фіг.3а та 3b чотиривалкова кліть 1 зображена поверненою на 90°, там же показані можливі ділянки переміщення валкових пар Р1 та Р2. Від центра прокатної кліті 8 відповідно можливе переміщення центрів валків 7 на величину sp1 для валкової пари Р1 та sp2 для валкової пари Р2 як праворуч, так і ліворуч. Переміщення обмежується еталонною шириною b0, коли край валка зміщений в ділянку граничну з краєм прокатуваного матеріалу, який має ширину, відповідну еталонній ширині. На Фіг.3 як приклад верхній валок валкової пари Р1 переміщений направо на sp1 і відповідний нижній валок переміщений наліво на sp1, в той час як верхній валок валкової пари Р2 зміщений наліво на sp2 і відповідний нижній валок зміщений направо на sp2. На Фіг.3b це зміщення виконане в дзеркальному відображенні відносно Фіг.3а. При спільному розгляді цих обох екстремальних положень стає зрозуміло, яким чином і до яких меж можливе переміщення обох валкових пар P1, P2. Напрямок переміщення кожної валкової пари при цьому не залежить від напрямку переміщення іншої валкової пари. На Фіг.4 показаний вигляд збоку шестивалкової прокатної кліті 11. Вона складається з валкової пари Р1, яка має можливість переміщення, робочих валків 2, другої валкової пари Р2, яка має можливість переміщення, проміжних валків 3 і ще однієї валкової пари, яка не має можливості переміщення, та опорних валків 4. На Фіг.4а та 4b, в яких шестивалкова кліть 11, показана на Фіг.4, зображена поверненою на 90°, показані можливі 89767 14 ділянки переміщення валкових пар Р1 та Р2. Переміщення тут здійснюється таким самим чином, як показано на Фіг.3а та 3b, аж до максимально можливих величин переміщення sp1 відповідно sp2, при цьому тут проміжні валки 3, як валкова пара Р2, переймають функції опорних валків 4 чотиривалкової кліті 1 на Фіг.3а та 3b. І в цьому випадку напрямок переміщення кожної валкової пари не залежить від напрямку переміщення іншої валкової пари. На Фіг.5 показаний вигляд збоку десятивалко11 вої кліті 1 , яка показана як приклад багатовалкової кліті. Вона складається з валкової пари Р1, яка має можливість переміщення, робочих валків 2, валкової пари Р2, яка має можливість переміщення, проміжних валків 31, іншої валкової пари Р3, яка має можливість переміщення, проміжних валків 311, а також двох пар проміжних валків 41 та 11 4 . На Фіг.5а та 5b показана десятивалкова прокатна кліть 111, представлена на Фіг.5, повернена 1 1 на 90°, на цих фігурах в розрізі по валках 4 -3 -2-21 1 3 -4 представлені можливі ділянки переміщення валкової пари Р1, робочих валків 2 та валкової пари Р2, встановлених зліва на Фіг.5 проміжних валків 31.Також і в цьому випадку максимальна величина переміщення становить sp1, відповідно sp2. Фіг.5с та 5d показують в розрізі по валках 41111 3 -2-2-311-411 ще раз валкову пару Р1, але в цей раз разом з валковою парою Р3, таким чином з розташованими справа на Фіг.5 проміжними валками 311 з максимальним переміщенням sp3. Переміщення всіх трьох валкових пар відбувається всередині максимальних значень sp1, sp2 та sp3 у напрямку і величині незалежно один від одного. Обидві пари опорних валків 41 та 411 також і в цьому прикладі виконання десятивалкової прокатної кліті 111 виконані без можливості переміщення. 