Пристрій контролю стану різального інструменту
Номер патенту: 15565
Опубліковано: 30.06.1997
Автори: Скицюк Володимир Іванович, Остафьєв Володимир Олександрович, Клочко Тетяна Реджинальдівна

Формула / Реферат
(57) Устройство контроля состояния режущего инструмента, содержащее расположенный на инструменте магнитоиндукционный датчик и схему регистрации сигналов, отличающееся тем, что схема регистрации сигналов имеет канал усиления, канап регистрации касания и канал регистрации поломки инструмента, при этом канал усиления содержит соединенные последовательно с датчиком первый усилитель, второй усилитель, выпрямитель и компаратор, а также связанный со вторым входом компаратора ключевой регулятор уровня, канал регистратора касания содержит соединенные последовательно триггер, линейный формирователь и световой индикатор, а также генератор сброса, связанный с входом линии задержки, выход которой соединен с входом сброса триггера, а канал регистратора содержит соединенные последовательно усилитель-ограничитель, первый делитель напряжения, блок выборки-хранения, компаратор, триггер и световой индикатор, а также второй делитель напряжения, связанный с выходом первого делителя и входом компаратора и ждущий мультивибратор, выход которого связан с входом блока выборки-хранения, причем выход компаратора канала усиления связан с входом триггера канала регистратора касания, а выходы упомянутого триггера связаны с входом ключевого регулятора уровня канала усиления и входом ждущего мультивибратора канала регистрации поломки, выход первого усилителя канала усиления связан с входом усилителя-ограничителя канала регистрации поломки, при этом выходы линейного формирователя канала регистрации поломки предназначены для связи с системой ЧПУ.
Текст
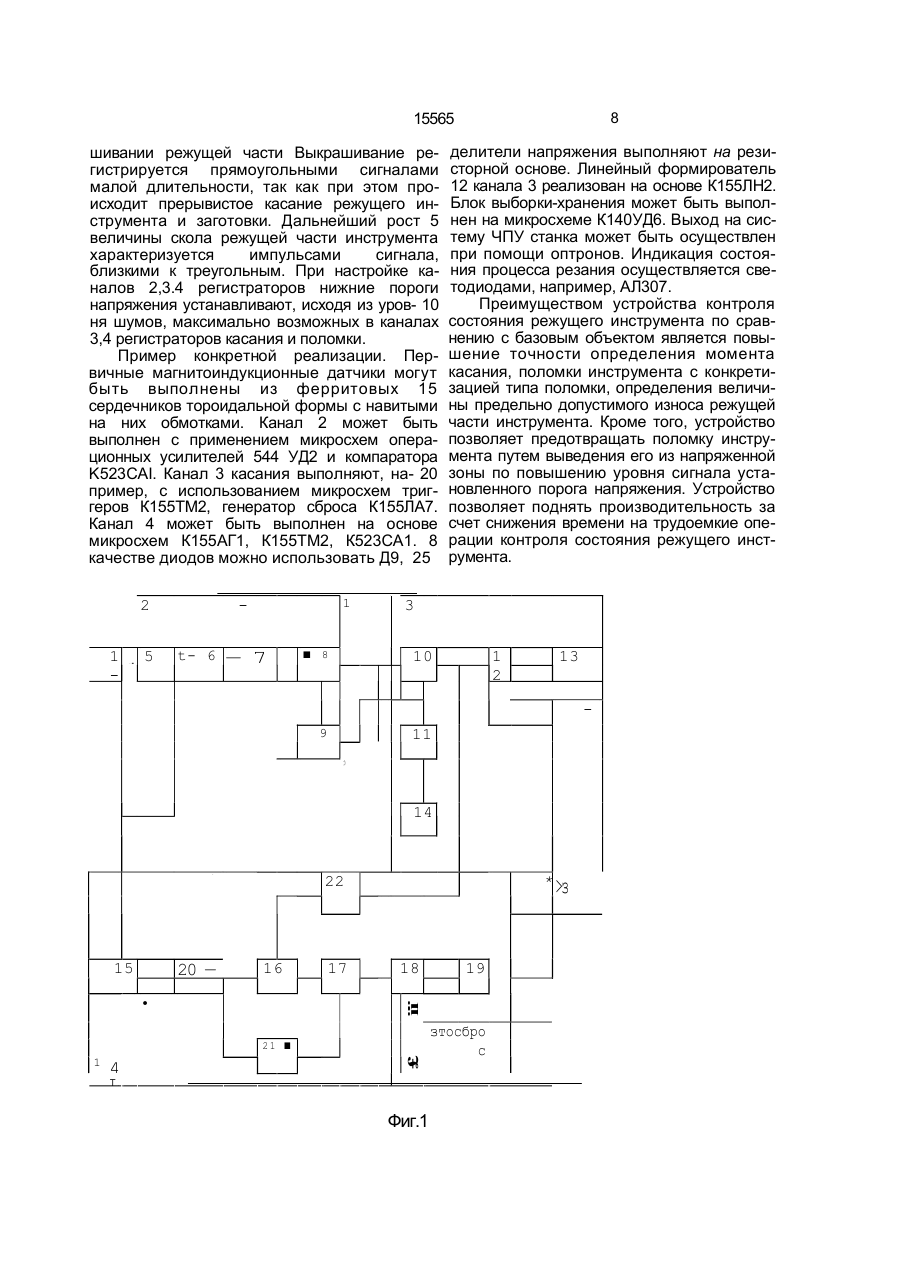
Устройство контроля состояния режущего инструмента, содержащее расположенный на инструменте магнитоиндукционный дат чик и схему регистрации сигналов, отлича ющееся тем, что схема регистрации сигна лов имеет канал усиления, канап регистрации касания и канал регистрации поломки инстру мента, при этом канал усиления содержит соединенные последовательно с датчиком первый усилитель, второй усилитель, выпря митель и компаратор, а также связанный со вторым входом компаратора ключевой регу лятор уровня, канал регистратора касания содержит соединенные последовательно триггер, линейный формирователь и световой индикатор, а также генератор сброса, связанный с входом линии задержки, выход которой соединен с входом сброса триггера, а канал регистратора содержит соединенные последовательно усилитель-ограничитель, первый делитель напряжения, блок выборки-хранения, компаратор, триггер и световой индикатор, а также второй делитель напряжения, связанный с выходом первого делителя и входом компаратора и ждущий мультивибратор, выход которого связан с входом блока выборки-хранения, причем выход компаратора канала усиления связан с входом триггера канала регистратора касания, а выходы упомянутого триггера связаны с входом ключевого регулятора уровня канала усиления и входом ждущего мультивибратора канала регистрации поломки, выход первого усилителя канала усиления связан с входом усилителя-ограничителя канала регистрации поломки, при этом выходы линейного формирователя канала регистрации поломки предназначены для связи с системой ЧПУ. С > сл ел сл о Настоящее изобретение относится к области станкостроения и