Спосіб виготовлення пресматеріалу
Номер патенту: 1902
Опубліковано: 20.12.1994
Автори: Телегіна Лідія Іванівна, Мороз Лариса Костянтинівна, Бутов Микола Іванович, Капуцький Павло Миколайович, Купін Віктор Миколайович, Резанова Валентина Леонідівна, Фурен Володимир Едуардович
Формула / Реферат
Способ изготовления пресс-материала, включающий пропитку лент непрерывного стекловолокна связующим на основе фенолоформальдегидной смолы, сушку, намотку и резку лент, отличающийся тем, что на поток разрезанных лент пресс-материала с содержанием летучих 0,5-6 % и связующего 23-34 % непрерывно подают тальк или каолин в количестве 0,3-0,6 мас. ч. на 100 мас. ч. пресс-материала.
Текст
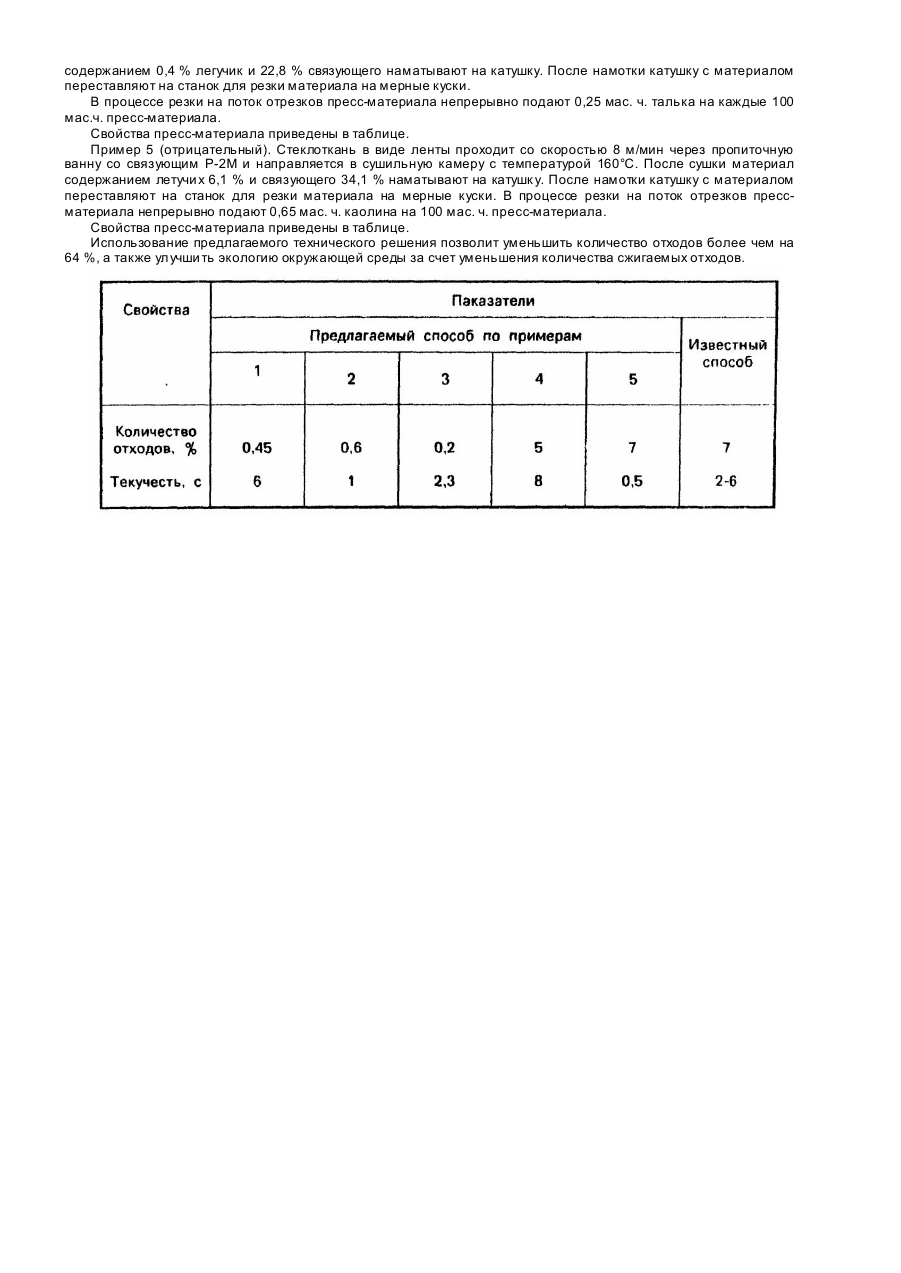
Изобретение относится к способу изготовления пресс-материала типа АГ-4С для изготовления изделий конструкционного, электротехнического, электроизоляционного назначения и может быть использовано в любой Отрасли народного хозяйства. Известен способ получения пресс-материала АГ-4С, включающий пропитку лент непрерывного стеклянного волокна связующим на основе фенолоформальдегидной смолы, сушку пропитанных лент токами высокой частоты, намотку на катушку, резку лент на отрезки мерной длины и упаковку [1]. Недостатком известного способа является сложность оборудования для его осуществления и большое количество отходов. Известен способ изготовления пресс-материала АГ-4С, включающий формование непрерывной ленты стекловолокна, пропитку ее связующим, сушк у пропитанной ленты в термокамере с помощью нагретого воздуха и последующую намотку ленты на съемную катушк у [2]. Недостатком известного решения является повышенный расход энергоресурсов и большое количество отходов производства, низкая производительность. Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления прессматериала АГ-4С, включающий пропитку ленты непрерывного стекловолокна связующим на основе фенолоформальдегидной смолы, сушку пропитанной ленты в камере горячим воздухом при температуре 130135°С до содержания влаги 2-3 %, намотку в рулон на катушку, контроль качества пресс-материала, выбраковку ленты пресс-материала с содержание влаги более 5 % (переувлажненного) или менее 2 % (пересушенного), изменением цвета, нанесением связующего более 32 или менее 28 % (наличие непропитанных участков) [3]. Недостатком известного решения является повышенное количество отходов пресс-материала. Ни один из известных способов изготовления пресс-материала не обеспечивает использование для изготовления изделий пресс-материала с содержанием летучи х более 3 или менее 0,5 %, связующего - менее 28 или более 32 %. Таким образом, во всех известных процессах материал с показателями, выходящими за указанные пределы, направляется в отходы производства, т.