Спосіб переробки олієвмісних матеріалів
Формула / Реферат
1. Спосіб переробки олієвмісних матеріалів, при якому послідовно здійснюють технологічні процеси, згідно з якими попередньо підготовляють пресувальний пристрій, який виготовляють переважно циліндричної форми та з камерою стискання круглого поперечного перерізу, нагрівальний пристрій, пакети/мішки, які виготовляють з фільтрувальної тканини, та перфоровані елементи у вигляді перфорованих дисків, які виготовляють формою в плані, що відповідає формі поперечного перерізу внутрішньої порожнини корпусу пресувального пристрою, водночас підготовляють вихідну сировину - олієвмісний матеріал типу рослинної сировини, фільтрувального порошку, ФУЗів, соапстоку, перлітів, кізельгурів або суміші із зазначених матеріалів у будь-якій комбінації та відсотковому співвідношенні у готовій суміші, продовжують технологічний процес тим, що подають зазначену вихідну сировину у нагрівальний пристрій, здійснюють нагрівання вихідної сировини до температури +20...40 °С у залежності від її марки/типу, здійснюють в процесі нагрівання ретельне перемішування вихідної сировини, здійснюють пакування в пакети/мішки, які виконані з фільтрувальної тканини, вихідної сировини - олієвмісного матеріалу, розташовують заповнені пакети/мішки у пресувальному пристрої один за одним уздовж напрямку пресування, встановлюють між кожним з пакетів/мішків зазначені перфоровані елементи, здійснюють процес пресування пакетів/мішків із розміщеною у них вихідною сировиною, отримують при зростанні тиску у пресувальному пристрої вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, на завершальній стадії технологічного процесу переробки олієвмісних матеріалів здійснюють збирання отриманої олії до олієзбірників та піддають зібрану олію остаточній очистці, при цьому, при здійсненні процесу пресування пакетів/мішків із розміщеною у них вихідною сировиною, підвищення тиску здійснюють до величини не більше 300 МПа, а остаточне очищення олії здійснюють або шляхом додаткової фільтрації, або шляхом виморожування, який відрізняється тим, що, при підготовці пресувального пристрою, на внутрішній поверхні його камери стискання виконують ребра жорсткості, що направлені у бік поздовжньої осі корпусу пресувального пристрою і розташовані уздовж зазначеної осі по всій довжині корпусу зазначеного пресувального пристрою, при підготовці перфорованих елементів зазначені перфоровані елементи виготовляють у вигляді перфорованих дисків товщиною не менше 10...25 мм з наступним обтягуванням фільтрувальною тканиною, на завершальній стадії виконання технологічного процесу щодо підготовки вихідної сировини контролюють чистоту підготовленої вихідної сировини - олієвмісного матеріалу, при виконанні технологічного процесу по нагріванню та перемішуванню вихідної сировини виконують послідовно додаткові технологічні операції, згідно з якими здійснюють додавання у вихідну сировину цеолітів та отримання при виконанні зазначеного етапу однорідної суміші, по закінченні технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні вихідної сировини і цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, при виконанні технологічного процесу по пакуванню в пакети/мішки вихідної сировини - олієвмісного матеріалу, в зазначені пакети/мішки пакують суміш, що отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по розташуванню пакетів/мішків у пресувальному пристрої для наступного їх стискання у пресувальному пристрої встановлюють пакети/мішки, що заповнені сумішшю, яка отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по пресуванню пакетів/мішків здійснюють при визначеній максимальній величині тиску пакетів/мішків із сумішшю, що отримана при перемішуванні вихідної сировини і цеолітів, витримку зазначених пакетів/мішків під зазначеним тиском протягом не більше 20 хвилин, при виконанні технологічного процесу по отриманню вихідного продукту у вигляді олії здійснюють первинне очищення олії, що отримується, після закінчення виконання технологічного процесу отримання вихідного продукту у вигляді олії та побічного продукту у вигляді стиснутих залишків суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють збирання зазначених стиснутих залишків суміші з вихідної сировини та цеолітів для повторного пресування, після закінчення виконання технологічного процесу по остаточній очистці олії контролюють параметри отриманої олії, що пройшла остаточну очистку, після завершення першого етапу переробки олієвмісних матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, залишків невижатої олії, при визначенні залишків невижатої олії у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють послідовно технологічні операції, згідно з якими у першу чергу здійснюють заходи щодо здрібнення стиснутих залишків вихідної сировини, після закінчення виконання технологічного процесу здрібнення стиснутих залишків вихідної сировини подають зазначені подрібнені залишки вихідної сировини до нагрівального пристрою, здійснюють нагрівання подрібнених залишків вихідної сировини у нагрівальному пристроїдо температури +40...50 °С згідно з попередньо визначеною технологією, здійснюють в процесі нагрівання подрібнених залишків вихідної сировини їх ретельне перемішування, здійснюють в процесі нагрівання та перемішування подрібнених залишків вихідної сировини повторне додавання цеолітів з отриманням відповідної суміші, після закінчення технологічного процесу отримання однорідної суміші, яка утворюється при перемішуванні подрібнених залишків вихідної сировини та цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, здійснюють розміщення суміші з подрібнених залишків вихідної сировини та цеолітів у пакети/мішки, які виконані з фільтрувальної тканини, розташовують пакети/мішки із сумішшю з подрібнених залишків вихідної сировини та цеолітів у пресувальному пристрої один за одним уздовж напрямку пресування із послідовним встановленням між кожним з пакетів/мішків перфорованих елементів згідно з попередньо визначеною технологією, здійснюють процес пресування пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів з підвищенням тиску до 400...500 МПа згідно з попередньо визначеною технологією, отримують повторно, при зростанні тиску у пресувальному пристрої до максимальної величини 400...500 МПа, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, здійснюють при повторному пресуванні пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів збирання отриманої олії до олієзбірників, піддають зібрану олію, що отримана при повторному пресуванні, остаточній очистці з використанням технологічних процесів, що застосовані при очистці олії, яка отримана при першому пресуванні, здійснюють злиття олії, що отримана при першому пресуванні, і олії, що отримана при повторному пресуванні, та її ретельне перемішування, контролюють параметри олії, що отримана шляхом злиття олій, які отримані відповідно при першому та повторному пресуванні вихідної сировини, після завершення другого етапу переробки олієвмісних матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при другому пресуванні, залишків невижатої олії для прийняття рішення щодо необхідності проведення чергового етапу віджимання олії зі стиснутих залишків суміші з вихідної сировини та цеолітів.
2. Спосіб за п. 1, який відрізняється тим, що як цеоліти, що додаються до олієвмісного матеріалу, застосовують кліноптилоліт.
3. Спосіб за п. 1, який відрізняється тим, що пакування у пакети/мішки суміші, що отримана при перемішуванні вихідної сировини і цеолітів, здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші.
4. Спосіб за п. 1, який відрізняється тим, що процес пресування здійснюють або з постійним нарощуванням тиску на пакети/мішки до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25 МПа та з витримкою на кожному з етапів не більше 0,5...1 хвилини, при цьому на кожному наступному процесі пресування підвищення тиску здійснюють згідно з попередньо визначеною технологією.
5. Спосіб за п. 1, який відрізняється тим, що первинне очищення олії, що отримується, здійснюють крізь матеріал пакетів/мішків та багаточисленні отвори жорстких перфорованих елементів й по периметру зазначених перфорованих елементів, які прилягають до стінок камери стискання пресувального пристрою та поверхонь зазначених ребер жорсткості із зазором не більше 0,1...0,5 мм.
6. Спосіб за п. 1, який відрізняється тим, що повторне/наступне додавання цеолітів до подрібнених залишків вихідної сировини здійснюють в процентному відношенні меншому, ніж на першому етапі.
7. Спосіб за п. 1, який відрізняється тим, що необхідність чергового пресування визначають по фізико-хімічних показниках отриманих залишків вихідної сировини, що отримана при повторному та відповідно третьому і наступному пресуванні, при цьому на кожному з етапів отримання вихідного продукту у вигляді олії, починаючи з етапу збирання стиснутих залишків вихідної сировини, використовують попередньо визначені технології.