может быть использовано для определения состояния сверл в многошпиндельных головках при металлообработке в условиях автоматизированного производства. Известно устройство контроля состояния режущего инструмента [1]. содержащее датчик, установленный на режущем инстру менте в отверстии режущей части, блок питания, сигнализатор, образующее вместе с обрабатываемой деталью и металлорежущим станком электрическую цепь. По достижении заданного износа датчик соприкасается с деталью и замыкает цепь, при этом включается сигнализатор. Недостатком этого устройства является необходимость доработки конструкции ре 15565 жущего инструмента. Кроме того, недостатком работы устройства является недостаточно высокая точность определения предельно допустимого износа режущей части инструмента вследствие того, что электрическую цепь могут замыкать случайно возникающие помехи, например, при повышенном стружкообразовании. В качестве прототипа выбрано устройство контроля состояния режущего инструмента [2], содержащее магнитоинАукционный датчик, расположенный в корпусе режущего инструмента вблизи многогранной пластины с токопроводящей шиной, а также схему регистрации выкрашивания и катастрофического износа режущей кроки, при этом выкрашивание сопровождается разрушением шины и происходит скачкообразное уменьшение амплитуды на выходе схемы регистрации работы иа-за возможности разрушения токопроводящей шины в процессе работы режущего инструмента. Задачей изобретения является повышение точности контроля и расширение функциональных возможностей устройства. Поставленная задача достигается тем, что в устройстве контроля состояния режущего инструмента, содержащего расположенные на инструменте магнитоиндукционный датчик и схему регистрации сигналов, согласно изобретению, схема регистрации сигналов выполнена в виде канапа усиления, канала регистратора касания и какала регистратора поломки инструмента, при этом канал усиления содержит соединенные последовательно с датчиком первый усилитель, второй усилитель, выпрямитель и компаратор, а также связанный со вторым входом компаратора ключевой регулятор уровня, канал регистратора касания содержит соединенные поел едовательнотриггер, линейный формирователь и световой индикатор, а также генератор сброса, связанный с входом линии задержки, выход которой соединен с входом сброса триггера, а канал регистратора поломки содержит соединенные последовательно усилитель-ограничитель, блок выборки-хранения, компаратор, триггер и световой индикатор, а также первый делитель, вход которого связан с выходом усилителя-ограничителя, а выход с входом компаратора, второй делитель напряжения, связанный с входом блока выборкихранения, и ждущий мультивибратор, выход которого связан с входом блока выборкихранения, причем выход компаратора канала усиления связан с входом триггера канала регистратора касания, а выходы упомянутого триггера связаны с входом ключевого регулятора уровня канала усиления и входом ждущего мультивибратора канала регистрации поломки, выход первого усилителя канала усиления связан с входом усилителя-ограничителя канала регистратора 5 поломки, при этом выходы линейного формирователя канала регистратора касания и выход триггера канала регистратора поломки предназначены для связи с системой ЧПУ. 10 На фиг.1 показана функциональная блок-схема устройства контроля состояния режущего инструмента; на фиг.2 - эпюры выходного сигнала устройств^контроля. 