к. использование материала С более высоким содержанием летучи х приводит к получению изделий с низкими прочностными свойствами и бракованных изделий, а низкое содержание связующего является причиной недопрессовок. В связи с этим необходимо было разработать способ, который обеспечивает использование прессматериала с содержанием летучи х 0,5-6 % и содержанием связующего 23-34 % без снижения прочностных показателей. В основу изобретения поставлена задача усовершенствовать способ изготовления пресс-материала путем ввода дополнительных компонентов, что расширит диапазон технологических свойств материала без снижения прочностных характеристик и в результате приведет к снижению количества отходов. Для решения указанной задачи в способе изготовления пресс-материала, включающем пропитку лент непрерывного стекловолокна связующим на основе фенолоформальдегидной смолы, сушку, намотку и резку, согласно изобретению, на поток разрезанных лент пресс-материала с содержанием летучи х 0,5-6 % и связующего 23-34% непрерывно подают тальк или каолин в количестве 0,3-0,6 мас.ч. на 100 мас.ч. прессматериала. Предлагаемый способ изготовления пресс-материала типа АГ-4С осуществляется следующим образом. Приготовленное связующее Р-2М заливают в пропиточную ванну. Пропитку осуществляют на установке НС167. Стеклонить в виде ленты проходит пропиточную ванну и направляется со скоростью 4-5 м/мин в сушильные камеры с температурой 130-140°С. Материал, содержащий после сушки 0,5-6 % летучи х и 23-34 % связующего, наматывают на катушку. После намотки бобины переставляют на станок для резки ленты на мерные отрезки. В процессе резки ленты на падающий поток отрезков пресс-материала непрерывно подают тальк или каолин из расчета 0,3-0,6 мас. ч. последнего на 100 мас. Ч. пресс-материала. Пресс-материал имеет следующие те хнологические свойства: - содержание связующего 23-34 % - содержание летучи х 0,5-6 % - текучесть 1-6 с - количество отходов 0,2-0,6% Примеры конкретного выполнения. Пример 1. Стеклонить в виде ленты шириной 120 мм проходит со скоростью 4 м/мин через пропиточную ванну со связующим Р-2М и направляется в сушильную камеру с температурой 130°С. После сушки материал с содержанием 0,5 % летучи х и 23 % связующего наматывают на катушку. После намотки катушку с материалом переставляют на станок для резки материала на мерные куски. В процессе резки на падающий поток отрезков пресс-материала непрерывно подают 0,3 мас. ч. талька на каждые 100 мас. ч. пресс-материала. Ленты пресс-материала содержат связующее в количестве 28-32 %, 23-27,9 % и 32-34 % в соотношении 1:1:1 соответственно. Свойства пресс-материала приведены в таблице 1. Пример 2. Стеклонить в виде ленты шириной 120 мм проходит со скоростью 5 м/мин через пропиточную ванну сосвязующим Р-2М и направляется в сушильную камеру с температурой 140°С, после сушки материал с содержанием 6 % летучи х и 34 % связующе го наматывают на катушку, которую переставляют на станок для резки материла на мерные куски. В процессе резки на падающий поток