Спосіб виготовлення труб
Номер патенту: 18947
Опубліковано: 25.12.1997
Автори: Коржов Микола Микитович, Стасовський Юрій Миколайович
Формула / Реферат
Способ изготовления труб, согласно которому в качестве заготовки используют гильзу снаряда, отличающийся тем, что в центре донной части гильзы выполняют технологическое отверстие и срезают бурт ее фланца, после чего осуществляют многократное волочение гильзы на подвижной ступенчатой оправке, носок которой имеет конический рабочий участок, причем носок оправки перед каждым проходом волочения вводят в технологическое отверстие в центре донной части гильзы, а последующую деформацию гильзы на готовый размер осуществляют волочением без оправки с захватом на остаток донной части гильзы, после чего его отрезают.
Текст
Изобретение относится к обработке металлов давлением, в частности к изготовлению трубчатых полуфабрикатов широкой номенклатуры из латунных сплавов, преимущественно труб из гильз снарядов. Известен способ изготовления труб, согласно которому в качестве заготовки используют гильзу снаряда. Гильзу снаряда подвергают переплаву и получают непрерывнолитую цилиндрическую полую заготовку, которую правят, а . затем обрабатывают резанием ее наружную и внутреннюю поверхности [Отчет УкрНИИМет по НИР "Исследование и разработка параметров технологии получения труб и полосы из металла ВПК", с.23, № гос.регистрации 0193И 004268, инв. № 03Э4И000198]. При использовании данного способа при переплаве гильзы снаряда, из-за угара металла, а так же при последующей механической обработке поверхности непрерывно-литой полой заготовки резанием имеет место большая потеря цветного металла. Кроме того, энергоемкость и трубоемкость данного способа велика из-за необходимости переплава гильзы. Задача изобретения заключается в разработке способа изготовления труб, обеспечивающего снижение потерь цветного металла при изготовлении труб из гильз снарядов. Эта задача решена тем, что в способе, по которому в качестве заготовки