Штамп для пробивання отворів на різних рівнях
Формула / Реферат
1. Штамп дня пробивання отворів на різних рівнях, який складається з верхньої рухомої і нижньої нерухомої частин, які сцентровані за допомогою колонок і втулок, верхня рухома частина складається з верхньої рухомої плити, держака з розміщеними в ньому пуансонами різної довжини і притиску, нижньої нерухомої частини, що складається з трьох плит, скріплених між собою, держака з не менше ніж двома матрицями, розташованими на різних рівнях, механізму переміщення, який здійснює зворотно-поступальний рух матриць, який відрізняється тим, що механізм переміщення матриць і пуансонів виконаний як плаваючий вузол, що складається з проміжної плити, у якій виконано паз, опори, розміщеної в пазу з можливістю хитання, і не менше двох допоміжних підп'ятників, розміщених на опорі і взаємодіючих з матрицями і пуансонами.
2. Штамп за п. 1, який відрізняється тим, що плаваючий механізм переміщення виконаний з можливістю самоустановлення матриць.
3. Штамп за пп. 1, 2, який відрізняється тим, що додаткові плаваючі вузли виконані з можливістю пробивання отворів більше ніж у двох рівнях.
4. Штамп за пп. 1-3, який відрізняється тим, що в місцях пробивання отворів використовують додаткові притиски заготовки.
Текст
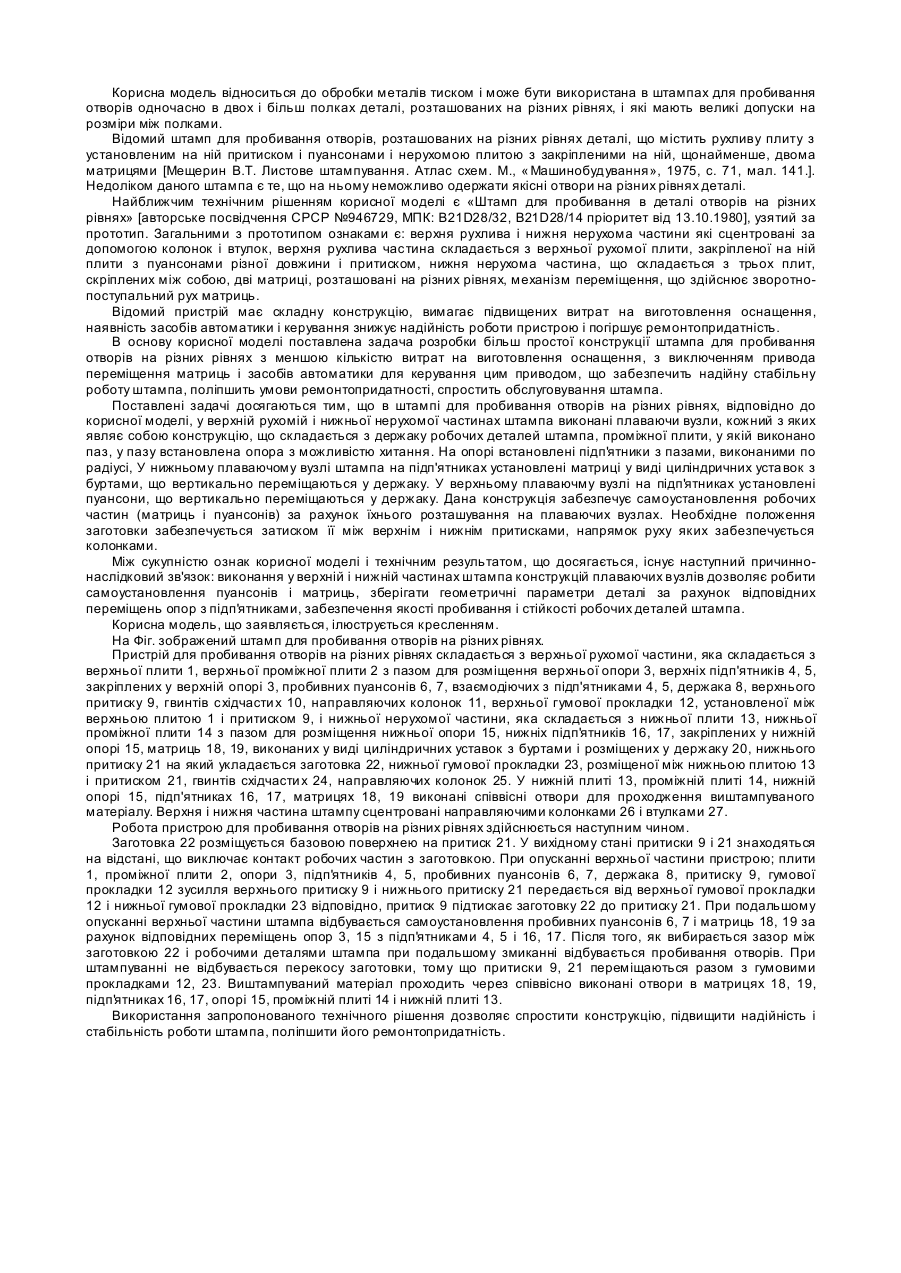
Корисна модель відноситься до обробки металів тиском і може бути використана в штампах для пробивання отворів одночасно в двох і більш полках деталі, розташованих на різних рівнях, і які мають великі допуски на розміри між полками. Відомий штамп для пробивання отворів, розташованих на різних рівнях деталі, що містить рухливу плиту з установленим на ній притиском і пуансонами і нерухомою плитою з закріпленими на ній, щонайменше, двома матрицями [Мещерин В.Т. Листове штампування. Атлас схем. М., « Машинобудування», 1975, с. 71, мал. 141.]. Недоліком даного штампа є те, що на ньому неможливо одержати якісні отвори на різних рівнях деталі. Найближчим технічним рішенням корисної моделі є «Штамп для пробивання в деталі отворів на різних рівнях» [авторське посвідчення СРСР №946729, МПК: В21D28/32, В21D28/14 пріоритет від 13.10.1980], узятий за прототип. Загальними з прототипом ознаками є: верхня рухлива і нижня нерухома частини які сцентровані за допомогою колонок і втулок, верхня рухлива частина складається з верхньої рухомої плити, закріпленої на ній плити з пуансонами різної довжини і притиском, нижня нерухома частина, що складається з трьох плит, скріплених між собою, дві матриці, розташовані на різних рівнях, механізм переміщення, що здійснює зворотнопоступальний рух матриць. Відомий пристрій має складну конструкцію, вимагає підвищених витрат на виготовлення оснащення, наявність засобів автоматики і керування знижує надійність роботи пристрою і погіршує ремонтопридатність. В основу корисної моделі поставлена задача розробки більш простої конструкції штампа для пробивання отворів на різних рівнях з меншою кількістю витрат на виготовлення оснащення, з виключенням привода переміщення матриць і засобів автоматики для керування цим приводом, що забезпечить надійну стабільну роботу штампа, поліпшить умови ремонтопридатності, спростить обслуговування штампа. Поставлені задачі досягаються тим, що в штампі для пробивання отворів на різних рівнях, відповідно до корисної моделі, у верхній рухомій і нижньої нерухомої частинах