Обвідка для передачі фланцевих розкатів з кліті в кліть
Номер патенту: 19996
Опубліковано: 25.12.1997
Автори: Луценко Віктор Олександрович, Луцький Михайло Борисович, Луцький Борис Хананович, Тарасов Віктор Іванович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Локтіонов Петро Якович, Молочєк Олександр Васильович
Формула / Реферат
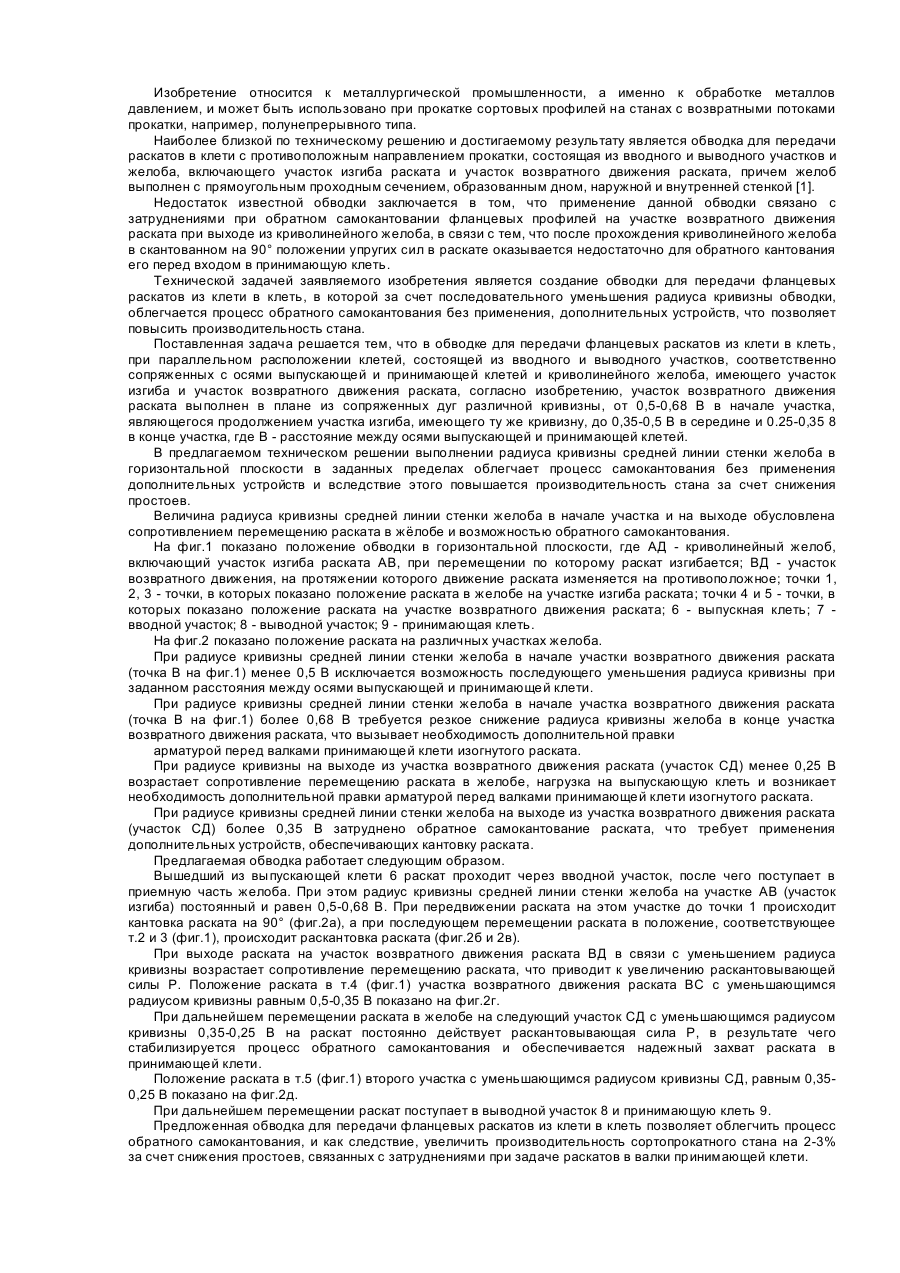
Обводка для передачи фланцевых раскатов из клети в клеть, при параллельном расположении клетей, состоящая из вводного и выводного участков, соответственно сопряженных с осями выпускающей и принимающей клетей и криволинейного желоба, имеющего участок изгиба и участок возвратного движений раската, отличающаяся тем, что участок возвратного движения раската выполнен в плане из сопряженных дуг различной кривизны, от 0,5-0,68 В в начале участка, являющегося продолжением участка изгиба, имеющего ту же кривизну, до 0,35-0,5 В в середине и 0,25-0,35 В в конце участка, где В - расстояние между осями выпускающей и принимающей клетей.