используют гильзу снаряда, согласно изобретению, в центре донной части гильзы выполняют технологическое отверстие и срезают бурт ее фланца, после чего осуществляют многопроходное волочение гильзы на подвижной ступенчатой оправке, носок которой имеет конический рабочий участок, причем носок оправки перед каждым проходом волочения вводят в технологическое отверстие в центре донной части гильзы, а последующую деформацию гильзы на готовый размер осуществляют волочением без оправки с захватом за остаток донной части гильзы, после чего его отрезают. Отличием предложенного способа от прототипа является замена переплава гильзы на многоцикличную обработку давлением по указанной схеме, оканчивающейся отрезанием остатка донной части гильзы взамен обработки резанием всей поверхности полой заготовки. Техническим результатом от использования предлагаемого способа является снижение потерь цветного металла при изготовлении труб из гильз снарядов. Действительно, при переплаве, имеющем место по прототипу безвозвратно теряется 8-10% цветного металла в виде угара и при механической обработке резанием всей поверхности непрерывнолитой полой заготовки до 15-20% в виде стружки. При изготовлении труб предлагаемым способом, благодаря формоизменению гильзы посредством многократного волочения на подвижной ступенчатой оправке, носок которой имеет специальный рабочий участок, входящий в технологическое отверстие, выполненное в донной части гильзы, дно гильзы овализуется, вытягивается и при каждом проходе волочения постепенно переходит в стенку трубы. При этом потери металла наблюдаются только при отрезании не претерпевшего изменения остатка донной части гильзы, что составляет приблизительно от 5 до 8% массы гильзы, в зависимости от конечного диаметра готовой трубы. На фиг.1 изображено продольное сечение гильзы снаряда, используемой в качестве заготовки при изготовлении труб, где 1 - корпус гильзы, 2 - донная часть гильзы, 3 -бурт фланца гильзы, 4 - сосок под взрыватель. На фиг.2 