Спосіб обробки бічної крайки панелі


Формула / Реферат
1. Спосіб обробки бічної крайки панелі, насамперед підлогової панелі (1, 2), із серцевиною (17), причому панель щонайменше на двох протилежних бічних крайках (І, II) має таке відповідне одне одному профілювання, що дві ідентично виконані панелі (1, 2) є взаємоз'єднуваними й фіксуються в горизонтальному (Н) і вертикальному (V) напрямку за допомогою по суті вертикального сполучного переміщення,
при цьому фіксація у вертикальному напрямку (V) реалізована за допомогою щонайменше одного виконаного із серцевини (17) цільним пружного елемента (3), що має можливість переміщення у горизонтальному напрямку (Н), який при сполучному русі зачіплюється за фіксуючу крайку (4), що простирається по суті в горизонтальному напрямку (Н), а пружний елемент (3) відділений від серцевини (17) за допомогою щонайменше одного по суті вертикального паза (10), і щонайменше один з пазів (10, 11) виконаний наскрізним не по всій довжині (L) бічної крайки (II), який відрізняється тим, що
щонайменше один ненаскрізний паз (10) виготовляють щонайменше одним інструментом (41) таким чином, що панель (2) подають під інструмент (41) у напрямку транспортування (Т), інструмент (41) за допомогою поворотного переміщення занурюють в серцевину (17) панелі (2) і знову витягають в протилежному напрямку, перш ніж панель (2) повністю пройде під інструментом (41).
2. Спосіб за п. 1, який відрізняється тим, що інструмент направляють за круговою траєкторією (Р).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що здійснюють обробку зняттям стружки.
4. Спосіб за п. 1, п. 2 або п. 3, який відрізняється тим, що для виготовлення декількох ненаскрізних пазів (10) у напрямку транспортування (Т) передбачено декілька розташованих на відстані один від одного інструментів (41), які одночасно занурюють у серцевину (17) панелі (2).
5. Спосіб за одним з попередніх пунктів, який відрізняється тим, що додатково передбачають щонайменше один по суті горизонтальний паз (11) для відділення пружного елемента (3).
Текст
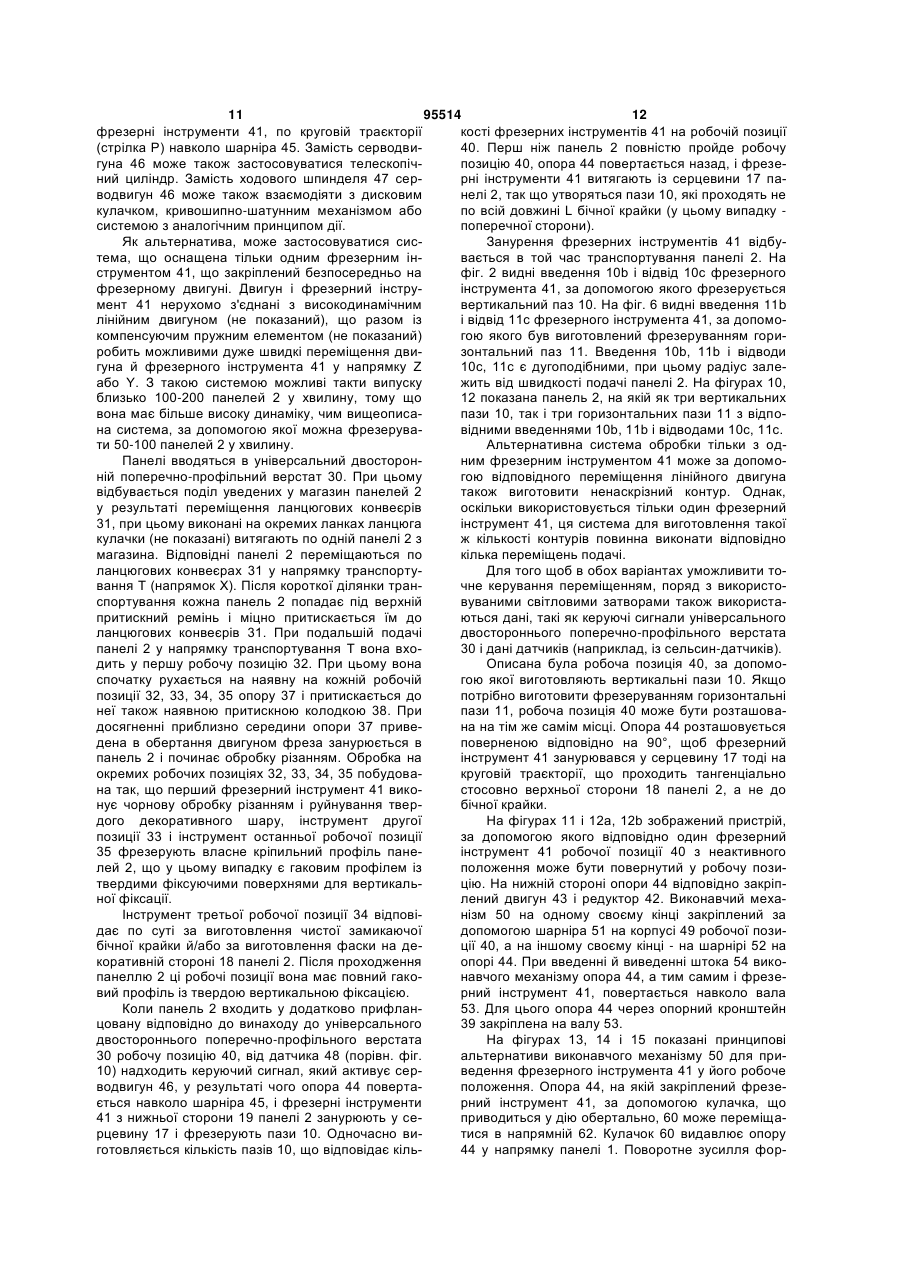
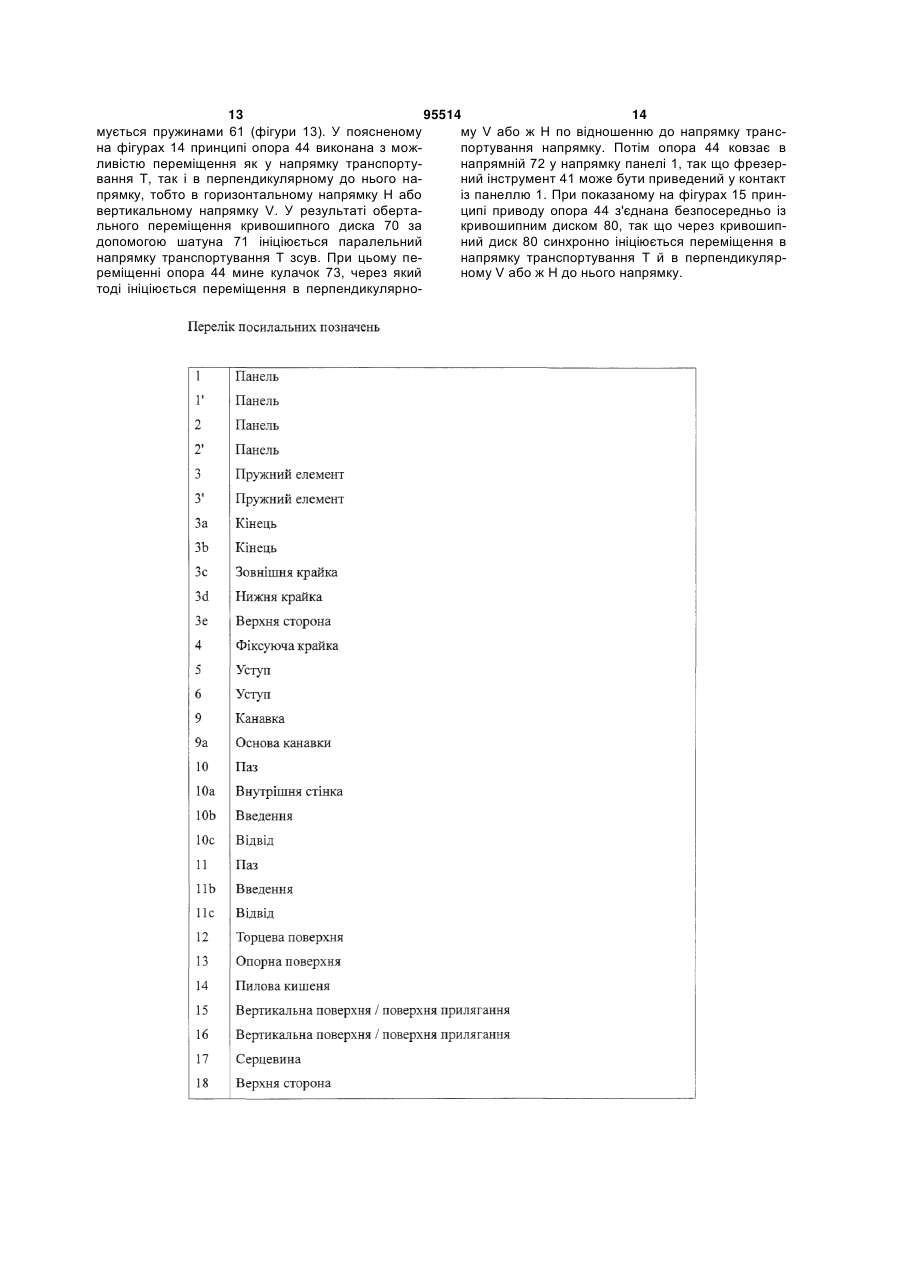
1. Спосіб обробки бічної крайки панелі, насамперед підлогової панелі (1, 2), із серцевиною (17), причому панель щонайменше на двох протилежних бічних крайках (І, II) має таке відповідне одне одному профілювання, що дві ідентично виконані панелі (1, 2) є взаємоз'єднуваними й фіксуються в горизонтальному (Н) і вертикальному (V) напрямку за допомогою по суті вертикального сполучного переміщення, при цьому фіксація у вертикальному напрямку (V) реалізована за допомогою щонайменше одного виконаного із серцевини (17) цільним пружного елемента (3), що має можливість переміщення у C2 2 (19) 1 3 95514 4 Така панель описана в німецькій заявці на папорушиться, що помилково відноситься споживатент 102007041024.9, на зміст якої в повному обчем на рахунок наданого виготовлювачем якості. сязі робиться посилання. З DE10224540 А1 відомі панелі, які на протиПанелі, у яких фіксація здійснюється за дополежних сторонах профільовані так, що для фіксамогою пластмасової вставки, відомі, наприклад, з ції в горизонтальному напрямку утворюються гаЕР 650375 А1. Цей реалізований для цього виду коподібні сполучні елементи. Для фіксації у панелей вид фіксації передбачений, переважно, вертикальному напрямку на сполучних елементах на поперечній стороні підлогових панелей. Однак, передбачені розташовані горизонтально й вертивін може бути також передбачений на поздовжній кально й на відстані один від одного елементи стороні або ж як на поздовжній стороні, так і на геометричного замикання й відповідні піднутрення поперечній стороні. Пружний елемент складається з відповідно горизонтально спрямованою фіксуюіз пластмаси й вставлений у горизонтально розчою поверхнею. Поперечна довжина таких горизоташовану канавку на одній із крайок і скошений зі нтально спрямованих фіксуючих поверхонь станосвоєї верхньої сторони. Аналогічно дверній засуввить близько 0,05-1,0 мм. ці, пружний елемент новою встановлюваною паЩоб з'єднання двох панелей взагалі залишанеллю завдяки скосу вдавлюється усередину калося можливим, розміри повинні бути такими манавки, коли вона своєю нижньою стороною лими. Однак у результаті цього неминуче вихопопадає на скіс, і опускається далі. Коли нова придить, що сприйняті можуть бути лише незначні, кладена панель повністю опущена на основу підвертикально спрямовані сили, так що виготовленлоги, пружний елемент зачіплюється в горизонтаня доводиться здійснювати із украй малими допусльно виконану в протилежній бічній крайці канавку ками для того, щоб гарантувати, що вже при легй фіксує обидві панелі у вертикальному напрямку. ких