Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів
Номер патенту: 26713
Опубліковано: 10.10.2007
Автори: Сивоконь Олександр Федорович, Тур Сергій Васильович, Оттиско Федір Федорович, Мінченко В'ячеслав Олексійович

Формула / Реферат
1. Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів, що містить станину з розміщеними на ній і забезпеченими індивідуальними приводами інструментальними вузлами, що включають закріплені на рухомих силових столах інструментальні головки, виконані з можливістю оперативної заміни установлених на них обробного інструмента, засобу керування приводами інструментальних вузлів і гідравлічними приводами закріплення оброблюваної деталі на позиції обробки, засоби подачі мастила до обертальних кінематичних пар інструментальних вузлів і пар ковзання силових столів, засоби закріплення деталі на позиції обробки, які включають регульовані по висоті обмежувачі нижнього положення деталі, переміщуваний за допомогою гідравлічного циліндра, розміщений симетрично відносно поздовжньої осі деталі упор поперечного її закріплення і симетрично розміщені відносно поперечної осі симетрії, обладнані упорами і з'єднані з приводом важелі фіксування деталі зверху на обмежувачах нижнього її положення на позиції обробки, який відрізняється тим, що в нього додатково уведений проміжний рівноплечий важіль, плечі якого за допомогою тяги з'єднані з важелями центрування і фіксування деталі в її повздовжньому напрямку, при цьому привід важелів виконаний в вигляді гідравлічного циліндра, корпус якого через подовжувач рухомо прикріплений до одного з важелів центрування, а його шток з'єднаний з одним із плечей проміжного важеля.
2. Верстат за п. 1, який відрізняється тим, що в ньому проміжний важіль обладнаний віссю, розміщеною в площині симетрії відносно лівої і правої частин рами і перпендикулярною її повздовжній осі.
3. Верстат за п. 1, який відрізняється тим, що тяги виконані рівновеликими.
4. Верстат за п. 1, який відрізняється тим, що притискні важелі розміщені в зоні обробки буксових прорізів рами.
Текст
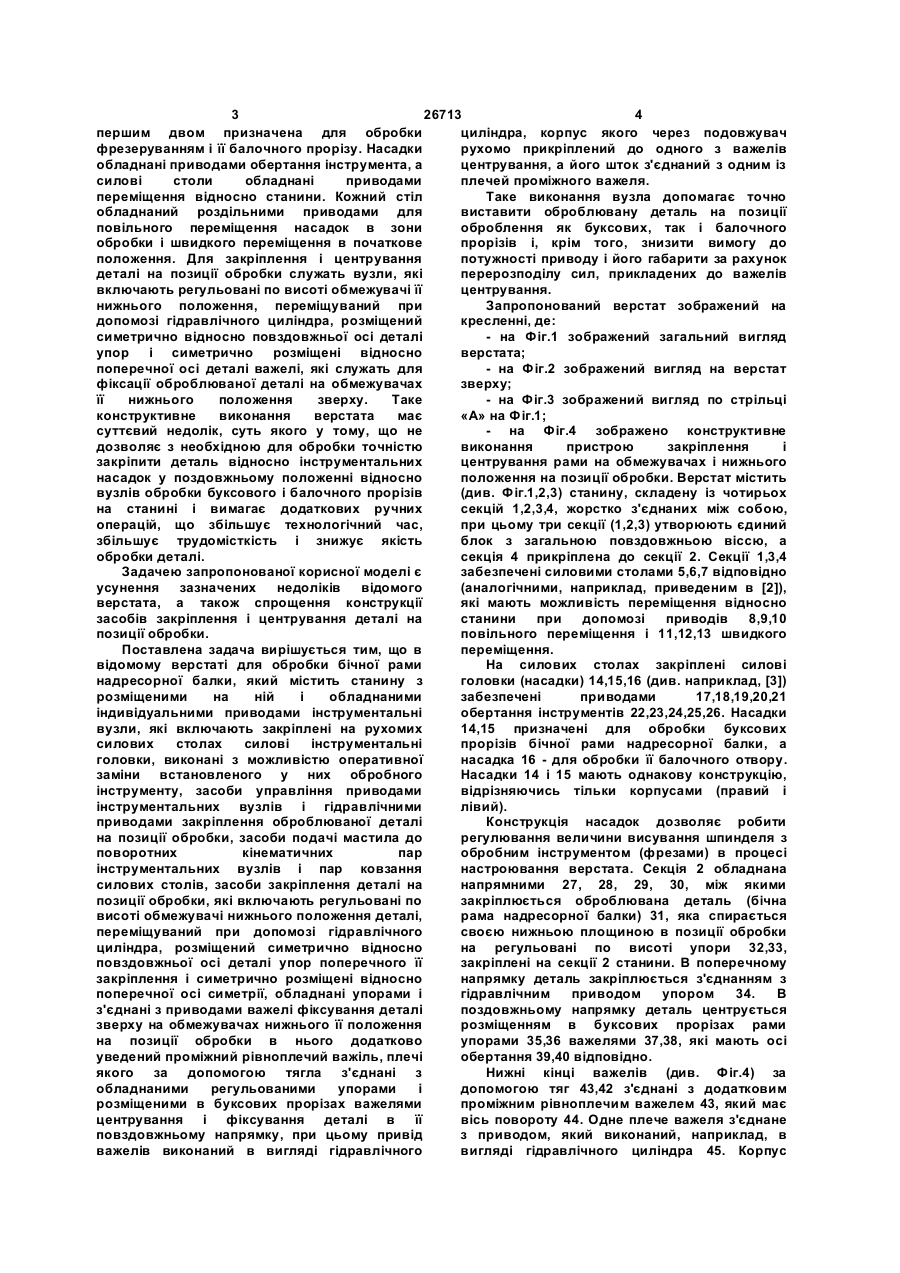
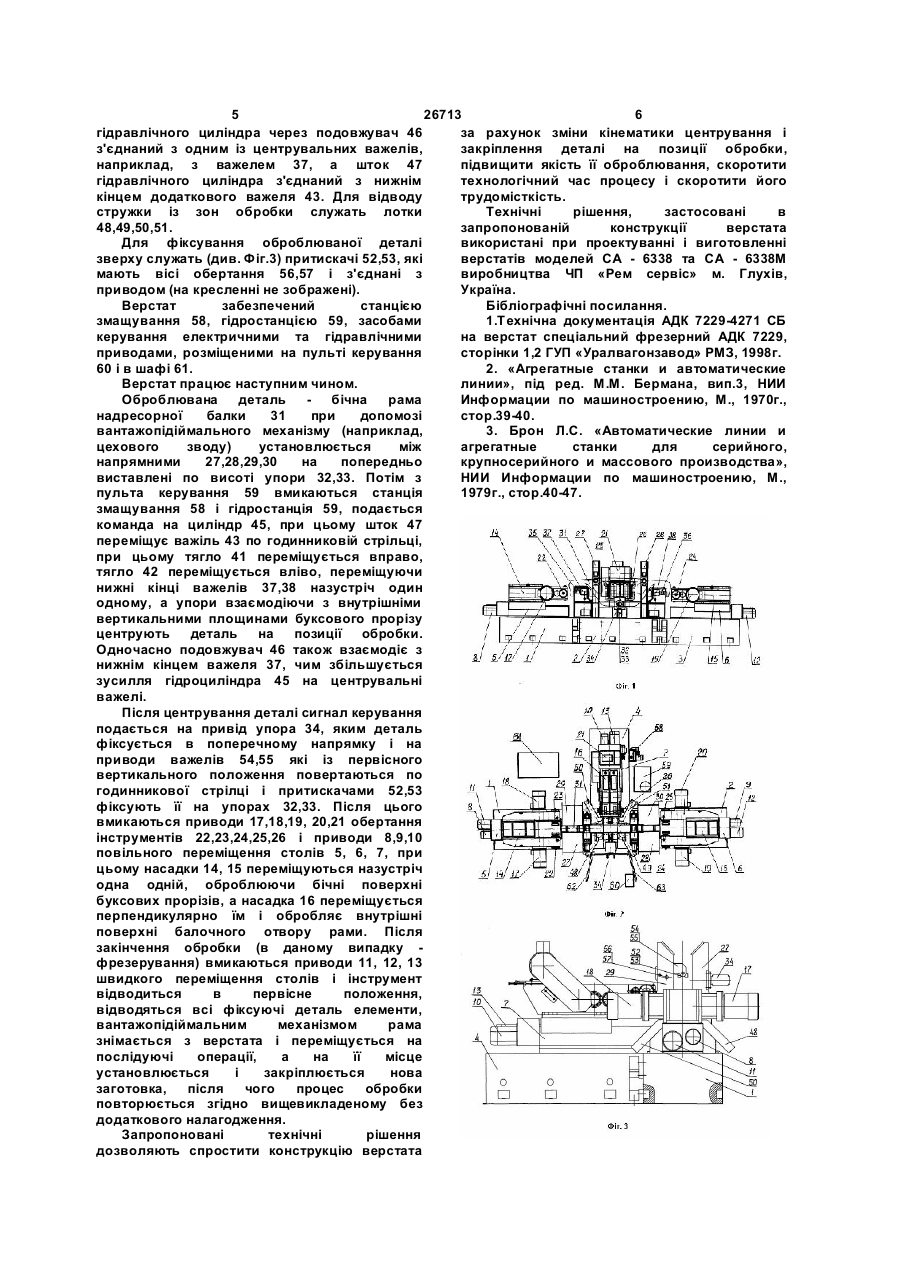
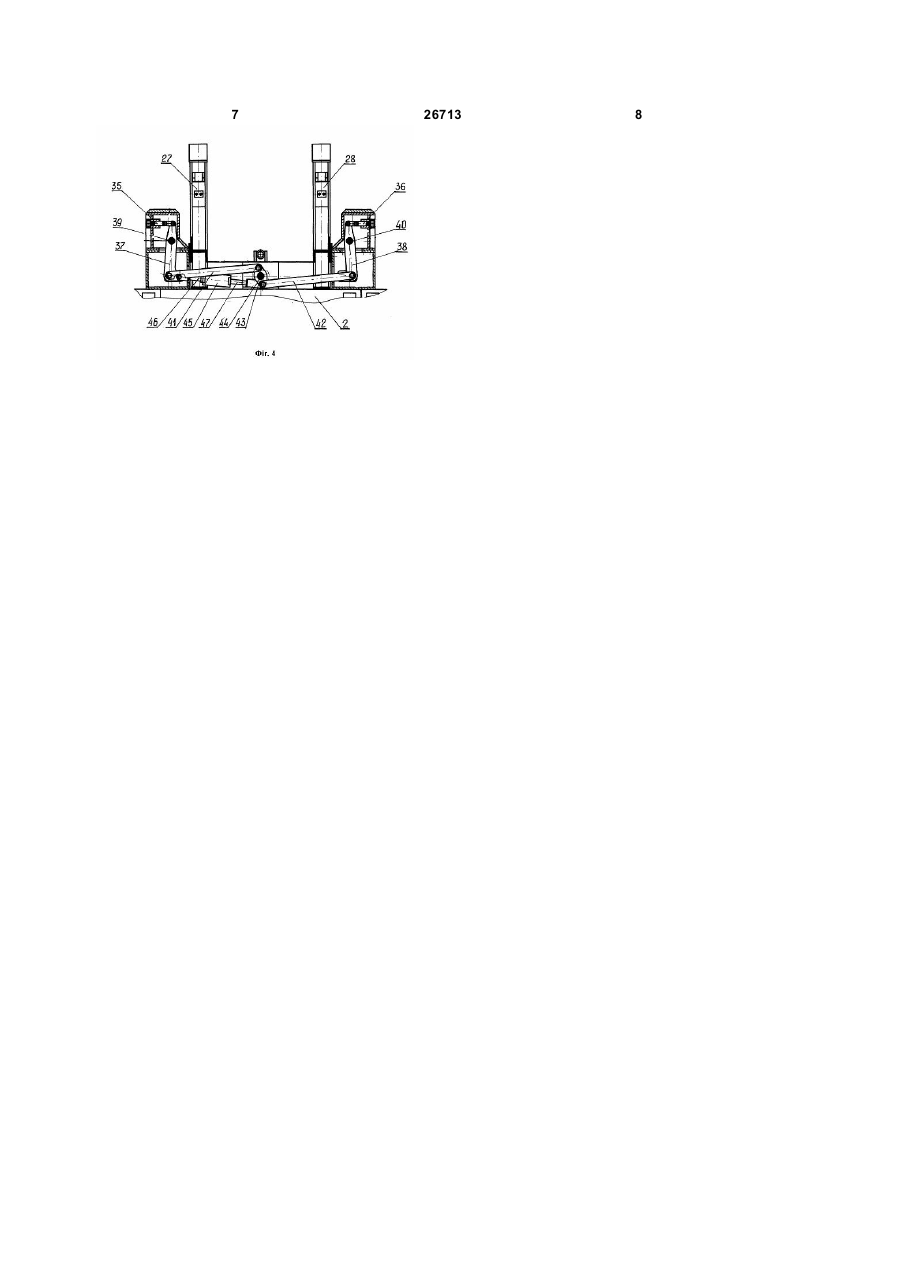
1. Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів, що містить станину з розміщеними на ній і забезпеченими індивідуальними приводами інструментальними вузлами, що включають закріплені на рухомих силових столах інструментальні головки, виконані з можливістю оперативної заміни установлених на них обробного інструмента, засобу керування приводами інструментальних вузлів і гідравлічними приводами закріплення оброблюваної деталі на позиції обробки, засоби подачі мастила до обертальних кінематичних пар інструментальних вузлів і пар ковзання силових столів, засоби закріплення деталі на позиції обробки, які включають регульовані по висоті обмежувачі нижнього положення деталі, U 2 (19) 1 3 26713 4 циліндра, корпус якого через подовжувач першим двом призначена для обробки рухомо прикріплений до одного з важелів фрезеруванням і її балочного прорізу. Насадки центрування, а його шток з'єднаний з одним із обладнані приводами обертання інструмента, а плечей проміжного важеля. силові столи обладнані приводами Таке виконання вузла допомагає точно переміщення відносно станини. Кожний стіл виставити оброблювану деталь на позиції обладнаний роздільними приводами для оброблення як буксових, так і балочного повільного переміщення насадок в зони прорізів і, крім того, знизити вимогу до обробки і швидкого переміщення в початкове потужності приводу і його габарити за рахунок положення. Для закріплення і центрування перерозподілу сил, прикладених до важелів деталі на позиції обробки служать вузли, які центрування. включають регульовані по висоті обмежувачі її Запропонований верстат зображений на нижнього положення, переміщуваний при кресленні, де: допомозі гідравлічного циліндра, розміщений - на Фіг.1 зображений загальний вигляд симетрично відносно повздовжньої осі деталі верстата; упор і симетрично розміщені відносно - на Фіг.2 зображений вигляд на верстат поперечної осі деталі важелі, які служать для зверху; фіксації оброблюваної деталі на обмежувачах - на Фіг.3 зображений вигляд по стрільці її нижнього положення зверху. Таке «А» на Фіг.1; конструктивне виконання верстата має - на Фіг.4 зображено конструктивне суттєвий недолік, суть якого у тому, що не виконання пристрою закріплення