изображена гильза после выполнения в донной части 2 гильзы технологического отверстия 5 и срезания бурта фланца 3. На фиг.3-4 показана схема осуществления многопроходного волочения гильзы на подвижной ступенчатой оправке; на фиг. 5 -схема деформации гильзы на готовый размер волочением без оправки. Предлагаемый способ изготовления труб осуществляется следующим образом. В центре донной части 2 гильзы 1 выполняют технологическое отверстие 5 путем рассверливания резьбового отверстия с соском 4 и срезают бурт фланца 3 гильзы с образованием заходного угла для входа в волоку. Выполнение технологического отверстия и срезание бурта фланца производят на универсальном металлорежущем оборудовании (сверлильный, токарный станки), либо на агрегатированных станках. · Далее обработанную гильзу снаряда 1 одевают на оправку 6, носок которой имеет конический рабочий участок 7, при этом конический рабочий участок 7 входит в технологическое отверстие 5, задают в волоку 8 и деформируют в режиме волочения сквозь волоку 8. После каждого прохода волочения меняют волоку и оправку в сторону уменьшения их диаметра, выдерживая необходимую степень деформации. Для интенсификации процесса деформирования волочение ведут с нагревом гильзы или без нагрева, если необходима незначительная деформация. Операцию волочения сначала выполняют на горизонтальном, либо вертикальном прессах или на мощных волочильных станах. В процессе волочения редуцируют по диаметру на подвижной оправке 6, при этом донная часть 2 гильзы постепенно формоизменяется, овализуется и вытягивается, переходя в стенку будущей трубы. Затем осуществляют последовательные проходы оправочного волочения, при которых внутрь гильзы 1 вставляют подвижную ступенчатую оправку 9, носок которой имеет конический рабочий участок 7 для центрирования по технологическому отверстию 5 донной части 2 гильзы, а затем гильзу в сборе с подвижной ступенчатой оправкой 9 задают в волочильное кольцо 8, а конец ступенчатой оправки в захват тележки