нерівностях підлоги й/або м'яких основах Для виготовлення цього пружного елемента необз'єднання при нормальному навантаженні не розтхідні спеціальні інструменти для лиття під тиском, ріскається. так що виготовлення є відносно дорогим. Крім тоДля того щоб відпала необхідність в уравнюго, повинна застосовуватися високоякісна пластванні допусків різних деталей, і, крім того, щоб маса для того, щоб забезпечити достатні показникінцевому споживачеві була гарантована відсутки міцності, що додатково здорожує пружний ність яких-небудь деталей, пружний елемент виелемент. Якщо застосовуються пластмаси із законаний цільним із серцевини. надто низькими показниками міцності, це привоЩоб забезпечити можливість з'єднання пруждить до відносно більших відхилень від номінального елемента із серцевиною й одночасної здійсних розмірів пружних елементів, тому що тільки нення підпружинювання елементів, необхідно вицим забезпечується те, що можуть бути сформоконувати фрезерні прорізи, які є не наскрізними, а вані або ж передані відповідні зусилля. переривчастими. Якщо це повинне бути досягнуте У результаті того, що фіксуючий елемент виза допомогою техніки фрезерування, панель у конаний у вигляді окремої деталі, виникають додапроцесі фрезерування повинна залишатися неруткові витрати. Виготовлення фіксуючих елементів хомою, тому що в противному випадку при існуютехнологічно обумовлено відбувається в просточих високих швидкостях проходження виходили б ровому відношенні окремо від панелей, так що наскрізні прорізи. Таким чином, із загальмовуванінтеграція в безперервний технологічний процес, ням панелі до повної зупинки, зануренням і перенасамперед, для підлогових панелей, поки не є міщенням фрезерного агрегату й з наступним приможливою. У зв'язку з використанням різних матескоренням остаточно обробленої панелі для ріалів - деревини з однієї сторони й пластмаси з подальшого транспортування процес фрезеруваніншого боку - приведення у відповідність виробниня був би дуже повільним. чих допусків із двох окремих технологічних процеОдна можливість виконання фрезерування інсів є трудомістким й потребуючим великих витрат. струментами полягає в тому, що інструменти Оскільки фіксація у вертикальному напрямку при встановлюють на транспортному пристрої, що відсутньому фіксуючому елементі була б неефекпереміщає інструменти в напрямку подачі (напрятивною, він повинен бути забезпечений від випамку транспортування) панелей. При цьому час, за дання з виконаної в бічній крайці канавки в подаяке виконуються фрезерування за шаблоном, польшому процесі виготовлення й при мітно збільшується, у результаті чого для здійстранспортуванні. Це запобігання також є трудоміснення зазначених фрезерувань відповідні перемітким. Як альтернатива, фіксуючий елемент можна щення інструментів можуть виконувати стандартні було б надавати в розпорядження споживачеві шпинделі двигунів. окремо. Однак, недоліком цього способу виготовлення Всі частіше обговорювані підлогові панелі укє, з одного боку, висока в плані устаткування труладаються хазяями самостійно, так що у зв'язку з домісткість, а з іншого боку - більша займана пловідсутністю досвіду, у принципі, існує можливість ща як результат можливості переміщення інструтого, що число необхідних фіксуючих елементів ментів у напрямку подачі панелей. Ця додаткова буде оцінено неправильно, і вони будуть придбані займана площа для вже існуючих установок, у які в недостатній кількості для того, щоб приміщення повинна бути інтегрована ще одна робоча позиція, можна було викласти повністю. Крім того, не можє занадто великою й тому доцільно тільки для знона виключити те, що хазяїн, що виконує роботу ву плануємих установок. самостійно, припуститься помилки при вставці Оскільки такі форми на моноблочних панелях пружного елемента, що приведе до того, що точна за допомогою звичайних фрезерних агрегатів у фіксація стане неможливою, і з'єднання згодом прохідному режимі виготовляти неможливо, пане 5 95514 6 лі, що підлягають обробці, необхідно роз'єднувати струментів. Можливий також варіант, при якому й обробляти в нерухомому положенні. Це пов'язапази робляться штанцеванням. не з дуже великими витратами часу, а тому й дуже Для того щоб звести до мінімуму займану великими фінансовими витратами. площу, переважно, на опорі, поряд щонайменше з Виготовлення такої панелі трудомістко насамодним інструментом установлений і його привід, перед тоді, коли передбачена безліч пружних що складається із двигуна й редуктора. Кожний елементів, і для цього повинно бути передбачене інструмент може бути приведений у дію окремим відповідне число фіксуючих крайок у канавці, тому двигуном. Однак може бути передбачений і один що в цьому