штампа виконані плаваючи вузли, кожний з яких являє собою конструкцію, що складається з держаку робочих деталей штампа, проміжної плити, у якій виконано паз, у пазу встановлена опора з можливістю хитання. На опорі встановлені підп'ятники з пазами, виконаними по радіусі, У нижньому плаваючому вузлі штампа на підп'ятниках установлені матриці у виді циліндричних уста вок з буртами, що вертикально переміщаються у держаку. У верхньому плаваючму вузлі на підп'ятниках установлені пуансони, що вертикально переміщаються у держаку. Дана конструкція забезпечує самоустановлення робочих частин (матриць і пуансонів) за рахунок їхнього розташування на плаваючих вузлах. Необхідне положення заготовки забезпечується затиском її між верхнім і нижнім притисками, напрямок руху яких забезпечується колонками. Між сукупністю ознак корисної моделі і технічним результатом, що досягається, існує наступний причиннонаслідковий зв'язок: виконання у верхній і нижній частинах штампа конструкцій плаваючих вузлів дозволяє робити самоустановлення пуансонів і матриць, зберігати геометричні параметри деталі за рахунок відповідних переміщень опор з підп'ятниками, забезпечення якості пробивання і стійкості робочих деталей штампа. Корисна модель, що заявляється, ілюструється кресленням. На Фіг. зображений штамп для пробивання отворів на різних рівнях. Пристрій для пробивання отворів на різних рівнях складається з верхньої рухомої частини, яка складається з верхньої плити 1, верхньої проміжної плити 2 з пазом для розміщення верхньої опори 3, верхніх підп'ятників 4, 5, закріплених у верхній опорі 3, пробивних пуансонів 6, 7, взаємодіючих з підп'ятниками 4, 5, держака 8, верхнього притиску 9, гвинтів східчасти х 10, направляючих колонок 11, верхньої гумової прокладки 12, установленої між верхньою плитою 1 і притиском 9, і нижньої нерухомої частини, яка складається з нижньої плити 13, нижньої проміжної плити 14 з пазом для розміщення нижньої опори 15, нижніх підп'ятників 16, 17, закріплених у нижній опорі 15, матриць 18, 19, виконаних у виді циліндричних уставок з буртами і розміщених у держаку 20, нижнього притиску 21 на який укладається заготовка 22, нижньої гумової прокладки 23, розміщеної між нижньою плитою 13 і притиском 21, гвинтів східчасти х 24, направляючих колонок 25. У нижній плиті 13, проміжній плиті 14, нижній опорі 15, підп'ятниках 16, 17, матрицях 18, 19 виконані співвісні отвори для проходження виштампуваного матеріалу. Верхня і нижня частина штампу сцентровані направляючими колонками 26 і втулками 27. Робота пристрою для пробивання отворів на різних рівнях здійснюється наступним чином. Заготовка 22 розміщується базовою поверхнею на притиск 21. У вихідному стані притиски 9 і 21 знаходяться на відстані, що виключає контакт робочих частин з заготовкою. При опусканні верхньої частини пристрою; плити 1, проміжної плити 2, опори 3, підп'ятників 4, 5, пробивних пуансонів 6, 7, держака 8, притиску 9, гумової прокладки 12 зусилля верхнього притиску 9 і нижнього притиску 21 передається від верхньої гумової прокладки 12 і нижньої гумової прокладки 23 відповідно, притиск 9 підтискає заготовку 22 до притиску 21. При подальшому опусканні верхньої частини штампа відбувається самоустановлення пробивних пуансонів 6, 7 і матриць 18, 19 за рахунок відповідних переміщень опор 3, 15 з підп'ятниками 4, 5 і 16, 17. Після того, як вибирається зазор