і дозволяє з необхідною для обробки точністю центрування рами на обмежувачах і нижнього закріпити деталь відносно інструментальних положення на позиції обробки. Верстат містить насадок у поздовжньому положенні відносно (див. Фіг.1,2,3) станину, складену із чотирьох вузлів обробки буксового і балочного прорізів секцій 1,2,3,4, жорстко з'єднаних між собою, на станині і вимагає додаткових ручних при цьому три секції (1,2,3) утворюють єдиний операцій, що збільшує технологічний час, блок з загальною повздовжньою віссю, а збільшує трудомісткість і знижує якість секція 4 прикріплена до секції 2. Секції 1,3,4 обробки деталі. забезпечені силовими столами 5,6,7 відповідно Задачею запропонованої корисної моделі є (аналогічними, наприклад, приведеним в [2]), усунення зазначених недоліків відомого які мають можливість переміщення відносно верстата, а також спрощення конструкції станини при допомозі приводів 8,9,10 засобів закріплення і центрування деталі на повільного переміщення і 11,12,13 швидкого позиції обробки. переміщення. Поставлена задача вирішується тим, що в На силових столах закріплені силові відомому верстаті для обробки бічної рами головки (насадки) 14,15,16 (див. наприклад, [3]) надресорної балки, який містить станину з забезпечені приводами 17,18,19,20,21 розміщеними на ній і обладнаними обертання інструментів 22,23,24,25,26. Насадки індивідуальними приводами інструментальні 14,15 призначені для обробки буксових вузли, які включають закріплені на рухомих прорізів бічної рами надресорної балки, а силових столах силові інструментальні насадка 16 - для обробки її балочного отвору. головки, виконані з можливістю оперативної Насадки 14 і 15 мають однакову конструкцію, заміни встановленого у них обробного відрізняючись тільки корпусами (правий і інструменту, засоби управління приводами лівий). інструментальних вузлів і гідравлічними Конструкція насадок дозволяє робити приводами закріплення оброблюваної деталі регулювання величини висування шпинделя з на позиції обробки, засоби подачі мастила до обробним інструментом (фрезами) в процесі поворотних кінематичних пар настроювання верстата. Секція 2 обладнана інструментальних вузлів і пар ковзання