11 На прикладі цієї десятивалкової прокатної кліті 1 зрозуміло, що є велика кількість комбінацій при відповідно великій кількості валкових пар, які мають можливість переміщення, з різними по кривизні контурами валків, парного переміщення валків і таким чином надання делікатного впливу на міжвалковий зазор 6. На фігурах і відповідно діаграмах 6-21 як при1 11 клад для різних прокатних клітей 1,1 , І (див. Фіг.3, 4, 5) з еталонною шириною 2000мм (абсциса дана в мм) показані бажані ділянки регулювання і форма міжвалкового зазору для відповідно двох вибраних положень зміщення, для положення зміщення +100 і для положення зміщення -100мм. Визначення кожного необхідного профілю міжвалкового зазору для двох вибраних положень зміщення +100мм/-100мм здійснюється за допомогою вибору параметрів профілю, які визначаються степенем полінома і висотою профілю, що підлягає реалізації в положенні зміщення, яке розглядається. На Фіг.6-17 була вибрана наступна висота профілю (ордината в мкм): Для положення +100мм: Другий степінь з висотою профілю 600мкм Четвертий степінь з висотою профілю 50мкм 15 Для положення -100мм: Другий степінь з висотою профілю 200мкм Четвертий степінь з висотою профілю -50мкм Висота профілю, як функція полінома змінюється постійно із зміною положення зміщення між +100 та -100мм. Отже відбувається і постійна зміна міжвалкового зазору, який представляє суму кривих функцій вибраних поліномів. Ця визначена вище висота профілю дає, як встановлено, можливість за допомогою елементарних математичних прийомів однозначно обчислити контури верхнього та нижнього валків для еталонної ширини валкових пар P1, P2, Р3, за допомогою яких може бути забезпечена постійна зміна міжвалкового зазору 6. Профіль міжвалкового зазору 6 ідентичний кривій функції висоти міжвалкового зазору і зображений для порівняння з вибраним профілем. Залежно від положення зміщення на малюнках можна бачити частину контуру, який проходить по всій довжині валка. На Фіг.6 та 7 в формі зображення, запропонованій згідно з винаходом, необхідні профілі міжвалкового зазору розділені для двох вибраних положень зміщення, однієї валкової пари, яка відповідає рівню техніки складової полінома другого степеня та залишкового полінома четвертого степеня. Для положення зміщення +100мм при заданій висоті профілю одержуються криві для необхідного профілю 10 міжвалкового зазору, а також криві 20, що представляють складову полінома другого степеня і криві 22, що представляють складову залишкового полінома четвертого степеня, які зображені на Фіг.6. На Фіг.7 відповідно для положення зміщення -100мм для істотно меншої висоти профілю наведені криві для необхідного профілю міжвалкового зазору 11, його складової полінома другого степеня, крива 21, і його складової у вигляді залишкового полінома четвертого степеня, крива 23. У модифікації рівня техніки, тобто в запропонованому згідно з винаходом розділенні надання контуру валкам на щонайменше двох валкових парах Р1 та Р2, валки однієї пари, наприклад Р1, повинні мати такий контур, що вони в двох вибраних положеннях зміщення утворюють симетричний профіль міжвалкового зазору другого степеня 20 та 21. Валки другої валкової пари Р2 повинні тоді мати такий контур, щоб вони в своїх вибраних положеннях зміщення утворювали б необхідний профіль міжвалкового зазору четвертого степеня, відповідно 22 та 23. Якщо дві валкові пари Р1 та Р2 знаходяться в положеннях, які утворюють необхідний профіль міжвалкового зазору 20 та 22, то в міжвалковому зазорі одержується результуючий профіль 10. У протилежних положеннях зміщення одержується результуючий профіль 11. Щоб визначити контур валків валкової пари, потрібно мати завжди два необхідних профілі міжвалкового зазору для двох різних положень зміщення. Положення зміщення для вибраних валкових пар повинні бути неодмінно різні. На Фіг.8 та 9 зображені контури верхнього ва1 лка 30 і нижнього валка 30 , які визначені розрахунковим шляхом по необхідному профілю 10 та 11 89767 16 міжвалкового зазору, а саме при положенні зміщення +100мм, на Фіг.8, і при положенні зміщення -100мм на Фіг.9. З контурів валків 30 та 301 показані тільки ділянки, які лежать в кожному положенні зміщення на еталонній ширині. Необхідні профілі 10, 11 міжвалкових зазорів для