випадку на обох бічних крайках повиндвигун для приводу декількох інструментів. ні бути передбачені інструменти, що спільно пеДалі, за допомогою креслення більш докладно реміщаються. На звичайних позиціях фрезеруванописується приклад здійснення способу відповідно ня для цього найчастіше немає місця, так що до винаходу. стають необхідними різні затиски на різних верстаПоказано на: тах, що приводить до збільшення виробничого Фігурі 1: вид зверху на бічну крайку І панелі, часу й вимагає відповідно більше широких допусФігурі 2: вид зверху на протилежну бічну крайків. ку II тієї ж самої панелі, З DE 102005026554 А1 відомий спосіб виготоФігурі 3: вид по стрілці III відповідно до фігури влення фіксуючої канавки за допомогою фрезер1, ного інструмента, що містить привід, фрезерну Фігурі 4: вид панелі по стрілці IV відповідно до головку й передавальний пристрій, що передає фігури 2, обертання, а також кріплення для фрезерної голоФігурі 5: вид зверху на схематично представвки. У зв'язку із кріпленням, фрезерна головка з лену профілюючу установку, боку кріплення має вільний радіус, завдяки чому Фігурі 6: розріз по лінії VI-VI відповідно до фістає можливим, що в процесі виготовлення фіксугури 5, ючої канавки вона повністю перебуває в оточеній Фігурі 7: вид знизу фрезерованої панелі, по обидва боки бічними поверхнями канавки часФігурі 8: зображення двох з'єднаних панелей тині сполучної канавки. першої конструктивної форми в розрізі на місці Для рішення проблеми передбачено, що щоз'єднання, найменше один ненаскрізний паз виготовляється Фігурі 9: зображення двох з'єднаних панелей веденим, переважно, по круговій траєкторії індругої конструктивної форми в розрізі на місці струментом таким чином, що панель подається в з'єднання, напрямку транспортування під інструмент, за доФігурі 10: схематичний вид зверху на універпомогою поворотного переміщення інструмент сальний двосторонній поперечно-профільний верзанурюється в серцевину панелі й знову витягастат, ється в протилежному напрямку до того, як панель Фігурі 11: схематичний вид зверху на робочу буде повністю проведена під інструментом. позицію, Завдяки такому конструктивному виконанню Фігурі 12а: розріз по лінії XII-XII по фігурі 11 у стає можливим виконання раніше твердої фіксації піднятому положенні інструмента, пружною й створення конфігурацій, які не простиФігурі 12b: розріз по лінії XII-XII по фігурі 11 в раються по всій довжині панелі. Завдяки поворотопущеному положенні інструмента, ному руху інструмента необхідна займана площа Фігурі 13а: принциповий ескіз альтернативного дуже мала, так що може бути використаний звипристрою для переміщення обробного інструмента чайний універсальний двосторонній поперечнов неробочому положенні, профільний верстат, до кінця якого прифланцовуФігурі 13b: принциповий ескіз альтернативного ється додаткова робоча позиція для виготовлення пристрою для переміщення обробного інструмента щонайменше одного ненаскрізного паза. в робочому положенні, Для відділення пружного елемента від серцеФігурі 14а: принциповий ескіз альтернативного вини, переважно, може бути додатково передбапристрою для переміщення обробного інструмента чений один по суті горизонтальний паз. в неробочому положенні, Переважно, кілька ненаскрізних пазів виготовФігурі 14b: принциповий ескіз альтернативного ляють за рахунок того, що в напрямку транспортупристрою для переміщення обробного інструмента вання панелі передбачено декілька розташованих в робочому положенні, на відстані один від іншого інструментів, які одноФігурі 15а: принциповий ескіз альтернативного часно поринають у серцевину панелі. пристрою для переміщення обробного інструмента Пристрій для здійснення способу відрізняється в неробочому положенні, тим, що щонайменше один фрезерний інструмент, Фігурі 15b: принциповий ескіз альтернативного лазерний інструмент, пристрій для водо- або піспристрою для переміщення обробного інструмента коструминної обробки або плазмений пальник зав робочому положенні. кріплений на встановленій з можливістю повороту Панелі 1, 2 виконані ідентично. Вони складаопорі, що виконана з можливістю приведення в дію ються із серцевини 17 з деревини або суміші дечерез серводвигун або телескопічний циліндр. ревини із пластмасою. На своїх протилежних бічДля того щоб можна було одночасно виготовних крайках І, II панелі 1, 2 профільовані, при ляти кілька пазів, особливо переважно, якщо по цьому бічна крайка І була оброблена фрезеруванвідношенню до напрямку транспортування панелі ням з верхньої сторони 18, а бічна крайка II з нижна опорі встановлено декілька один за іншим інньої сторони 19. На бічній крайці II виконаний пружний елемент 3, що був отриманий наскрізним 7 95514 8 