волочильного стана и осуществляют волочение. Происходит редуцирование диаметра гильзы и калибрование стенки. Количество проходов зависит от требований к толщине стенки и наружному диаметру будущей трубы. В процессе деформации металл дна гильзы от прохода к проходу волочения переходит в стенку гильзы. Операцию оправочного волочения производят на волочильных станах линейного типа с механическим либо гидравлическим приводом тянущего усилия, кроме того, можно использовать гидравлические протяжные станки с усилием протягивания (200-800 кН). После этого производят безоправочное волочение полученной формоизмененной гильзы на готовый размер. Для этой цели внутрь гильзы 1 вводят специальный захват 10, который устанавливают в технологическое отверстие 5 с центрированием по этому отверстию коническим участком 7 захвата 10. Затем гильзу задают в волоку 8 стана и производят волочение. После окончания волочения остаток донной части гильзы отрезают. Толщина остатка донной части остается прежней, а диметр равен диаметру готовой трубы, что значительно меньше диаметра гильзы снаряда. Готовая труба может быть использована также в качестве полуфабриката для последующего передела. Были проведены сравнительные испытания по предлагаемому способу и прототипу. При этом гильзы калибра 76 мм, имеющие наружный диаметр 84 мм были подготовлены для последующего волочения. Выполнено технологическое отверстие 030 мм в донной части гильзы (посредством рассверливания существующего резьбового отверстия под взрыватель и обточен бурт фланца с диаметра 90 мм до диаметра 84 мм с образованием входного угла. Ширина бурта фланца 4 мм, толщина дна 5 мм. После этого гильзы подвергали волочение в три этапа: А. Волочение на подвижной оправке с редуцированием по диаметру (без деформации по стенке) Б. Волочение на подвижной оправке с деформацией по наружному диаметру и толщине стенки В. Безоправочное волочение После третьего прохода с μå = 3,318 и e å = 69,8% передельные трубы подвергались очистке от технологической смазки и последующему отжигу в проходной печи с защитной атмосферой. Вес гильзы снаряда калибра 76 мм - 1,5 кг. Вес отрезанного остатка донной части - 85 г. Вес бурта 30 г и рассверленной части отверстия 10 г. Потеря металла составляет 125 г, т.