Текст
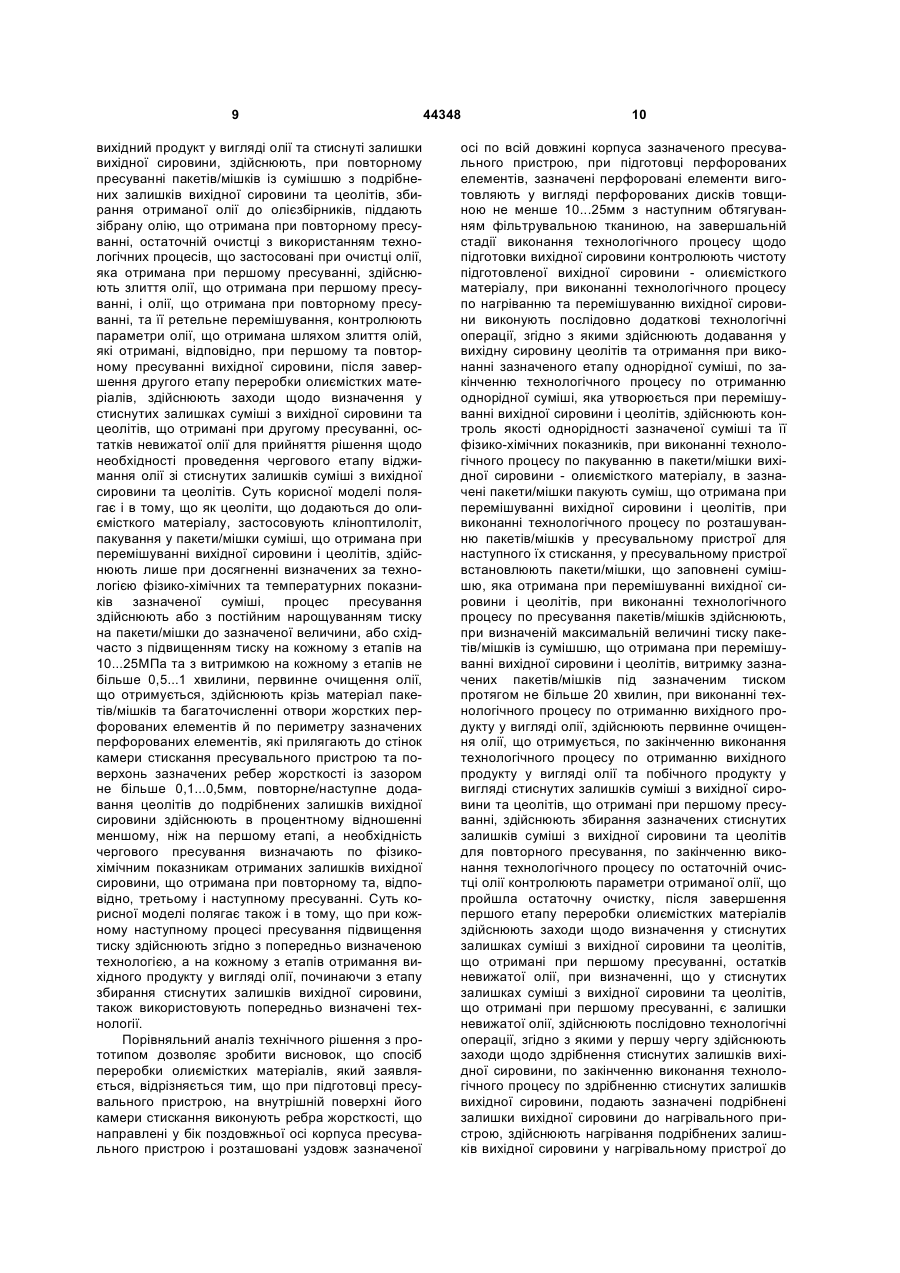
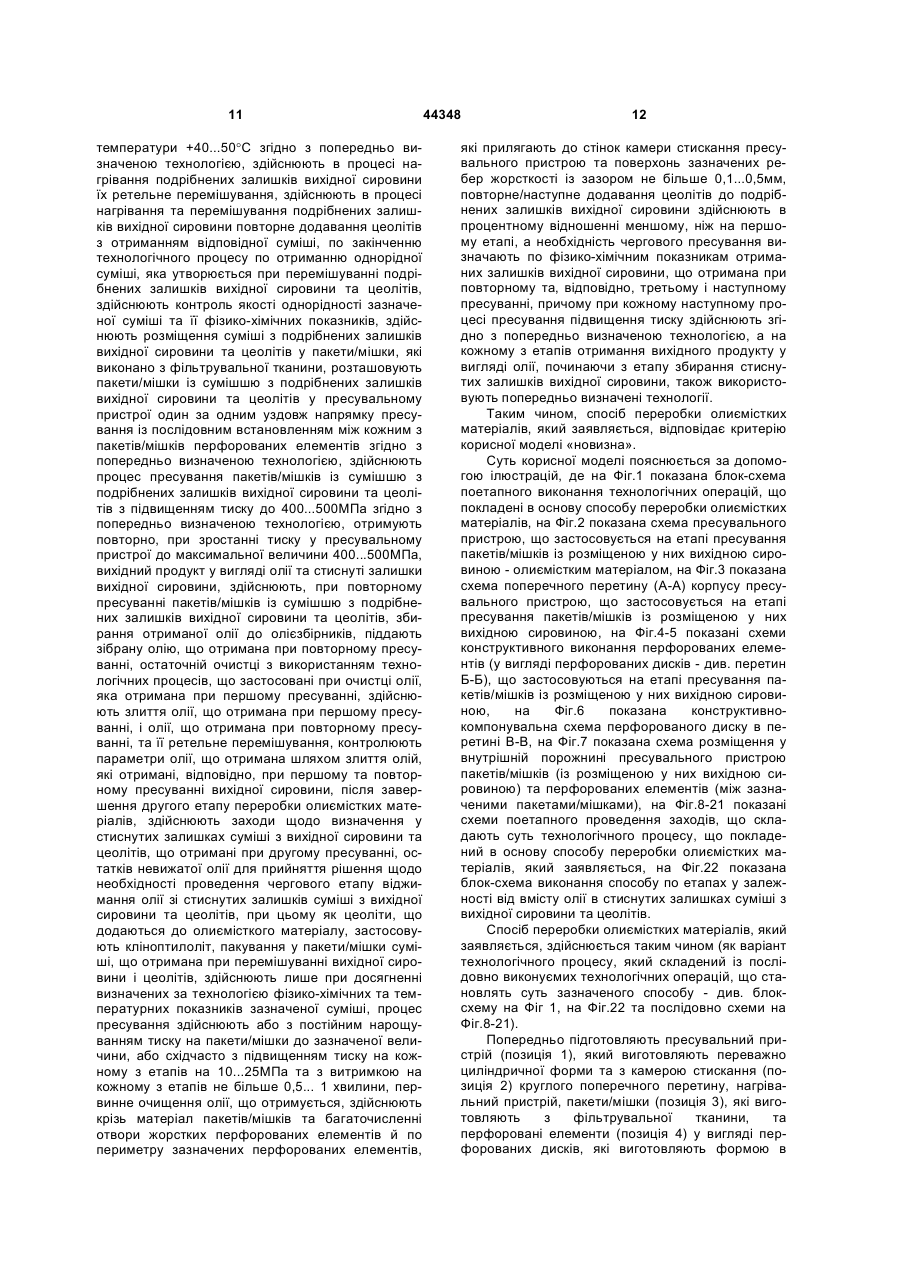
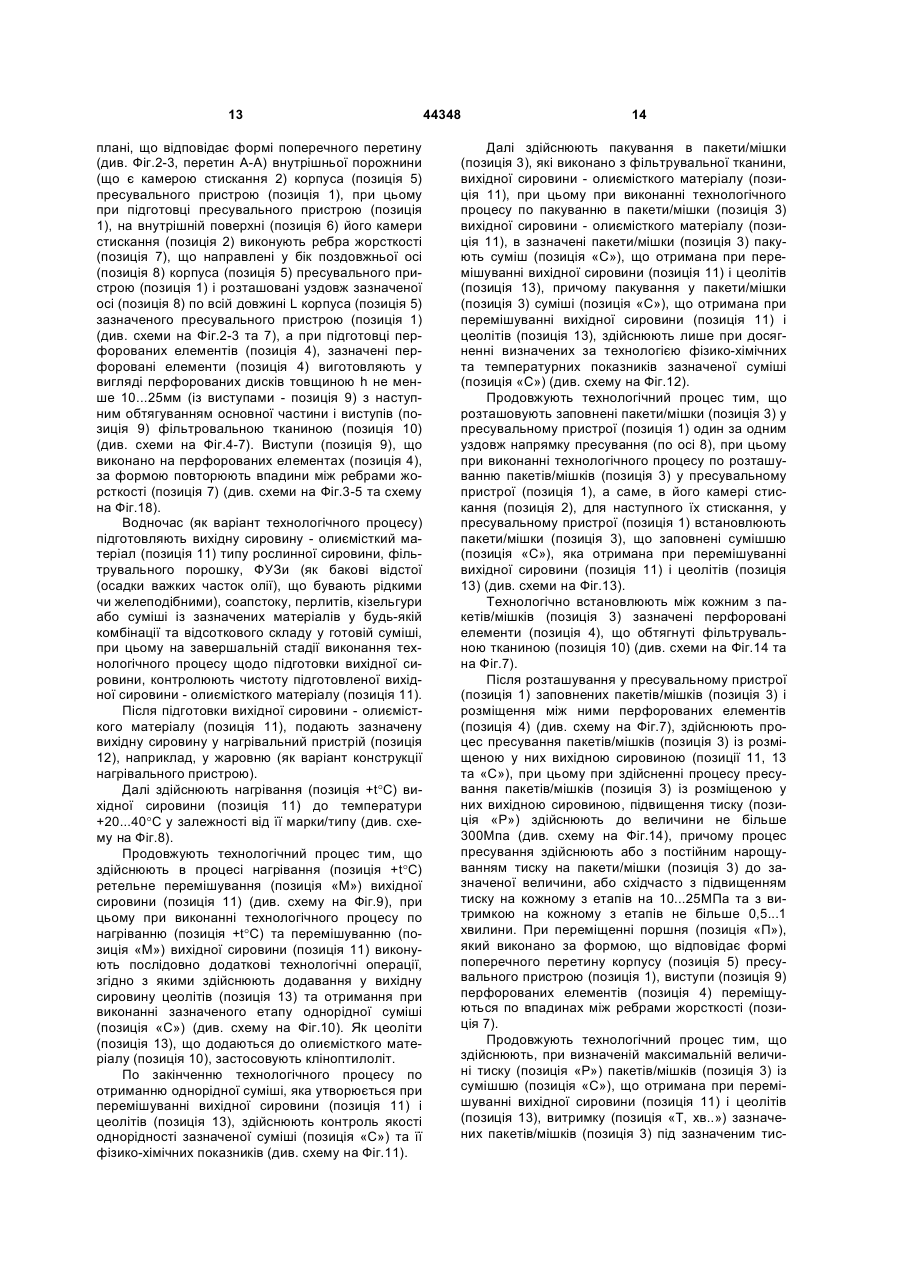
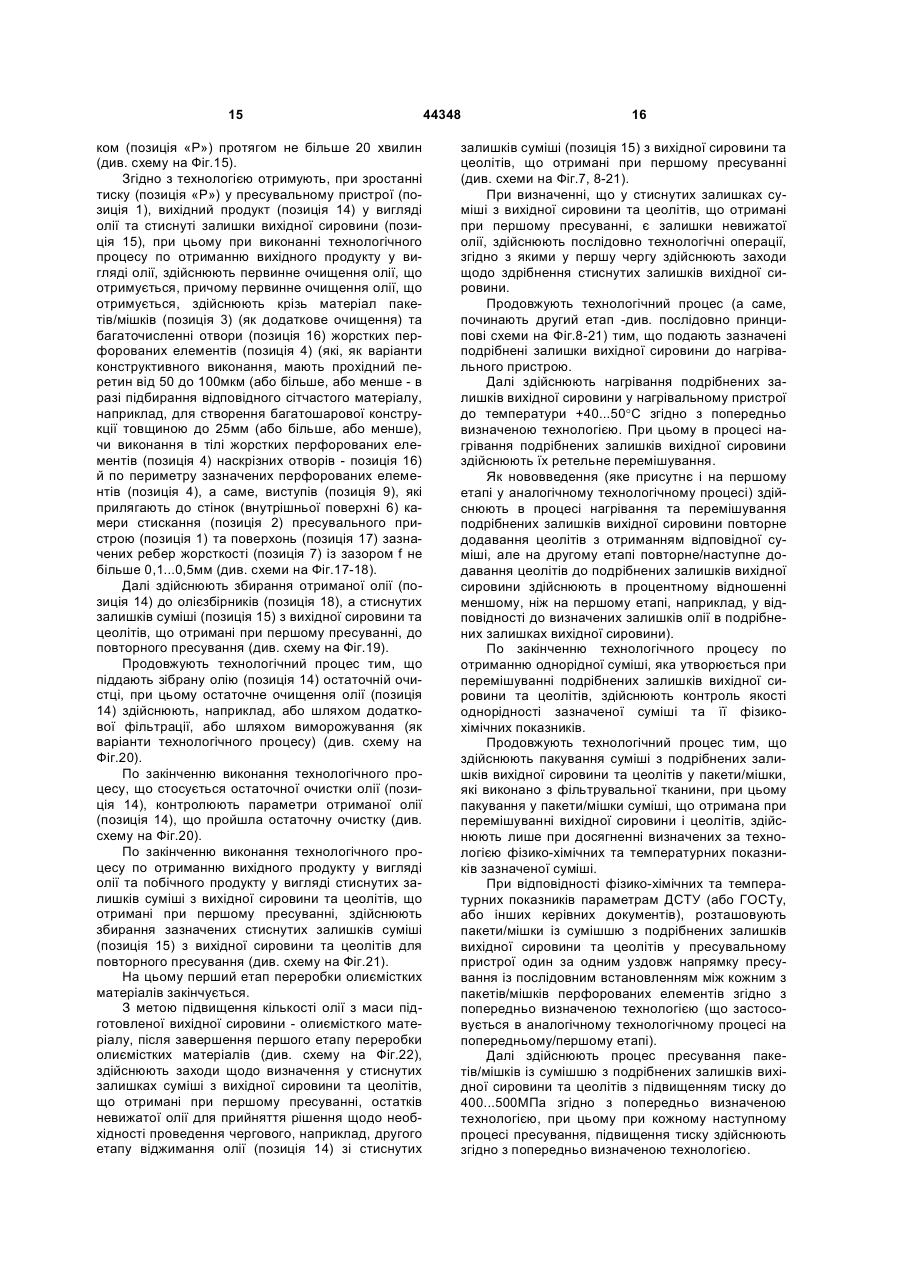
1. Спосіб переробки олієвмісних матеріалів, при якому послідовно здійснюють технологічні процеси, згідно з якими попередньо підготовляють пресувальний пристрій, який виготовляють переважно циліндричної форми та з камерою стискання круглого поперечного перерізу, нагрівальний пристрій, пакети/мішки, які виготовляють з фільтрувальної тканини, та перфоровані елементи у вигляді перфорованих дисків, які виготовляють формою в плані, що відповідає формі поперечного перерізу внутрішньої порожнини корпусу пресувального пристрою, водночас підготовляють вихідну сировину - олієвмісний матеріал типу рослинної сировини, фільтрувального порошку, ФУЗів, соапстоку, перлітів, кізельгурів або суміші із зазначених матеріалів у будь-якій комбінації та відсотковому співвідношенні у готовій суміші, продовжують технологічний процес тим, що подають зазначену вихідну сировину у нагрівальний пристрій, здійснюють нагрівання вихідної сировини до температури +20...40 °С у залежності від її марки/типу, здійснюють в процесі нагрівання ретельне перемішування вихідної сировини, здійснюють пакування в пакети/мішки, які виконані з фільтрувальної тканини, вихідної сировини - олієвмісного матеріалу, розташовують заповнені пакети/мішки у пресувальному пристрої один за одним уздовж напрямку пресування, встановлюють між кожним з пакетів/мішків зазначені перфоровані елементи, здійснюють процес пресування пакетів/мішків із розміщеною у них вихідною сировиною, отримують при зростанні тиску у пресувальному пристрої вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, на завершальній стадії технологічного процесу переробки олієвмісних матеріалів здійснюють збирання отриманої олії до олієзбірників та піддають зібрану олію остаточній очистці, при цьому, при здійсненні процесу пресування пакетів/мішків із розміщеною у них вихідною сировиною, підвищення тиску здійснюють до величини не більше 300 МПа, а остаточне очищення олії 2 (19) 1 3 44348 4 вигляді олії та побічного продукту у вигляді стиснутих залишків суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють збирання зазначених стиснутих залишків суміші з вихідної сировини та цеолітів для повторного пресування, після закінчення виконання технологічного процесу по остаточній очистці олії контролюють параметри отриманої олії, що пройшла остаточну очистку, після завершення першого етапу переробки олієвмісних матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, залишків невижатої олії, при визначенні залишків невижатої олії у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють послідовно технологічні операції, згідно з якими у першу чергу здійснюють заходи щодо здрібнення стиснутих залишків вихідної сировини, після закінчення виконання технологічного процесу здрібнення стиснутих залишків вихідної сировини подають зазначені подрібнені залишки вихідної сировини до нагрівального пристрою, здійснюють нагрівання подрібнених залишків вихідної сировини у нагрівальному пристрої до температури +40...50 °С згідно з попередньо визначеною технологією, здійснюють в процесі нагрівання подрібнених залишків вихідної сировини їх ретельне перемішування, здійснюють в процесі нагрівання та перемішування подрібнених залишків вихідної сировини повторне додавання цеолітів з отриманням відповідної суміші, після закінчення технологічного процесу отримання однорідної суміші, яка утворюється при перемішуванні подрібнених залишків вихідної сировини та цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, здійснюють розміщення суміші з подрібнених залишків вихідної сировини та цеолітів у пакети/мішки, які виконані з фільтрувальної тканини, розташовують пакети/мішки із сумішшю з подрібнених залишків вихідної сировини та цеолітів у пресувальному пристрої один за одним уздовж напрямку пресування із послідовним встановленням між кожним з пакетів/мішків перфорованих елементів згідно з попередньо визначеною технологією, здійснюють процес пресування пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів з підвищенням тиску до 400...500 МПа згідно з попередньо визначеною технологією, отримують повторно, при зростанні тиску у пресувальному пристрої до максимальної величини 400...500 МПа, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, здійснюють при повторному пресуванні пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів збирання отриманої олії до олієзбірників, піддають зібрану олію, що отримана при повторному пресуванні, остаточній очистці з використанням технологічних процесів, що застосовані при очистці олії, яка отримана при першому пресуванні, здійснюють злиття олії, що отримана при першому пресуванні, і олії, що отримана при повторному пресуванні, та її ретельне перемішування, контролюють параметри олії, що отримана шляхом злиття олій, які отримані відповідно при першому та повторному пресуванні вихідної сировини, після завершення другого етапу переробки олієвмісних матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при другому пресуванні, залишків невижатої олії для прийняття рішення щодо необхідності проведення чергового етапу віджимання олії зі стиснутих залишків суміші з вихідної сировини та цеолітів. 2. Спосіб за п. 1, який відрізняється тим, що як цеоліти, що додаються до олієвмісного матеріалу, застосовують кліноптилоліт. 3. Спосіб за п. 1, який відрізняється тим, що пакування у пакети/мішки суміші, що отримана при перемішуванні вихідної сировини і цеолітів, здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші. 4. Спосіб за п. 1, який відрізняється тим, що процес пресування здійснюють або з постійним нарощуванням тиску на пакети/мішки до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25 МПа та з витримкою на кожному з етапів не більше 0,5...1 хвилини, при цьому на кожному наступному процесі пресування підвищення тиску здійснюють згідно з попередньо визначеною технологією. 5. Спосіб за п. 1, який відрізняється тим, що первинне очищення олії, що отримується, здійснюють крізь матеріал пакетів/мішків та багаточисленні отвори жорстких перфорованих елементів й по периметру зазначених перфорованих елементів, які прилягають до стінок камери стискання пресувального пристрою та поверхонь зазначених ребер жорсткості із зазором не більше 0,1...0,5 мм. 6. Спосіб за п. 1, який відрізняється тим, що повторне/наступне додавання цеолітів до подрібнених залишків вихідної сировини здійснюють в процентному відношенні меншому, ніж на першому етапі. 