Валковий вузол прокатної кліті листового стану
Номер патенту: 24210
Опубліковано: 07.07.1998
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Мацко Сергій Володимирович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
Формула / Реферат
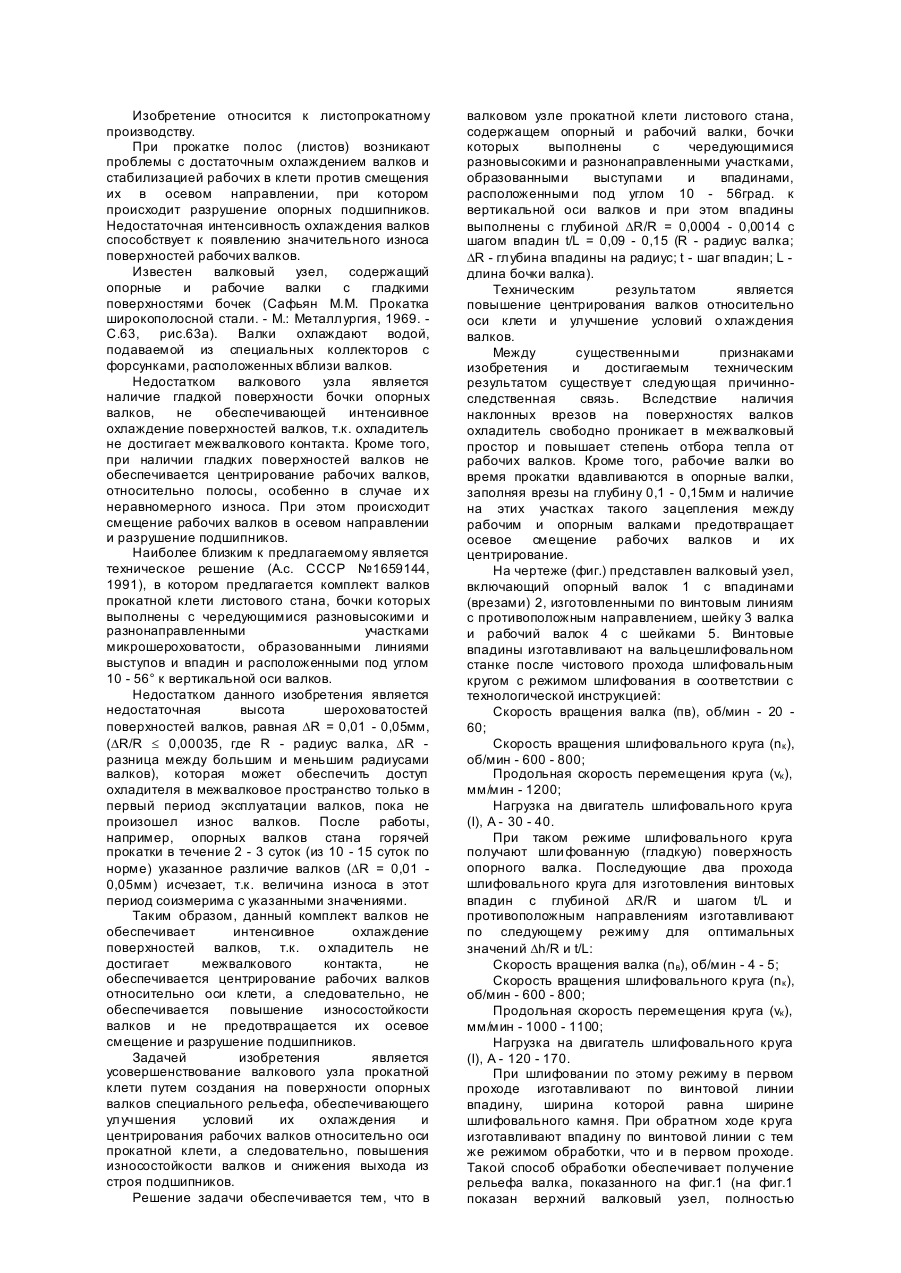
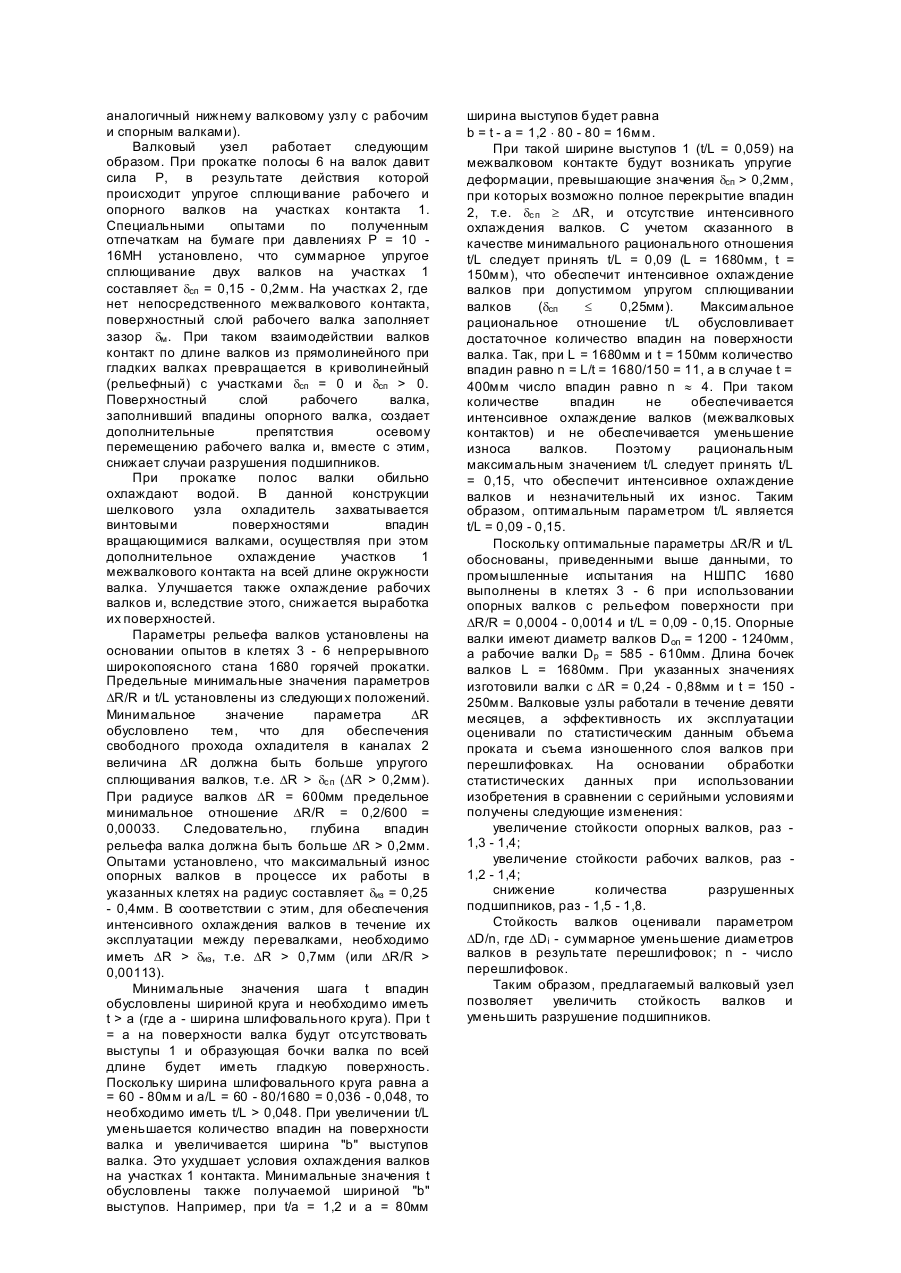
Валковый узел прокатной клети листового стана, содержащий опорный и рабочий валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками, образованными выступами и впадинами, расположенными под углом 10 - 56° к вертикальной оси валков, отличающийся тем, что впадины выполнены с глубиной DR/R = 0,0004 - 0,0014, с шагом впадин t/L = 0,09 - 0,15 (R - радиус валка; DR - глубина впадины на радиус; t - шаг впадин; L - длина бочки валка).