напрямними 27, 28, 29, 30, між якими силових столів, засоби закріплення деталі на закріплюється оброблювана деталь (бічна позиції обробки, які включають регульовані по рама надресорної балки) 31, яка спирається висоті обмежувачі нижнього положення деталі, своєю нижньою площиною в позиції обробки переміщуваний при допомозі гідравлічного на регульовані по висоті упори 32,33, циліндра, розміщений симетрично відносно закріплені на секції 2 станини. В поперечному повздовжньої осі деталі упор поперечного її напрямку деталь закріплюється з'єднанням з закріплення і симетрично розміщені відносно гідравлічним приводом упором 34. В поперечної осі симетрії, обладнані упорами і поздовжньому напрямку деталь центрується з'єднані з приводами важелі фіксування деталі розміщенням в буксових прорізах рами зверху на обмежувачах нижнього її положення упорами 35,36 важелями 37,38, які мають осі на позиції обробки в нього додатково обертання 39,40 відповідно. уведений проміжний рівноплечий важіль, плечі Нижні кінці важелів (див. Фіг.4) за якого за допомогою тягла з'єднані з допомогою тяг 43,42 з'єднані з додатковим обладнаними регульованими упорами і проміжним рівноплечим важелем 43, який має розміщеними в буксових прорізах важелями вісь повороту 44. Одне плече важеля з'єднане центрування і фіксування деталі в її з приводом, який виконаний, наприклад, в повздовжньому напрямку, при цьому привід вигляді гідравлічного циліндра 45. Корпус важелів виконаний в вигляді гідравлічного 5 26713 6 за рахунок зміни кінематики центрування і гідравлічного циліндра через подовжувач 46 закріплення деталі на позиції обробки, з'єднаний з одним із центрувальних важелів, підвищити якість її оброблювання, скоротити наприклад, з важелем 37, а шток 47 технологічний час процесу і скоротити його гідравлічного циліндра з'єднаний з нижнім трудомісткість. кінцем додаткового важеля 43. Для відводу Технічні рішення, застосовані в стружки із зон обробки служать лотки запропонованій конструкції верстата 48,49,50,51. використані при проектуванні і виготовленні Для фіксування оброблюваної деталі верстатів моделей СА - 6338 та СА - 6338М зверху служать (див. Фіг.3) притискачі 52,53, які виробництва ЧП «Рем сервіс» м. Глухів, мають вісі обертання 56,57 і з'єднані з Україна. приводом (на кресленні не зображені). Бібліографічні посилання. Верстат забезпечений станцією 1.