7. Спосіб за п. 1, який відрізняється тим, що необхідність чергового пресування визначають по фізико-хімічних показниках отриманих залишків вихідної сировини, що отримана при повторному та відповідно третьому і наступному пресуванні, при цьому на кожному з етапів отримання вихідного продукту у вигляді олії, починаючи з етапу збирання стиснутих залишків вихідної сировини, використовують попередньо визначені технології. Корисна модель належить до галузі харчової промисловості, зокрема, до технологій витягу жирів і олій з оліємістких матеріалів, а саме, до спо собів переробки оліємістких матеріалів - оліємістких відходів діяльності підприємств олієжирової галузі, які застосовуються на цих підприємствах 5 при переробці рослинної сировини, фільтрувальних порошків, ФУЗів, соапстоків тощо. Відомий спосіб здобування рослинної олії з фільтрувального порошку, при якому здійснюють нагрівання фільтрувального порошку, здійснюють розміщення нагрітого фільтрувального порошку у тканинне упакування, здійснюють пресування фільтрувального порошку, що розміщений в упакуванні за допомогою пресувального пристрою, після пресування вводять у фільтрувальний порошок оліємісткі відходи виробництва рослинної олії, після введення у фільтрувальний порошок оліємістких відходів виробництва рослинної олії здійснюють послідовно заходи щодо нагрівання і повторного пресування з наступним відділенням рослинної олії від фільтрувального порошку при кожном пресуванні, при цьому фільтрувальний порошок пресують з поступовим нарощуванням тиску до 250-300МПа, причому як оліємісткі відходи виробництва рослинної олії використовують соапсток або ФУЗ, а кількість оліємістких відходів виробництва рослинної олії складає 25-30% від кількості фільтрувального порошку [1]. До недоліків відомого способу здобування рослинної олії з фільтрувального порошку відноситься те, що зазначена технологія, що покладена в основу відомого способу, не забезпечує високий ступінь витягу рослинної олії з фільтрувального порошку - значна кількість олії все ж таки залишається в порах порошку. До недоліків відомого способу здобування рослинної олії з фільтрувального порошку відноситься й те, що зазначена технологія, що покладена в основу відомого способу, передбачає використання великої кількості відходів виробництва рослинної олії і виконання при цьому багатьох додаткових операцій, що підвищує трудомісткість процесу і, таким чином, собівартість продукту. Відомий спосіб переробки оліємістких матеріалів, при якому підготовляють вихідну сировину оліємісткий матеріал, додатково підготовляють нагрівальний пристрій та пресувальний пристрій, подають зазначену вихідну сировину у нагрівальний пристрій з наступним її пресуванням, отримують, при зростанні тиску у пресувальному пристрої, вихідний продукт у вигляді олії [2]. До недоліків відомого способу переробки олиємістких матеріалів відноситься те, що після пресування в олиємісткому матеріалі, що обробляється, залишається значна кількість невижатої олії, для остаточного витягу якої потрібно здійснювати додаткові технологічні операції, що підвищує трудомісткість процесу і, таким чином, собівартість продукту. Найбільш близьким технічним рішенням, як по суті, так і по задачах, що вирішуються, яке обрано на найближчий аналог (прототип), є спосіб переробки олиємістких матеріалів, при якому послідовно здійснюють технологічні процеси, згідно з якими попередньо підготовляють пресувальний пристрій, який виготовляють переважно циліндричної форми та з камерою стискання круглого поперечного перетину, нагрівальний пристрій, пакети/мішки, які виготовляють з фільтрувальної тканини, та перфоровані елементи у вигляді перфорованих дис 44348 6 ків, які виготовляють формою в плані, що відповідає формі поперечного перетину внутрішньої порожнини корпуса пресувального пристрою, водночас підготовляють вихідну сировину - олиємісткий матеріал типу рослинної сировини, фільтрувального порошку, ФУЗи, соапстоку, перлитів, кізельгури або суміші із зазначених матеріалів у будь-якій комбінації та відсоткового складу у готовій суміші, продовжують технологічний процес тим, що подають зазначену вихідну сировину у нагрівальний пристрій, здійснюють нагрівання вихідної сировини до температури +20...40°С у залежності від її марки/типу, здійснюють в процесі нагрівання ретельне перемішування вихідної сировини, здійснюють пакування в пакети/мішки, які виконано з фільтрувальної тканини, вихідної сировини - олиємісткого матеріалу, розташовують заповнені пакети/мішки у пресувальному пристрої один за одним уздовж напрямку пресування, встановлюють між кожним з пакетів/мішків зазначені перфоровані елементи, здійснюють процес пресування пакетів/мішків із розміщеною у них вихідною сировиною, отримують, при зростанні тиску у пресувальному пристрої, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, на завершальній стадії технологічного процесу переробки олиємістких матеріалів здійснюють збирання отриманої олії до олієзбірників та піддають зібрану олію остаточній очистці, при цьому при здійсненні процесу пресування пакетів/мішків із розміщеною у них вихідною сировиною, підвищення тиску здійснюють до величини не більше 300Мпа, а остаточне очищення олії здійснюють або шляхом додаткової фільтрації, або шляхом виморожування [3]. До недоліків відомого способу переробки олиємістких матеріалів, який обрано на найближчий аналог (прототип), відноситься те, що зазначена технологія, що покладена в основу відомого способу, не забезпечує високий ступінь витягу рослинної олії з олиємісткого матеріалу - значна кількість олії все ж таки залишається в стиснутих залишках вихідної сировини, а для остаточного витягу олії із зазначених стиснутих залишків вихідної сировини потрібно здійснювати додаткові технологічні операції, що підвищує трудомісткість процесу і, таким чином, собівартість продукту. В основу корисної моделі покладена задача шляхом введення додаткових технологічних операцій, їх послідовності та застосування нових речовин забезпечити підвищення ступеню витягу рослинної олії з олиємісткого матеріалу, зменшення часу на вихід готового продукту, зниження трудомісткості процесу, збільшення маси готового продукту і, таким чином, собівартості продукту, а також підвищення якості готового продукту - олії. Суть корисної моделі в способі переробки олиємістких матеріалів, при якому послідовно здійснюють технологічні процеси, згідно з якими попередньо підготовляють пресувальний пристрій, який виготовляють переважно циліндричної форми та з камерою стискання круглого поперечного перетину, нагрівальний пристрій, пакети/мішки, які виготовляють з фільтрувальної тканини, та перфоровані елементи у вигляді перфорованих дисків, які виготовляють формою в плані, що відпові 7 дає формі поперечного перетину внутрішньої порожнини корпуса пресувального пристрою, водночас підготовляють вихідну сировину - олиємісткий матеріал типу рослинної сировини, фільтрувального порошку, ФУЗи, соапстоку, перлитів, кізельгури або суміші із зазначених матеріалів у будь-якій комбінації та відсоткового складу у готовій суміші, продовжують технологічний процес тим, що подають зазначену вихідну сировину у нагрівальний пристрій, здійснюють нагрівання вихідної сировини до температури +20...40°С у залежності від її марки/типу, здійснюють в процесі нагрівання ретельне перемішування вихідної сировини, здійснюють пакування в пакети/мішки, які виконано з фільтрувальної тканини, вихідної сировини - олиємісткого матеріалу, розташовують заповнені пакети/мішки у пресувальному пристрої один за одним уздовж напрямку пресування, встановлюють між кожним з пакетів/мішків зазначені перфоровані елементи, здійснюють процес пресування пакетів/мішків із розміщеною у них вихідною сировиною, отримують, при зростанні тиску у пресувальному пристрої, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, на завершальній стадії технологічного процесу переробки олиємістких матеріалів здійснюють збирання отриманої олії до олієзбірників