Текст
Изобретение относится к листопрокатному производству. При прокатке полос (листов) возникают проблемы с достаточным охлаждением валков и стабилизацией рабочих в клети против смещения их в осевом направлении, при котором происходит разрушение опорных подшипников. Недостаточная интенсивность охлаждения валков способствует к появлению значительного износа поверхностей рабочих валков. Известен валковый узел, содержащий опорные и рабочие валки с гладкими поверхностями бочек (Сафьян М.М. Прокатка широкополосной стали. - М.: Металлургия, 1969. С.63, рис.63а). Валки охлаждают водой, подаваемой из специальных коллекторов с форсунками, расположенных вблизи валков. Недостатком валкового узла является наличие гладкой поверхности бочки опорных валков, не обеспечивающей интенсивное охлаждение поверхностей валков, т.к. охладитель не достигает межвалкового контакта. Кроме того, при наличии гладких поверхностей валков не обеспечивается центрирование рабочих валков, относительно полосы, особенно в случае и х неравномерного износа. При этом происходит смещение рабочих валков в осевом направлении и разрушение подшипников. Наиболее близким к предлагаемому является техническое решение (А.с. СССР №1659144, 1991), в котором предлагается комплект валков прокатной клети листового стана, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованными линиями выступов и впадин и расположенными под углом 10 - 56° к вертикальной оси валков. Недостатком данного изобретения является недостаточная высота шероховатостей поверхностей валков, равная DR = 0,01 - 0,05мм, (DR/R £ 0,00035, где R - радиус валка, DR разница между большим и меньшим радиусами валков), которая может обеспечить доступ охладителя в межвалковое пространство только в первый период эксплуатации валков, пока не произошел износ валков. После работы, например, опорных валков стана горячей прокатки в течение 2 - 3 суток (из 10 - 15 суток по норме) указанное различие валков (DR = 0,01 0,05мм) исчезает, т.к. величина износа в этот период соизмерима с указанными значениями. Таким образом, данный комплект валков не обеспечивает интенсивное охлаждение поверхностей валков, т.к. о хладитель не достигает межвалкового контакта, не обеспечивается центрирование рабочих валков относительно оси клети, а следовательно, не обеспечивается повышение износостойкости валков и не предотвращается их осевое смещение и разрушение подшипников. Задачей изобретения является усовершенствование валкового узла прокатной клети путем создания на поверхности опорных валков специального рельефа, обеспечивающего улучшения условий их охлаждения и центрирования рабочих валков относительно оси прокатной клети, а следовательно, повышения износостойкости валков и снижения выхода из строя подшипников. Решение задачи обеспечивается тем, что в валковом узле прокатной клети листового стана, содержащем опорный и рабочий валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками, образованными выступами и впадинами, расположенными под углом 10 - 56град. к вертикальной оси валков и при этом впадины выполнены с глубиной DR/R = 0,0004 - 0,0014 с шагом впадин t/L = 0,09 - 0,15 (R - радиус валка; DR - глубина впадины на радиус; t - шаг впадин; L длина бочки валка). Техническим результатом является повышение центрирования валков относительно оси клети и улучшение условий о хлаждения валков. Между