Технічна документація АДК 7229-4271 СБ змащування 58, гідростанцією 59, засобами на верстат спеціальний фрезерний АДК 7229, керування електричними та гідравлічними сторінки 1,2 ГУП «Уралвагонзавод» РМЗ, 1998г. приводами, розміщеними на пульті керування 2. «Агрегатные станки и автоматические 60 і в шафі 61. линии», під ред. М.М. Бермана, вип.3, НИИ Верстат працює наступним чином. Информации по машиностроению, М., 1970г., Оброблювана деталь - бічна рама cтop.39-40. надресорної балки 31 при допомозі 3. Брон Л.С. «Автоматические линии и вантажопідіймального механізму (наприклад, агрегатные станки для серийного, цехового зводу) установлюється між крупносерийного и массового производства», напрямними 27,28,29,30 на попередньо НИИ Информации по машиностроению, М., виставлені по висоті упори 32,33. Потім з 1979г., cтop.40-47. пульта керування 59 вмикаються станція змащування 58 і гідростанція 59, подається команда на циліндр 45, при цьому шток 47 переміщує важіль 43 по годинниковій стрільці, при цьому тягло 41 переміщується вправо, тягло 42 переміщується вліво, переміщуючи нижні кінці важелів 37,38 назустріч один одному, а упори взаємодіючи з внутрішніми вертикальними площинами буксового прорізу центрують деталь на позиції обробки. Одночасно подовжувач 46 також взаємодіє з нижнім кінцем важеля 37, чим збільшується зусилля гідроциліндра 45 на центрувальні важелі. Після центрування деталі сигнал керування подається на привід упора 34, яким деталь фіксується в поперечному напрямку і на приводи важелів 54,55 які із первісного вертикального положення повертаються по годинникової стрілці і притискачами 52,53 фіксують її на упорах 32,33. Після цього вмикаються приводи 17,18,19, 20,21 обертання інструментів 22,23,24,25,26 і приводи 8,9,10 повільного переміщення столів 5, 6, 7, при цьому насадки 14, 15 переміщуються назустріч одна одній, оброблюючи бічні поверхні буксових прорізів, а насадка 16 переміщується перпендикулярно їм і обробляє внутрішні поверхні балочного отвору рами. Після закінчення обробки (в даному випадку фрезерування) вмикаються приводи 11, 12, 13 швидкого переміщення столів і інструмент відводиться в первісне положення, відводяться всі фіксуючі деталь елементи, вантажопідіймальним механізмом рама знімається з верстата і переміщується на послідуючі операції, а на її місце установлюється і закріплюється нова заготовка, після чого процес обробки повторюється згідно вищевикладеному без додаткового налагодження. Запропоновані технічні рішення дозволяють спростити конструкцію верстата 7 26713 8
ДивитисяДодаткова інформація
Назва патенту англійськоюSpecial machine tool for working of lateral frame of bogie bolster of freight cars
Автори англійськоюSyvokon Oleksandr Fedorovych, Minchenko Viacheslav Oleksiiovych, Tur Serhii Vasyliovych, Ottysko Fedir Fedorovych
Назва патенту російськоюСтанок специальный для обработки боковой рамы надрессорной балки грузовых вагонов
Автори російськоюСивоконь Александр Федорович, Минченко Вячеслав Алексеевич, Тур Сергей Васильевич, Оттиско Федор Федорович
МПК / Мітки
МПК: B23Q 3/06
Мітки: надресорної, вантажних, обробки, вагонів, балки, спеціальний, бічної, верстат, рами
Код посилання
<a href="https://ua.patents.su/4-26713-verstat-specialnijj-dlya-obrobki-bichno-rami-nadresorno-balki-vantazhnikh-vagoniv.html" target="_blank" rel="follow" title="База патентів України">Верстат спеціальний для обробки бічної рами надресорної балки вантажних вагонів</a>
Стенд для навантаження надресорної балки візка залізничного вантажного вагона тестовими навантаженнями
Номер патенту: 9187
Опубліковано: 15.09.2005
Автор: Антіпенко Юхим Ігорович
МПК: G01M 7/00
Мітки: навантаження, балки, навантаженнями, стенд, візка, вагона, тестовими, залізничного, надресорної, вантажного
Формула / Реферат:
1. Стенд для навантаження надресорних балок візка залізничного вантажного вагона тестовими навантаженнями, що включає раму з жорстко закріпленим рейковим шляхом, який відрізняється тим, що він оснащений порталом, виконаним у вигляді вертикального прямокутника з коробчастим перерізом з внутрішнім подовжнім прорізом, в нижній частині якого на нижній його поверхні поперек нього розміщений рейковий шлях, на якому з можливістю переміщення...