15 Устройство контроля состояния режущего инструмента осуществляют по схеме, представленной на фиг.1, причем при использовании в процессе обработки несколькими режущими инструментами число 20 каналов устройства определено числом инструментов. Каждый канал устройства содержит следующие основные блоки: магнитоиндукционный первичный датчик 1, соединенный с схемой регистрации элект25 рических сигналов. Схема регистрации сигналов содержит-канала 2 усиления, канал 3 регистрации касания инструмента и заготовки, канал 4 регистрации поломки инструмента. Канал 2 усиления состоит из 30 соединенных последовательно с датчиком 1 первого усилителя 5, второго усилителя б, выпрямителя 7 и компаратора 8. Второй вход компаратора 8 соединен с ключевым регулятором 9 уровня сигнала. Канал 3 реги35 страции касания инструмента содержит триггер 10, первый вход которого соединен с выходом компаратора 8, а второй вход сброса триггера 10 подключен к выходу линии 11 задержки. Выходы триггера 10 сое40 динены с ключевым регулятором 9 уровня и к линейному формирователю 12, последовательно соединенному с соответствующим световым индикатором 13. Второй вход линии 11 задержки подключен к генератору 14 45 сброса канала 3. Канал А регистратора поломки содержит усилитель-ограничитель 15, вход которого соединен с выходом усилителя 5, Усилитель-ограничитель 15 последовательно соединен с блоком 16 50 выборки-хранения, компаратором 17, триггером 18, выход которого подключен к световому индикатору 19. Канал 4 содержит также первый делитель 20 напряжения, вход которого подключен к выходу усилите55 ля-ограничителя 15, а выход-к входу компаратора 17. Второй делитель 21 напряжения подключен к блоку 16 выборки-хранения, к второму входу подсоединен ждущий мультивибратор 22, причем к входу его подключен триггер 10 канала 3 регистрации 15565 касания. Выходы линейного формирователя 12 и триггера 18 канала 4 регистрации поломки предназначены для подключения в систему 23 ЧПУ металлорежущего станка. Генератор 14 сброса включается в случае поломки сверла после фиксации момента поломки (прерывания контакта). При этом инвертирующий выход генератора 14 сброса соединен с И-входом линии 11 задержки. Устройство контроля состояния режущего инструмента работает следующим образом. В процессе механообработки устройство представляет собой единую электрическую цепь с технологической системой станка, которая находится в замкнутом состоянии при наличии контакта инструмента и обрабатываемой заготовки. Возникающие при этом электромагнитные колебания регистрируют магнитоиндукционными первичными датчиками 1, установленными на режущем инструменте. Датчик 1 преобразует электромагнитные сигналы в электрические, которые поступают в канал 2 усиления на усилители 5, 6. После прохождения через выпрямитель 7 полупериоды усиленного входного сигнала поступают на вход компаратора 8. Компаратор 8 осуществляет сравнен и е вх од но го с иг нал а и с и гн ал а , поступающего с выхода триггера 10 канала 3 через ключевой регулятор 9 уровня, подключенный к второму входу компаратора 8. Выходной цифровой сигнал канала 2 поступает на вход триггера 10. При этом с выхода триї гера 10 поступает сигнал на вход регулятора 9 уровня, который понижает уровень напряжения на втором входе компаратора 8 до минимального. Одновременно триггер 10 формирует сигнал команды о начале касания режущего инструмента и заготовки. Для того, чтобы триггер 10 не