существенными признаками изобретения и достигаемым техническим результатом существуе т следующая причинноследственная связь. Вследствие наличия наклонных врезов на поверхностях валков охладитель свободно проникает в межвалковый простор и повышает степень отбора тепла от рабочих валков. Кроме того, рабочие валки во время прокатки вдавливаются в опорные валки, заполняя врезы на глубину 0,1 - 0,15мм и наличие на этих участках такого зацепления между рабочим и опорным валками предотвращает осевое смещение рабочих валков и их центрирование. На чертеже (фиг.) представлен валковый узел, включающий опорный валок 1 с впадинами (врезами) 2, изготовленными по винтовым линиям с противоположным направлением, шейку 3 валка и рабочий валок 4 с шейками 5. Винтовые впадины изготавливают на вальцешлифовальном станке после чистового прохода шлифовальным кругом с режимом шлифования в соответствии с технологической инструкцией: Скорость вращения валка (пв), об/мин - 20 60; Скорость вращения шлифовального круга (nк ), об/мин - 600 - 800; Продольная скорость перемещения круга (vк ), мм/мин - 1200; Нагрузка на двигатель шлифовального круга (I), A - 30 - 40. При таком режиме шлифовального круга получают шли фованную (гладкую) поверхность опорного валка. Последующие два прохода шлифовального круга для изготовления винтовых впадин с глубиной DR/R и шагом t/L и противоположным направлениям изготавливают по следующему режиму для оптимальных значений Dh/R и t/L: Скорость вращения валка (nв), об/мин - 4 - 5; Скорость вращения шлифовального круга (nк ), об/мин - 600 - 800; Продольная скорость перемещения круга (vк ), мм/мин - 1000 - 1100; Нагрузка на двигатель шлифовального круга (I), A - 120 - 170. При шлифовании по этому режиму в первом проходе изготавливают по винтовой линии впадину, ширина которой равна ширине шлифовального камня. При обратном ходе круга изготавливают впадину по винтовой линии с тем же режимом обработки, что и в первом проходе. Такой способ обработки обеспечивает получение рельефа валка, показанного на фиг.1 (на фиг.1 показан верхний валковый узел, полностью аналогичный нижнему валковому узлу с рабочим и спорным валками). Валковый узел работает следующим образом. При прокатке полосы 6 на валок давит сила P, в результате действия которой происходит упругое сплющи вание рабочего и опорного валков на участках контакта 1. Специальными опытами по полученным отпечаткам на бумаге при давлениях P = 10 16МН установлено, что суммарное упругое сплющивание двух валков на участках 1 составляет dсп = 0,15 - 0,2мм. На участках 2, где нет непосредственного межвалкового контакта, поверхностный слой рабочего валка заполняет зазор dм . При таком взаимодействии валков контакт по длине валков из прямолинейного при гладких валках превращается в криволинейный (рельефный) с участками dсп = 0 и dсп > 0. Поверхностный слой рабочего валка, заполнивший впадины опорного валка, создает дополнительные препятствия осевому перемещению рабочего валка и, вместе с этим, снижает случаи разрушения подшипников. При прокатке полос валки обильно охлаждают водой. В данной конструкции шелкового узла охладитель захватывается винтовыми поверхностями впадин вращающимися валками, осуществляя при этом дополнительное охлаждение участков 1 межвалкового контакта на всей длине окружности валка. Улучшается также охлаждение рабочих валков и, вследствие этого, снижается выработка их поверхностей. Параметры рельефа валков установлены на основании опытов в клетях 3 - 6 непрерывного широкопоясного стана 1680 горячей прокатки. Предельные минимальные значения параметров DR/R и t/L установлены из следующи х положений. Минимальное значение параметра DR обусловлено тем, что для обеспечения свободного прохода охладителя в каналах 2 величина DR должна быть больше упругого сплющивания валков, т.