Спосіб виготовлення чавунної гальмівної колодки
Номер патенту: 17294
Опубліковано: 01.04.1997
Автори: Романюха Микола Олексійович, Гаврилюк Володимир Петрович, Лашко Анатолій Дмитрович, Найдек Володимир Леонтійович, Неїжко Іван Григорович
Формула / Реферат
Способ изготовления чугунной тормозной колодки, включающий плавку чугуна, изготовление формы, заливку формы чугуном и выбивку, отличающийся тем, что колодку выбивают из формы при ее температуре 950 - 800°C, охлаждают со скоростью более 1°C/с до температуры 650 - 590°C, далее замедленно охлаждают со скоростью не более 0,1°C / с до температуры 500 - 450°C/или выдерживают при температуре 500 - 450°C 0,5 - 2,0ч с последующим охлаждением на воздухе.
Текст
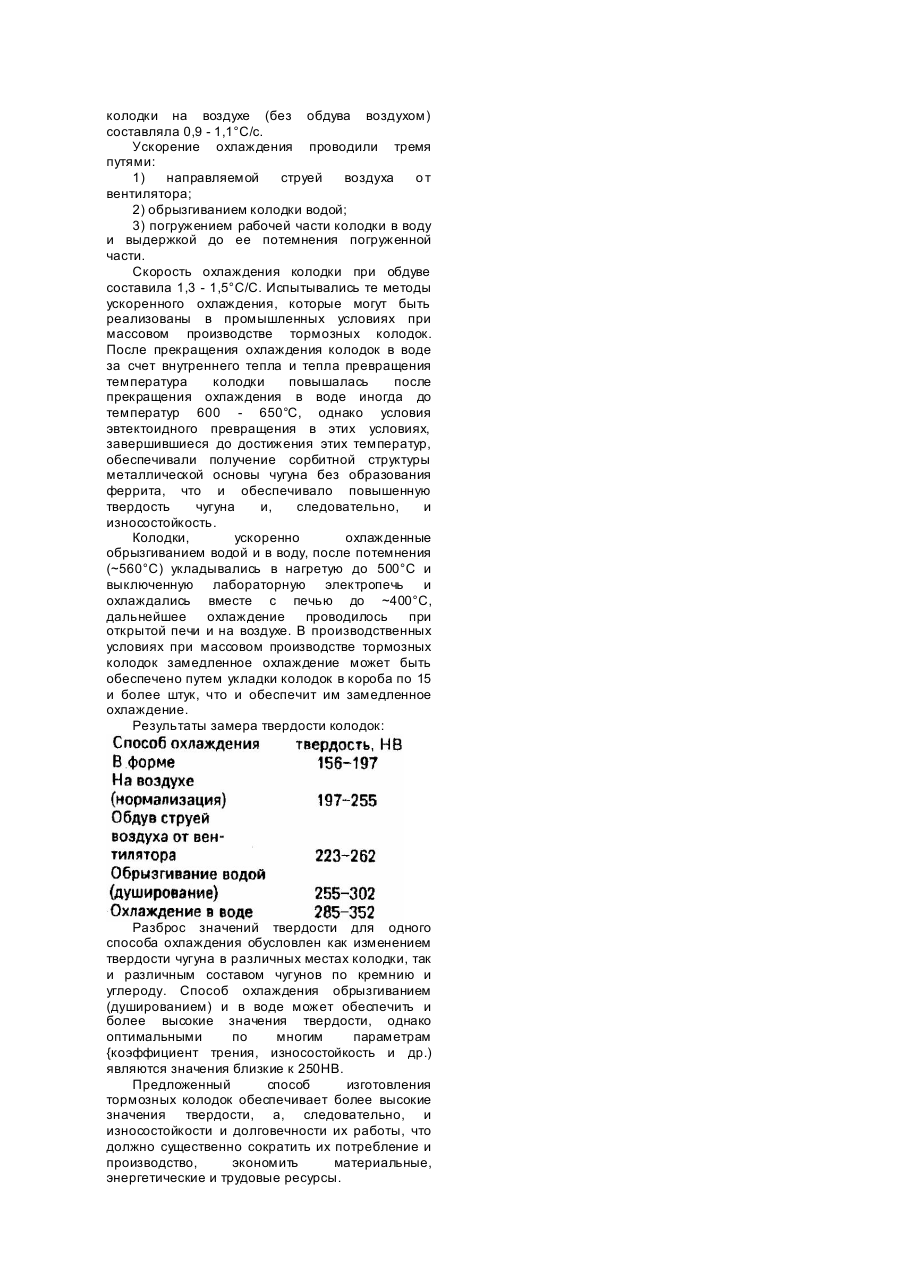
Изобретение относится к машиностроению и может быть использовано на железнодорожном транспорте для торможения подвижного состава железнодорожного транспорта. Известны способы изготовления чугунных тормозных колодок, отличающиеся между собой приемами формовки с используемыми чугунами, режимами термической обработки и др. (Патент Франции №2145607, кл. C21c11/0, №1775062, кл. C22c37/10, патент США №3767386, кл. C22c37/06, а.с. СССР №324278, кл. C 21o5/04, а.с. СССР 1275051, кл. C21 5/04). Сложности в изготовлении колодок и реализации многих предложенных способов обусловлены необходимостью изготовления объемного каркаса при использовании высокофосфористых чугунов (Патент США №3767386), проведения термической обработки (а.с. СССР №324278), строгого соблюдения химического состава чугуна по кремнию и углероду (а.с. СССР №1275051, патент Российской Федерации №2040361) и др. Недостатки этих способов изготовления тормозных колодок обусловили то, что в настоящее время наиболее распространенным способом изготовления чугунной тормозной колодки является изготовление колодки из серого чугуна, легированного фосфором, в основном, менее 0,7%, реже - 1,4% (фосфористые колодки). Этот способ изготовления является наиболее близким к заявляемому и он реализован при изготовлении колодок по ТУ32-ЦТВР-127 - 77 (прототип). Этот способ изготовления чугунных колодок включает в себя