е. 8,3%. Расходный коэффициент 1,09, а по прототипу 1,3. Таким образом, предлагаемый способ позволяет уменьшить расходный коэффициент, кроме того, трудоемкость предлагаемого способа значительно ниже, чем у прототипа.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of pipes
Автори англійськоюKorzhov Mykola Mykytovych, Stasovskyi Yurii Mykolaiovych
Назва патенту російськоюСпособ изготовления труб
Автори російськоюКоржов Николай Никитович, Стасовский Юрий Николаевич
МПК / Мітки
МПК: B21C 1/16
Мітки: труб, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-18947-sposib-vigotovlennya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб</a>
Спосіб виготовлення довгомірних труб із латуні
Номер патенту: 19519
Опубліковано: 25.12.1997
Автори: Таран Вячеслав Михайлович, Куцин Микола Андрійович, Серіков Сергій Володимирович, Коваленко Олексій Петрович, Кравченко Віталій Іванович
МПК: B21B 21/00, B21C 1/16
Мітки: латуні, виготовлення, довгомірних, труб, спосіб
Формула / Реферат:
Способ изготовления длинномерных труб из латуни, включающий холодную прокатку литой заготовки, отличающийся тем, что в качестве заготовки используют профильную гильзу, которую перед холодной прокаткой подвергают неравномерному обжатию по длине, увеличивающемуся от меньшего диаметра к большему, при этом средняя величина обжатия гильзы составляет 28-32% от суммарной деформации при холодной прокатке.
Оправка для волочіння труб
Номер патенту: 19597
Опубліковано: 25.12.1997
Автори: Сизоненко Григорій Олександрович, Островський Ігор Петрович, Панченко Андрій Володимирович, Кореняк Юрій Костантинович, Чуб Анатолій Васильович, Носар Валентина Дмитрівна, Савченко Олег Миколайович, Шумейко Анатолій Олексійович, Аронович Анатолій Володимирович, Петренко Сергій Володимирович, Лісовський Олександр Олександрович, Лозовий Віктор Іванович