та піддають зібрану олію остаточній очистці, при цьому при здійсненні процесу пресування пакетів/мішків із розміщеною у них вихідною сировиною, підвищення тиску здійснюють до величини не більше 300Мпа, а остаточне очищення олії здійснюють або шляхом додаткової фільтрації, або шляхом виморожування, полягає в тому, що при підготовці пресувального пристрою, на внутрішній поверхні його камери стискання виконують ребра жорсткості, що направлені у бік поздовжньої осі корпуса пресувального пристрою і розташовані уздовж зазначеної осі по всій довжині корпуса зазначеного пресувального пристрою, при підготовці перфорованих елементів, зазначені перфоровані елементи виготовляють у вигляді перфорованих дисків товщиною не менше 10...25мм з наступним обтягуванням фільтрувальною тканиною, на завершальній стадії виконання технологічного процесу щодо підготовки вихідної сировини контролюють чистоту підготовленої вихідної сировини - олиємісткого матеріалу, при виконанні технологічного процесу по нагріванню та перемішуванню вихідної сировини виконують послідовно додаткові технологічні операції, згідно з якими здійснюють додавання у вихідну сировину цеолітів та отримання при виконанні зазначеного етапу однорідної суміші, по закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні вихідної сировини і цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, при виконанні технологічного процесу по пакуванню в пакети/мішки вихідної сировини - олиємісткого матеріалу, в зазначені пакети/мішки пакують суміш, що отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по розташуванню пакетів/мішків у пресувальному пристрої для наступного їх стискання, у пресувальному пристрої встановлюють пакети/мішки, що 44348 8 заповнені сумішшю, яка отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по пресування пакетів/мішків здійснюють, при визначеній максимальній величині тиску пакетів/мішків із сумішшю, що отримана при перемішуванні вихідної сировини і цеолітів, витримку зазначених пакетів/мішків під зазначеним тиском протягом не більше 20 хвилин, при виконанні технологічного процесу по отриманню вихідного продукту у вигляді олії, здійснюють первинне очищення олії, що отримується, по закінченню виконання технологічного процесу по отриманню вихідного продукту у вигляді олії та побічного продукту у вигляді стиснутих залишків суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють збирання зазначених стиснутих залишків суміші з вихідної сировини та цеолітів для повторного пресування, по закінченню виконання технологічного процесу по остаточній очистці олії контролюють параметри отриманої олії, що пройшла остаточну очистку, після завершення першого етапу переробки олиємістких матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, остатків невижатої олії, при визначенні, що у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, є залишки невижатої олії, здійснюють послідовно технологічні операції, згідно з якими у першу чергу здійснюють заходи щодо здрібнення стиснутих залишків вихідної сировини, по закінченню виконання технологічного процесу по здрібненню стиснутих залишків вихідної сировини, подають зазначені подрібнені залишки вихідної сировини до нагрівального пристрою, здійснюють нагрівання подрібнених залишків вихідної сировини у нагрівальному пристрої до температури +40...50°С згідно з попередньо визначеною технологією, здійснюють в процесі нагрівання подрібнених залишків вихідної сировини їх ретельне перемішування, здійснюють в процесі нагрівання та перемішування подрібнених залишків вихідної сировини повторне додавання цеолітів з отриманням відповідної суміші, по закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні подрібнених залишків вихідної сировини та цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, здійснюють розміщення суміші з подрібнених залишків вихідної сировини та цеолітів у пакети/мішки, які виконано з фільтрувальної тканини, розташовують пакети/мішки із сумішшю з подрібнених залишків вихідної сировини та цеолітів у пресувальному пристрої один за одним уздовж напрямку пресування із послідовним встановленням між кожним з пакетів/мішків перфорованих елементів згідно з попередньо визначеною технологією, здійснюють процес пресування пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів з підвищенням тиску до 400...500МПа згідно з попередньо визначеною технологією, отримують повторно, при зростанні тиску у пресувальному пристрої до максимальної величини 400...500МПа, 9 вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, здійснюють, при повторному пресуванні пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів, збирання отриманої олії до олієзбірників, піддають зібрану олію, що отримана при повторному пресуванні, остаточній очистці з використанням технологічних процесів, що застосовані при очистці олії, яка отримана при першому пресуванні, здійснюють злиття олії, що отримана при першому пресуванні, і олії, що отримана при повторному пресуванні, та її ретельне перемішування, контролюють параметри олії, що отримана шляхом злиття олій, які отримані, відповідно, при першому та повторному пресуванні вихідної сировини, після завершення другого етапу переробки олиємістких матеріалів, здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при другому пресуванні, остатків невижатої олії для прийняття рішення щодо необхідності проведення чергового етапу віджимання олії зі стиснутих залишків суміші з вихідної сировини та цеолітів. Суть корисної моделі полягає і в тому, що як цеоліти, що додаються до олиємісткого матеріалу, застосовують кліноптилоліт, пакування у пакети/мішки суміші, що отримана при перемішуванні вихідної сировини і цеолітів, здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші, процес пресування здійснюють або з постійним нарощуванням тиску на пакети/мішки до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25МПа та з витримкою на кожному з етапів не більше 0,5...1 хвилини, первинне очищення олії, що отримується, здійснюють крізь матеріал пакетів/мішків та багаточисленні отвори жорстких перфорованих елементів й по периметру зазначених перфорованих елементів, які прилягають до стінок камери стискання пресувального пристрою та поверхонь зазначених ребер жорсткості із зазором не більше 0,1...0,5мм, повторне/наступне додавання цеолітів до подрібнених залишків вихідної сировини здійснюють в процентному відношенні меншому, ніж на першому етапі, а необхідність чергового пресування визначають по фізикохімічним показникам отриманих залишків вихідної сировини, що отримана при повторному та, відповідно, третьому і наступному пресуванні. Суть корисної моделі полягає також і в тому, що при кожному наступному процесі пресування підвищення тиску здійснюють згідно з попередньо визначеною технологією, а на кожному з етапів отримання вихідного продукту у вигляді олії, починаючи з етапу збирання стиснутих залишків вихідної сировини, також використовують попередньо визначені технології. Порівняльний аналіз технічного рішення з прототипом дозволяє зробити висновок, що спосіб переробки олиємістких матеріалів, який заявляється, відрізняється тим, що при підготовці пресувального пристрою, на внутрішній поверхні його камери стискання виконують ребра жорсткості, що направлені у бік поздовжньої осі