Спосіб отримання безпрошаркового мідного покриття
Номер патенту: 23138
Опубліковано: 30.06.1998
Автори: Башев Валерій Федорович, Рябцев Сергій Іванович, Брехаря Григорій Павлович, Черненко Михайло Анатолійович, Доценко Федір Федорович
Формула / Реферат
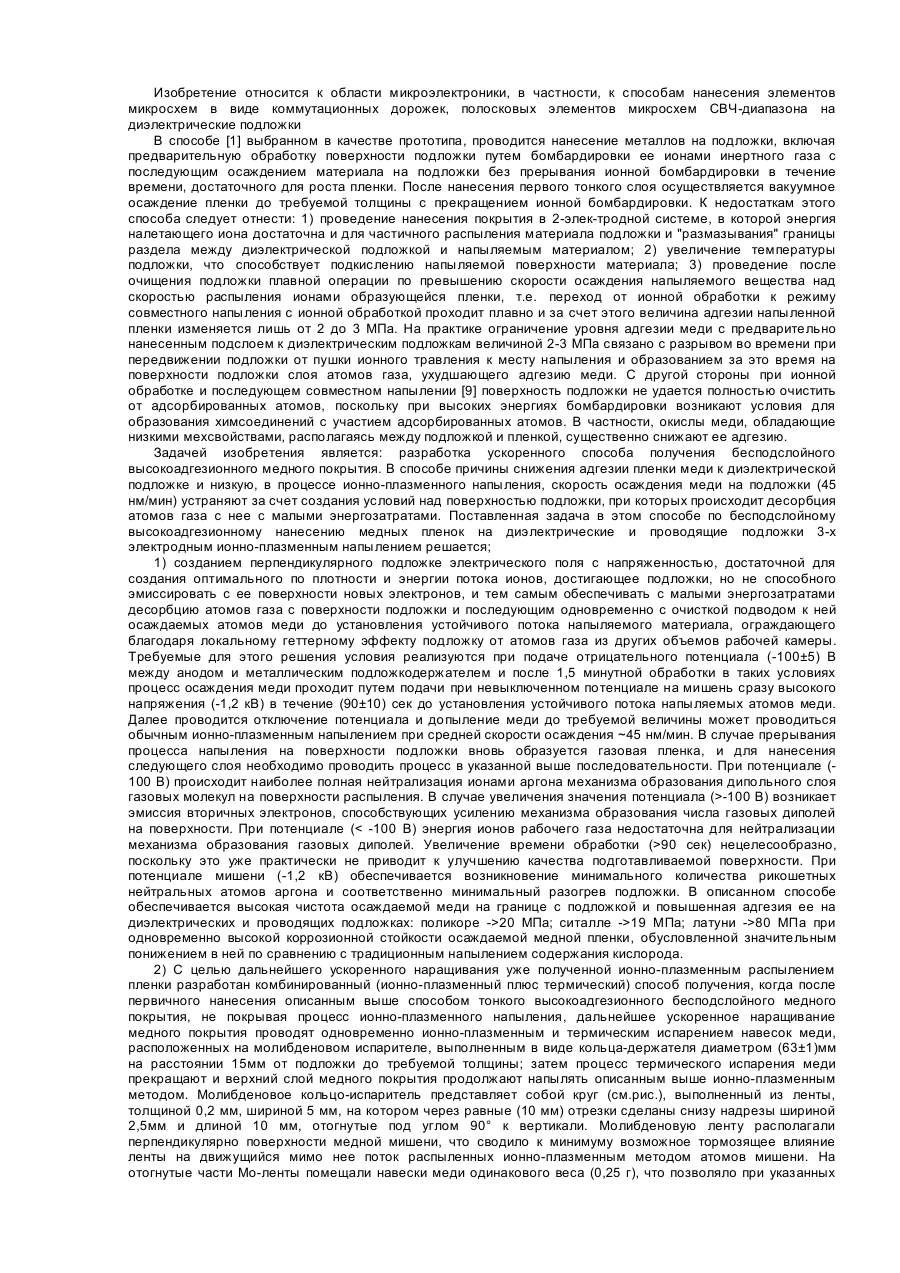
Способ получения бесподслойного медного покрытия, включающий в непрерывном цикле предварительную обработку подложки и напыление, отличающийся тем, что предварительную обработку проводят путем подачи отрицательного потенциала между анодом и металлическим подложкодержателем величиной -100±5 В в течение 90±10 сек, а напыление до толщины покрытия 0,1-0,2 мкм осуществляют трех-электродным ионно-плазменным методом при напряжении на мишени -1,2 кВ в течение 90±10 сек и сохранении отрицательного потенциала, далее в едином цикле одновременно с ионно-плазменным напылением проводят термическое испарение меди, размещенной в виде навесок 0,25 г на молибденовом испарителе, выполненном в виде кольца-держателя диаметром 63±1мм на расстоянии 15мм от подложки, до требуемой толщины, затем процесс термического испарения меди прекращают и верхние слои медного покрытия продолжают напылять описанным выше ионно-плазменным методом.