возвращался в исходное состояние, выходной цифровой сигнал компаратора 8 поступает на вход линии 11 задержки и отключает ее. На вход линии 11 задержки поступают сигналы от генератора 14 сброса. Выходные сигналы линии 11 задержки поступают на вход сброса триггера 10, с выхода которого через линейны й ф ормиро ват ел ь 12 сигнал ы поступают на световые индикаторы 13, позволяющие регистрировать состояние холостого хода режущего инструмента, момент касания инструмента и заготовки, что необходимо в процессе обработки сверлением в многошпиндельных головках. Устройство 12 линейного формирователя содержит выходы на систему 23 ЧПУ металлорежущего станка, которая осуществляет управление приводами станка. В случае прерывания контакта режущего инструмента, и заготов ки в результате поломки импульсы сброса с линии 11 задержки исчезают, и под действием генератора 14 сброса линия 11 задержки формирует сигнал в исходное 5 состояние. На вход усилителя-ограничителя 15 канала 4 регистрации поломки инструмента поступают аналоговые сигналы с выхода первого усилителя 5 канала 2. Деление напряжения выходного сигнала осуществ10 ляют делители 20. 21, подключенные к входу блока 16 выборки-хранения. Делитель 21 напряжения формирует исследуемый сигнал, поступающий от канала 2, зависящий от текущего состояния процесса механооб15 работки. Выход делителя 21 подключен к входу компаратора 17. Выход делителя 20 подключен к входу блока 16 выборки-хранения, к входу делителя 21 и выходу усилителя 5 канала 2. Опорный сигнап, поступающий 20 на вход компаратора 17, формирует блок 16 выборки-хранения, преобразующий выходной сигнал ждущего мультивибратора 22. Ждущий мультивибратор 22 осуществляет преобразование выходного сигнала тригге25 ра 10 регистратора 3 касания. Компаратор 17 сравнивает сигналы, поступающие от блока 16 выборки-хранения и делителя 20, осуществляя вычитание сигналов канала 2 и канала 3 регистрации касания инструмента. 30 Разностный сигнал с выхода компаратора 17 поступает на триггер 18 канала 4 регистрации поломки. Триггер 18 формирует сигнал, ф иксирующий поломку режущего инструмента соответствующим световым 35 индикатором, а также системой 23 ЧПУ металлорежущего станка. Эпюры сигналов, формируемых электромагнитным устройством контроля состояния режущего инструмента в процессе 40 сверления с применением многошпиндельных головок, приведены на фиг.2. Изменения состояния инструмента в процессе резания отражены параметрами выходного сигнала канала 3 регистрации касания и ка45 нала 4 поломки. На фиг.2 эпюры Nfela характеризуют осциллограмму сигнала касания инструмента и заготовки, который фиксируется каналом 3 регистратора касания. Эпюры fsfcl6 иллюстрируют количественную 50 запись уровня выходного сигнала, а эпюры №Ів - запись уровня блока 16 выборки-хранения. Эпюры №2 (П1, П2, ПЗ) характеризую т разл ичны е типы полом ок сверл а, которые регистрируют сигналом канала 4 55 регистрации поломки. Эпюры N?2 П1 - поломка сверла происходит сразу при врезании сверла в заготовку. П2 - поломка происходит в процессе резания. Эпюра ПЗ характеризует осциллограмму выходного сигнала поломки инструмента при выкра 15565 шивании режущей части Выкрашивание регистрируется прямоугольными сигналами малой длительности, так как при этом происходит прерывистое касание режущего инструмента и заготовки. Дальнейший рост 5 величины скола режущей части инструмента характеризуется импульсами сигнала, близкими