отрезков пресс-материала непрерывно подают 0,6 мас. ч. талька на каждые 100 мас. ч. пресс-материала. Свойства пресс-материала приведены в таблице. Пример 3. Стеклонить в виде ленты проходит со скоростью 8 м/мин через пропиточную ванну со связующим Р-2М и направляется в сушильную камеру с температурой 160°С. После сушки материал с содержанием летучих 2,7 % и связующего 28,5 % наматывают на катушку. После намотки катушку с материалом переставляют на станок для резки материала на мерные отрезки. В процессе резки на падающий поток отрезков пресс-материала непрерывно подают 0,45 мас. ч. каолина на каждые 100 мас. ч. пресс-материала. Свойства пресс-материала приведены в таблице. Пример 4 (отрицательный). Стеклонить в виде ленты проходит со скоростью 3 м/мин через пропиточную ванну со связующим Р-2М и направляется в сушильную камеру с температурой 130°С. После сушки материал с содержанием 0,4 % легучик и 22,8 % связующего наматывают на катушку. После намотки катушку с материалом переставляют на станок для резки материала на мерные куски. В процессе резки на поток отрезков пресс-материала непрерывно подают 0,25 мас. ч. талька на каждые 100 мас.ч. пресс-материала. Свойства пресс-материала приведены в таблице. Пример 5 (отрицательный). Стеклоткань в виде ленты проходит со скоростью 8 м/мин через пропиточную ванну со связующим Р-2М и направляется в сушильную камеру с температурой 160°С. После сушки материал содержанием летучи х 6,1 % и связующего 34,1 % наматывают на катушк у. После намотки катушку с материалом переставляют на станок для резки материала на мерные куски. В процессе резки на поток отрезков прессматериала непрерывно подают 0,65 мас. ч. каолина на 100 мас. ч. пресс-материала. Свойства пресс-материала приведены в таблице. Использование предлагаемого технического решения позволит уменьшить количество отходов более чем на 64 %, а также улучши ть экологию окружающей среды за счет уменьшения количества сжигаемых отходов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of moulding material
Автори англійськоюMoroz Larysa Kostiantynivna, Telehina Lidiia Ivanivna, Kaputskyi Pavlo Mykolaiovych, Rezanova Valentyna Leonidivna, Kupin Viktor Mykolaiovych, Furen Volodymyr Eduardovych, Butov Mykola Ivanovych
Назва патенту російськоюСпособ изготовления прессматериала
Автори російськоюМороз Лариса Константиновна, Телегина Лидия Ивановна, Капуцкий Павел Николаевич, Резанова Валентина Леонидовна, Купин Виктор Николаевич, Фурен Владимир Эдуардович, Бутов Николай Иванович
МПК / Мітки
МПК: C01B 33/22, C08J 5/24, B29B 15/10, C03C 25/24
Мітки: пресматеріалу, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-1902-sposib-vigotovlennya-presmaterialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пресматеріалу</a>
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Краснюк Наталія Євгенівна, Сидоренко Анатолій Михайлович, Шлапацька Валентина Василівна