цілей порівняння зображені більш жирно. На Фіг.10-17 показано, як контури міжвалкового зазору, зображені на Фіг.6-9, за допомогою поліномів другого та четвертого степеня можуть згідно з винаходом переноситься на дві валкові пари, що мають можливість зміщатися одна відносно одної. На Фіг.10 та 11 показані вибрані необхідні профілі 20 та 21 міжвалкового зазору за Фіг.6 та 7, що описуються поліномом другого степеня. Визначена висота профілю в положеннях зміщення призводить до контурів верхнього та ниж1 нього валків 31, 31 , зображених на Фіг.12 та 13, для еталонної ширини цих валкових пар P1, P2, Р3, за допомогою яких може бути забезпечена постійна зміна міжвалкового зазору, що має параболічну форму, між висотою необхідних профілів 20 та 21 міжвалкового зазору. Рівним чином Фіг.14 та 15 показують вибрані необхідні профілі 22 та 23 відомого з Фіг.6 та 7 полінома четвертого степеня. Вони дають зображені на Фіг.16 та 17 контури верхнього 32 та нижнього 32і валків, що мають можливість постійно змінюватися всередині ділянки переміщення. За допомогою валкової пари P1, P2, Р3, яка має профіль полінома четвертого степеня, можна таким чином делікатно впливати в діапазоні від +50 до -50мкм на так звані четвертинні хвилі, не піддаючи регулювання комплекту валків з профілем другого степеня зміні, яка могла б нанести збитку. На Фіг.18-21 показано, що методика ні в якому разі не обмежується застосуванням поліномів другого та четвертого степеня і впливом на четвертинні хвилі. На Фіг.18 для положення зміщення +100мм потрібний майже паралельний необхідний профіль 25 міжвалкового зазору, який повинен відкритися тільки на краях прокатуваного матеріалу. Він утворюється за допомогою підсумовування кривих функції 24 поліномів зі степенем 2, 4, 6, 8, 10, 12, 14 та 16 з висотою профілю 400, 100,60, 43, 30,20, 14 та 10мкм. Профіль міжвалкового зазору повинен постійно змінюватися при переміщенні необхідного профілю міжвалкового зазору аж до 0. Тому на Фіг.19 для протилежного положення зміщення -100мм необхідний профіль 26 міжвалкового зазору потрібний з висотою профілю рівною 0. На Фіг.20 та 21 представлені відповідні контури валків 33 для верхнього валка та 33і для нижнього валка. Видно розкриття міжвалкового зазору, яке збільшується, при зменшенні необхідного профілю міжвалкового зазору на краях продукту, що прокатується, який зменшується до 0 при переміщенні в напрямку -100мм (Фіг.21). При -100мм має місце паралельний міжвалковий зазор з невеликою s-подібною кривизною на краях прокатуваного матеріалу. Валкова пара, що має таке вико 17 нання, дозволяє делікатно коректувати зменшення товщини на краях прокатуваного матеріалу. Згідно з винаходом подібним чином виконана валкова пара може з перевагою застосовуватися в поєднанні з валковою парою, що має параболічний контур відповідно до Фіг.10-13. Також при відповідній конструкції кліті можливе додаткове включення коректування з валками згідно з Фіг.14-17. Винахід не обмежений представленим прикладом виконання. Так, форми профілю, що одержують в міжвалковому зазорі 6, валкової пари P1, P2, Р3, що має можливість переміщення, можуть бути описані за допомогою двох вільно вибираних симетричних профілів будь-якого степеня, які відповідають також вільно вибираним положенням зміщення. За переважним виконанням винаходу при виборі форми профілю більш ніж одного порядку степеня, висоти профілю відповідні окремим порядкам степенів різні для двох вільно вибираних положень зміщення. Це має наслідком те, що положення зміщення для досягнення висоти профілю рівної 0 різне для різних порядків степенів, так що комплементарного доповнення контурів валків свідомо уникають. Альтернативно цьому є те, що для одного з двох вибираних положень зміщення висота