Текст
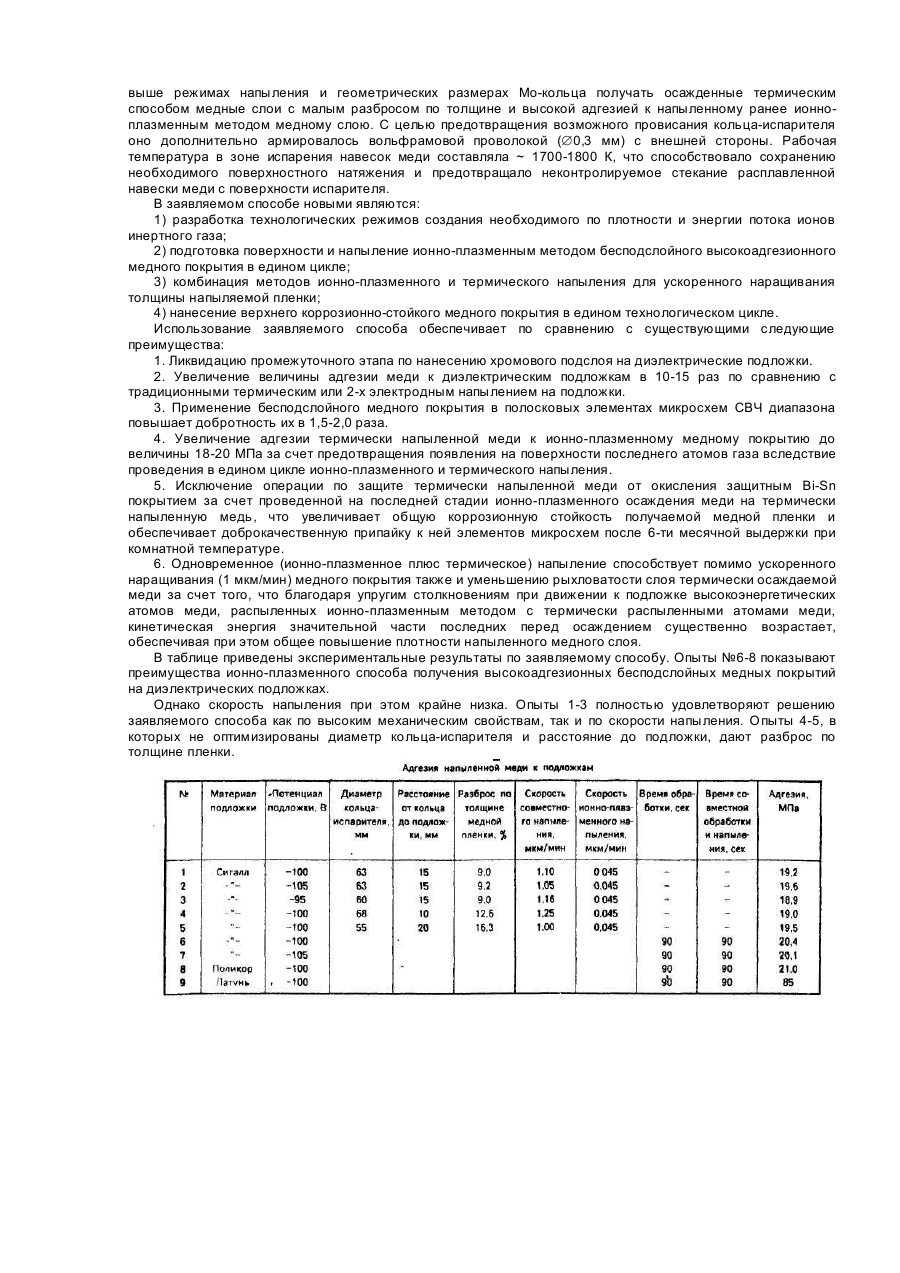
Изобретение относится к области микроэлектроники, в частности, к способам нанесения элементов микросхем в виде коммутационных дорожек, полосковых элементов микросхем CВЧ-диапазона на диэлектрические подложки В способе [1] выбранном в качестве прототипа, проводится нанесение металлов на подложки, включая предварительную обработку поверхности подложки путем бомбардировки ее ионами инертного газа с последующим осаждением материала на подложки без прерывания ионной бомбардировки в течение времени, достаточного для роста пленки. После нанесения первого тонкого слоя осуществляется вакуумное осаждение пленки до требуемой толщины с прекращением ионной бомбардировки. К недостаткам этого способа следует отнести: 1) проведение нанесения покрытия в 2-элек-тродной системе, в которой энергия налетающего иона достаточна и для частичного распыления материала подложки и "размазывания" границы раздела между диэлектрической подложкой и напыляемым материалом; 2) увеличение температуры подложки, что способствует подкислению напыляемой поверхности материала; 3) проведение после очищения подложки плавной операции по превышению скорости осаждения напыляемого вещества над скоростью распыления ионами образующейся пленки, т.е. переход от ионной обработки к режиму совместного напыления с ионной обработкой проходит плавно и за счет этого величина адгезии напыленной пленки изменяется лишь от 2 до 3 МПа. На практике ограничение уровня адгезии меди с предварительно нанесенным подслоем к диэлектрическим подложкам величиной 2-3 МПа связано с разрывом во времени при передвижении подложки от пушки ионного травления к месту напыления и образованием за это время на поверхности подложки слоя атомов газа, ухудшающего адгезию меди. С другой стороны при ионной обработке и последующем совместном напылении [9] поверхность подложки не удается полностью очистить от адсорбированных атомов, поскольку при высоких энергиях бомбардировки возникают условия для образования химсоединений с участием адсорбированных атомов. В частности, окислы меди, обладающие низкими мехсвойствами, располагаясь между подложкой и пленкой, существенно снижают ее адгезию. Задачей изобретения является: разработка ускоренного способа получения бесподслойного высокоадгезионного медного покрытия. В способе причины снижения адгезии пленки меди к диэлектрической подложке и низкую, в процессе ионно-плазменного напыления, скорость осаждения меди на подложки (45 нм/мин) устраняют за счет создания условий над поверхностью подложки, при которых происходит десорбция атомов газа с нее с малыми энергозатратами. Поставленная задача в этом способе по бесподслойному высокоадгезионному нанесению медных пленок на диэлектрические и проводящие подложки 3-х электродным ионно-плазменным