Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Трофімов Віталій Олександрович, Піховкін Микола Миколайович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Лівшиц Леонід Аркадійович, Клочков Володимир Васильович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Качан Олександр Михайлович, Фішкін Ісаак Борисович
Формула / Реферат
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением
DSI=m[0,05(6-h)+0,1 (6-n)].
начало установки нажимных винтов на необходимый зазор между валками выполняют при достижении конца полосы отметки фотоэлектрического датчика в соответствии с выражением
после выхода переднего конца из последней клети чистовой группы нажимные винты поднимают в каждой клети на величины DSI, продолжают процесс прокатки в установившемся процессе при номинальном растворе валков, а после выхода заднего конца полосы из последней клети чистовой группы нажимные винты выставляют на величины ΔSI для приема переднего конца последующей полосы, где h - толщина готовой полосы мм; n - номер клети чистовой группы; H1 и h1 - толщина полосы до и после клети 1, мм; v1 - скорость полосы после клети 1, мм/с; vн - скорость вертикального перемещения нажимных винтов в клети 1, мм/с; m - коэффициент, учитывающий различие температур металла на переднем и заднем концах полосы и влияние на толщину концов (для переднего конца – m=0,70; для заднего конца – m=1).
Текст
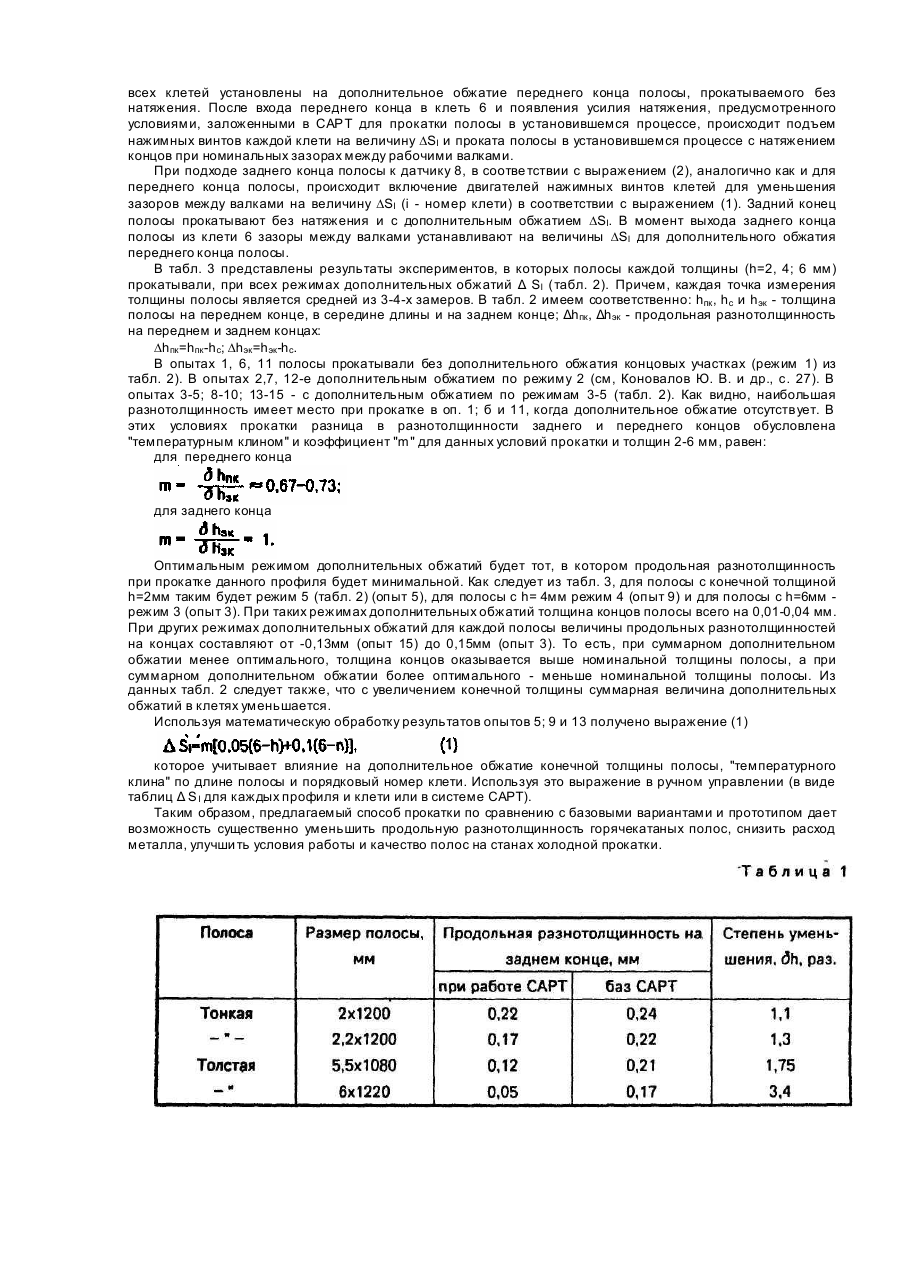
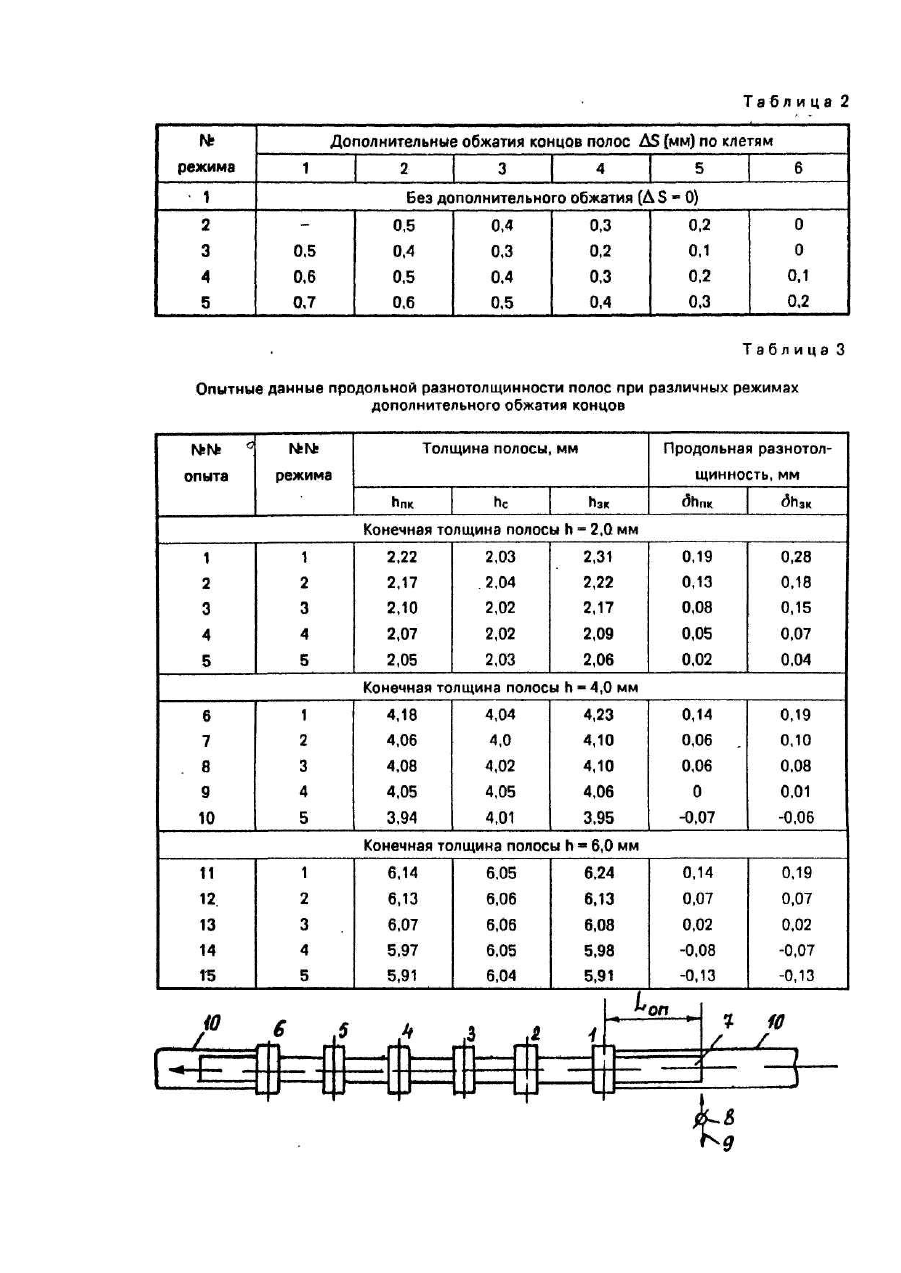
Изобретение относится к листопрокатному производству в частности к горячей прокатке полос на непрерывном широкополосном стане (НШПС). Одной из проблем горячей прокатки полос на широкополосовых станах является продольная разнотолщинность готовых полос. На известных НШПС продольная разнотолщинность полос (разница в толщине между участком полосы на концах и в середине длины) составляет 0,1-0,3 мм, а иногда и более. Продольная разнотолщинность полосы обусловлена в основном двумя факторами: отсутствием натяжения полосы в период прокатки концевых участков и снижением температуры полосы по длине во время прокатки. Наличие продольной разнотолщинности снижает точность полос, вызывает увеличение расхода металла, ухудшает условиях де формации металла при холодной прокатке. Известен способ горячей прокатки полос, включающий неравномерную деформацию концевых участков по длине раската при номинальных растворах валков, в котором с целью экономии металла путем снижения продольной разнотолщинности полос, суммарную относительную деформацию концевых частей производят в пределах 1,25-13,2% от исходной толщины раската (авт. св. СССР, №1322549, кл. В 21 В 