профілю для всіх степенів прирівнюється нулю, щоб зробити обов'язковим комплементарне доповнення контурів в цьому положенні. Відповідно винаходу, при цьому вибране положення для профілю 0 може також лежати поза реальною ділянкою переміщення. Далі, згідно з винаходом можливо, що при виборі форми профілю з більш ніж двох порядків степенів зі степенями більше 2, висота профілю для окремих порядків степенів для двох вільно вибираних положень зміщення вибирається таким чином, що завдяки переміщенню валків відбувається безперервна зміна відстані між обома максимумами профілю від мінімуму до максимуму. Винахід також не обмежується застосуванням поліномів. Так, наприклад, без особливих труднощів можливо окремі валкові пари P1, P2, Р3 забезпечити контуром, що описується трансцендентними функціями або експонентними функціями. Для цього трансцендентні або експонентні функції математично розкладаються в степеневі ряди. Промислове застосування, відповідно фактичне переміщення окремих валкових пар здійснюється відомим чином завдяки тому, що система переміщення валкових пар P1, P2, Р3 застосовується як система регулювання в закритій системі автоматичного регулювання площинності. Шляхом вимірювання розподілу розтяжних напружень по ширині стрічки, що прокатується, досягається фактична площинність і порівнюється з проектною величиною. Відхилення по ширині стрічки аналізуються в частині порядку степеня і окремим валковим парам P1, P2, Р3 згідно з порядками степеня, що зазнають їх впливу, додаються регулюючі показники. З посиланням на приклад, представлений на Фіг.6 та 7, валковій парі для формування необхідного профілю 20, 21 міжвалкового зазору додавалися б регулюючі показники для усунення серединних хвиль, а валковій парі для формування 89767 18 необхідного профілю 22, 23 міжвалкового зазору додавалися б регулюючі показники для усунення четвертинних хвиль. При великій товщині прокатуваного матеріалу, при якій помилки в формі профілю виявляються не у вигляді дефектів площинності, в систему регулювання замість вимірювань площинності за допомогою вимірювання розподілу розтяжних напружень поступають дані вимірювань безпосередньо профілю в формі вимірювань розподілу товщини профілю по ширині прокатуваного матеріалу. Перелік позицій 1 Чотиривалкова кліть 1 1 Шестивалкова кліть 11 1 Десятивалкова кліть 2 Робочі валки 3, 31, 311 Проміжні валки 1 11 4, 4 , 4 Опорні валки 5 Матеріал, що прокатується 6 Міжвалковий зазор, поперечний переріз прокатуваного матеріалу, взагалі профіль міжвалкового зазору. 7 Центр валків 8 Центр кліті, центр прокатки B0 Еталонна ширина P1, P2, Р3 Валкова пара, що має можливість переміщення. 10 Результуючий необхідний профіль міжвалкового зазору другого та четвертого степеня для положення зміщення +100мм. 11 Результуючий необхідний профіль міжвалкового зазору другого та четвертого степеня для положення зміщення -100мм. 20 Необхідний профіль міжвалкового зазору другого степеня для положення зміщення +100мм. 21 Необхідний профіль міжвалкового зазору другого степеня для положення зміщення -100мм. 22 Необхідний профіль міжвалкового зазору четвертого степеня для положення зміщення +100мм. 23 Необхідний профіль міжвалкового зазору четвертого степеня для положення зміщення 100мм. 24 Необхідний профіль міжвалкового зазору від другого до шістнадцятого степеня для положення зміщення +100мм. 25 Сумарний необхідний профіль міжвалкового зазору профілів з 24. 26 Необхідний профіль міжвалкового зазору=0 для положення зміщення-100мм. 30 Прокатний контур верхнього валка для необхідного профілю міжвалкового зазору по 10 та 11. 301 Прокатний контур нижнього валка для необхідного профілю міжвалкового зазору по 10 та 11. 31 Прокатний контур верхнього валка для необхідного профілю міжвалкового зазору по 20 та 21. 