МПК: B21C 3/16
Мітки: волочіння, труб, оправка
Формула / Реферат:
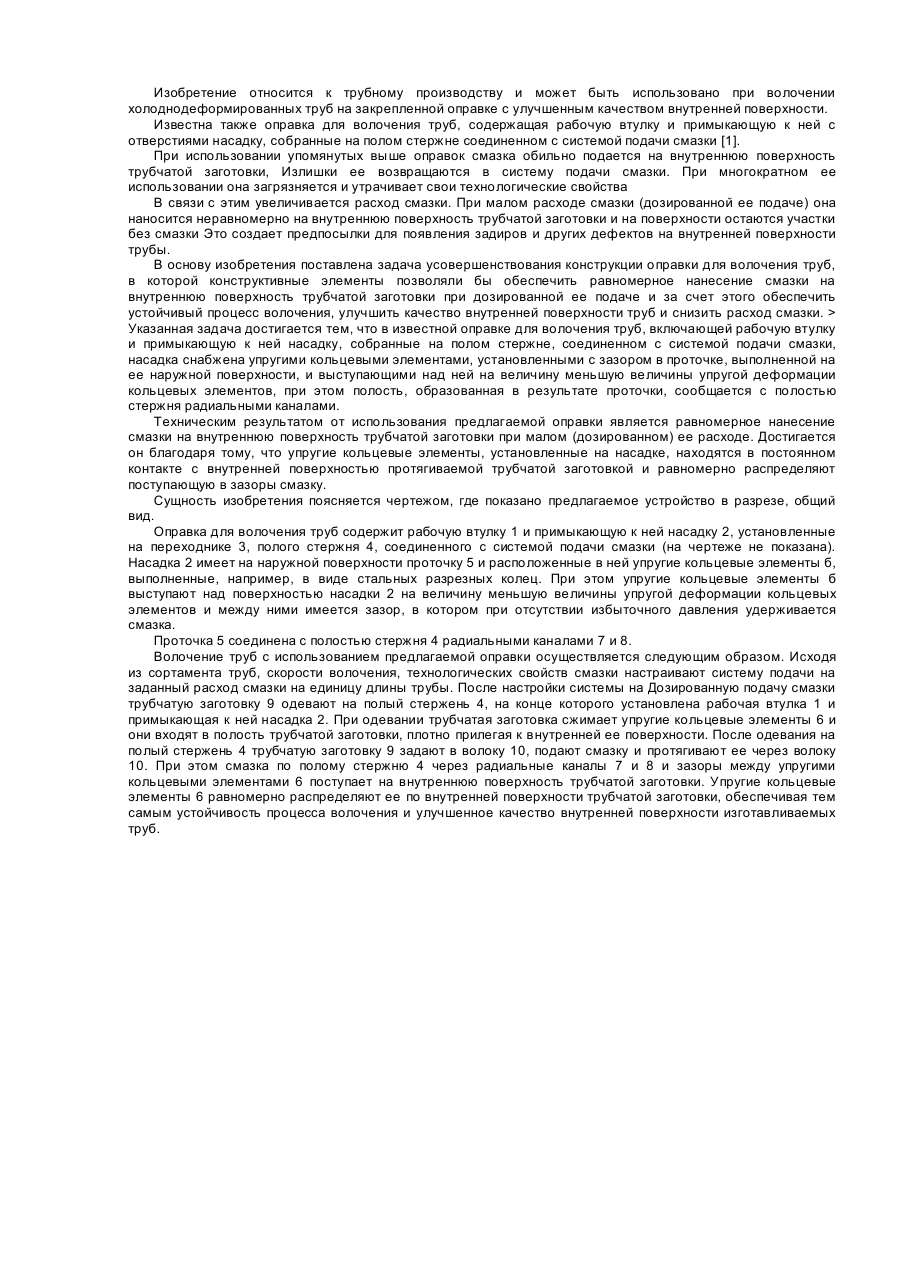
Оправка для волочения труб, включающая рабочую втулку и примыкающую к ней насадку, собранные на полом стержне, соединенном с системой подачи смазки, отличающаяся тем, что насадка снабжена упругими кольцевыми элементами, установленными с зазором в проточке, выполненной на ее наружной поверхности, и выступающими над ней на величину, меньшую величины упругой деформации кольцевых элементов, при этом полость, образованная в результате проточки,...
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Ковальова Лариса Григорівна, Буряк Тетяна Миколаївна, Козловський Альфред Іванович, Рабінович Олександр Вольфович, Перчаник Віктор Вольфович, Рищенко Юрій Олександрович, Друян Володимир Михайлович, Лезінська Олена Яківна
МПК: B21B 23/00
Мітки: виготовлення, сталей, аустенітних, спосіб, труб
Формула / Реферат:
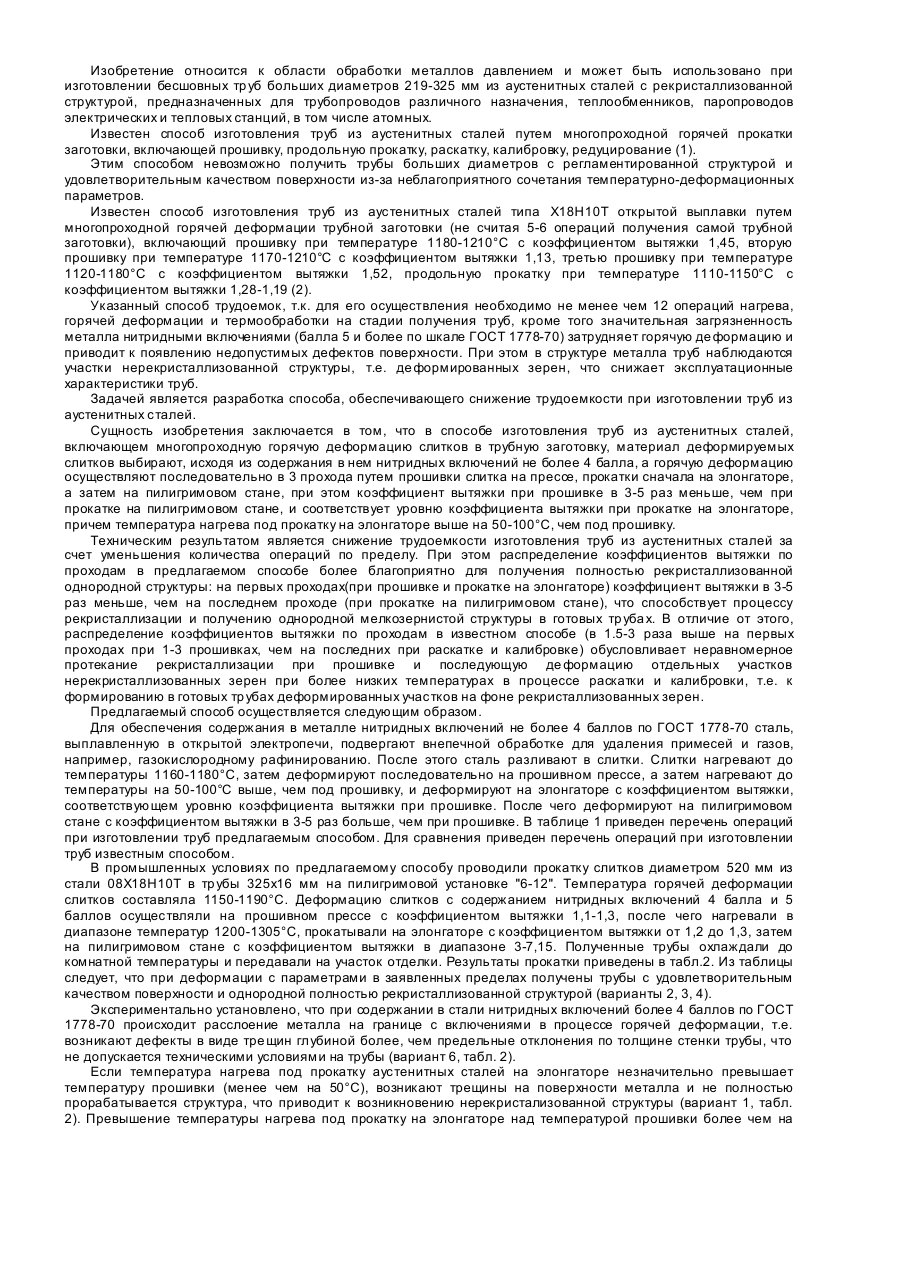
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Номер патенту: 3397
Опубліковано: 27.12.1994
Автори: Жадановскій Едуард Івановіч, Попович Віталій Андрійович, Агапов Володимир Миколайович, Поповцєв Юрій Алєксандровіч, Марченко Лєонід Грігорьєвіч, Куриленко Олександр Володимирович
МПК: C21D 9/08
Мітки: спосіб, труб, систем, паяних, покриттями, двошарових, автомобілів, згорнутих, виготовлення, гальмових
Формула / Реферат:
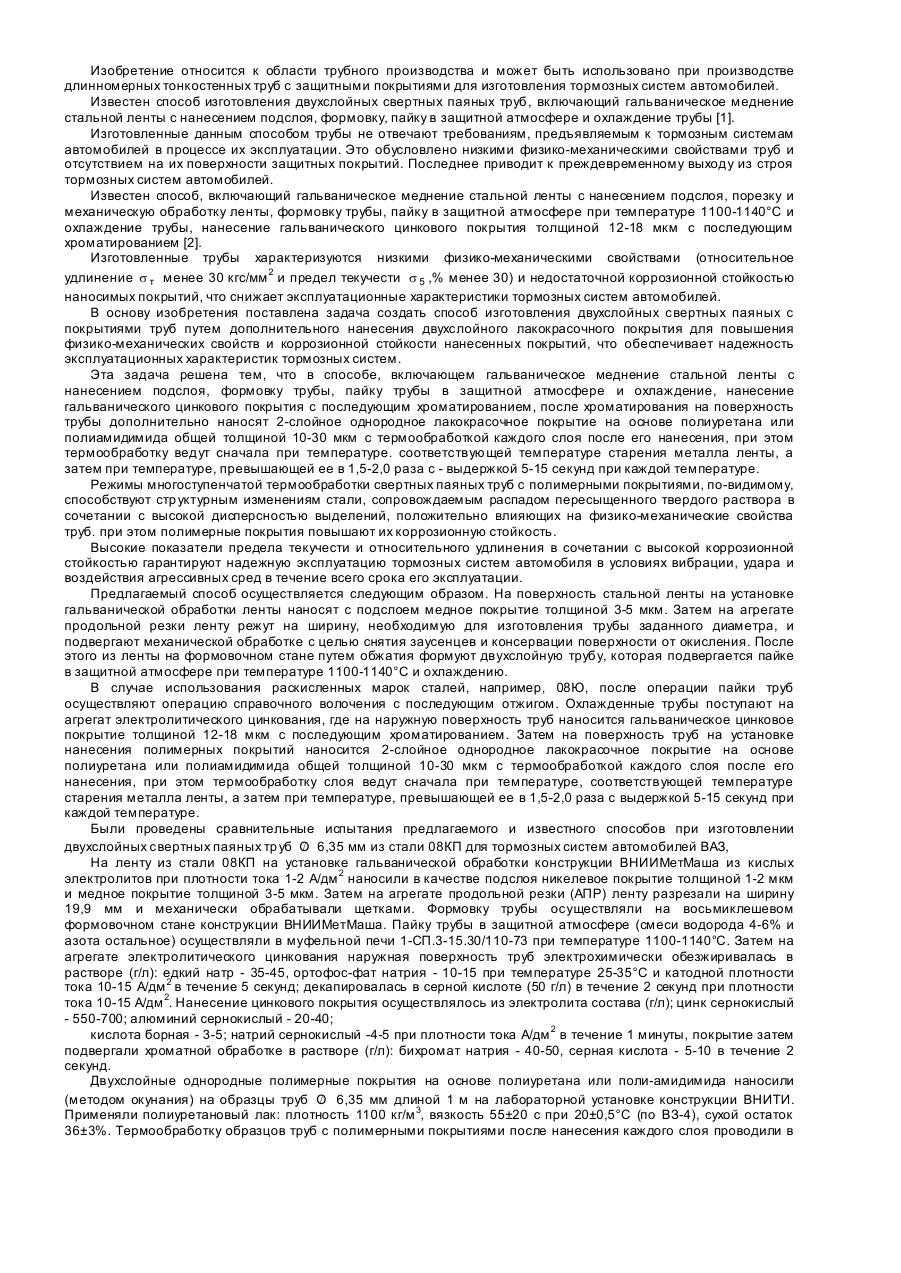
Способ изготовления двухслойных свертных паяных труб с покрытиями для тормозных систем автомобилей, включающий гальваническое меднение стальной ленты с нанесением подслоя, формовку трубы, пайку трубы в защитной атмосфере и охлаждение, нанесение гальванического цинкового покрытия с последующим хроматированием, отличающийся тем, что после хроматирования на поверхность труб дополнительно наносят 2-слойное однородное лакокрасочное покрытие на...