1/22, 1985. Способ горячей прокатки полос). В этом способе экспериментальные исследования выполнены при одинаковых толщинах раската и готовой полосы, а величина дополнительного обжатия заднего конца полосы обусловлена фактически различными межклетевыми натяжениями полосы, величины которых трудно контролируемые в промышленных условиях НШПС. По этой причине не представляется возможным назначать рациональные дополнительные обжатия заднего конца полосы по клетям чистовой группы стана и, следовательно, данный способ не обеспечивает эффективного снижения продольной разнотолщинности полосы. Известен способ прокатки полос, в котором на основании выполненных исследований рекомендованы перемещения нажимных винтов по клетям НШПС 1700 Карагандинского меткомбината при работе САРТ в режиме дополнительных обжатий задних концов полос по жесткой программе в зависимости от толщины раската в каждой клети чистовой группы и в зависимости от конечной толщины полосы после шестой клети чистовой группы. В предлагаемом способе максимальные дополнительные обжатия задних концов предусмотрены в клети 1(DS=1,0-1,1 мм), а минимальные в клети – ΔS=0,4-0,7мм (Коновалов Ю. В. и др. Повышение точности листовой прокатки. М., Металлургия, 1978, с. 40, табл. 11). Предложенные дополнительные обжатия задних концов (перемещения нажимных винтов по продуктиметрам клетей) относятся к конкретному НШПС 1700, т. е. для конкретных размеров и температур слябов, величин обжатий полосы и сил прокатки в каждой клети, режима межклетевых натяжений полос в установившемся процессе, модулей жесткостей клетей, скоростей прокатки, В связи с этим предложенный в данной работе режим дополнительных обжатий задних концов полос не может быть использован в условиях другого НШПС, так как не обеспечивает эффективного снижения продольной разнотолщинности. Наиболее близким к предлагаемому является способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками (Коновалов Ю. В. и др. Повышение точности листовой прокатки. М., Ме таллургия, 1978, с. 27). Автоматическое регулирование толщины полосы осуществляли системами управления электроприводами нажимных винтов. Так, в период проведения исследований на НШПС 1680 горячей прокатки перемещения нажимных винтов при дополнительном обжатии задних концов по жесткой программе составили по клетям чистовой группы (меткомбинат "Запорожсталь"): где DS - дополнительное перемещение нажимных винтов при прокатке задних концов по сравнению с положением их при номинальном растворе валков на основной длине полосы. Установку необходимого зазора между валками в клетях 2-5, т. е. для разной толщины раската, перед