е. DR > dс п (DR > 0,2мм). При радиусе валков DR = 600мм предельное минимальное отношение DR/R = 0,2/600 = 0,00033. Следовательно, глубина впадин рельефа валка должна быть больше DR > 0,2мм. Опытами установлено, что максимальный износ опорных валков в процессе их работы в указанных клетях на радиус составляет dиз = 0,25 - 0,4мм. В соответствии с этим, для обеспечения интенсивного охлаждения валков в течение их эксплуатации между перевалками, необходимо иметь DR > dиз, т.е. DR > 0,7мм (или DR/R > 0,00113). Минимальные значения шага t впадин обусловлены шириной круга и необходимо иметь t > a (где a - ширина шлифовального круга). При t = a на поверхности валка будут отсутствовать выступы 1 и образующая бочки валка по всей длине будет иметь гладкую поверхность. Поскольку ширина шлифовального круга равна a = 60 - 80мм и a/L = 60 - 80/1680 = 0,036 - 0,048, то необходимо иметь t/L > 0,048. При увеличении t/L уменьшается количество впадин на поверхности валка и увеличивается ширина "b" выступов валка. Это ухудшает условия охлаждения валков на участках 1 контакта. Минимальные значения t обусловлены также получаемой шириной "b" выступов. Например, при t/a = 1,2 и а = 80мм ширина выступов будет равна b = t - a = 1,2 × 80 - 80 = 16мм. При такой ширине выступов 1 (t/L = 0,059) на межвалковом контакте будут возникать упругие деформации, превышающие значения dсп > 0,2мм, при которых возможно полное перекрытие впадин 2, т.е. dс п ³ DR, и отсутствие интенсивного охлаждения валков. С учетом сказанного в качестве минимального рационального отношения t/L следует принять t/L = 0,09 (L = 1680мм, t = 150мм), что обеспечит интенсивное охлаждение валков при допустимом упругом сплющивании валков (dсп £ 0,25мм). Максимальное рациональное отношение t/L обусловливает достаточное количество впадин на поверхности валка. Так, при L = 1680мм и t = 150мм количество впадин равно n = L/t = 1680/150 = 11, а в случае t = 400мм число впадин равно n » 4. При таком количестве впадин не обеспечивается интенсивное охлаждение валков (межвалковых контактов) и не обеспечивается уменьшение износа валков. Поэтому рациональным максимальным значением t/L следует принять t/L = 0,15, что обеспечит интенсивное охлаждение валков и незначительный их износ. Таким образом, оптимальным параметром t/L является t/L = 0,09 - 0,15. Поскольку оптимальные параметры DR/R и t/L обоснованы, приведенными выше данными, то промышленные испытания на НШПС 1680 выполнены в клетях 3 - 6 при использовании опорных валков с рельефом поверхности при DR/R = 0,0004 - 0,0014 и t/L = 0,09 - 0,15. Опорные валки имеют диаметр валков Dоп = 1200 - 1240мм, а рабочие валки Dр = 585 - 610мм. Длина бочек валков L = 1680мм. При указанных значениях изготовили валки с DR = 0,24 - 0,88мм и t = 150 250мм. Валковые узлы работали в течение девяти месяцев, а эффективность их эксплуатации оценивали по статистическим данным объема проката и