Спосіб дугового зварювання
Номер патенту: 14521
Опубліковано: 09.01.1997
Автори: Каховський Юрій Миколайович, Настенко Григорій Федорович, Фадєєва Галина Вікторівна, Пестов Валерій Аркадійович, Ющенко Костянтин Андрійович, Денісенко Алла Василівна, Авдєєва Олександра Кузьмівна
Формула / Реферат
Способ дуговой сварки двухфазных нержавеющих сталей, чувствительных к охрупчиванию под действием сварочного нагрева, работающих в агрессивных средах, осуществляемый коррозионно-стойкими сварочными материалами, отличающийся тем, что сварку производят в несколько слоев, причем, внутренний слой, являющийся несущим и несоприкасающийся с агрессивной средой, выполняют высокопрочными аустенитными материалами нелегированными молибденом, а сварку внешних слоев - аустенитно-ферритными коррозионностойкими материалами.
Текст
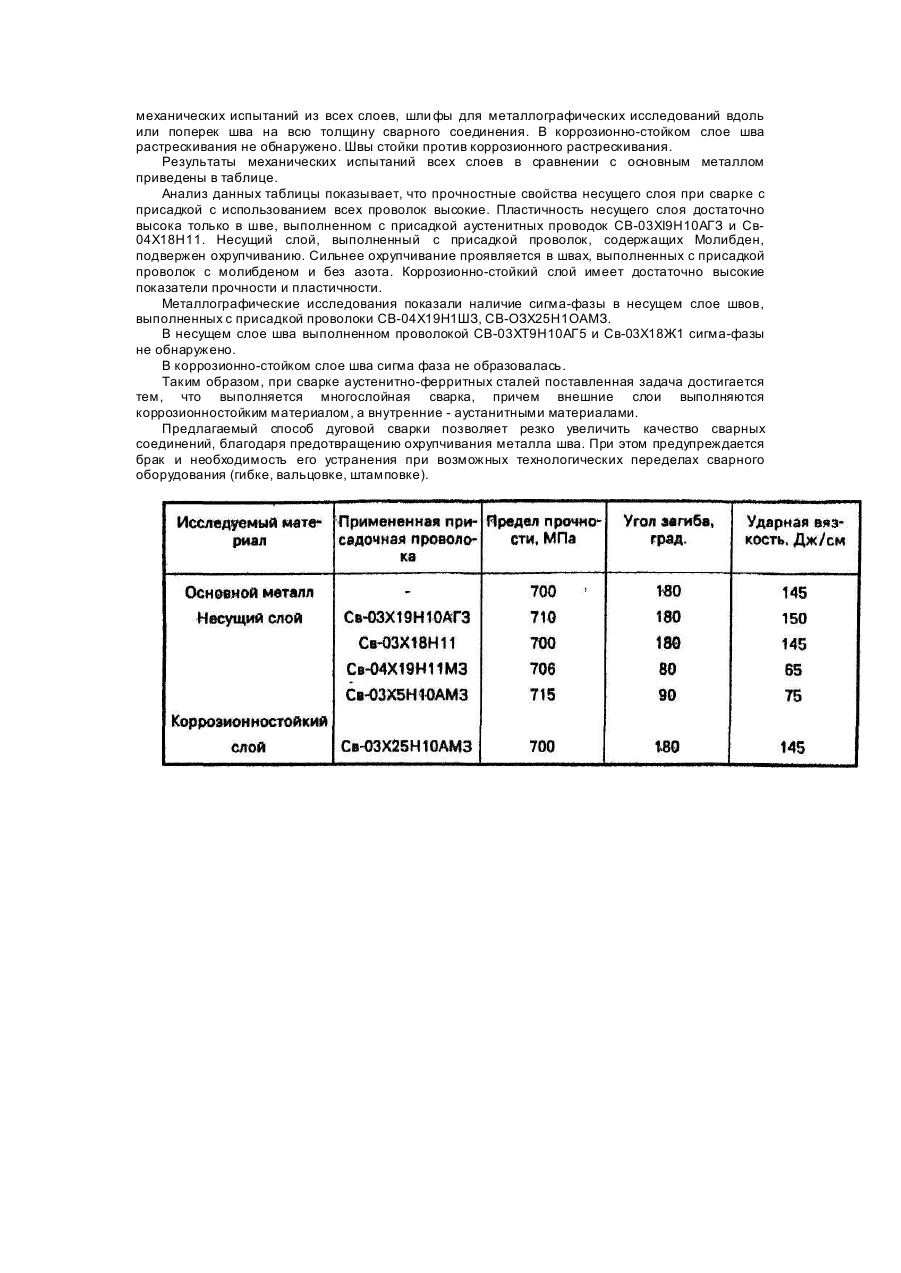
Предполагаемое изобретение относится к области сварки, в частности к способам дуговой сварки нержавеющих сталей аустенитно-ферритного класса и может быть использовано в химической, нефтехимической и други х отраслях промышленности при многослойной сварке конструкций повышенной (>12 мм) толщины, Основная трудность при многослойной сварке толстостенного образования из аустенитноферритных сталей - предупреждение охрупчивания металла шва из-за образования охрупчивающей сигма-фазы. Причем, по мере заполнения разделки наплавляемыми сварочными материалами склонность последующих слоев шва ксигматизации уменьшается, что объясняется более кратковременным пребыванием металла последующи х слоев в температурном интервале образования сигма-фазы (900-700°С). Известен способ дуговой сварки нержавеющих сталей близкий к предлагаемому по технической сущности, при котором сварку выполняют в несколько слоев, причем сварку внутренних слоев выполняют материалами способствующими получению высокой трещиностойхости (авт. св. № 791479). Недостатком данного способа является то, что опасность возникновения сигма-фазы при аустенитно-ферритной структуре шва (особенно содержащего молибден) сохраняется. А, если будут свариваться аустенитно-ферритные стали, даже еще больше возрастает, в силу развития межфазной химнеоднородности вообще, и по хрому, кремнию и молибдену, в частности. Вероятность сигматизации корневых швов особенно возрастает при сварке легированных молибденом супердуплексных сталей, нашедших в настоящее время широкое применение при изготовлении оборудования для нефтедобычи и нефтепереработки, так как обладают высокой стойкостью против коррозионного растрескивания в средах, содержащих сероводород. Известны также способы дуговой сварки аустенитно-ферритных сталей, заключающиеся в применении сварочных материалов аустенитно-ферритного класса (Каховский Н. И, Сварка высоколегированных сталей, "Те хника", 1975). Эти способы взяты за прототип. Применение при многослойной сварке материалов аустенитно-ферритного класса, обеспечивающих одинаковый или близкий ! фазовый состав щва в сравнении с основным металлом не гарантирует достаточно высокой пластичности и ударной вязкости шва, особенно при сварке стали значительных толщин. В этом случае корневые слои шва и близкие к корневому проявляют склонность и охрупчиванию из-за образования сигма-фазы, так как подвергаются многократному повторному нагреву. Основной