входом заднего конца в первую клеть чистовой группы стана выполняли нажимными устройствами при использовании системы автоматического регулирования толщины (САРТ) полосы. Недостатком данного способа является применение жесткой программы дополнительного обжатия задних концов, которая не зависит от толщины готовой полосы и это снижает эффективность воздействия на продольную разнотолщинность. Действительно, при прокатке тонкой полосы продольная разнотолщинность δ h снижается всего в 1,1-1,3 раза, тогда как при прокатке сравнительно толстой полосы при использовании САРТ продольная разнотолщинность δ h снижается в 1,75-3,4 раза (табл. 1). Таким образом, данный способ прокатки на НШПС 1680 не обеспечивает эффективного снижения продольной разнотолщинности на всем сортаменте прокатываемых полос. Задачей изобретения является усовершенствование способа горячей прокатки полос путем применения дополнительного обжатия концевых участков в зависимости от толщины готовой полосы, что обеспечивает выравнивание толщины по длине рулона, а следовательно позволяет получить экономию металла. Решение задачи обеспечивается тем, что в способе горячей прокатки полос, включающем прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов и уменьшения зазора между рабочими валками, дополнительное обжатие концов полос в зависимости от толщины готовой полосы выполняют в соответствии с выражением начало установки нажимных винтов на необходимый зазор между валками выполняют при достижении конца полосы отметки фотоэлектрического датчика в соответствии с выражением. после выхода переднего конца из последней клети чистовой группы нажимные винты поднимают в каждой клети на величины ΔSI, продолжают процесс прокатки в установившемся при номинальном растворе валков, а после выхода заднего конца полосы из последней клети чистовой группы нажимные винты выставляют на величины Δ SI для приема переднего конца последующей полосы, где h - толщина готовой полосы, мм; n - номер клети чистовой группы; HI и hI - толщина полосы до и после клети 1, мм; ν1 - скорость полосы после клети 1, мм/с; vн -скорость вертикального перемещения нажимных винтов в клети 1, мм/с; m коэффициент, учитывающий различие температур переднего и заднего концов {для переднего конца – m=0,70; для заднего конца – m=1). Пределы изменения дополнительных обжатий ΔS в зависимости от толщины готовой полосы получены экспериментальным путем в чистовой группе НШПС 1680 горячей прокатки меткомбината "Запорожсталь" (чертеж). На чертеже представлены 1-6-четырехвалковые клети чистовой группы, в которых прокатывается полоса 7; задний конец полосы Lk фиксируется