плавку чугуна (в основном в вагранке и реже в электропечах), изготовление песчаноглинистых форм с установленной спинкой-каркасом из листовой стали, заливку формы расплавом чугуна, выбивку отливок из форм при их температуре 750 - 500°C, обрубку и очистку. При плавке в вагранке, а также и в электропечах, содержание кремния и углерода в чугуне задается в таких количествах, что верхние и нижние пределы разнятся на 0,3 ... 0,5% и более. Рекомендации составов чугуна с меньшими различиями по содержанию этих элементов в большинстве случаев в производственных условиях не реализуемы. По этой причине для чугуна колодок, особенно при содержании фосфора менее 0,7%, характерен и существенный разброс по твердости, появление в структуре чугуна феррита (при верхнем уровне содержания кремния и углерода), снижение твердости до значений менее 197НВ, повышенный износ в условиях эксплуатации. Снижению твердости чугуна способствует и замедленная скорость охлаждения колодок в форме в районе температур эвтектоидного превращения (780 - 700°C) и прохождение второй стадии графитизации, образование феррита. Низкая износостойкость чугунных тормозных колодок, изготовленных этим способом, обуславливает их повышенный расход. Чугун тормозных колодок истирается в пыль на 75 80%. Количество чугуна тормозных колодок, истираемых в пыль на железных дорогах Украины, исчисляется десятками тысяч тонн, в Российской Федерации - сотни тысяч тонн. В основу изобретения поставлена задача создания способа изготовления чугунной тормозной колодки, в котором путем ускоренного охлаждения чугуна обеспечивается повышенная твердость и износостойкость колодки и за счет этого снижается расход колодок, значительно повышается экономия металла, энергетических и трудовы х ресурсов. Поставленная задача решается тем, что в способе изготовления чугунной тормозной колодки, содержащем плавку чугуна, изготовление формы, заливку расплава в форму, выбивку отливки согласно изобретению колодку выбивают из формы при ее температуре 950 - 800°C, охлаждают со скоростью более 1°C/с до температуры 650 - 500°C, далее замедленно охлаждают со скоростью не более 0,1°C/с до