задачей изобретения является усовершенствование известного способа сварки нержавеющих сталей применительно к толстолистовому металлу за счет применения многослойной сварки, и замены класса материала, которым сваривают внутренние слои, что обеспечивает получение литого металла шва не склонного к сигматизации, при этом повышается пластичность и ударная вязкость металла шва. Соблюдение этих условий обеспечивает в корневых проходах литсй металл шва с количеством феррйтной фазы в пределах 20-30% не склонный с сигматизации. Внешние слои шва выполняют аустенитно-ферритными материалами, обеспечивающими в первую очередь коррозионную стойкость. Сигматизации, которая влияет на коррозионную стойкость отрицательно, при этом не происходит из-за кратковременности действия температур, при которых образуется сигма-фаза. Правомерным применение двух видов сварочных материалов различных составов является следующее. Известно из практики эксплуатации толстостенного химического Оборудования, что ответственным за коррозионную стойкость его является поверхностный коррозионно-стойкий слой металла и соответственно металла шва, обращенный к . коррозионной среде, толщиной 210 мм, в зависимости от характера агрессивной среды и температуры эксплуатации. Остальные слои основного металла и соответственно метал шва являются несущими, обеспечивающими необходимую сопротивляемость сварной конструкции воздействию силового фактора {давлению нагрузкам). Таким образом, требования к поверхностным слоям металла шва одни, а к остальным слоям другие, несущие слои должны обладать равнопрочностью. и одинаковой пластичностью с основным металлом. Снижение пластичности здесь возможно из-за образования сигма фазы. Поверхностный корроэионностойкий слой должен обладать прежде всего требуемой коррозионной стойкостью. Вопрос о его сигматизации (охрупчивании) снимается, так как за короткое время пребывания их в температурном интервале 700-900°С, она не успевает возникнуть. Экспериментальная проверка предлагаемого способа сварки производилась при сварке 4-х стыков супердуплексной стали марки 03Х25Н7АМЗ толщиной 22 мм. Сварка производилась 6 V-образную разделку с притуплением кромок 2 мм и симметричным углом раскрытия кромок 55+5. Сварку несущего слоя выполняли в аргоне с присадкой и применением для каждого стыка проволок диаметром 2 мм за 4 прохода. Использовали проволоки Св-03Х19Н10АГ5, Св-04Х19Н11МЗ, Св-03Х18Н11, Св-03Х25Н10АМЗД. Сварку коррозионно-стойкого слоя всех соединений выполняли проволокой Св-03Х25Н10АМЗД диаметром 2 мм за 6 проходов. Из швов изготавливали образцы для механических и коррозионных испытаний и шлифы для металлографических исследований (на сигма-фазы). Коррозионные образцы подвергали испытаниям на коррозионное растрескивание по ГОСТ 26294-84 (метод 1). Для коррозионных испытаний образцы вырезали из коррозионностойкого слоя, для механических испытаний из всех слоев, шли фы для металлографических исследований вдоль или поперек шва на всю толщину сварного соединения. В коррозионно-стойком слое шва растрескивания не обнаружено. Швы стойки против коррозионного растрескивания. Результаты механических испытаний всех слоев в сравнении с основным металлом приведены в таблице. Анализ данных таблицы показывает, что прочностные свойства несущего слоя при сварке с