передвижным фотоэлектрическим датчиком 8, данные из которого передаются по каналу 9 в одну из известных систем САРТ полосы (Коновалов Ю. В. и др. Повышение точности листовой прокатки. М., Металлургия, 1978, с. 34, рис. 8). Полоса к чистовой группе подается по рольгангу 10. Чистовая группа НШПС 1680 имеет шесть клетей с диаметрами рабочих валков Dp=610мм и опорных Dоп=1240 мм. Окружные скорости рабочих валков в клети 6 в зависимости от толщины полосы находятся в пределах 6-9, м/с. Толщина прокатываемых полос h=2-7 м/с, а ширина В=1000-1500 мм. Полосы прокатывают из слябов массой G=11,0-15,0 т. При выполнении дополнительных обжатий концов полос вертикальная скорость перемещения нажимных винтов, следовательно, рабочих валков равна vн=0,13 мм/с. Исследования, с целью определения рациональных дополнительных обжатий концов, выполнены на НШПС 1680 при прокатке полос толщиной h=2; 4 и 6мм и шириной В=1150-1300 мм. Материал полос из стали марок 08пс; 1пс; 25пс. В процессе прокатки полос эффективность дополнительных обжатий передних и задних концов оценивали путем измерения толщин листов после резки рулона на переднем конце, в середине и на заднем конце с точностью 0,01 мм. Каждую опытную полосу прокатывали с дополнительными обжатиями концов (по продуктиметру), указанными в табл. 1, и без дополнительного обжатия. Кроме того, толщина заднего конца по сравнению с передним увеличивается вследствие меньшей температуры металла на заднем конце полосы, так называемый "температурный клин". Снижение температуры металла составляет 40-70°С, а увеличение толщины полосы по этой причине составляет 0,050,08 мм. Меньшие величины соответствуют сравнительно толстым полосам (5,5-6 мм), а большие - тонким полосам (2 мм) с большей длиной в готовом виде. Для эффективного уменьшения толщины концевых участков полос необходимые зазоры между валками в клетях для обжатия концевых участков должны быть установлены в исходное положение еще до входа концевой части полосы в клеть 1 (чертеж). То есть, пока передний или задний концы полосы пройдут участок Lоп (чертеж), зазоры между валками должны принять исходные параметры с уче том дополнительного обжатия ΔS (по продуктиметру). Длина участка полосы Lоп определяется из условия, что объем металла, находящегося на участке Lоп должен полностью заполнить участок стана между клетями 1 и 6. Определение длины Lоп выполним из условия где μ1 - коэффициент вытяжки металла в клети 1; Lоп - оптимальная длина конца полосы, мм; v1 - скорость полосы на выходе из клети, мм/с; DS1 - максимальное дополнительное обжатие (как показано в клети 1), мм; vн - скорость вертикального перемещения