фрезеруванням серцевини 17, при якому були або розташований по суті вертикально паз 10 (фівифрезеровані горизонтальний паз 11 і паз 10, що гури 6, 8) можуть бути наскрізними, тобто прохопроходить по суті вертикально. Бічні крайки І, II дити по всій довжині L бічної крайки II. мають довжину L. У поздовжньому напрямку бічної Панель 2 з'єднується із уже лежачою на основі крайки II пружний елемент 3 на своїх кінцях 3а, 3b підлоги панеллю 1, при цьому панель 2 прикладаз'єднаний з матеріалом серцевини. Відділення ється до бічної крайки І панелі 1 і за допомогою по пружного елемента 3 від серцевини 17 відбуваєтьсуті вертикального з'єднання опускається в нася винятково за допомогою пазів 10, 11. Зовнішня прямку основи підлоги. Коли пружний елемент 3 бічна крайка 3с пружного елемента 3 нахилена по своєю нижньою крайкою 3d примикає до верхньої відношенню до верхньої сторони 18 панелі 2 під сторони 18 панелі 1, при подальшому сполучному русі внаслідок своєї зовнішньої бічної крайки 3с, кутом . Вертикальні поверхні бічних крайок І, II оброблені так, що в області верхньої сторони 18 що проходить під кутом , при дотику до поверхні утворяться поверхні 15, 16 прилягання. 16 прилягання він віджимається в напрямку серНа протилежній пружинному елементу 3 бічній цевини 17, так що він зміщується в горизонталькрайці І панель 1 оснащена фіксуючим виступом ному напрямку Н. Панель 2 опускається далі вниз. 22, що проходить по суті в горизонтальному наЯкщо пружний елемент 3 попадає в положення прямку Н, нижня бічна стінка якого утворює фіксунапроти канавки 9, внаслідок властивих матеріалу ючу бічну крайку 4, що простирається по суті горивідновлюючи сил він робить зворотний хід і зачіпзонтально. Фіксуючий виступ 22 у бічному люється в канавку 9, де він своєю верхньою стонапрямку виступає над поверхнею 16 прилягання роною 3є, що проходить по суті горизонтально, панелі 1. Під фіксуючим виступом 22 виконана прилягає до фіксуючої бічної крайки 4. Одночасно канавка 9, що приймає частину пружного елемента гакові елементи 20, 21 входять у зачеплення, поки 3 для фіксації двох панелей 1, 2 у вертикальному торцева поверхня 12 не буде опиратися на опорну напрямку V. Як показано на фіг. 2, основа 9а канаповерхню 13. Тоді панелі 1,2 з'єднані одна з одною вки 9 проходить паралельно зовнішній бічній крайі зафіксовані. Внутрішні стінки 10а паза 10 служать ці 3с пружного елемента 3, що полегшує виготовяк обмеження ходу пружного прогину для пружнолення канавки 9, однак, воно могло б бути го елемента 3 для запобігання розриву з'єднання виконане й у строго вертикальному напрямку V пружного елемента 3 на його кінцях 3а, 3b із серабо під кутом, що відхиляється від кута а. По відцевиною 17 у результаті занадто далекого переношенню до довжини гакового елемента 20 фіксуміщення занурення. Поверхня, тобто висота й шиючий виступ 22 є коротким. Між верхньою сторорина, кінці 3а, 3b якої з'єднані із серцевиною 17, ною фіксуючого виступу 22 і поверхнею 16 визначає ступінь пружності пружного елемента 3. прилягання на бічній крайці І панелі 1 з матеріалу Як показано на фіг. 2, уздовж довжини L бічної серцевини 17 вироблена пилова кишеня 23. крайки II можуть бути виконані три пружинних Фіксація обох панелей 1, 2 у горизонтальному елементи 3, а на протилежній бічній крайці І - три напрямку Η відбувається за допомогою виконаних фіксуючі виступи 22. Також, цілком можливе викофрезерним ступінчатим профілюванням гакових нання пружних елементів 3 більш короткими й пеелементів 20, 21, а вертикальному напрямку V - за редбачення п'яти, шести або навіть семи пружних допомогою пружного елемента 3 у з'єднанні з фікелементів 3 і відповідних фіксуючих виступів 22. суючою крайкою 4 на фіксуючому виступі 22. На Якщо вертикальний паз 10 виконаний досить уступі 5, що простирається вниз, гакового елеменвузьким, то є можливість утримувати пружний та 21 утворена щонайменше частково плоска торелемент 3 з'єднаним із серцевиною 17 тільки на цева поверхня 12, яка взаємодіє з виконаною на одному з його кінців 3а або 3b. Перевага такої гаковому елементі 20 на протилежній бічній крайці конфігурації полягає в тім, що пружний елемент 3 І поверхнею 13 прилягання, яка за виступом 6 утоможе розтягуватися й у напрямку довжини L бічної плена вниз. Торцева поверхня 12 і поверхня 13 крайки II. Тоді вільний кінець За або 3b опирається прилягання закінчуються в одній і тій же горизонна внутрішні стінки 10а паза 10. На фігурі 2 покатальній площині Е, так що з'єднані одна з одною зано, що по довжині L панелі 3 передбачені вертипанелі 1,2 опираються одна на іншу. Звернена до кальні пази 10. На фігурі 6 показана панель із госерцевини 17 поверхня 24 гакового елемента 21 ризонтальними