присадкой с использованием всех проволок высокие. Пластичность несущего слоя достаточно высока только в шве, выполненном с присадкой аустенитных проводок СВ-03ХІ9Н10АГЗ и Св04Х18Н11. Несущий слой, выполненный с присадкой проволок, содержащих Молибден, подвержен охрупчиванию. Сильнее охрупчивание проявляется в швах, выполненных с присадкой проволок с молибденом и без азота. Коррозионно-стойкий слой имеет достаточно высокие показатели прочности и пластичности. Металлографические исследования показали наличие сигма-фазы в несущем слое швов, выполненных с присадкой проволоки СВ-04Х19Н1ШЗ, СВ-ОЗХ25Н1ОАМЗ. В несущем слое шва выполненном проволокой СВ-03ХТ9Н10АГ5 и Св-03Х18Ж1 сигма-фазы не обнаружено. В коррозионно-стойком слое шва сигма фаза не образовалась. Таким образом, при сварке аустенитно-ферритных сталей поставленная задача достигается тем, что выполняется многослойная сварка, причем внешние слои выполняются коррозионностойким материалом, а внутренние - аустанитными материалами. Предлагаемый способ дуговой сварки позволяет резко увеличить качество сварных соединений, благодаря предотвращению охрупчивания металла шва. При этом предупреждается брак и необходимость его устранения при возможных технологических переделах сварного оборудования (гибке, вальцовке, штамповке).
ДивитисяДодаткова інформація
Автори англійськоюYuschenko Kostiantyn Andriiovych, Kakhovskyi Yurii Mykolaiovych, Fadieieva Halyna Viktorivna
Автори російськоюЮщенко Константин Андреевич, Каховский Юрий Николаевич, Фадеева Галина Викторовна
МПК / Мітки
МПК: B23K 28/00, B23K 9/00
Мітки: спосіб, дугового, зварювання
Код посилання
<a href="https://ua.patents.su/2-14521-sposib-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання</a>
Спосіб дугового зварювання
Номер патенту: 6390
Опубліковано: 29.12.1994
Автор: Татаринов Вадим Сергійович
МПК: B23K 9/173
Мітки: дугового, спосіб, зварювання
Формула / Реферат:
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: сплавів, зварювання, дугового, спосіб, алюмінієвих
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового зварювання
Номер патенту: 6225
Опубліковано: 29.12.1994
Автор: Рибачук Анатолій Тарасович
МПК: B23K 9/08
Мітки: зварювання, дугового, спосіб
Формула / Реферат:
Способ дуговой сварки, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, отличающийся тем, что, с целью повышения качества толстолистовых соединений, квадрупольное магнитное поле создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля.
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Сердюк Ірина Василівна, Гутман Лія Миронівна, Сіріца Володимир Михайлович, Горбачов Василь Михайлович, Руденко Юрій Миколаєвич, Демченко Юрій Володимирович, Корнієнко Олег Леонідович, Масюков Валерій Вікторович, Покладій Вадим Ростиславович, Мосенкіс Юрій Григорович, Дворяшин Володимир Григорович, Поздняков Вадим Андрійович
МПК: B23K 9/173, B23K 9/14
Мітки: плавким, зварювання, дугового, таврових, з'єднань, спосіб, електродом
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: зварювання, електродом, плавиться, дугового, спосіб
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Попередній патент: Бульбокопач
Наступний патент: Порошкова суміш для відпалу молібдену і вольфраму
Випадковий патент: Спосіб контролю плавки в електродуговій печі