нажимных винтов, мм/с. Из выражения (3) получим (мм) где H1 и h1 - толщины полосы до и после клети 1, мм. Если при прокатке полосы фактическая длина заднего конца будет меньше, чем длина L оп (Lк Lоп, то отработка расстояния ΔS1 нажимными винтами произойдет заблаговременном это, также как и при L k= Lоп, обеспечит получение заднего конца без разнотолщинности. Таким образом, при прокатке заднего конца полосы установка нажимных винтов в клети 1 на DS1 должна быть выполнена при условии L оп £Lk. Перед входом в клеть 1 переднего конца полосы валки должны быть уже установлены в исходное положение и поэтому включение двигателей нажимных винтов на их вертикальное перемещение происходит в момент совпадения его с фотоэлектрическим датчиком 8, находящимся на расстоянии Lоп от оси клети 1, но не позже. Поэтому и в этом варианте имеем оптимальное соотношение Lоп £ Lk (6 данном случае Lk - длина переднего конца полосы, находящегося перед клетью 1). Способ прокатки осуществляли следующим образом. Из черновой группы клетей (Сафьян Μ. Μ. Прокатка широкополосной стали. М., Металлургия, 1969, с. 55, рис. 21) полосу подают к чистовой группе (чертеж), состоящей из шести клетей кварта. При подходе переднего конца полосы 7 к фотоэлектрическому датчику 8, в соответствии с выражением (2), возникает сигнал на включение двигателей нажимных устройств клетей 1-6. который передается каналом 9 в известную подсистему САРТ управления двигателями нажимных винтов для уменьшения зазора между валками на величины DS1- DS6 в соответствии с выражением (1) (индексы у величин DS1 показывают номера клетей). В момент входа переднего конца в клеть 1 зазоры между валками всех клетей установлены на дополнительное обжатие переднего конца полосы, прокатываемого без натяжения. После входа переднего конца в клеть 6 и появления усилия натяжения, предусмотренного условиями, заложенными в САРТ для прокатки полосы в установившемся процессе, происходит подъем нажимных винтов каждой клети на величину DSI и проката полосы в установившемся процессе с натяжением концов при номинальных зазорах между рабочими валками. При подходе заднего конца полосы к датчику 8, в соотве тствии с выражением (2), аналогично как и для переднего конца полосы, происходит включение двигателей нажимных винтов клетей для уменьшения зазоров между валками на величину DSI (і - номер клети) в соответствии с выражением (1). Задний конец полосы прокатывают без натяжения и с дополнительным обжатием DSI. В момент выхода заднего конца полосы из клети 6 зазоры между валками устанавливают на величины DSI для дополнительного обжатия переднего конца полосы. В