1 31 Прокатний контур нижнього валка для необхідного профілю міжвалкового зазору по 20 та 21. 19 32 Прокатний контур верхнього валка для обхідного профілю міжвалкового зазору по та 23. 1 32 Прокатний контур нижнього валка для обхідного профілю міжвалкового зазору по та 23. 89767 не22 не22 20 33 Прокатний контур верхнього валка для обхідного профілю між валкового зазору по та 26. 1 33 Прокатний контур нижнього валка для обхідного профілю міжвалкового зазору по та 26. не25 не25 21 89767 22 23 89767 24 25 89767 26 27 89767 28 29 89767 30 31 Комп’ютерна верстка Т. Чепелева 89767 Підписне 32 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and roll stand for rolling sheets or strips
Автори англійськоюKneppe Guenter, Rohde Wolfhang
Назва патенту російськоюСпособ прокатки листов или лент и прокатная клеть для осуществления способа
Автори російськоюКнеппе Гюнтер, Роде Вольфганг
МПК / Мітки
МПК: B21B 13/14, B21B 37/28
Мітки: прокатна, спосіб, способу, стрічок, здійснення, листів, прокатки, кліть
Код посилання
<a href="https://ua.patents.su/16-89767-sposib-prokatki-listiv-abo-strichok-i-prokatna-klit-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки листів або стрічок і прокатна кліть для здійснення способу</a>
Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу
Номер патенту: 75107
Опубліковано: 15.03.2006
Автор: Фіггє Дітер
МПК: B21B 31/00, B21B 31/16
Мітки: прокатна, стрічкового, матеріалу, холодної, гарячої, металевого, прокатки, кліть
Формула / Реферат:
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з...
Прокатна кліть

Номер патенту: 24597
Опубліковано: 10.07.2007
Автори: Вольвач Олександр Євгенійович, Цівковський Олександр Григорович, Кисельов Олександр Григорович, Колесник Володимир Федорович
МПК: B21B 13/06, B21B 13/00
Формула / Реферат:
Прокатна кліть, що містить станину, що утворена бічними стійками з поперечиною, на якій встановлений один із двох робочих валків, а також механізм регулювання міжвалкового зазору, виконаний у вигляді ланки перемінної довжини, яка відрізняється тим, що вона має основу, на якій встановлений другий робочий валок і яка за допомогою шарнірних осей з'єднана з вільними кінцями бічних стійок, а ланка перемінної довжини шарнірно зв'язана з поперечиною...
Прокатна кліть для прокатки різних заготовок, які потребують різних зусиль прокатки
Номер патенту: 78222
Опубліковано: 15.03.2007
Автор: Денкер Вольфганг
МПК: B21B 31/16
Мітки: зусиль, різних, прокатна, заготовок, кліть, прокатки, потребують
Формула / Реферат:
1. Прокатна кліть для прокатки різних заготовок, що потребують різних зусиль прокатки, з нижнім і верхнім робочими валками, опорними валками, які відповідають робочим валкам, за необхідності з пристроєм згинання для робочих валків, а також за необхідності з пристроями для установки і балансування опорного валка і з парою встановлювальних циліндрів (3) між станинами (1) кліті і подушками (2), яка відрізняється тим, що встановлювальні циліндри...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Боде Торстен, Клекнер Юрген, Вайнгартен Людвіг
МПК: B21B 13/14
Мітки: кліть, виготовлення, штаби, катаної, прокатна
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Олексій Маратович, Попов Марат Васильович, Автономов Семен Володимирович, Вольфович Георгій Вольфович, Живцов Сергій Павлович
МПК: B21B 21/00, B21B 17/00
Мітки: способу, здійснення, стан, спосіб, прокатки, труб, холодної
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Попередній патент: Трансдермальна система доставки гестодену
Наступний патент: Кришка місткості, зокрема вакуумної місткості для зберігання харчових продуктів
Випадковий патент: Пристрій для одночасного свердлування та нарізання внутрішньої різьби