к треугольным. При настройке каналов 2,3.4 регистраторов нижние пороги напряжения устанавливают, исходя из уров- 10 ня шумов, максимально возможных в каналах 3,4 регистраторов касания и поломки. Пример конкретной реализации. Первичные магнитоиндукционные датчики могут быть выполнены из ферритовых 15 сердечников тороидальной формы с навитыми на них обмотками. Канал 2 может быть выполнен с применением микросхем операционных усилителей 544 УД2 и компаратора K523CAI. Канал 3 касания выполняют, на- 20 пример, с использованием микросхем триггеров К155ТМ2, генератор сброса К155ЛА7. Канал 4 может быть выполнен на основе микросхем К155АГ1, К155ТМ2, К523СА1. 8 качестве диодов можно использовать Д9, 25 2 1 -* 5 1 t- 6 — 7 8 делители напряжения выполняют на резисторной основе. Линейный формирователь 12 канала 3 реализован на основе К155ЛН2. Блок выборки-хранения может быть выполнен на микросхеме К140УД6. Выход на систему ЧПУ станка может быть осуществлен при помощи оптронов. Индикация состояния процесса резания осуществляется светодиодами, например, АЛ307. Преимуществом устройства контроля состояния режущего инструмента по сравнению с базовым объектом является повышение точности определения момента касания, поломки инструмента с конкретизацией типа поломки, определения величины предельно допустимого износа режущей части инструмента. Кроме того, устройство позволяет предотвращать поломку инструмента путем выведения его из напряженной зоны по повышению уровня сигнала установленного порога напряжения. Устройство позволяет поднять производительность за счет снижения времени на трудоемкие операции контроля состояния режущего инструмента. 3 10 8 1 2 13 11 9 j 14 22 • 15 20 — 16 18 4 L £ 21 1 19 її • 17 * >з Фиг.1 зтосбро с 15565 н< г 2 ПЪ __________________ і АЛЛлл АЛМ*У/+ЛЛК\ЛЛЛЛЛ.ЛЛЛ uWJMMM/in/ г -ь пг [ Лл^^^л ----- ^ . I П і 6 ь Упорядник Замовлення 4190 Техред М.Моргентал Коректор М Керецман Тираж Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м Ужгород, вул.Ґагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device of the state of cutting tool
Автори англійськоюOstafiev Volodymyr Oleksandrovych, Skytsiuk Volodymyr Ivanovych, Klochko Tetiana Redzhynaldivna
Назва патенту російськоюУстройство контроля состояния режущего инструмента
Автори російськоюОстафьев Владимир Александрович, Скицюк Владимир Иванович, Клочко Татьяна Реджинальдовна
МПК / Мітки
МПК: B23Q 11/04, B23Q 17/09
Мітки: стану, пристрій, інструменту, різального, контролю
Код посилання
<a href="https://ua.patents.su/6-15565-pristrijj-kontrolyu-stanu-rizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю стану різального інструменту</a>
Пристрій для контролю багатоканального об’єкта
Номер патенту: 6592
Опубліковано: 29.12.1994
Автори: Данилов Євген Миколайович, Скородинський Віктор Хаімович, Горшков Борис Генадійович, Женов Владислав Васильович, Радіч Наталія Олександрівна
МПК: G05B 23/02
Мітки: багатоканального, об'єкта, контролю, пристрій
Формула / Реферат:
(57) Устройство для контроля многоканального объекта, содержащее входной регистр, элемент ИЛИ, формирователь импульса, генератор импульсов и по числу каналов объекта каналы контроля, каждый из которых содержит индикатор состояния канала объекта, триггер ошибки, первый элемент И, первый и второй элементы исключающее ИЛИ, а также блоки согласования управляющих воздействий и ответных реакций, выход и вход каждого из которых являются...