табл. 3 представлены результаты экспериментов, в которых полосы каждой толщины (h=2, 4; 6 мм) прокатывали, при всех режимах дополнительных обжатий Δ SI (табл. 2). Причем, каждая точка измерения толщины полосы является средней из 3-4-х замеров. В табл. 2 имеем соответственно: hпк , hc и hэк - толщина полосы на переднем конце, в середине длины и на заднем конце; Δhпк , Δhэк - продольная разнотолщинность на переднем и заднем концах: Dhпк =hпк -hc; Dhэк =hэк -hс. В опытах 1, 6, 11 полосы прокатывали без дополнительного обжатия концовых участках (режим 1) из табл. 2). В опытах 2,7, 12-е дополнительным обжатием по режиму 2 (см, Коновалов Ю. В. и др., с. 27). В опытах 3-5; 8-10; 13-15 - с дополнительным обжатием по режимам 3-5 (табл. 2). Как видно, наибольшая разнотолщинность имеет место при прокатке в оп. 1; б и 11, когда дополнительное обжатие отсутствует. В этих условиях прокатки разница в разнотолщинности заднего и переднего концов обусловлена "температурным клином" и коэффициент "m" для данных условий прокатки и толщин 2-6 мм, равен: для переднего конца для заднего конца Оптимальным режимом дополнительных обжатий будет тот, в котором продольная разнотолщинность при прокатке данного профиля будет минимальной. Как следует из табл. 3, для полосы с конечной толщиной h=2мм таким будет режим 5 (табл. 2) (опыт 5), для полосы с h= 4мм режим 4 (опыт 9) и для полосы с h=6мм режим 3 (опыт 3). При таких режимах дополнительных обжатий толщина концов полосы всего на 0,01-0,04 мм. При других режимах дополнительных обжатий для каждой полосы величины продольных разнотолщинностей на концах составляют от -0,13мм (опыт 15) до 0,15мм (опыт 3). То есть, при суммарном дополнительном обжатии менее оптимального, толщина концов оказывается выше номинальной толщины полосы, а при суммарном дополнительном обжатии более оптимального - меньше номинальной толщины полосы. Из данных табл. 2 следует также, что с увеличением конечной толщины суммарная величина дополнительных обжатий в клетях уменьшается. Используя математическую обработку результатов опытов 5; 9 и 13 получено выражение (1) которое учитывает влияние на дополнительное обжатие конечной толщины полосы, "температурного клина" по длине полосы и порядковый номер клети. Используя это выражение в ручном управлении (в виде таблиц Δ S I для каждых профиля и клети или в системе САРТ). Таким образом, предлагаемый способ прокатки по сравнению с базовыми вариантами и прототипом дает возможность существенно уменьшить продольную разнотолщинность горячекатаных полос, снизить расход металла, улучши ть условия работы и качество полос на станах холодной