між заготовкою 22 і робочими деталями штампа при подальшому змиканні відбувається пробивання отворів. При штампуванні не відбувається перекосу заготовки, тому що притиски 9, 21 переміщаються разом з гумовими прокладками 12, 23. Виштампуваний матеріал проходить через співвісно виконані отвори в матрицях 18, 19, підп'ятниках 16, 17, опорі 15, проміжній плиті 14 і нижній плиті 13. Використання запропонованого технічного рішення дозволяє спростити конструкцію, підвищити надійність і стабільність роботи штампа, поліпшити його ремонтопридатність.
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for punching of openings at different levels
Назва патенту російськоюШтамп дня пробития отверстий на разных уровнях
МПК / Мітки
МПК: B21D 28/24
Мітки: рівнях, отворів, штамп, різних, пробивання
Код посилання
<a href="https://ua.patents.su/2-22046-shtamp-dlya-probivannya-otvoriv-na-riznikh-rivnyakh.html" target="_blank" rel="follow" title="База патентів України">Штамп для пробивання отворів на різних рівнях</a>
Штамп для пробивання отворів в трубах
Номер патенту: 15878
Опубліковано: 30.06.1997
Автори: Шнітман Лев Ісакович, Поданенко Володимир Ілліч
МПК: B21D 28/24
Мітки: трубах, отворів, штамп, пробивання
Формула / Реферат:
(57) Штамп для пробивки отверстий в трубах, содержащий подвижную верхню часть, неподвижную нижнюю плиту, связанный с ней ложемент для установки труб, пуансоны, установленные диаметрально противоположно с возможностью перемещения вдоль горизонтальной оси, механизм их перемещения, включающий клиновые пары с клиньями с односторонними скосами, пружины и деталь, размещенную с возможностью относительного перемещения в полости нижней плиты и...
Спосіб пробивання отворів у штампі
Номер патенту: 35718
Опубліковано: 16.04.2001
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B21D 28/00
Мітки: отворів, штампі, спосіб, пробивання
Формула / Реферат:
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з надкороткою консольною частиною, а знімання деталі з пуансонів - рухомими в напрямку штампування штовхачами, які локально та рівномірно розташовують навколо кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому, довжину...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: C22B 1/24
Мітки: профілей, п-подібних, порожнистих, пробивання, отворів, стінках, штамп, співвісних, деталей
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Штамп суміщеної дії
Номер патенту: 3099
Опубліковано: 15.10.2004
Автори: Чижиков Микола Васильович, Будьонний Михайло Михайлович, Мовшович Ісак Якович, Горницький Олександр Якович
МПК: B21D 28/14
Формула / Реферат:
1. Штамп суміщеної дії, що містить нижню плиту, на якій розташовані тримач пуансон-матриці та знімач, верхню плиту, на якій розміщений пуансонотримач, який відрізняється тим, що нижня і верхня плити виконані із композиційного матеріалу та армовані кожна розміщеними паралельно опорній поверхні плити металевими листами, причому площа кожного металевого листа відповідає площі опорної поверхні плити.2. Штамп за п. 1, який відрізняється...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: заготівель, штамп, трубних, роздачі
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Попередній патент: Спосіб виробництва вина десертного мускатель
Наступний патент: Головний акумуляторний світильник
Випадковий патент: П'єзоелектричний перетворювач механічних величин