корпуса пресувального пристрою і розташовані уздовж зазначеної 44348 10 осі по всій довжині корпуса зазначеного пресувального пристрою, при підготовці перфорованих елементів, зазначені перфоровані елементи виготовляють у вигляді перфорованих дисків товщиною не менше 10...25мм з наступним обтягуванням фільтрувальною тканиною, на завершальній стадії виконання технологічного процесу щодо підготовки вихідної сировини контролюють чистоту підготовленої вихідної сировини - олиємісткого матеріалу, при виконанні технологічного процесу по нагріванню та перемішуванню вихідної сировини виконують послідовно додаткові технологічні операції, згідно з якими здійснюють додавання у вихідну сировину цеолітів та отримання при виконанні зазначеного етапу однорідної суміші, по закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні вихідної сировини і цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, при виконанні технологічного процесу по пакуванню в пакети/мішки вихідної сировини - олиємісткого матеріалу, в зазначені пакети/мішки пакують суміш, що отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по розташуванню пакетів/мішків у пресувальному пристрої для наступного їх стискання, у пресувальному пристрої встановлюють пакети/мішки, що заповнені сумішшю, яка отримана при перемішуванні вихідної сировини і цеолітів, при виконанні технологічного процесу по пресування пакетів/мішків здійснюють, при визначеній максимальній величині тиску пакетів/мішків із сумішшю, що отримана при перемішуванні вихідної сировини і цеолітів, витримку зазначених пакетів/мішків під зазначеним тиском протягом не більше 20 хвилин, при виконанні технологічного процесу по отриманню вихідного продукту у вигляді олії, здійснюють первинне очищення олії, що отримується, по закінченню виконання технологічного процесу по отриманню вихідного продукту у вигляді олії та побічного продукту у вигляді стиснутих залишків суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють збирання зазначених стиснутих залишків суміші з вихідної сировини та цеолітів для повторного пресування, по закінченню виконання технологічного процесу по остаточній очистці олії контролюють параметри отриманої олії, що пройшла остаточну очистку, після завершення першого етапу переробки олиємістких матеріалів здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, остатків невижатої олії, при визначенні, що у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, є залишки невижатої олії, здійснюють послідовно технологічні операції, згідно з якими у першу чергу здійснюють заходи щодо здрібнення стиснутих залишків вихідної сировини, по закінченню виконання технологічного процесу по здрібненню стиснутих залишків вихідної сировини, подають зазначені подрібнені залишки вихідної сировини до нагрівального пристрою, здійснюють нагрівання подрібнених залишків вихідної сировини у нагрівальному пристрої до 11 температури +40...50°С згідно з попередньо визначеною технологією, здійснюють в процесі нагрівання подрібнених залишків вихідної сировини їх ретельне перемішування, здійснюють в процесі нагрівання та перемішування подрібнених залишків вихідної сировини повторне додавання цеолітів з отриманням відповідної суміші, по закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні подрібнених залишків вихідної сировини та цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізико-хімічних показників, здійснюють розміщення суміші з подрібнених залишків вихідної сировини та цеолітів у пакети/мішки, які виконано з фільтрувальної тканини, розташовують пакети/мішки із сумішшю з подрібнених залишків вихідної сировини та цеолітів у пресувальному пристрої один за одним уздовж напрямку пресування із послідовним встановленням між кожним з пакетів/мішків перфорованих елементів згідно з попередньо визначеною технологією, здійснюють процес пресування пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів з підвищенням тиску до 400...500МПа згідно з попередньо визначеною технологією, отримують повторно, при зростанні тиску у пресувальному пристрої до максимальної величини 400...500МПа, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини, здійснюють, при повторному пресуванні пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів, збирання отриманої олії до олієзбірників, піддають зібрану олію, що отримана при повторному пресуванні, остаточній очистці з використанням технологічних процесів, що застосовані при очистці олії, яка отримана при першому пресуванні, здійснюють злиття олії, що отримана при першому пресуванні, і олії, що отримана при повторному пресуванні, та її ретельне перемішування, контролюють параметри олії, що отримана шляхом злиття олій, які отримані, відповідно, при першому та повторному пресуванні вихідної сировини, після завершення другого етапу переробки олиємістких матеріалів, здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при другому пресуванні, остатків невижатої олії для прийняття рішення щодо необхідності проведення чергового етапу віджимання олії зі стиснутих залишків суміші з вихідної сировини та цеолітів, при цьому як цеоліти, що додаються до олиємісткого матеріалу, застосовують кліноптилоліт, пакування у пакети/мішки суміші, що отримана при перемішуванні вихідної сировини і цеолітів, здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші, процес пресування здійснюють або з постійним нарощуванням тиску на пакети/мішки до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25МПа та з витримкою на кожному з етапів не більше 0,5... 1 хвилини, первинне очищення олії, що отримується, здійснюють крізь матеріал пакетів/мішків та багаточисленні отвори жорстких перфорованих елементів й по периметру зазначених перфорованих елементів, 44348 12 які прилягають до стінок камери стискання пресувального пристрою та поверхонь зазначених ребер жорсткості із зазором не більше 0,1...0,5мм, повторне/наступне додавання цеолітів до подрібнених залишків вихідної сировини здійснюють в процентному відношенні меншому, ніж на першому етапі, а необхідність чергового пресування визначають по фізико-хімічним показникам отриманих залишків вихідної сировини, що отримана при повторному та, відповідно, третьому і наступному пресуванні, причому при кожному наступному процесі пресування підвищення тиску здійснюють згідно з попередньо визначеною технологією, а на кожному з етапів отримання вихідного продукту у вигляді олії, починаючи з етапу збирання стиснутих залишків вихідної сировини, також використовують попередньо визначені технології. Таким чином, спосіб переробки олиємістких матеріалів, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на Фіг.1 показана блок-схема поетапного виконання технологічних операцій, що покладені в основу способу переробки олиємістких матеріалів, на Фіг.2 показана схема пресувального пристрою, що застосовується на етапі пресування пакетів/мішків із розміщеною у них вихідною сировиною - олиємістким матеріалом, на Фіг.3 показана схема поперечного перетину (А-А) корпусу пресувального пристрою, що застосовується на етапі пресування пакетів/мішків із розміщеною у них вихідною сировиною, на Фіг.4-5 показані схеми конструктивного виконання перфорованих елементів (у вигляді перфорованих дисків - див. перетин Б-Б), що застосовуються на етапі пресування пакетів/мішків