температуры 500 - 450°C или выдерживают притемпературе500 - 450°C 0,5 - 2ч с последующим охлаждением на воздухе. Ускоренное охлаждение чугуна от температуры 950 - 800°C до 650 - 500°C обеспечивает прохождение в чугуне эвтектоидного превращения без образования феррита (менее 2%), получение металлической основы со структурой высокодисперсного перлита повышенной твердости, а следовательно, в конечном итоге и более высокой твердости и износостойкости чугуна колодки. Замедленное охлаждение колодки от температуры 650 - 500°C до 500 - 450°C или выдержка при температуре 500 - 450°C не допускает формирования в отливке внутренних напряжений, могущих способствовать поломке колодок в период их эксплуатации. Пример осуществления. Чугун плавили в индукционной печи ИСТ-0,16. Формовали секционную тормозную колодку. Химический состав чугуна изменяли в пределах 1,0 - 1,5% по кремнию и 3,0 - 3,5% по углероду. Содержание марганца было в пределах 0,55 - 0,70%, фосфора - 0,2 - 0,4%. Плавку проводили порционно, т.е. после заливки части металла в формы в тигле проводилась подшихтовка для изменения химического состава чугуна, в основном, по кремнию для последующей разливки чугуна уже другого состава. При этом изменялся и состав чугуна по углероду, фосфору и марганцу. Из одного состава чугуна отливалось. две тормозные колодки, одна из которых выбивалась из формы при температуре 950 - 800°C, другая - при 700 500°C, т.е. при потемнении ее значительной части, как это проводится в соответствии с действующими технологиями, в том числе и способе-прототипе. Колодки, выбитые из формы при температуре чугуна колодки 950 - 800°C, охлаждались различным способом, целью которых было ускорить охлаждение, повысить твердость чугуна колодок. Скорость охлаждения колодки в форме определялась с помощью платинородий платиновой термопары, установленной в полость формы до заливки расплава и потенциометром, колодки, охлаждаемой после выбивки из формы по длительности остывания до потемнения колодки (~560°C) и соответствующему изменению температуры. Скорость охлаждения колодки в форме после кристаллизации чугуна до начала эвтектоидного превращения