Текст
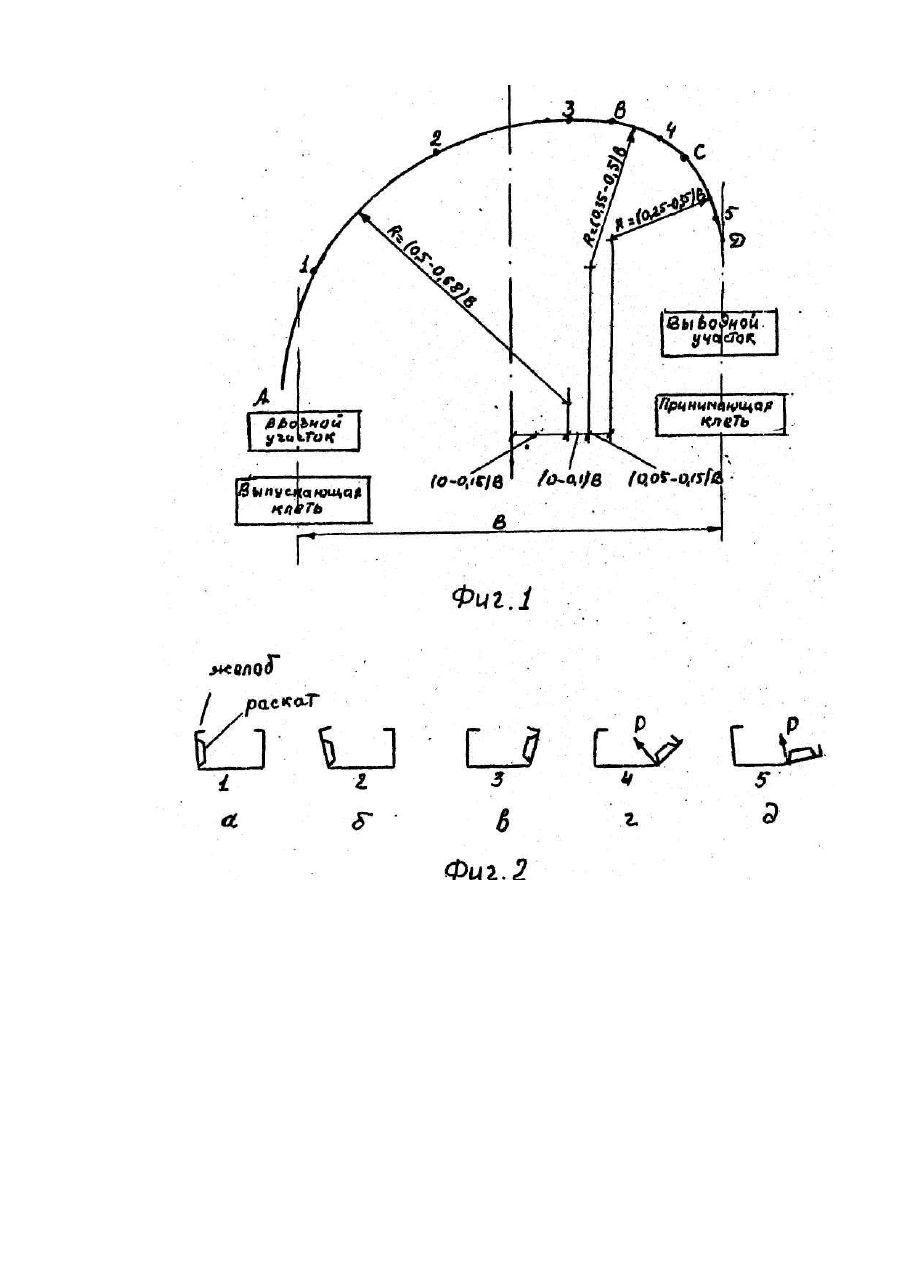
Изобретение относится к металлургической промышленности, а именно к обработке металлов давлением, и может быть использовано при прокатке сортовых профилей на станах с возвратными потоками прокатки, например, полунепрерывного типа. Наиболее близкой по техническому решению и достигаемому результату является обводка для передачи раскатов в клети с противоположным направлением прокатки, состоящая из вводного и выводного участков и желоба, включающего участок изгиба раската и участок возвратного движения раската, причем желоб выполнен с прямоугольным проходным сечением, образованным дном, наружной и внутренней стенкой [1]. Недостаток известной обводки заключается в том, что применение данной обводки связано с затруднениями при обратном самокантовании фланцевых профилей на участке возвратного движения раската при выходе из криволинейного желоба, в связи с тем, что после прохождения криволинейного желоба в скантованном на 90° положении упругих сил в раскате оказывается недостаточно для обратного кантования его перед входом в принимающую клеть. Технической задачей заявляемого изобретения является создание обводки для передачи фланцевых раскатов из клети в клеть, в которой за счет последовательного уменьшения радиуса кривизны обводки, облегчается процесс обратного самокантования без применения, дополнительных устройств, что позволяет повысить производительность стана. Поставленная задача решается тем, что в обводке для передачи фланцевых раскатов из клети в клеть, при параллельном расположении клетей, состоящей из вводного и выводного участков, соответственно сопряженных с осями выпускающей и принимающей клетей и криволинейного желоба, имеющего участок изгиба и участок возвратного движения раската, согласно изобретению, участок возвратного движения раската выполнен в плане из сопряженных дуг различной кривизны, от 0,5-0,68 В в начале участка, являющегося продолжением участка изгиба, имеющего ту же кривизну, до 0,35-0,5 В в середине и 0.25-0,35 8 в конце участка, где В - расстояние между осями выпускающей и принимающей клетей. В предлагаемом техническом решении выполнении радиуса кривизны средней линии стенки желоба в горизонтальной плоскости в заданных пределах облегчает процесс самокантования без применения дополнительных устройств и вследствие этого повышается производительность стана за счет снижения простоев. Величина радиуса кривизны средней линии стенки желоба в начале участка и на выходе обусловлена сопротивлением перемещению раската в жёлобе и возможностью обратного самокантования. На фиг.1 показано положение обводки в горизонтальной плоскости, где АД - криволинейный желоб, включающий участок изгиба раската AB, при перемещении по которому раскат изгибается; ВД - участок возвратного движения, на протяжении которого движение раската изменяется на противоположное; точки 1, 2, 3 - точки, в которых показано положение раската в желобе на участке изгиба раската; точки 4 и 5 - точки, в которых показано положение