пазами 11. проходить похило стосовно вертикалі й утворює На фігурі 9 показана конструктивна форма паразом з відповідно похилою, зверненою до серценелі 1', 2', у якій пружний елемент 3 відділений від вини 17 поверхнею 25 на уступі фіксуючу бічну серцевини 17 тільки за допомогою одного або декрайку двох з'єднаних панелей 1, 2. Профілювання кількох вертикальних пазів 10. У цій конструктивній гакових елементів 20, 21 обрано так, що на місці формі пружний елемент 3' передбачений на утвоз'єднання утворюється попередній натяг, і вертирюючому нижню закраїну гаковому елементі 20'. кальні поверхні 15, 16 прилягання панелей 1, 2 Фіксація відбувається аналогічно вищеописаному притискаються одна до другої, так що на верхній прикладу здійснення. стороні 18 двох з'єднаних одна з іншою панелей 1, У всіх прикладах здійснення винаходу фіксація 2 відсутній видимий зазор. Для полегшення з'єдє рознімною, при цьому панелі 1', 2, 2' переміщанання панелей 1, 2, виступаючий нагору уступ 6 ються відносно одна одної уздовж крайок І, II або гакового елемента 20 і виступаючий униз уступ 5 збоку в місце з'єднання вводиться не показаний гакового елемента 21 на своїх бічних крайках мадеблокуючий штифт. ють фаску або ж закруглені. Для того щоб спросЗвичайно, з верхньої сторони 18 панелі 1,2 тити процес виконання пружного елемента 3 або мають декоративну обробку, що може бути нанегоризонтально розташований паз 11 (фігури 2, 4), сена безпосередньо на верхню сторону 18. Деко 9 95514 10 ративна обробка звичайно покривається шаром до напрямку транспортування Τ попарно протилезахисту від зношування, у який може бути нанесежними на одній прямий один за одним. Не показані но тисненням відповідне декоративній обробці тут детально фрези мають таку структуру, що при структурування. проходженні через всі, по суті чотири-п'ять, робочі Описаний вище вид фіксації переважно пепозицій 32, 33, 34, 35; 32а, 33а, 34а, 35а на кожній редбачається на поперечній стороні панелей 1, 2, бічній крайці І, II може бути виготовлена половина які на своїй поздовжній стороні можуть бути з'єдстандартного бесклеєвого сполучного профілю. нані одна з одною за допомогою вставляння під Для запобігання переносу неточностей або ж кутом і поворотом униз на основу підлоги, як це зазорів в опорі (кріпленні) ланок ланцюга на підляописано в DE 102241540 А1. Також можливе викогаючій обробці панелі 2, що зробило б неможлинання цього профілювання як на поздовжніх стовим точне фрезерування профілів, профілюючі ронах, так і на поперечних сторонах, так що панелі верстати 36 розташовують над точно визначеними можуть бути зафіксовані чисто вертикальним спобазовими площинами. Ці базові площини у випадлучним переміщенням на всіх бічних крайках. ку із цими профілюючими верстатами реалізуютьРобоча позиція відповідно до винаходу, що ся у вигляді так званих опор (підставок), які нерусхематично показана на фіг. 5 і 6, складається з хомо зафіксовані на ланцюгових конвеєрах 36 і на відомого з рівня техніки універсального двостосвоїй верхній стороні мають поліровану твердороннього поперечно-профільного верстата, наприсплавну пластину 37, що являє собою базову клад такого, який поставляється фірмою Homag площину. По цій пластині 37 під час обробки сковпід назвою "Powerline", із прифланцованою до ньозають підлягаючі профілюванню панелі 2. Для заго додатково робочою позицією. безпечення того, щоб із цих пластин 37 не відбуУніверсальний двосторонній поперечновалося видалення панелей 2, вони притискаються профільний верстат 30 складається по суті із двох до твердосплавної пластини 37 так званими прив основному ідентичних, але дзеркально сконструтискними колодками 38. Ці притискні колодки 38 за йованих профілюючих верстатів 36, при цьому допомогою пнемоциліндрів переміщаються в наодин із профілюючих верстатів 36 нерухомо закріпрямку твердосплавних пластин 37, що забезпеплений на основі підлоги, а інший встановлений на чує можливість вільного регулювання підлягаючій напрямних, які забезпечують їй можливість перезастосуванню пружності. міщення в напрямку "у". У принципі відомий універсальний двосторонУ свою чергу, профілюючі верстати складаній поперечно-профільний верстат, що має таку ються із двох частин. Ланцюгового конвеєра 31, конструкцію, відповідно до винаходу доповнюється що має ланцюг із установленими на роликопідшище однією робочою позицією 40, що принципово пниках ланками, і так званий "верхній притиск". відрізняється від вищеописаних робочих позицій. Верхній притиск складається по суті із гнучкого На робочій позиції 40 конструкція допускає кероременя й установлений з підпружинюванням. Як ване переміщення фрезерних інструментів 41 у ланцюговий конвеєр, так і - не