составляла ~0,3°C/с, при превращении в связи с выделением тепла она снижалась до 0,2 - 0,25°C/с. Скорость охлаждения колодки на воздухе (без обдува воздухом) составляла 0,9 - 1,1°C/с. Ускорение охлаждения проводили тремя путями: 1) направляемой струей воздуха от вентилятора; 2) обрызгиванием колодки водой; 3) погружением рабочей части колодки в воду и выдержкой до ее потемнения погруженной части. Скорость охлаждения колодки при обдуве составила 1,3 - 1,5°C/С. Испытывались те методы ускоренного охлаждения, которые могут быть реализованы в промышленных условиях при массовом производстве тормозных колодок. После прекращения охлаждения колодок в воде за счет внутреннего тепла и тепла превращения температура колодки повышалась после прекращения охлаждения в воде иногда до температур 600 - 650°C, однако условия эвтектоидного превращения в этих условиях, завершившиеся до достижения этих температур, обеспечивали получение сорбитной структуры металлической основы чугуна без образования феррита, что и обеспечивало повышенную твердость чугуна и, следовательно, и износостойкость. Колодки, ускоренно охлажденные обрызгиванием водой и в воду, после потемнения (~560°C) укладывались в нагретую до 500°C и выключенную лабораторную электропечь и охлаждались вместе с печью до ~400°C, дальнейшее охлаждение проводилось при открытой печи и на воздухе. В производственных условиях при массовом производстве тормозных колодок замедленное охлаждение может быть обеспечено путем укладки колодок в короба по 15 и более штук, что и обеспечит им замедленное охлаждение. Результаты замера твердости колодок: Разброс значений твердости для одного способа охлаждения обусловлен как изменением твердости чугуна в различных местах колодки, так и различным составом чугунов по кремнию и углероду. Способ охлаждения обрызгиванием (душированием) и в воде может обеспечить и более высокие значения твердости, однако оптимальными по многим параметрам {коэффициент трения, износостойкость и др.) являются значения близкие к 250НВ. Предложенный способ изготовления тормозных колодок обеспечивает более высокие значения твердости, а, следовательно, и износостойкости и долговечности их работы, что должно существенно сократить их потребление и производство, экономить материальные, энергетические и трудовые ресурсы.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making of cast-iron brake shoe