раската на участке возвратного движения раската; 6 - выпускная клеть; 7 вводной участок; 8 - выводной участок; 9 - принимающая клеть. На фиг.2 показано положение раската на различных участках желоба. При радиусе кривизны средней линии стенки желоба в начале участки возвратного движения раската (точка В на фиг.1) менее 0,5 В исключается возможность последующего уменьшения радиуса кривизны при заданном расстояния между осями выпускающей и принимающей клети. При радиусе кривизны средней линии стенки желоба в начале участка возвратного движения раската (точка В на фиг.1) более 0,68 В требуется резкое снижение радиуса кривизны желоба в конце участка возвратного движения раската, что вызывает необходимость дополнительной правки арматурой перед валками принимающей клети изогнутого раската. При радиусе кривизны на выходе из участка возвратного движения раската (участок СД) менее 0,25 В возрастает сопротивление перемещению раската в желобе, нагрузка на выпускающую клеть и возникает необходимость дополнительной правки арматурой перед валками принимающей клети изогнутого раската. При радиусе кривизны средней линии стенки желоба на выходе из участка возвратного движения раската (участок СД) более 0,35 В затруднено обратное самокантование раската, что требует применения дополнительных устройств, обеспечивающих кантовку раската. Предлагаемая обводка работает следующим образом. Вышедший из выпускающей клети 6 раскат проходит через вводной участок, после чего поступает в приемную часть желоба. При этом радиус кривизны средней линии стенки желоба на участке AB (участок изгиба) постоянный и равен 0,5-0,68 В. При передвижении раската на этом участке до точки 1 происходит кантовка раската на 90° (фиг.2а), а при последующем перемещении раската в положение, соответствующее т.2 и 3 (фиг.1), происходит раскантовка раската (фиг.2б и 2в). При выходе раската на участок возвратного движения раската ВД в связи с уменьшением радиуса кривизны возрастает сопротивление перемещению раската, что приводит к увеличению раскантовывающей силы Р. Положение раската в т.4 (фиг.1) участка возвратного движения раската ВС с уменьшающимся радиусом кривизны равным 0,5-0,35 В показано на фиг.2г. При дальнейшем перемещении раската в желобе на следующий участок СД с уменьшающимся радиусом кривизны 0,35-0,25 В на раскат постоянно действует раскантовывающая сила Р, в результате чего стабилизируется процесс обратного самокантования и обеспечивается надежный захват раската в принимающей клети. Положение раската в т.5 (фиг.1) второго участка с уменьшающимся радиусом кривизны СД, равным 0,350,25 В показано на фиг.2д. При дальнейшем перемещении раскат поступает в выводной участок 8 и принимающую клеть 9. Предложенная обводка для передачи фланцевых раскатов из клети в клеть позволяет облегчить процесс обратного самокантования, и как следствие, увеличить производительность сортопрокатного стана на 2-3% за счет снижения простоев, связанных с затруднениями при задаче раскатов в валки принимающей клети.