Пристрій для зняття, повороту і установки бічної рами візка вантажного вагона
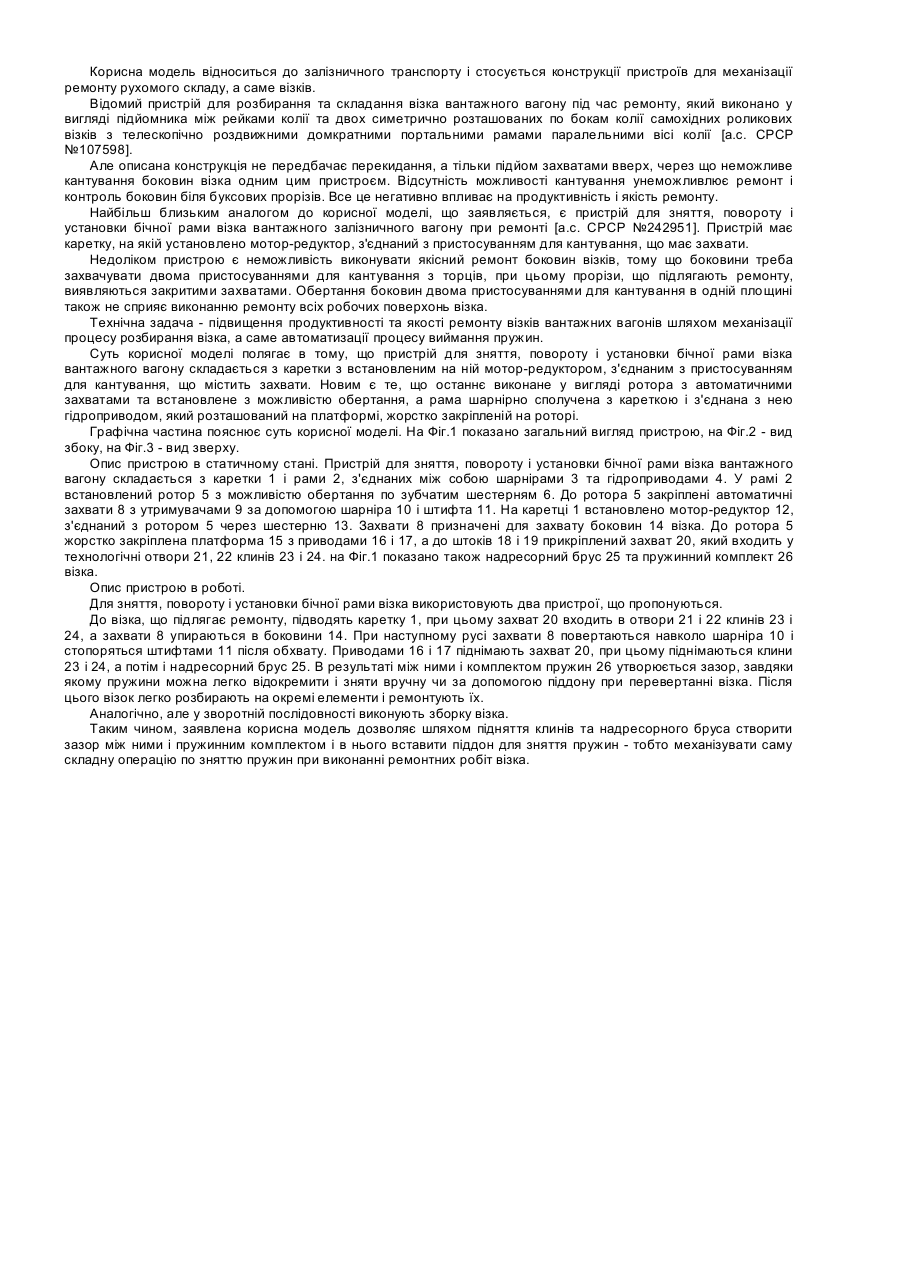
Номер патенту: 22410
Опубліковано: 25.04.2007
Автори: Свинухов Віктор Павлович, Жаковський Олександр Дмитрович, Шатунов Олександр Васильович, Смирнов Борис Миколайович, Колбун Віктор Вікторович
МПК: B61K 5/00
Мітки: бічної, візка, повороту, пристрій, рами, зняття, вагона, вантажного, установки
Формула / Реферат:
Пристрій для зняття, повороту і установки бічної рами візка вантажного вагона, який містить каретку з встановленим на ній мотор-редуктором, з'єднаним з пристосуванням для кантування, що має захвати, який відрізняється тим, що пристосування для кантування виконане у вигляді ротора з автоматичними захватами і встановлене з можливістю обертання, а рама шарнірно сполучена з кареткою і з'єднана з нею гідро- або пневмоприводом, розташованим на...