МПК: B29C 71/00, B31C 1/00, B29C 53/00
Мітки: багатошарових, спосіб, трубчастих, виробів, виготовлення
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Спосіб виготовлення тришарових конструкцій
Номер патенту: 178
Опубліковано: 30.04.1993
Автор: Інтенберг Едуард Олександрович
МПК: B64C 3/20, E04C 2/10, B32B 37/00
Мітки: виготовлення, спосіб, тришарових, конструкцій
Формула / Реферат:
Формула изобретенияСпособ изготовления, трехслойных конструкций путем поперечного растяжения листового материала заполнителя и соединения его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением материал заполнителя соединяют с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя.
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Альтер Володимир Федорович, Рак Петро Іванович, Походня Ігор Костянтинович, Бугай Олександр Іванович
МПК: B23K 35/40
Мітки: спосіб, порошкового, дроту, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Стержень для армування бетону та спосіб його виготовлення
Номер патенту: 1688
Опубліковано: 25.10.1994
Автори: Мучник Зоя Михайлівна, Карпанова Валерія Євгенієвна, Недобор Любов Григоровна, Семченко Віталій Антонович, Лобанов Юрій Павлович, Асланова Людмила Григоровна, Дроздова Валентина Іванівна, Авраменко Сонія Хабібулівна, Коканов Інокентій Іванович
МПК: E04C 5/07
Мітки: стержень, виготовлення, армування, бетону, спосіб
Формула / Реферат:
1. Стержень для армирования бетона, выполненный из волокнистого наполнителя, скрепленного отвержденным полимерным связующим, отличающийся тем, что, с целью повышения его щелочестойкости, волокнистый наполнитель выполнен из пучка базальтовых нитей, а полимерное связующее образовано из эпоксидной смолы с отвердителем и ускорителем твердения при соотношении компонентов, мас.ч.:базальтовые нити ...
Спосіб виготовлення забарвленого скла та склокристалічного матеріалу
Номер патенту: 857
Опубліковано: 15.12.1993
Автори: Тютюников Микола Петрович, Ключник Іван Олексійович, Цуркан Ірина Олександрівна, Гойхман Валерій Юрійович, Сас Раїса Іванівна, Поліщук Ніна Панасівна, Чоловський Михайло Федорович
МПК: C03C 17/02
Мітки: матеріалу, склокристалічного, забарвленого, скла, спосіб, виготовлення
Формула / Реферат:
Способ получения окрашенного стекла и стеклокристаллического материала путем нанесения на горячую поверхность непрерывно движущейся ленты стекла легкоплавкой цветной гранулированной фритты, отличающийся тем, что наносят зерна фритты диаметром 0,5...2,5 мм в количестве 3...10 г на 1 м2, подавая ее из сопла бункера на конусообразный рассекатель, при этом отношение высоты расположения основания рассекателя над лентой к ее ширине -1:3... 1:4....
Попередній патент: Мастило для підшипників коперних шкивів
Наступний патент: Пристрій для керування процесом камерного сушіння деревини
Випадковий патент: Пристрій для групової фіксації проб планктонних організмів