із розміщеною у них вихідною сировиною, на Фіг.6 показана конструктивнокомпонувальна схема перфорованого диску в перетині В-В, на Фіг.7 показана схема розміщення у внутрішній порожнині пресувального пристрою пакетів/мішків (із розміщеною у них вихідною сировиною) та перфорованих елементів (між зазначеними пакетами/мішками), на Фіг.8-21 показані схеми поетапного проведення заходів, що складають суть технологічного процесу, що покладений в основу способу переробки олиємістких матеріалів, який заявляється, на Фіг.22 показана блок-схема виконання способу по етапах у залежності від вмісту олії в стиснутих залишках суміші з вихідної сировини та цеолітів. Спосіб переробки олиємістких матеріалів, який заявляється, здійснюється таким чином (як варіант технологічного процесу, який складений із послідовно виконуємих технологічних операцій, що становлять суть зазначеного способу - див. блоксхему на Фіг 1, на Фіг.22 та послідовно схеми на Фіг.8-21). Попередньо підготовляють пресувальний пристрій (позиція 1), який виготовляють переважно циліндричної форми та з камерою стискання (позиція 2) круглого поперечного перетину, нагрівальний пристрій, пакети/мішки (позиція 3), які виготовляють з фільтрувальної тканини, та перфоровані елементи (позиція 4) у вигляді перфорованих дисків, які виготовляють формою в 13 плані, що відповідає формі поперечного перетину (див. Фіг.2-3, перетин А-А) внутрішньої порожнини (що є камерою стискання 2) корпуса (позиція 5) пресувального пристрою (позиція 1), при цьому при підготовці пресувального пристрою (позиція 1), на внутрішній поверхні (позиція 6) його камери стискання (позиція 2) виконують ребра жорсткості (позиція 7), що направлені у бік поздовжньої осі (позиція 8) корпуса (позиція 5) пресувального пристрою (позиція 1) і розташовані уздовж зазначеної осі (позиція 8) по всій довжині L корпуса (позиція 5) зазначеного пресувального пристрою (позиція 1) (див. схеми на Фіг.2-3 та 7), а при підготовці перфорованих елементів (позиція 4), зазначені перфоровані елементи (позиція 4) виготовляють у вигляді перфорованих дисків товщиною h не менше 10...25мм (із виступами - позиція 9) з наступним обтягуванням основної частини і виступів (позиція 9) фільтровальною тканиною (позиція 10) (див. схеми на Фіг.4-7). Виступи (позиція 9), що виконано на перфорованих елементах (позиція 4), за формою повторюють впадини між ребрами жорсткості (позиція 7) (див. схеми на Фіг.3-5 та схему на Фіг.18). Водночас (як варіант технологічного процесу) підготовляють вихідну сировину - олиємісткий матеріал (позиція 11) типу рослинної сировини, фільтрувального порошку, ФУЗи (як бакові відстої (осадки важких часток олії), що бувають рідкими чи желеподібними), соапстоку, перлитів, кізельгури або суміші із зазначених матеріалів у будь-якій комбінації та відсоткового складу у готовій суміші, при цьому на завершальній стадії виконання технологічного процесу щодо підготовки вихідної сировини, контролюють чистоту підготовленої вихідної сировини - олиємісткого матеріалу (позиція 11). Після підготовки вихідної сировини - олиємісткого матеріалу (позиція 11), подають зазначену вихідну сировину у нагрівальний пристрій (позиція 12), наприклад, у жаровню (як варіант конструкції нагрівального пристрою). Далі здійснюють нагрівання (позиція +t°C) вихідної сировини (позиція 11) до температури +20...40°С у залежності від її марки/типу (див. схему на Фіг.8). Продовжують технологічний процес тим, що здійснюють в процесі нагрівання (позиція +t°C) ретельне перемішування (позиція «М») вихідної сировини (позиція 11) (див. схему на Фіг.9), при цьому при виконанні технологічного процесу по нагріванню (позиція +t°C) та перемішуванню (позиція «М») вихідної сировини (позиція 11) виконують послідовно додаткові технологічні операції, згідно з якими здійснюють додавання у вихідну сировину цеолітів (позиція 13) та отримання при виконанні зазначеного етапу однорідної суміші (позиція «С») (див. схему на Фіг.10). Як цеоліти (позиція 13), що додаються до олиємісткого матеріалу (позиція 10), застосовують кліноптилоліт. По закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні вихідної сировини (позиція 11) і цеолітів (позиція 13), здійснюють контроль якості однорідності зазначеної суміші (позиція «С») та її фізико-хімічних показників (див. схему на Фіг.11). 44348 14 Далі здійснюють пакування в пакети/мішки (позиція 3), які виконано з фільтрувальної тканини, вихідної сировини - олиємісткого матеріалу (позиція 11), при цьому при виконанні технологічного процесу по пакуванню в пакети/мішки (позиція 3) вихідної сировини - олиємісткого матеріалу (позиція 11), в зазначені пакети/мішки (позиція 3) пакують суміш (позиція «С»), що отримана при перемішуванні вихідної сировини (позиція 11) і цеолітів (позиція 13), причому пакування у пакети/мішки (позиція 3) суміші (позиція «С»), що отримана при перемішуванні вихідної сировини (позиція 11) і цеолітів (позиція 13), здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші (позиція «С») (див. схему на Фіг.12). Продовжують технологічний процес тим, що розташовують заповнені пакети/мішки (позиція 3) у пресувальному пристрої (позиція 1) один за одним уздовж напрямку пресування (по осі 8), при цьому при виконанні технологічного процесу по розташуванню пакетів/мішків (позиція 3) у пресувальному пристрої (позиція 1), а саме, в його камері стискання (позиція 2), для наступного їх стискання, у пресувальному пристрої (позиція 1) встановлюють пакети/мішки (позиція 3), що заповнені сумішшю (позиція «С»), яка отримана при перемішуванні вихідної сировини (позиція 11) і цеолітів (позиція 13) (див. схеми на Фіг.13). Технологічно встановлюють між кожним з пакетів/мішків (позиція 3) зазначені перфоровані елементи (позиція 4), що обтягнуті фільтрувальною тканиною (позиція 10) (див. схеми на Фіг.14 та на Фіг.7). Після розташування у пресувальному пристрої (позиція 1) заповнених пакетів/мішків (позиція 3) і розміщення між ними перфорованих елементів (позиція 4) (див. схему на Фіг.7), здійснюють процес пресування пакетів/мішків (позиція 3) із розміщеною у них вихідною сировиною (позиції 11, 13 та «С»), при цьому при здійсненні процесу пресування пакетів/мішків (позиція 3) із розміщеною у них вихідною сировиною, підвищення тиску (позиція «Р») здійснюють до величини не більше 300Мпа (див. схему на Фіг.14), причому процес пресування здійснюють або з постійним нарощуванням тиску на пакети/мішки (позиція 3) до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25МПа та з витримкою на кожному з етапів не більше 0,5...1 хвилини. При переміщенні поршня (позиція «П»), який виконано за формою, що відповідає формі поперечного перетину корпусу (позиція 5) пресувального пристрою (позиція 1), виступи (позиція 9) перфорованих елементів (позиція 4) переміщуються по впадинах між ребрами жорсткості (позиція 7). Продовжують технологічний процес тим, що здійснюють, при визначеній максимальній величині тиску (позиція «Р») пакетів/мішків (позиція 3) із сумішшю (позиція «С»), що отримана при перемішуванні вихідної сировини (позиція 11) і цеолітів (позиція 13), витримку (позиція «Т, хв..») зазначених пакетів/мішків (позиція 3) під зазначеним тис 15 ком (позиція «Р») протягом не більше 20 хвилин (див. схему на Фіг.15). Згідно з технологією отримують, при