Автори англійськоюNaidek Volodymyr Leontiiovych, Lashko Anatolii Dmytrovych, Neizhko Ivan Hryhorovych, Havryliuk Volodymyr Petrovych, Romaniukha Mykola Oleksiiovych
Назва патенту російськоюСпособ изготовления чугунной тормозной колодки
Автори російськоюНайдек Владимир Леонтиевич, Лашко Анатолий Дмитриевич, Неижко Иван Григорьевич, Гаврилюк Владимир Петрович, Романюха Николай Алексеевич
МПК / Мітки
МПК: C21D 5/00
Мітки: виготовлення, чавунної, гальмівної, спосіб, колодки
Код посилання
<a href="https://ua.patents.su/2-17294-sposib-vigotovlennya-chavunno-galmivno-kolodki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення чавунної гальмівної колодки</a>
Пристрій для приклеювання покриття на гальмуючі колодки

Номер патенту: 210
Опубліковано: 30.04.1993
Автори: Черненко Людмила Петрівна, Пушкін Леонід Денисович, Коренкова Любов Володимірівна, Семененко Володимир Михайлович, Єлець Олег Анатолійович
МПК: B29C 63/00, B29C 65/48
Мітки: колодки, покриття, приклеювання, гальмуючі, пристрій
Текст:
...3 вновь перемещается к элементу новлен в направляющих 4 стола 1. Для 2, ползуны 7 и 8 сближаются, натяжеперемещения подвижного опорного элемента ние ленты 15 ослабляется, готовые колод3 имеется силовой цилинд 5 (пневматики снимаются с ползунов и передаются ческий), шток 6 которого связан с элеменна последующую обработку. том 3. На элементах 2 и 3 с возможУстройство обеспечивает стабильное сжаностью относительного перемещения в дитие...
Пристрій для контролю розмірів гальмуючої колодки з базовим отвором
Номер патенту: 211
Опубліковано: 30.04.1993
Автор: Руденко Станіслав Дорофійович
Мітки: базовим, гальмуючої, отвором, пристрій, колодки, розмірів, контролю
Формула / Реферат:
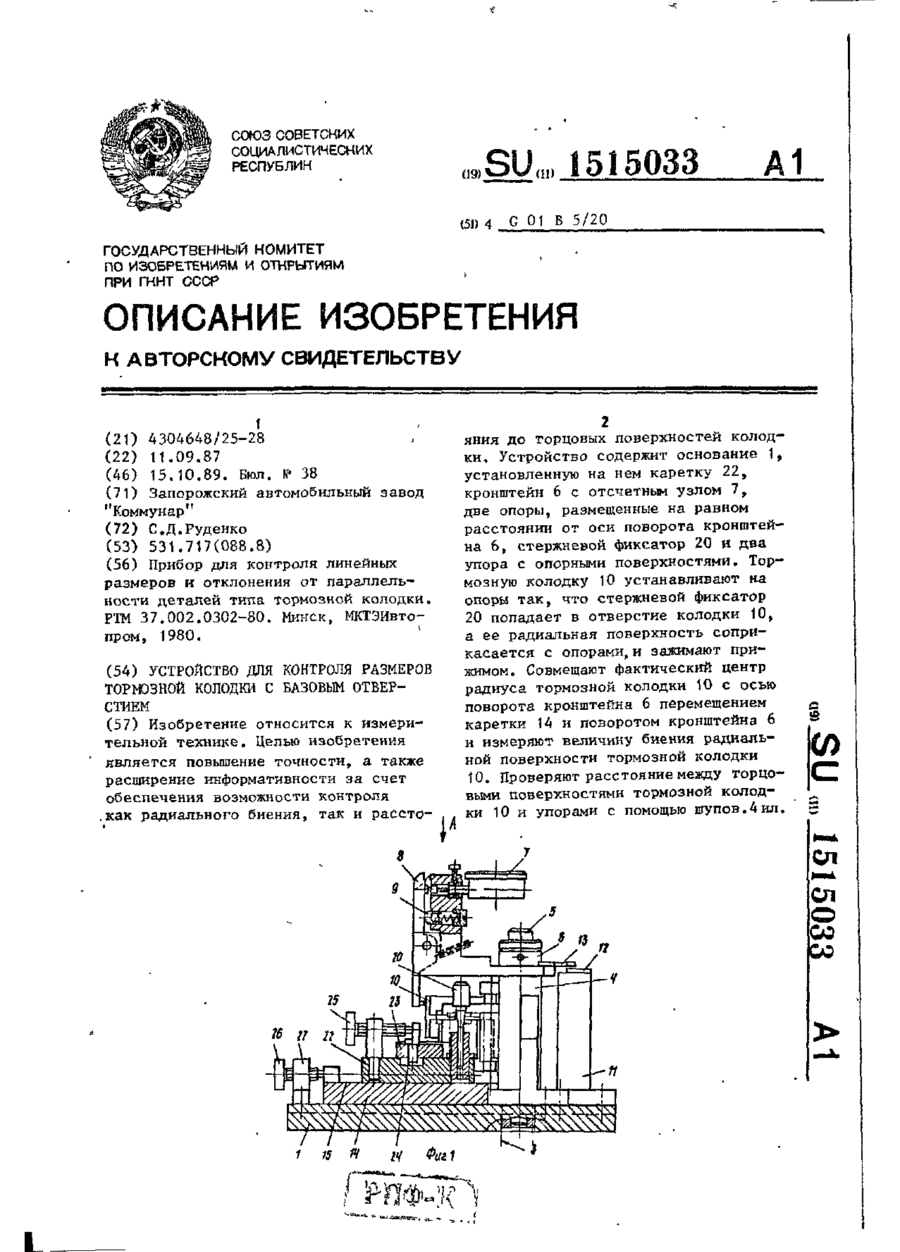