напылением решается; 1) созданием перпендикулярного подложке электрического поля с напряженностью, достаточной для создания оптимального по плотности и энергии потока ионов, достигающее подложки, но не способного эмиссировать с ее поверхности новых электронов, и тем самым обеспечивать с малыми энергозатратами десорбцию атомов газа с поверхности подложки и последующим одновременно с очисткой подводом к ней осаждаемых атомов меди до установления устойчивого потока напыляемого материала, ограждающего благодаря локальному геттерному эффекту подложку от атомов газа из других объемов рабочей камеры. Требуемые для этого решения условия реализуются при подаче отрицательного потенциала (-100±5) В между анодом и металлическим подложкодержателем и после 1,5 минутной обработки в таких условиях процесс осаждения меди проходит путем подачи при невыключенном потенциале на мишень сразу высокого напряжения (-1,2 кВ) в течение (90±10) сек до установления устойчивого потока напыляемых атомов меди. Далее проводится отключение потенциала и допыление меди до требуемой величины может проводиться обычным ионно-плазменным напылением при средней скорости осаждения ~45 нм/мин. В случае прерывания процесса напыления на поверхности подложки вновь образуется газовая пленка, и для нанесения следующего слоя необходимо проводить процесс в указанной выше последовательности. При потенциале (100 В) происходит наиболее полная нейтрализация ионами аргона механизма образования дипольного слоя газовых молекул на поверхности распыления. В случае увеличения значения потенциала (>-100 В) возникает эмиссия вторичных электронов, способствующих усилению механизма образования числа газовых диполей на поверхности. При потенциале (90 сек) нецелесообразно, поскольку это уже практически не приводит к улучшению качества подготавливаемой поверхности. При потенциале мишени (-1,2 кВ) обеспечивается возникновение минимального количества рикошетных нейтральных атомов аргона и соответственно минимальный разогрев подложки. В описанном способе обеспечивается высокая чистота осаждаемой меди на границе с подложкой и повышенная адгезия ее на диэлектрических и проводящих подложках: поликоре ->20 МПа; ситалле ->19 МПа; латуни ->80 МПа при одновременно высокой коррозионной стойкости осаждаемой медной пленки, обусловленной значительным понижением в ней по сравнению с традиционным напылением содержания кислорода. 