зростанні тиску (позиція «Р») у пресувальному пристрої (позиція 1), вихідний продукт (позиція 14) у вигляді олії та стиснуті залишки вихідної сировини (позиція 15), при цьому при виконанні технологічного процесу по отриманню вихідного продукту у вигляді олії, здійснюють первинне очищення олії, що отримується, причому первинне очищення олії, що отримується, здійснюють крізь матеріал пакетів/мішків (позиція 3) (як додаткове очищення) та багаточисленні отвори (позиція 16) жорстких перфорованих елементів (позиція 4) (які, як варіанти конструктивного виконання, мають прохідний перетин від 50 до 100мкм (або більше, або менше - в разі підбирання відповідного сітчастого матеріалу, наприклад, для створення багатошарової конструкції товщиною до 25мм (або більше, або менше), чи виконання в тілі жорстких перфорованих елементів (позиція 4) наскрізних отворів - позиція 16) й по периметру зазначених перфорованих елементів (позиція 4), а саме, виступів (позиція 9), які прилягають до стінок (внутрішньої поверхні 6) камери стискання (позиція 2) пресувального пристрою (позиція 1) та поверхонь (позиція 17) зазначених ребер жорсткості (позиція 7) із зазором f не більше 0,1...0,5мм (див. схеми на Фіг.17-18). Далі здійснюють збирання отриманої олії (позиція 14) до олієзбірників (позиція 18), а стиснутих залишків суміші (позиція 15) з вихідної сировини та цеолітів, що отримані при першому пресуванні, до повторного пресування (див. схему на Фіг.19). Продовжують технологічний процес тим, що піддають зібрану олію (позиція 14) остаточній очистці, при цьому остаточне очищення олії (позиція 14) здійснюють, наприклад, або шляхом додаткової фільтрації, або шляхом виморожування (як варіанти технологічного процесу) (див. схему на Фіг.20). По закінченню виконання технологічного процесу, що стосується остаточної очистки олії (позиція 14), контролюють параметри отриманої олії (позиція 14), що пройшла остаточну очистку (див. схему на Фіг.20). По закінченню виконання технологічного процесу по отриманню вихідного продукту у вигляді олії та побічного продукту у вигляді стиснутих залишків суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, здійснюють збирання зазначених стиснутих залишків суміші (позиція 15) з вихідної сировини та цеолітів для повторного пресування (див. схему на Фіг.21). На цьому перший етап переробки олиємістких матеріалів закінчується. З метою підвищення кількості олії з маси підготовленої вихідної сировини - олиємісткого матеріалу, після завершення першого етапу переробки олиємістких матеріалів (див. схему на Фіг.22), здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, остатків невижатої олії для прийняття рішення щодо необхідності проведення чергового, наприклад, другого етапу віджимання олії (позиція 14) зі стиснутих 44348 16 залишків суміші (позиція 15) з вихідної сировини та цеолітів, що отримані при першому пресуванні (див. схеми на Фіг.7, 8-21). При визначенні, що у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при першому пресуванні, є залишки невижатої олії, здійснюють послідовно технологічні операції, згідно з якими у першу чергу здійснюють заходи щодо здрібнення стиснутих залишків вихідної сировини. Продовжують технологічний процес (а саме, починають другий етап -див. послідовно принципові схеми на Фіг.8-21) тим, що подають зазначені подрібнені залишки вихідної сировини до нагрівального пристрою. Далі здійснюють нагрівання подрібнених залишків вихідної сировини у нагрівальному пристрої до температури +40...50°С згідно з попередньо визначеною технологією. При цьому в процесі нагрівання подрібнених залишків вихідної сировини здійснюють їх ретельне перемішування. Як нововведення (яке присутнє і на першому етапі у аналогічному технологічному процесі) здійснюють в процесі нагрівання та перемішування подрібнених залишків вихідної сировини повторне додавання цеолітів з отриманням відповідної суміші, але на другому етапі повторне/наступне додавання цеолітів до подрібнених залишків вихідної сировини здійснюють в процентному відношенні меншому, ніж на першому етапі, наприклад, у відповідності до визначених залишків олії в подрібнених залишках вихідної сировини). По закінченню технологічного процесу по отриманню однорідної суміші, яка утворюється при перемішуванні подрібнених залишків вихідної сировини та цеолітів, здійснюють контроль якості однорідності зазначеної суміші та її фізикохімічних показників. Продовжують технологічний процес тим, що здійснюють пакування суміші з подрібнених залишків вихідної сировини та цеолітів у пакети/мішки, які виконано з фільтрувальної тканини, при цьому пакування у пакети/мішки суміші, що отримана при перемішуванні вихідної сировини і цеолітів, здійснюють лише при досягненні визначених за технологією фізико-хімічних та температурних показників зазначеної суміші. При відповідності фізико-хімічних та температурних показників параметрам ДСТУ (або ГОСТу, або інших керівних документів), розташовують пакети/мішки із сумішшю з подрібнених залишків вихідної сировини та цеолітів у пресувальному пристрої один за одним уздовж напрямку пресування із послідовним встановленням між кожним з пакетів/мішків перфорованих елементів згідно з попередньо визначеною технологією (що застосовується в аналогічному технологічному процесі на попередньому/першому етапі). Далі здійснюють процес пресування пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів з підвищенням тиску до 400...500МПа згідно з попередньо визначеною технологією, при цьому при кожному наступному процесі пресування, підвищення тиску здійснюють згідно з попередньо визначеною технологією. 17 По закінченню пресування отримують повторно, при зростанні тиску у пресувальному пристрої до максимальної величини 400...500МПа, вихідний продукт у вигляді олії та стиснуті залишки вихідної сировини. Як і на першому етапі при повторному пресуванні пакетів/мішків із сумішшю з подрібнених залишків вихідної сировини та цеолітів, здійснюють збирання отриманої олії до олієзбірників. Після проведення заходів щодо збирання отриманої олії до олієзбірників, піддають зібрану олію, що отримана при повторному пресуванні, остаточній очистці з використанням технологічних процесів, що застотовані при очистці олії, яка отримана при першому пресуванні. Далі здійснюють злиття олії, що отримана при першому пресуванні, і олії, що отримана при повторному пресуванні, та її ретельне перемішування. Продовжують технологічний процес тим, що контролюють параметри олії (позиція 14), що отримана шляхом злиття олій, які отримані, відповідно, при першому та повторному пресуванні вихідної сировини (позиція 11). На цьому другий етап переробки олиємістких матеріалів закінчується (див. блок-схему на Фіг.22). З метою підвищення кількості олії з маси підготовленої вихідної сировини - олиємісткого матеріалу, після завершення другого етапу переробки олиємістких матеріалів, здійснюють заходи щодо визначення у стиснутих залишках суміші з вихідної сировини та цеолітів, що отримані при другому пресуванні, остатків невижатої олії для прийняття рішення щодо необхідності проведення чергового етапу (наприклад, третього, четвертого, N-ного див. блок-схему на Фіг.22) віджимання олії (позиція 14) зі стиснутих залишків суміші (позиція 15) з вихідної сировини (позиція 11) та