Двонитковий довгоправочний стан для волочіння труб
Номер патенту: 13740
Опубліковано: 25.04.1997
Автори: Єрємєєв Валєрій Константіновіч,, Миргородський Євген Вадимович, Бабасов Михайло Владимирович, Куценко Олександр Іванович, Семенов Олег Олексійович, Ламін Алєксандр Борісовіч,, Чуб Анатолій Васильович, Хижняк Володимир Дмитрович, Вєдєрніков Алєксандр Константіновіч,, Лобанов Олександр Іванович, Кузнєцов Андрєй Лєонідовіч,, Хаустов Георгій Іосифович
МПК: B21C 1/16
Мітки: труб, стан, двонитковий, волочіння, довгоправочний
Текст:
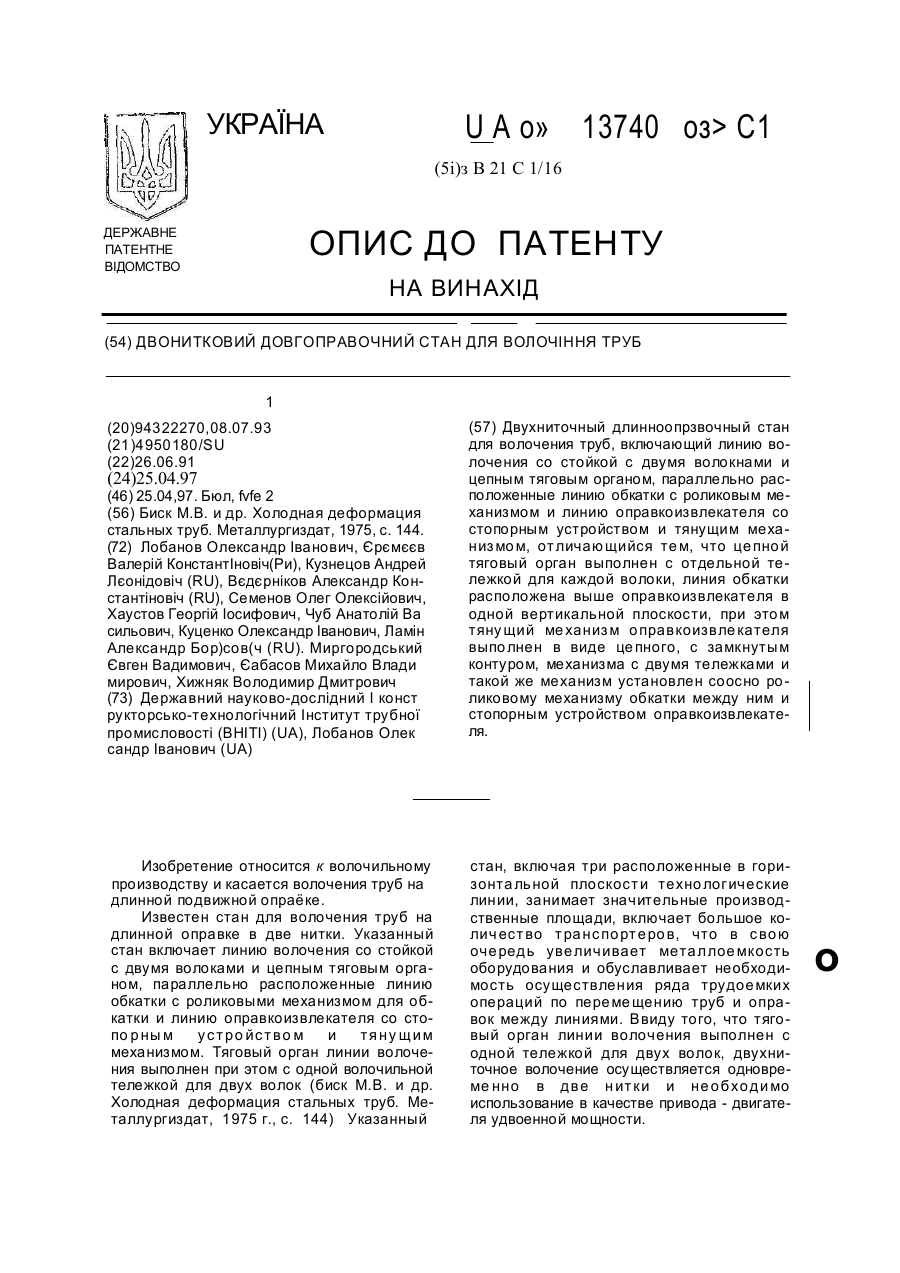
...пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение гележек таково, что когда одна из них находится у стойки волок 4. другая находится"у привода 11 Ли- 45 ния волочения соединена с линией обкатки перекладчиком (на фиг.1 не показан) и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм обкат-. ки 15 с неприводными роликами. Для протя- 50 гивания оправки с трубой через роликовый...
Попередній патент: Спосіб прокатки на блюмінгу
Наступний патент: Спосіб профілактики неспроможності кишкового анастамозу
Випадковий патент: Пристрій струмового захисту з залежною витримкою часу