Вварена вставка похилої стінки надресорної балки

Номер патенту: 746
Опубліковано: 15.03.2001
Автори: Тісенков Валерій Володимирович, Ліпісій Віталій Іванович, Войтович Микола Іванович, Шинкаренко Станіслав Петрович, Войтенко Володимир Федорович, Гринюк Валерій Степанович, Кордунян Володимир Іванович
МПК: B23K 9/04, B22D 19/10
Мітки: вварена, похило, надресорної, балки, вставка, стінки
Формула / Реферат:
Вварена вставка похилої стінки надресорної балки у вигляді пластини із низьковуглецевої сталі, яка відрізняється тим, що вона обладнана наплавленим облицювальним шаром металу товщиною 5-7 мм із зносостійкої легованої сталі.
Візок двовісний для вантажних вагонів
Номер патенту: 76584
Опубліковано: 15.08.2006
Автори: Орлова Анна Міхайловна, Котенко Павло Миколайович, Чепурний Анатолій Данилович, Боронєнко Юрій Павловіч, Бубнов Валерій Михайлович, Аношін Грігорій Валєрьєвіч, Тусіков Євген Кіндратович, Рудакова Єкатєріна Алєксандровна, Сокирко Борис Миколайович, Дєржавєц Юрій Адольфовіч, Волков Валерій Андрійович, Васільєв Сєргєй Гєннадьєвіч
МПК: B61F 5/26, B61F 3/00, B61F 5/30
Мітки: візок, вагонів, вантажних, двовісний
Формула / Реферат:
1. Візок двовісний для вантажних вагонів, що містить надресорну балку, яка спирається кінцями на дві бічні рами через ресорне підвішування і підпружинені фрикційні клини вертикальних гасителів коливань і взаємодіє з вказаними підпружиненими фрикційними клинами через плоскі пружні накладки, розміщені на опорних похилих поверхнях фрикційних клинів, який відрізняється тим, що похилі взаємодіючі поверхні надресорної балки і клинів виконані у...
Верстат для заплітання петель вантажних канатів
Номер патенту: 77754
Опубліковано: 15.01.2007
Автори: Обоскалов Сергій Іванович, Ковальчук Олександр Миколайович
МПК: D07B 9/00, B66B 7/06, D07B 7/00
Мітки: вантажних, верстат, заплітання, петель, канатів
Формула / Реферат:
1. Верстат для заплітання петель вантажних канатів, що містить станину, притискачі і механізм розкручування каната, який відрізняється тим, що механізм розкручування каната оснащений шпинделем, робочий кінець якого виконаний у вигляді короба з можливістю взаємодії його з петлею і гаком каната, що заплітається, а другий кінець з'єднаний з редуктором і привідним електродвигуном, розташованими на одному з кінців станини, причому короб містить...
Попередній патент: Активатор-змішувач дисперсних сумішей
Наступний патент: Система холодильника з переглядом телебачення
Випадковий патент: Спосіб лікування хвороби вина "мишачий тон"