показаний - верхній процесі обробки, завдяки чому є можливим вигопритиск обох профілюючих верстатів 36 з'єднутовлення ненаскрізних пазів 10. Система робочої ються один з одним за допомогою довгих валів і позиції 40 в основному в принципі ідентична на приводяться в дію тими самими двигунами. Обидві обох сторонах верстата, при цьому установки все частини профілюючого верстата можуть переміж таки відрізняються тим, що на одній стороні верщатися по відношенню одна до іншої в напрямку стата фрезерні інструменти 41 можуть динамічно "z", при цьому ланцюговий конвеєр 30, що перебупереміщатися по суті в напрямку Z, а на іншій стоває внизу, у вертикальному напрямку нерухомо роні верстата фрезерні інструменти є динамічно з'єднаний з основою підлоги. Звичайно, розташопереміщуваними по суті в напрямку Y. ваний зверху верхній притиск опускається на ланДекілька відносно невеликих фрезерних інцюговому конвеєрі настільки, що встановлений з струментів 41 діаметром від 30 до 50 мм розташопідпружинюванням ремінь входить у контакт із вані один за іншим у напрямку транспортування Т. ланцюгом ланцюгового конвеєра 31, у результаті Кількість фрезерних інструментів 41 на робочу чого панелі 1, 2, що транспортуються, притискапозицію 40 відповідає підлягаючим виготовленню ються до транспортного ланцюга й фіксуються контурам. Звичайно застосовуються від двох до там. чотирьох фрезерних інструментів 41. Ці фрезерні Ланцюговий конвеєр 31 нерухомо з'єднаний зі інструменти 41 прифланцовані до розподільного станиною верстата, яка поряд із шахтами для відредуктора 42, що приводиться в дію електродвисмоктування стружки й деякими електронними гуном 43. Електродвигун 43 може бути нерухомо деталями містить станини електродвигунів із устаз'єднаний з редуктором 42. Однак передача зуновленими на них двигунами фрез. Ці станини силля може також здійснюватися еластично через електродвигунів забезпечують можливість вільної зубчастий ремінь або гнучкий вал. Редуктор 42 і подачі двигунів у встановленому діапазоні в нафрезерні інструменти 41, а при необхідності й прямку Υ і Ζ і обертання навколо осі X у нерухоелектродвигун 43, закріплені на кінці встановленої мому стані установки. Завдяки цим можливостям з можливістю повороту опори 44. Опора 44 устарегулювання прифланцовані до двигунів дискові новлена аналогічно колисці з можливістю поворофрези можна регулювати так, що панелі 2, які поту за допомогою шарніра 45 між її кінцевими точдаються в напрямку транспортування Т, можуть ками. На протилежному фрезерним інструментам бути оброблені різанням (зняттям стружки). Двигу41 кінці опори 44 установлений серводвигун 46 з ни, а тим самим і окремі робочі позиції 32, 32а, 33, ходовим шпинделем 47, що може переміщати 33а, 34, 34а, 35, 35а розташовані по відношенню опору 44, а тим самим закріплені на іншому кінці 11 95514 12 фрезерні інструменти 41, по круговій траєкторії кості фрезерних інструментів 41 на робочій позиції (стрілка Р) навколо шарніра 45. Замість серводви40. Перш ніж панель 2 повністю пройде робочу гуна 46 може також застосовуватися телескопічпозицію 40, опора 44 повертається назад, і фрезений циліндр. Замість ходового шпинделя 47 серрні інструменти 41 витягають із серцевини 17 паводвигун 46 може також взаємодіяти з дисковим нелі 2, так що утворяться пази 10, які проходять не кулачком, кривошипно-шатунним механізмом або по всій довжині L бічної крайки (у цьому випадку системою з аналогічним принципом дії. поперечної сторони). Як альтернатива, може застосовуватися сисЗанурення фрезерних інструментів 41 відбутема, що оснащена тільки одним фрезерним інвається в той час транспортування панелі 2. На струментом 41, що закріплений безпосередньо на фіг. 2 видні введення 10b і відвід 10с фрезерного фрезерному двигуні. Двигун і фрезерний інструінструмента 41, за допомогою якого фрезерується мент 41 нерухомо з'єднані з високодинамічним вертикальний паз 10. На фіг. 6 видні введення 11b лінійним двигуном (не показаний), що разом із і відвід 11с фрезерного інструмента 41, за допомокомпенсуючим пружним елементом (не показаний) гою якого був виготовлений фрезеруванням гориробить можливими дуже швидкі переміщення двизонтальний паз 11. Введення 10b, 11b і відводи гуна й фрезерного інструмента 41 у напрямку Ζ 10с, 11с є дугоподібними, при цьому радіус залеабо Υ. З такою системою можливі такти випуску жить від швидкості подачі панелі 2. На фігурах 10, близько 100-200 панелей 2 у хвилину, тому що 12 показана панель 2, на якій як три вертикальних вона має більше високу динаміку, чим вищеописапази 10, так і три горизонтальних пази 11 з відпона система, за допомогою якої можна фрезерувавідними введеннями 10b, 11b і відводами 10с, 11с. ти 50-100 