Пристрій для безперервного контролю напружено-деформованого стану масиву гірських порід
Номер патенту: 9448
Опубліковано: 30.09.1996
Автори: Вербицький Тарас Зиновійович, Бойко Богдан Дмитрович
МПК: G01V 1/00
Мітки: порід, стану, напружено-деформованого, гірських, масиву, контролю, безперервного, пристрій
Формула / Реферат:
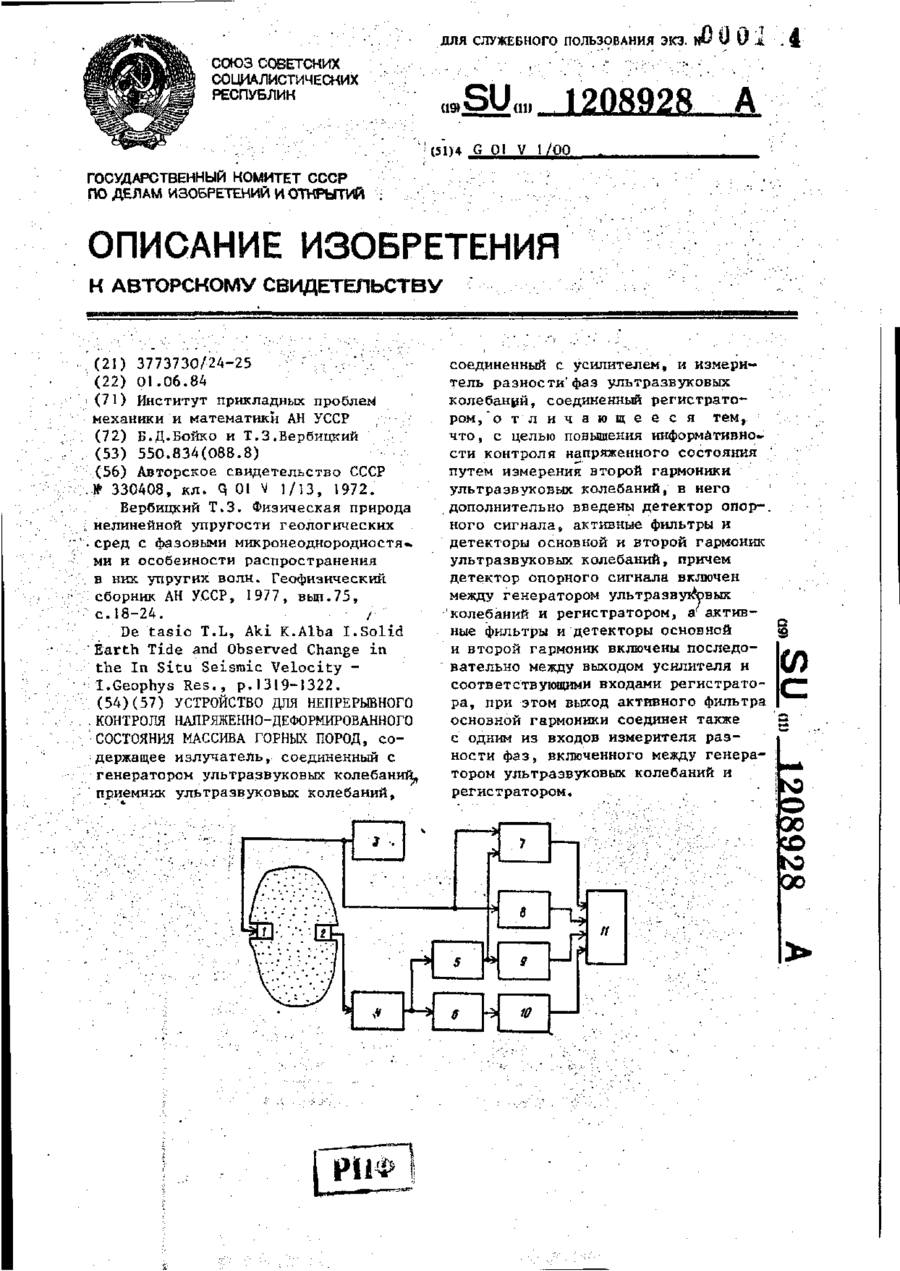
Устройство для непрерывного контроля напряженно-деформированного состояния массива горных пород, содержащее излучатель, соединенный с генератором ультразвуковых колебаний, приемник ультразвуковых колебаний, соединенный с усилителем, и измеритель разности фаз ультразвуковых колебаний, соединенный регистратором, отличающееся тем, что, с целью повышения информативности контроля напряженного состояния путем измерения второй гармоники...
Патрон для кріплення осьового різального інструменту
Номер патенту: 6846
Опубліковано: 31.03.1995
Автор: Бондарєв Віктор Миколайович
МПК: B23B 31/02, B23C 5/00
Мітки: осьового, кріплення, патрон, інструменту, різального
Формула / Реферат:
(57) Патрон для крепления осевого режущего инструмента, преимущественно концевых фрез, содержащий корпус с установленной на нем накидной гайкой, размещенную в корпусе переходную втулку с фланцем и коническим отверстием под хвостовик инструмента, установленную с возможностью осевого перемещения посредством резьбового соединения, выполненного противоположного направления или другого шага относительно резьбового соединения накидной гайки с...
Спосіб випробування різального інструменту на зносостійкість
Номер патенту: 14366
Опубліковано: 25.04.1997