2) С целью дальнейшего ускоренного наращивания уже полученной ионно-плазменным распылением пленки разработан комбинированный (ионно-плазменный плюс термический) способ получения, когда после первичного нанесения описанным выше способом тонкого высокоадгезионного бесподслойного медного покрытия, не покрывая процесс ионно-плазменного напыления, дальнейшее ускоренное наращивание медного покрытия проводят одновременно ионно-плазменным и термическим испарением навесок меди, расположенных на молибденовом испарителе, выполненным в виде кольца-держателя диаметром (63±1)мм на расстоянии 15мм от подложки до требуемой толщины; затем процесс термического испарения меди прекращают и верхний слой медного покрытия продолжают напылять описанным выше ионно-плазменным методом. Молибденовое кольцо-испаритель представляет собой круг (см.рис.), выполненный из ленты, толщиной 0,2 мм, шириной 5 мм, на котором через равные (10 мм) отрезки сделаны снизу надрезы шириной 2,5мм и длиной 10 мм, отогнутые под углом 90° к вертикали. Молибденовую ленту располагали перпендикулярно поверхности медной мишени, что сводило к минимуму возможное тормозящее влияние ленты на движущийся мимо нее поток распыленных ионно-плазменным методом атомов мишени. На отогнутые части Mo-ленты помещали навески меди одинакового веса (0,25 г), что позволяло при указанных выше режимах напыления и геометрических размерах Mo-кольца получать осажденные термическим способом медные слои с малым разбросом по толщине и высокой адгезией к напыленному ранее ионноплазменным методом медному слою. С целью предотвращения возможного провисания кольца-испарителя оно дополнительно армировалось вольфрамовой проволокой (Æ0,3 мм) с внешней стороны. Рабочая температура в зоне испарения навесок меди составляла ~ 1700-1800 К, что способствовало сохранению необходимого поверхностного натяжения и предотвращало неконтролируемое стекание расплавленной навески меди с поверхности испарителя. В заявляемом способе новыми являются: 1) разработка технологических режимов создания необходимого по плотности и энергии потока ионов инертного газа; 2) подготовка поверхности и напыление ионно-плазменным методом бесподслойного высокоадгезионного медного покрытия в едином цикле; 3) комбинация методов ионно-плазменного и термического напыления для ускоренного наращивания толщины напыляемой пленки; 4) нанесение верхнего коррозионно-стойкого медного покрытия в едином технологическом цикле. Использование заявляемого способа обеспечивает по сравнению с существующими следующие преимущества: 1. Ликвидацию промежуточного этапа по нанесению хромового подслоя на диэлектрические подложки. 2. Увеличение величины адгезии меди к диэлектрическим подложкам в 10-15 раз по сравнению с традиционными термическим или 2-х электродным напылением на подложки. 3. Применение бесподслойного медного покрытия в полосковых элементах микросхем СВЧ диапазона повышает добротность их в 1,5-2,0 раза. 4. Увеличение адгезии термически напыленной меди к ионно-плазменному медному покрытию до величины 18-20 МПа за счет предотвращения появления на поверхности последнего атомов газа вследствие проведения в едином цикле ионно-плазменного и термического напыления. 