цеолітів (позиція 13). Згідно з вищезазначеним здійснюють контроль остатків невижатої олії в стиснутих залишках суміші (позиція 15) з вихідної сировини (позиція 11) та цеолітів (позиція 13), що отримані при другому пресуванні, а необхідність чергового пресування визначають по фізико-хімічним показникам отриманих залишків вихідної сировини, що отримана при повторному та, відповідно, третьому і наступному пресуванні, при цьому на кожному з N етапів (див. блок-схему на Фіг.22) отримання вихідного 44348 18 продукту у вигляді олії (позиція 14), починаючи з етапу (див. схему на Фіг.21) збирання стиснутих залишків вихідної сировини (позиція 15) і до кінця технологічного процесу (див. блок-схему на Фіг.22), використовують попередньо визначені технології (див. послідовно принципові схеми, показані на Фіг.8-21). Підвищення ефективності застосування способу переробки олиємістких матеріалів, який заявляється, у порівнянні із прототипом, досягається шляхом введення додаткових технологічних операцій, таких, як додавання у вихідну сировину цеолітів, здійснювання контролю якості однорідності зазначеної суміші та її фізико-хімічних показників, здійснення процесу пресування або з постійним нарощуванням тиску на пакети/мішки до зазначеної величини, або східчасто з підвищенням тиску на кожному з етапів на 10...25МПа та з витримкою на кожному з етапів не більше 0,5... 1 хвилини, збільшення етапів отримання вихідного продукту у два та більше разів, що дозволяє зменшити час на вихід готового продукту, знизити трудомісткість процесу, збільшити масу готового продукту і, таким чином, собівартості продукту. Підвищення ефективності застосування способу переробки олиємістких матеріалів, який заявляється, у порівнянні із прототипом, досягається шляхом використання пристроїв нової конструкції - перфоровані елементи виготовлені у вигляді перфорованих дисків товщиною не менше 10...25мм і обтягнуті фільтрувальною тканиною, на внутрішній поверхні камери стискання пресувального пристрою виконано ребра жорсткості, що направлені у бік поздовжньої осі корпуса пресувального пристрою і розташовані уздовж зазначеної осі по всій довжині корпуса зазначеного пресувального пристрою, а це, у свою чергу, дозволяє підвищити якість фільтрування готового продукту - олії. Джерела інформації 1. Патент України № 72843 С2 «Спосіб здобування рослинної олії з фільтрувального порошку» від 15.04.2005 року, МПК (8-а редакція) С 11 В 13 /04, С 11 В 11/00, С 11 В 7/00 - аналог. 2. Патент Російської Федерації № 2008325 «Спосіб переробки олиємісткого матеріалу» від 20.03.1992 року, МПК (8-а редакція) С 11 В 1/00 аналог. 3. Патент України № 7434 «Спосіб переробки олиємісткого матеріалу» від 15.06.2005 року, МПК (8-а редакція) С 11 В 1/00, С 11 В 1/06 -прототип. 19 44348 20 21 44348 22 23 44348 24 25 44348 26 27 44348 28 29 44348 30 31 44348 32 33 44348 34 35 Комп’ютерна верстка А. Крижанівський 44348 Підписне 36 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing gof oil-containing materials
Автори англійськоюIvanchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ переработки маслосодержащих материалов
Автори російськоюИванченко Александр Васильевич
МПК / Мітки
МПК: C11B 13/00, C11B 7/00
Мітки: спосіб, переробки, олієвмісних, матеріалів
Код посилання
<a href="https://ua.patents.su/18-44348-sposib-pererobki-oliehvmisnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб переробки олієвмісних матеріалів</a>
Спосіб вилучення жировоскової суміші з олієвмісних відходів виробництва та очищення рослинної олії
Номер патенту: 76682
Опубліковано: 15.08.2006
Автори: Гавенко Віктор Васильович, Зварич Ірина Леонідівна, Солоненко Наталія Володимирівна, Підкова Володимир Ярославович
МПК: C11B 3/00, C11B 1/06, C11B 7/00, C11B 11/00, C11B 13/00
Мітки: олії, вилучення, рослинної, жировоскової, спосіб, відходів, очищення, суміші, виробництва, олієвмісних
Формула / Реферат:
1. Спосіб вилучення жировоскової суміші з олієвмісних відходів виробництва та очищення рослинної олії шляхом пресування, який відрізняється тим, що олієвмісні відходи виробництва та очищення рослинної олії послідовно гомогенізують, зволожують парою і отриману суміш послідовно завантажують у прес, пресують і одночасно вилучають жировоскову суміш з олієвмісних відходів виробництва рослинної олії.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб переробки матеріалів на основі високомолекулярних сполук

Номер патенту: 24319
Опубліковано: 25.06.2007
Автор: Мікульонок Ігор Олегович
МПК: B29C 47/00, B29B 13/00, B29C 43/00
Мітки: високомолекулярних, переробки, матеріалів, спосіб, сполук, основі
Формула / Реферат:
1. Спосіб переробки матеріалів на основі високомолекулярних сполук, при реалізації якого завантажують сировину в технологічне обладнання, пластично її деформують і потім формують, при цьому здійснюють повітряне охолодження щонайменше одного з елементів технологічного обладнання, який відрізняється тим, що перед завантажуванням сировину або щонайменше один з її компонентів обробляють повітрям, одержаним після охолодження одного або декількох...
Спосіб переробки олієвмісного матеріалу
Номер патенту: 7434
Опубліковано: 15.06.2005
Автор: Булдов Юрій Юрійович
Мітки: матеріалу, олієвмісного, спосіб, переробки
Формула / Реферат:
Спосіб переробки олієвмісного матеріалу, що включає нагрівання олієвмісного матеріалу і наступне його пресування, який відрізняється тим, що перед пресуванням олієвмісний матеріал пакують у тканинні пакети, які розташовують у пресовій камері, уздовж її подовжньої осі, послідовно один за одним, при цьому між тканинними пакетами встановлюють жорсткі перфоровані елементи.
Спосіб переробки відходів вольфрамо-кобальтових композиційних матеріалів
Номер патенту: 3695
Опубліковано: 15.12.2004
Автори: Поліщук Володимир Сидорович, Дарда Юрій Антонович
Мітки: матеріалів, спосіб, відходів, переробки, композиційних, вольфрамо-кобальтових
Формула / Реферат:
1. Спосіб переробки відходів вольфрамо-кобальтових композиційних матеріалів, що включає операції подрібнення і поміщення цього матеріалу в суміші з цинком в тигель, нагрівання цієї суміші в середовищі підвищеного тиску інертного газу до розплавленого стану цинку, витримку до повного розчину кобальту в цинкові, наступне видалення цинку з розчину шляхом його випаровування в середовищі зменшеного тиску інертного газу, який відрізняється тим, що...
Спосіб переробки олововмісних матеріалів
Номер патенту: 33060
Опубліковано: 15.02.2001
Автори: Череута Ігор Анатолійович, Павленко Юрій Павлович, Крисенко Микола Степанович, Косенко Вікторія Миколаївна
МПК: C22B 25/00
Мітки: матеріалів, переробки, спосіб, олововмісних
Текст:
...При нагріванні відбувається розплавлення металевої частки сировини і хімічна взае модія оксидної форми олова з утворенням водорозчкнених сполук станата натрію Na^SnO^. Виплавлене з сировини металеве олово концентрується на дні тиглю або печі, а станат натрію переходе у лужний плав і направляється далі на гідрометалургійну переробку. Гази після проведення плавки очіщують від пилу і викидають в атмосферу. Пропонуемий спосіб переробки...
Попередній патент: Спосіб діагностики стійких стереотипів психоемоційного реагування дітей та підлітків
Наступний патент: Плавуча опора
Випадковий патент: Рефрактометр з просторовим розділенням