панелей 2 у хвилину. Альтернативна система обробки тільки з одПанелі вводяться в універсальний двосторонним фрезерним інструментом 41 може за допомоній поперечно-профільний верстат 30. При цьому гою відповідного переміщення лінійного двигуна відбувається поділ уведених у магазин панелей 2 також виготовити ненаскрізний контур. Однак, у результаті переміщення ланцюгових конвеєрів оскільки використовується тільки один фрезерний 31, при цьому виконані на окремих ланках ланцюга інструмент 41, ця система для виготовлення такої кулачки (не показані) витягають по одній панелі 2 з ж кількості контурів повинна виконати відповідно магазина. Відповідні панелі 2 переміщаються по кілька переміщень подачі. ланцюгових конвеєрах 31 у напрямку транспортуДля того щоб в обох варіантах уможливити товання Τ (напрямок X). Після короткої ділянки транчне керування переміщенням, поряд з використоспортування кожна панель 2 попадає під верхній вуваними світловими затворами також використапритискний ремінь і міцно притискається їм до ються дані, такі як керуючі сигнали універсального ланцюгових конвеєрів 31. При подальшій подачі двостороннього поперечно-профільного верстата панелі 2 у напрямку транспортування Τ вона вхо30 і дані датчиків (наприклад, із сельсин-датчиків). дить у першу робочу позицію 32. При цьому вона Описана була робоча позиція 40, за допомоспочатку рухається на наявну на кожній робочій гою якої виготовляють вертикальні пази 10. Якщо позиції 32, 33, 34, 35 опору 37 і притискається до потрібно виготовити фрезеруванням горизонтальні неї також наявною притискною колодкою 38. При пази 11, робоча позиція 40 може бути розташовадосягненні приблизно середини опори 37 привена на тім же самім місці. Опора 44 розташовується дена в обертання двигуном фреза занурюється в поверненою відповідно на 90°, щоб фрезерний панель 2 і починає обробку різанням. Обробка на інструмент 41 занурювався у серцевину 17 тоді на окремих робочих позиціях 32, 33, 34, 35 побудовакруговій траєкторії, що проходить тангенціально на так, що перший фрезерний інструмент 41 викостосовно верхньої сторони 18 панелі 2, а не до нує чорнову обробку різанням і руйнування твербічної крайки. дого декоративного шару, інструмент другої На фігурах 11 і 12а, 12b зображений пристрій, позиції 33 і інструмент останньої робочої позиції за допомогою якого відповідно один фрезерний 35 фрезерують власне кріпильний профіль панеінструмент 41 робочої позиції 40 з неактивного лей 2, що у цьому випадку є гаковим профілем із положення може бути повернутий у робочу позитвердими фіксуючими поверхнями для вертикальцію. На нижній стороні опори 44 відповідно закріпної фіксації. лений двигун 43 і редуктор 42. Виконавчий мехаІнструмент третьої робочої позиції 34 відповінізм 50 на одному своєму кінці закріплений за дає по суті за виготовлення чистої замикаючої допомогою шарніра 51 на корпусі 49 робочої позибічної крайки й/або за виготовлення фаски на деції 40, а на іншому своєму кінці - на шарнірі 52 на коративній стороні 18 панелі 2. Після проходження опорі 44. При введенні й виведенні штока 54 викопанеллю 2 ці робочі позиції вона має повний гаконавчого механізму опора 44, а тим самим і фрезевий профіль із твердою вертикальною фіксацією. рний інструмент 41, повертається навколо вала Коли панель 2 входить у додатково прифлан53. Для цього опора 44 через опорний кронштейн цовану відповідно до винаходу до універсального 39 закріплена на валу 53. двостороннього поперечно-профільного верстата На фігурах 13, 14 і 15 показані принципові 30 робочу позицію 40, від датчика 48 (порівн. фіг. альтернативи виконавчого механізму 50 для при10) надходить керуючий сигнал, який активує серведення фрезерного інструмента 41 у його робоче водвигун 46, у результаті чого опора 44 повертаположення. Опора 44, на якій закріплений фрезеється навколо шарніра 45, і фрезерні інструменти рний інструмент 41, за допомогою кулачка, що 41 з нижньої сторони 19 панелі 2 занурюють у сеприводиться у дію обертально, 60 може переміщарцевину 17 і фрезерують пази 10. Одночасно витися в напрямній 62. Кулачок 60 видавлює опору готовляється кількість пазів 10, що відповідає кіль44 у напрямку панелі 1. Поворотне зусилля фор 13 95514 14 мується пружинами 61 (фігури 13). У поясненому му V або ж Η по відношенню до напрямку трансна фігурах 14 принципі опора 44 виконана з можпортування напрямку. Потім опора 44 ковзає в ливістю переміщення як у напрямку транспортунапрямній 72 у напрямку панелі 1, так що фрезервання Т, так і в перпендикулярному до нього наний інструмент 41 може бути приведений у контакт прямку, тобто в горизонтальному напрямку Η або із панеллю 1. При показаному на фігурах 15 принвертикальному