5. Исключение операции по защите термически напыленной меди от окисления защитным Bі-Sn покрытием за счет проведенной на последней стадии ионно-плазменного осаждения меди на термически напыленную медь, что увеличивает общую коррозионную стойкость получаемой медной пленки и обеспечивает доброкачественную припайку к ней элементов микросхем после 6-ти месячной выдержки при комнатной температуре. 6. Одновременное (ионно-плазменное плюс термическое) напыление способствует помимо ускоренного наращивания (1 мкм/мин) медного покрытия также и уменьшению рыхловатости слоя термически осаждаемой меди за счет того, что благодаря упругим столкновениям при движении к подложке высокоэнергетических атомов меди, распыленных ионно-плазменным методом с термически распыленными атомами меди, кинетическая энергия значительной части последних перед осаждением существенно возрастает, обеспечивая при этом общее повышение плотности напыленного медного слоя. В таблице приведены экспериментальные результаты по заявляемому способу. Опыты №6-8 показывают преимущества ионно-плазменного способа получения высокоадгезионных бесподслойных медных покрытий на диэлектрических подложках. Однако скорость напыления при этом крайне низка. Опыты 1-3 полностью удовлетворяют решению заявляемого способа как по высоким механическим свойствам, так и по скорости напыления. Опыты 4-5, в которых не оптимизированы диаметр кольца-испарителя и расстояние до подложки, дают разброс по толщине пленки.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for preparation of layer-free copper coating
Автори англійськоюBashev Valerii Fedorovych, Riabtsev Serhii Ivanovych, Chernenko Mykhailo Anatoliiovych, Dotsenko Fedir Fedorovych, Brekharia Hryhorii Pavlovych
Назва патенту російськоюСпособ получения бесслойного медного покрытия
Автори російськоюБашев Валерий Федорович, Рябцев Сергей Иванович, Черненко Михаил Анатольевич, Доценко Федор Федорович, Брехаря Григорий Павлович
МПК / Мітки
МПК: C23C 14/06
Мітки: мідного, отримання, покриття, безпрошаркового, спосіб
Код посилання
<a href="https://ua.patents.su/2-23138-sposib-otrimannya-bezprosharkovogo-midnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання безпрошаркового мідного покриття</a>
Спосіб нанесення мідного покриття на діелектричний підшарок
Номер патенту: 14553
Опубліковано: 20.01.1997
Автор: Александрук Валерій Євгенович
МПК: C03C 17/34
Мітки: нанесення, покриття, діелектричний, підшарок, мідного, спосіб
Формула / Реферат:
Способ нанесения медного покрытия на диэлектрическую подложку, включающий активирование подложки и меднение, отличающийся тем, что вначале технологического процесса на подложку наносят слой оксида цинка толщиной 0,6-0,8 мкм, а активирование проводят в 0,002-0,08 вес. % растворе хлористого палладия.