Устройство для контроля размеров тормозной колодки с базовым отверстием, содержащее основание и установленный на нем с возможностью поворота кронштейн с отсчетным узлом, отличающееся тем, что, с целью повышения точности, а также расширения информативности за счет обеспечения возможности контроля как радиального биения, так и расстояния до торцовых поверхностей колодки, оно снабжено установленной на основании с возможностью перемещения...
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Матвіенко Володимир Олександрович, Невідомський Володимир Олексійович, Зубанов Віталій Тимофійович, Ермаков Віктор Васильович, Вагін Віктор Васильович, Кілесо Віктор Володимирович, Урчукін Віктор Григорович
МПК: B28B 1/00
Мітки: розплавів, спосіб, силікатних, виробів, виготовлення
Формула / Реферат:
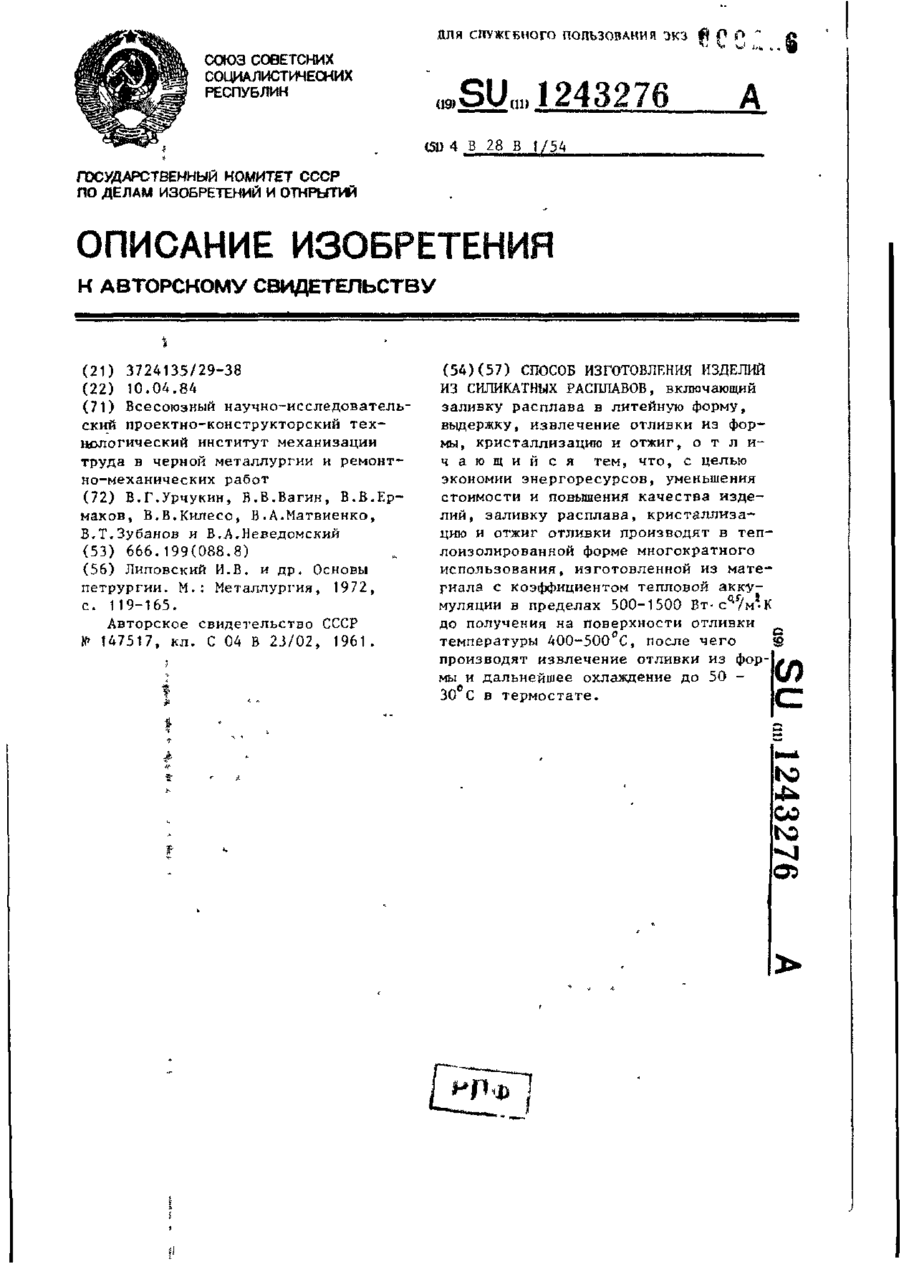
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Спосіб виготовлення порошку зі сплавів на залізнокелевій основі
Номер патенту: 12187
Опубліковано: 25.12.1996
Автори: Бондар Володимир Йосипович, Данільченко Віталій Юхимович
МПК: B22F 9/04
Мітки: основі, залізнокелевій, виготовлення, сплавів, спосіб, порошку
Формула / Реферат:
Способ изготовления порошка из сплавов на железоникелевой основе, включающий предварительное охрупчивание сплава путем термообработки и измельчение методом ударного воздействия, отличающийся тем, что, с целью повышения эффективности измельчения, термообработку осуществляют путем многократного охлаждения ниже точки начала прямого мартенситного g ® a - превращения со скоростью более 2 град/с и нагрева выше точки конца обратного a ® g -...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Черненко Валерій Тарасович, Костюченко Михайло Іванович, Нечепоренко Анатолій Петрович, Івченко Олександр Васильович, Гунькін Ігор Олександрович, Кокшаров Олександр Миколайович, Нечепоренко Володимир Андрійович, Худик Валер'ян Тарасович
Мітки: виготовлення, термічно-зміцненого, низьколегованої, спосіб, прокату, сталі, низьковуглецевої
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Попередній патент: Спосіб виробництва профілактичних зернових продуктів
Наступний патент: Склад травильного розчину для мідних і латунних виробів
Випадковий патент: Одночерв'ячна машина для переробки полімерних матеріалів