напрямку V. У результаті обертаципі приводу опора 44 з'єднана безпосередньо із льного переміщення кривошипного диска 70 за кривошипним диском 80, так що через кривошипдопомогою шатуна 71 ініціюється паралельний ний диск 80 синхронно ініціюється переміщення в напрямку транспортування Τ зсув. При цьому пенапрямку транспортування Τ й в перпендикулярреміщенні опора 44 мине кулачок 73, через який ному V або ж Η до нього напрямку. тоді ініціюється переміщення в перпендикулярно 15 95514 16 17 95514 18 19 95514 20 21 95514 22 23 95514 24 25 95514 26 27 95514 28 29 95514 30 31 95514 32 33 95514 34 35 Комп’ютерна верстка Л. Купенко 95514 Підписне 36 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing side edge of panel
Автори англійськоюBraun, Roger, Gollatz, Wolfgang
Назва патенту російськоюСпособ обработки боковой кромки панели
Автори російськоюБраун Роджер, Голлатц Вольфганг
МПК / Мітки
МПК: B27F 1/00, E04F 15/04, B27F 5/00
Мітки: спосіб, панелі, крайки, обробки, бічної
Код посилання
<a href="https://ua.patents.su/18-95514-sposib-obrobki-bichno-krajjki-paneli.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки бічної крайки панелі</a>
Вузол кріплення панелі до опори
Номер патенту: 54620
Опубліковано: 10.11.2010
Автори: Зайцев Євген Вікторович, Бузовкін Петро Олексійович
Мітки: кріплення, опори, вузол, панелі
Формула / Реферат:
Вузол кріплення панелі до опори, що містить єднальний профільний елемент, який виконаний у вигляді літери "L" щонайменше з трьох частин, перша з яких, стійка "L", прилягає до опори і призначена для закріплення на неї кріпильним елементом, друга частина, по суті, паралельна першій, призначена для фіксації панелі в просторі між нею та першою частиною, а третя частина, по суті, перпендикулярна першій та другій, призначена...
Спосіб виготовлення сендвіч-панелі з перлітовим наповнювачем
Номер патенту: 23257
Опубліковано: 10.05.2007
Автор: Щербіна Олександр Анатолійович
МПК: E04B 2/00
Мітки: сендвіч-панелі, наповнювачем, спосіб, виготовлення, перлітовим
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційної сендвіч-панелі, де застосовуються два профільовані металеві листи і теплоізоляційний наповнювач, який відрізняється тим, що як наповнювач, в проміжок між профільованими листами, заливають теплоізолюючу суміш, основною діючою речовиною якої є спучений перліт, замішаний з в'яжучою речовиною - портландцементом, гіпсом, вапном, глиною, смолою, або рідким склом.2. Спосіб за п. 1, який...
Вузлове з’єднання стінової панелі з металевим каркасом
Номер патенту: 1727
Опубліковано: 15.04.2003
Автор: Толкачов Віктор Михайлович
МПК: E04B 1/38
Мітки: панелі, каркасом, вузлове, з'єднання, стінової, металевим
Формула / Реферат:
Вузлове з'єднання стінової панелі з металевим каркасом, що містить кріпильний елемент, яке відрізняється тим, що на каркасі розміщена опора у вигляді скоби таврового профілю, а ребра панелі оснащені прорізами, які охоплюють одну з полиць скоби.
Спосіб герметизації торців пустотної панелі з термопласту
Номер патенту: 92991
Опубліковано: 27.12.2010
Автори: Ситнік Сергій Григорович, Аполонов Максим Юрійович
МПК: B29C 67/00
Мітки: спосіб, герметизації, пустотної, термопласту, торців, панелі
Формула / Реферат:
Спосіб герметизації торців пустотної панелі з термопласту, що включає нагрівання матеріалу у зоні герметизації, її стискання та охолодження, який відрізняється тим, що локально і послідовно нагрівають ділянки окрайок відкритого торця панелі, спрямовуючи тепло уздовж каналів, утворених пласкими плитами, які з'єднані між собою ребрами жорсткості, а після набуття матеріалом окрайок текучого стану уздовж відкритого торця панелі, згідно з його...
Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів

Номер патенту: 26713
Опубліковано: 10.10.2007
Автори: Мінченко В'ячеслав Олексійович, Оттиско Федір Федорович, Тур Сергій Васильович, Сивоконь Олександр Федорович
МПК: B23Q 3/06
Мітки: верстат, спеціальний, балки, рами, бічної, вантажних, обробки, вагонів, надресорної
Формула / Реферат:
1. Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів, що містить станину з розміщеними на ній і забезпеченими індивідуальними приводами інструментальними вузлами, що включають закріплені на рухомих силових столах інструментальні головки, виконані з можливістю оперативної заміни установлених на них обробного інструмента, засобу керування приводами інструментальних вузлів і гідравлічними приводами закріплення...
Попередній патент: Комбінований засіб для лікування венозної недостатності
Наступний патент: Пристрій для вирощування профільованих кристалів
Випадковий патент: Спосіб частотно-часової синхронізації просторово рознесених еталонів і стандартів часу та частоти