Спосіб одержання молібден-мідного та вольфрам-мідного сплавів для електродного інструменту
Номер патенту: 12059
Опубліковано: 25.12.1996
Автори: Панічкіна Валентина Вікторівна, Радченко Петро Якович, Май Владислав Кондратович, Рак Микола Максимович, Сиротюк Михайло Михайлович, Ландау Тетяна Євгенівна, Горобец Григорій Олександрович, Русанов Олег Миколайович, Скороход Валерій Володимирович, Уварова Ірина Володимирівна, Марек Борис Анатолійович, Тишкова Тетяна Тимофіївна
МПК: C22C 1/04
Мітки: одержання, електродного, спосіб, сплавів, вольфрам-мідного, інструменту, молібден-мідного
Формула / Реферат:
Способ получения молибден-медного и вольфрам-медного сплавов для электродного инструмента, включающий смешивание порошков, прессование, нагрев выше температуры плавления меди и спекание при этой температуре в восстановительной среде, отличающийся тем, что, с целью упрощения способа, смешиванию подвергают порошки с поверхностями 0,3-0,5 м2/г смешивание проводят до получения удельной поверхности смеси 1,0-1,3 м2/г, а нагрев осуществляют со...
Спосіб отримання порошку мідного електролітичного для порошкової металургії і пристрій для його реалізації
Номер патенту: 20213
Опубліковано: 15.07.1997
Автори: Михайленко Володимир Григорович, Юрьів Микола Спиридонович, Курносікова Валентіна Миколаївна, Мороз Федір Денисович
МПК: C25C 5/00
Мітки: металургії, пристрій, порошку, реалізації, спосіб, порошкової, електролітичного, мідного, отримання
Формула / Реферат:
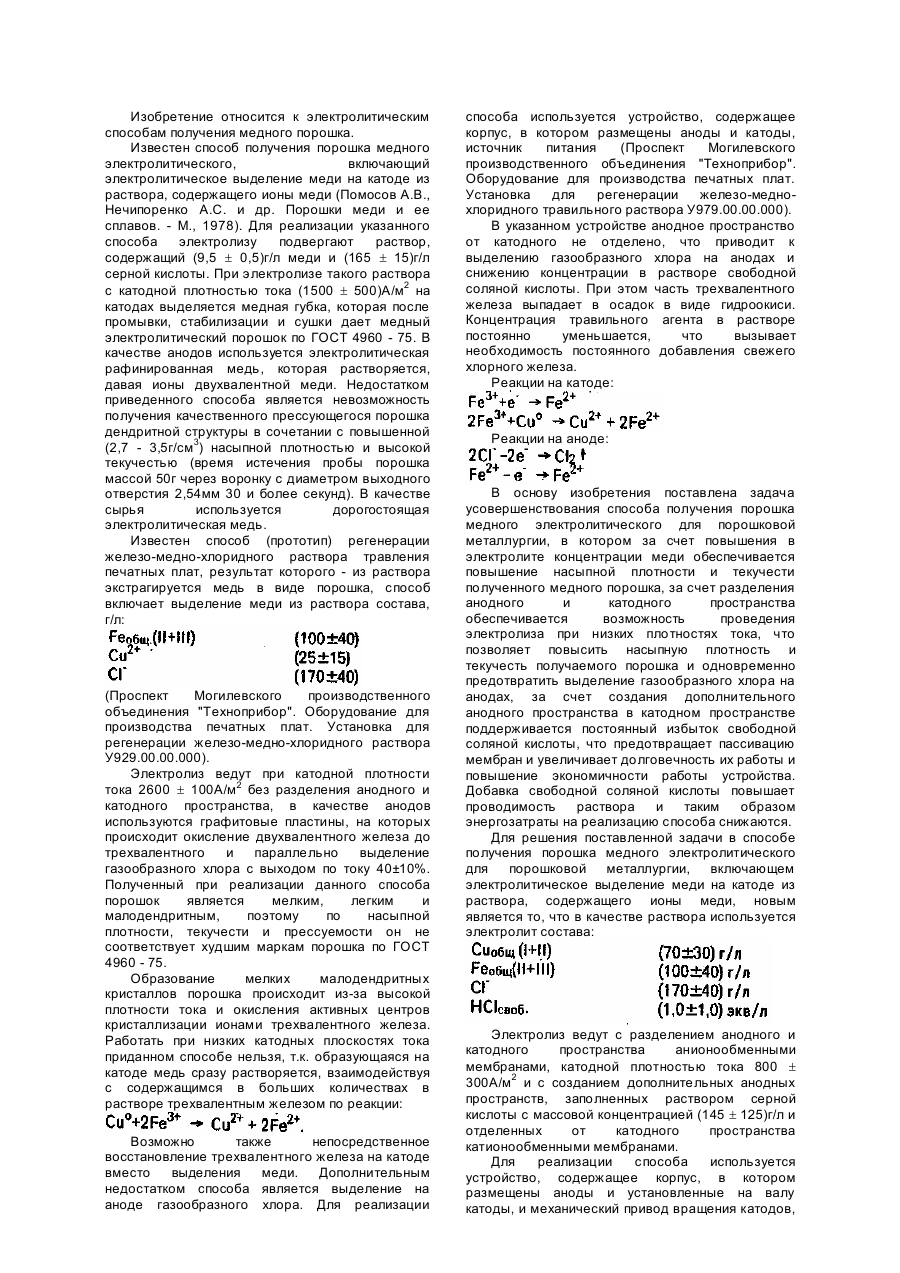
1. Способ получения порошка медного электролитического для порошковой металлургии, включающий электролитическое выделение меди на катоде из раствора, содержащего поны меди, отличающийся тем, что в качестве раствора используется электролит состава:Сuобщ. (І + ІІ) (70 ± 30) г/лFeобщ. (II+I1I) (100±40)г/л Сl- (170± 40)г/л...