Автори: Черномаз Володимир Миколаєвич, Гузенко Віталій Семенович, Гах Віталій Михайлович, Скібін Володимир Володимирович
МПК: B23B 1/00
Мітки: різального, спосіб, зносостійкість, випробування, інструменту
Формула / Реферат:
Способ испытания режущего инструмента на износостойкость, включающий протачивание до установленного критерия затуплення с непрерывным ростом скорости резания за один или несколько проходов от центра к периферии торцовой поверхности цилиндрического образца с центральным отверстием, отличающийся тем, что, с целью расширения диапазона исследуемых подач и сокращения трудоемкости процесса, торцовую поверхность делят на группы кольцевых...
Пристрій для контролю навантаження машин
Номер патенту: 8736
Опубліковано: 30.09.1996
Автори: Гавінський Юрій Олексійович, Наводничій Сергій Георгієвич, Шмарьян Євген Михайлович, Лепіхов Олександр Іванович
МПК: G07C 3/10
Мітки: машин, навантаження, пристрій, контролю
Формула / Реферат:
Устройство для контроля нагрузок машин, содержащее датчик, выход которого через последовательно соединенные выпрямитель и фильтр соединен с первым входом компаратора, выход которого подключен к входу запрета первого счетчика, преобразователь код - напряжение, выход которого соединен с вторым входом компаратора, генератор импульсов, выход которого подключен к счетным входам первого и второго счетчиков, генератор тока, выход которого...
Попередній патент: Пристрій для діагностики за станом біологічно активних точок
Наступний патент: Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації
Випадковий патент: Незлежувана композиція хлориду натрію, спосіб її одержання і застосування