ДивитисяДодаткова інформація
Назва патенту англійськоюGuide for transfer of flanged breakdown bars from one stand to another
Автори англійськоюDorozhko Ivan Kyrylovych, Lutskyi Mykhailo Borysovych, Chichkan Artur Oleksiiovych, Molochiek Oleksandr Vasyliovych, Lutskyi Borys Khananovych, Lutsenko Viktor Oleksandrovych, Loktionov Petro Yakovych, Tarasov Viktor Ivanovych
Назва патенту російськоюОбводка для передачи фланцевых раскатов из клети в клеть
Автори російськоюДорожко Иван Кириллович, Луцкий Михаил Борисович, Чичкан Артур Алексеевич, Молочек Александр Васильевич, Луцкий Борис Хананович, Луценко Виктор Александрович, Локтионов Петр Яковлевич, Тарасов Виктор Иванович
МПК / Мітки
МПК: B21B 39/14
Мітки: обвідка, передачі, фланцевих, розкатів, кліті, кліть
Код посилання
<a href="https://ua.patents.su/2-19996-obvidka-dlya-peredachi-flancevikh-rozkativ-z-kliti-v-klit.html" target="_blank" rel="follow" title="База патентів України">Обвідка для передачі фланцевих розкатів з кліті в кліть</a>
Обводка для передавання раскатов в кліті
Номер патенту: 1354
Опубліковано: 25.03.1994
Автори: Луценко Віктор Олександрович, Чудновець Олександр Миколайович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Локтіонов Петро Якович, Величко Павло Михайлович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Луцький Борис Хананович
МПК: B21B 39/14
Мітки: раскатов, кліті, обводка, передавання
Формула / Реферат:
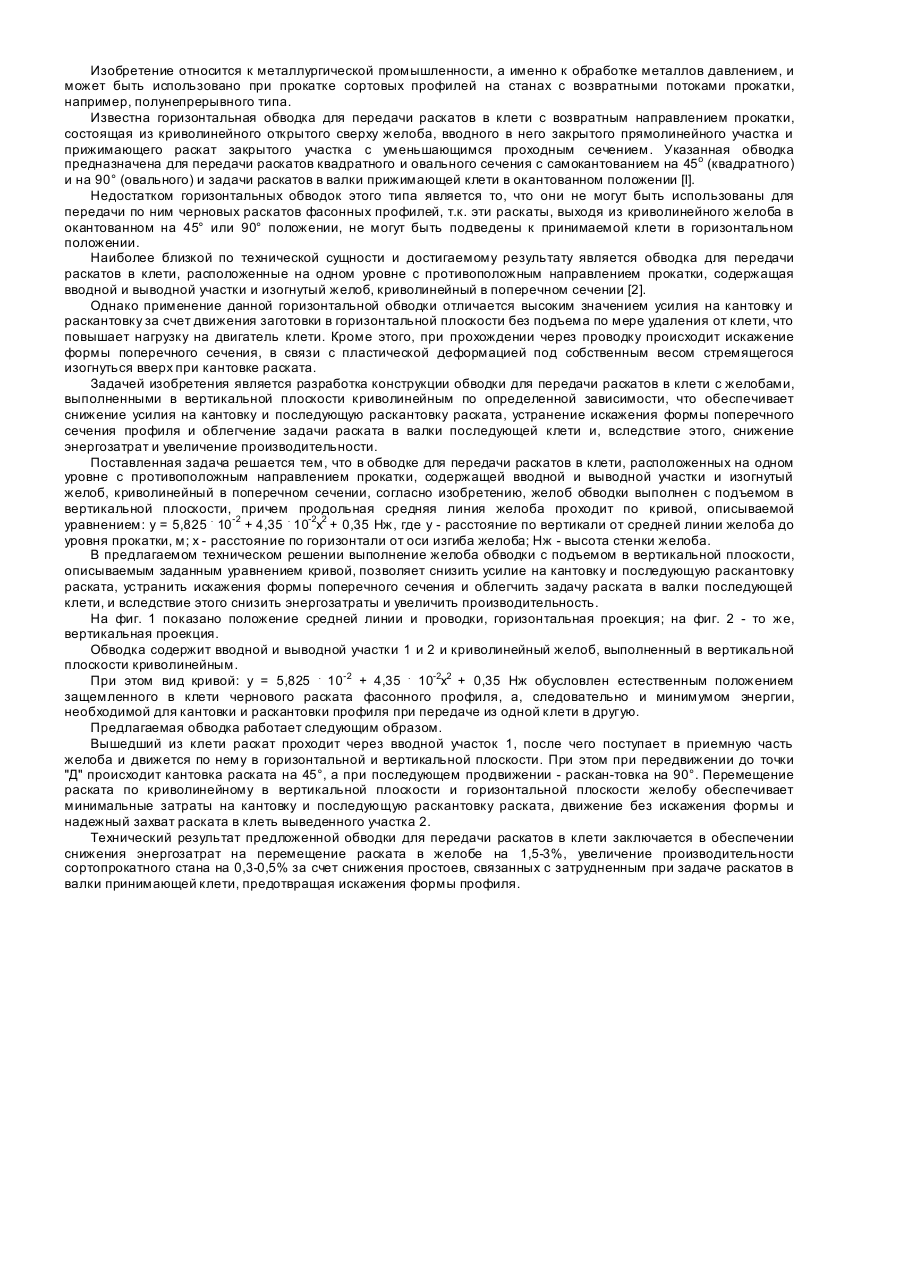
Обводка для передачи раскатов в клети, расположенных на одном уровне с противоположным направлением прокатки, содержащая вводной и выводной участки и изогнутый желоб, криволинейный в поперечном сечении, отличающаяся тем, что желоб обводки выполнен с подъемом в вертикальной плоскости, причем продольная средняя линия желоба проходит по кривой, описываемой уравнением у = 5,825 . 10-2 +4,35 . 10-2x2 +0,35 Нж, где у - расстояние по вертикали от...
Двострумковий жолоб проміжного стола для передання розкоту з горизонтальної у вертикальную кліть про катного стану
Номер патенту: 7908
Опубліковано: 26.12.1995
Автори: Рокоманов Володимір Петрович, Левічев Павло Алексійович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович, Максаков Анатолій Іванович