Спосіб одержання спеченого пористого молібден-мідного сплаву
Номер патенту: 16657
Опубліковано: 29.08.1997
Автори: Семенець Валентин Павлівна, Пустогаров Олександр Васильович, Косторнов Анатолій Григорович, Мельников Генадій Миколайович, Чернишов Леонід Іванович
МПК: C22C 1/04, B22F 3/24, B22F 3/10
Мітки: одержання, пористого, молібден-мідного, спеченого, сплаву, спосіб
Формула / Реферат:
Способ получениа спеченного пористого молибден-медного сплава, включающий приготовление смеси порошков молибдена и меди, прессование, спекание и хромирование, отличающийся тем, что, с целью увеличения стойкости против окисления, в полученную смесь вводят никель в количестве 5-7 мас. % от содержания меди.
Спосіб отримання покриття із цінкалюмінієвих сплавів на внутрішній поверхні труби
Номер патенту: 19376
Опубліковано: 25.12.1997
Автори: Проскуркін Євгеній Васильович, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Ткач Валер'ян Іванович
МПК: C23C 22/05, C23C 22/00
Мітки: отримання, трубі, внутрішній, покриття, цінкалюмінієвих, поверхні, сплавів, спосіб
Формула / Реферат:
Способ получения покрытия из цинкалюминиевых сплавов на внутренней поверхности трубы, включающий нагрев трубы в защитной атмосфере и прокачивание через ее полость расплава металла-покрытия под давлением газа, отличающийся тем, что прокачивают порцию расплава, объем которой в 130-140 раз меньше объема канала трубы, а в качестве газа используют смесь монооксида углерода с водородом, нагретую на 20-30°С выше температуры плавления расплава.
Попередній патент: Поршнева машина
Наступний патент: Спосіб сумішоутворення і займання у двигуні внутрішнього згорання
Випадковий патент: Побутовий газогенераторний пристрій для виробництва синтез-газу з бурого вугілля