прокатки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling of strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Shtekhno Oleh Mykolaiovych, Pinchuk Vitalii Iosyfovych, Fishkin Isaak Borysovych, Trofymov Vitalii Oleksandrovych, Movshovych Vilord Solomonovych, Kachan Oleksandr Mykhailovych, Tylyk Vasyl Trokhymovych, Livshyts Leonid Arkadiiovych, Pikhovkyn Mykola Mykolaiovych, Klochkov Volodymyr Vasyliovych, Vasyl’iev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ горячей прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Штехно Олег Николаевич, Пинчук Виталий Иосифович, Фишкин Исаак Борисович, Трофимов Виталий Александрович, Мовшович Вилорд Соломонович, Качан Александр Михайлович, Тылык Василий Трофимович, Лившиц Леонид Аркадиевич, Пиховкин Николай Николаевич, Клочков Владимир Васильевич, Васильев Александр Геннадиевич
МПК / Мітки
МПК: B21B 1/22
Мітки: штаб, прокатки, гарячої, спосіб
Код посилання
<a href="https://ua.patents.su/4-17820-sposib-garyacho-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки штаб</a>
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Романіко Сергій Павлович, Пилипенко Сергій Степанович, Васильєв Олександр Геннадійович, Волков Ігор Анатольєвич, Ніколаєв Віктор Олександрович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Герасименко Володимир Петрович, Коросташевський Володимир Павлович, Ісіров Дмитро Іванович, Пефтієв Володимир Михайлович, Коросташевський Павло Володимирович, Бойко Володимир Семенович, Ірха Віктор Миколаєвич
МПК: C02F 1/00, B01D 21/00
Мітки: клітей, прокатки, стану, очистки, ділянки, гарячої, спосіб, стічних, групи, збору, чистової, безперервного, вод
Формула / Реферат:
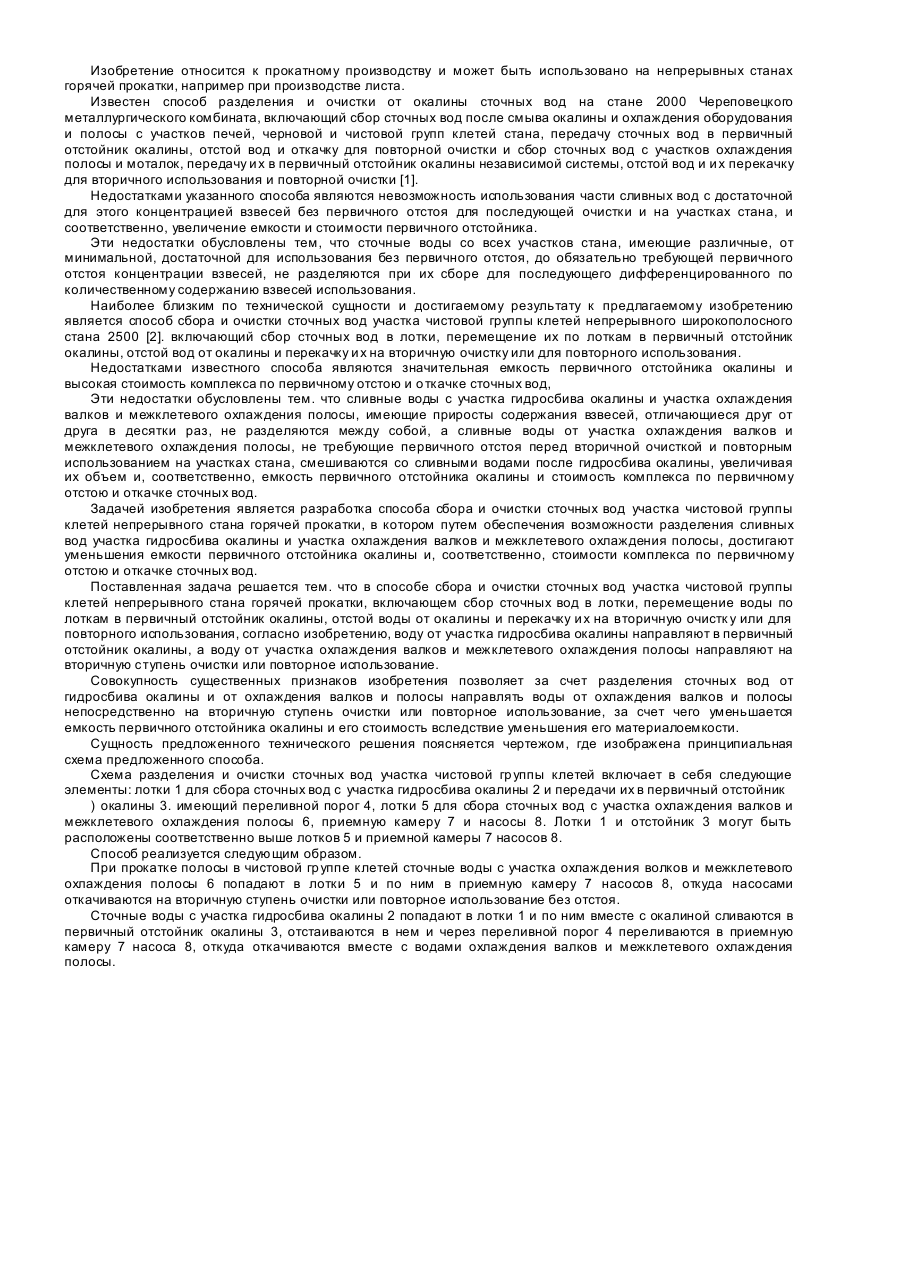
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Ємченко Андрій Валентинович, Савіцкий Сергій Георгійович, Байков Євген Вікторович, Маншилін Олександр Гейнійович, Нікітенко Євген Миколайович, Закарлюка Сергій Володимирович, Лабецький Андрій Володимирович
МПК: B21B 37/78
Формула / Реферат:
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Курандо Ігор Григорович, Добровольський Владислав Борисович, Ющевський Віктор Карлович, Афанасьєв Сергій Іванович, Филонов Юрій Всеволодович, Коваленко Віктор Федорович, Єремєєв Віктор Іванович, Сапригін Хразален Михайлович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: стані, прокатування, стрічок, холодного, реверсивному, спосіб, рулонах
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Попередній патент: Спосіб очищення грунту і води від нафти і нафтопродуктів
Наступний патент: Спосіб годівлі курчат
Випадковий патент: Вентиль пневматичної шини