МПК: B21B 1/16
Мітки: вертикальную, двострумковий, жолоб, кліть, передання, стану, проміжного, горизонтально, стола, розкоту, катного
Формула / Реферат:
Двухручьевой желоб промежуточного стола для передачи раската из горизонтальной в вертикальную клеть прокатного стана, содержащий наклоненные друг к другу ручьи, образованные основаниями и боковыми направляющими, отличающийся тем, что, с целью повышения технологичности процесса прокатки, сокращения простоев стана, уменьшения расхода валков и валковой арматуры, торцы оснований обоих ручьев на входе в желоб совмещены в горизонтальной...
Спосіб спуску великогабаритних вантажів у кліті по вертикальному стволу
Номер патенту: 6927
Опубліковано: 31.03.1995
Автори: Бердичевський Ігор Якович, Коток Павло Борисович, Волков Наум Ровимович, Розєнбєрг Зіновій Матвєєвіч, Мєльніков Рем Міхайлович
МПК: B66B 17/00, E21F 13/04
Мітки: стволу, вантажів, кліті, спосіб, вертикальному, спуску, великогабаритних
Формула / Реферат:
(57) Способ спуска крупногабаритных грузов в клети по вертикальному стволу, включающий заводку, подвешивание груза в клети и опускание его в ствол до уровня горизонта в шахте, возврат клети на поверхность, отличающийся тем, что устанавливают подвижное днище клети на посадочные кулаки, подают груз, например, на платформе, в клеть, соединяют груз с подвесным устройством клети, поднимают клеть вместе с грузом до образования зазора между грузом и...
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Рубановський Віктор Володимирович, Доброносов Юрій Костянтинович, Потапкін Віктор Федорович, Сатонін Олександр Володимирович, Пашков Віктор Григорович
МПК: B21B 13/14
Мітки: стану, кліть, прокатного, робоча
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Литвинов Олександр Васильович, Волченков Іван Григорович
МПК: B21B 13/02
Мітки: прокатна, кліть, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Попередній патент: Пристрій виявлення буксування та юзу коліс рейкового транспортного засобу
Наступний патент: Багатоцільовий транспортний засіб
Випадковий патент: Система виявлення диму