съема изношенного слоя валков при перешлифовках. На основании обработки статистических данных при использовании изобретения в сравнении с серийными условиями получены следующие изменения: увеличение стойкости опорных валков, раз 1,3 - 1,4; увеличение стойкости рабочих валков, раз 1,2 - 1,4; снижение количества разрушенных подшипников, раз - 1,5 - 1,8. Стойкость валков оценивали параметром DD/n, где DDi - суммарное уменьшение диаметров валков в результате перешлифовок; n - число перешлифовок. Таким образом, предлагаемый валковый узел позволяет увеличить стойкость валков и уменьшить разрушение подшипников.
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Shtekhno Oleh Mykolaiovych, Movshovych Vilord Solomonovych, Tylyk Vasyl Trokhymovych, Trofymov Vitalii Oleksandrovych, Pikhovkin Mykola Mykolaiovych, Vasyl’iev Oleksandr Hennadiiovych, Matsko Serhii Volodymyrovych
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Штехно Олег Николаевич, Мовшович Вилорд Соломонович, Тылык Василий Трофимович, Трофимов Виталий Александрович, Пиховкин Николай Николаевич, Васильев Александр Геннадиевич, Мацко Сергей Владимирович, Машко Сергей Владимирович
МПК / Мітки
МПК: B21B 27/00
Мітки: стану, листового, вузол, кліті, прокатної, валковий
Код посилання
<a href="https://ua.patents.su/2-24210-valkovijj-vuzol-prokatno-kliti-listovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Валковий вузол прокатної кліті листового стану</a>
Валковий вузол багатовалкової прокатної кліті смугового стану
Номер патенту: 16347
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: смугового, вузол, валковий, багатовалкової, кліті, стану, прокатної
Формула / Реферат:
Валковый узел многовалковой прокатной клети полосового стана, включающий рабочие и опорные валки, расположенные в несколько рядов, выполненные с буртами и проточками, отличающийся тем, что, с целью снижения расхода валков путем исключения их осевых перемещений, оба кольцевых участка одного рабочего валка выполнены с проточками, а оба концевых участка второго рабочего валка выполнены с буртами, причем опорные валки первого ряда выполнены с...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Пилипенко Сергій Степанович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Штехно Олег Миколайович
МПК: B21B 27/00
Мітки: стану, валків, листового, кліті, прокатної, комплект
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Герд Байсеманн, Хуго Фельдманн, Хорст Гертнер, Фрідріх Холльманн
МПК: B21B 1/22
Мітки: кліті, валків, прокатної, стану, вузол, штабового
Формула / Реферат:
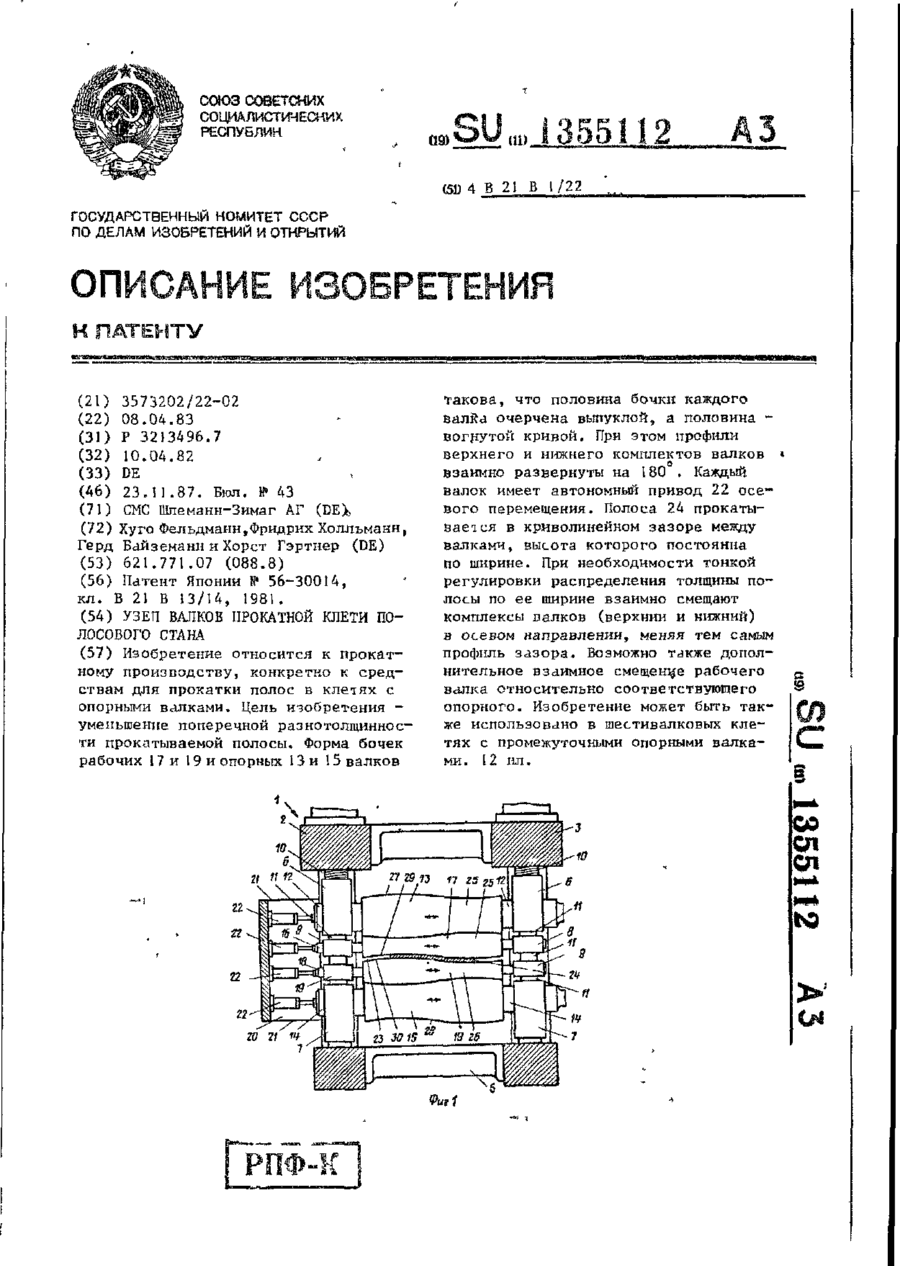
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Валковий вузол листової прокатної клітки
Номер патенту: 14114
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: вузол, листової, клітки, прокатної, валковий
Формула / Реферат:
Валковый узел листовой прокатной клети, содержащий два цилиндрических валка, один из которых - с буртами, взаимодействующими с торцами второго валка, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем уменьшения сил трения при создании продольных колебаний валка, торцы второго валка выполнены наклонными в одном направлении под углом 0,01-1,0°.
Валковий вузол листового стана
Номер патенту: 18136
Опубліковано: 01.07.1997
Автори: Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Коваль Сергій Миколайович, Калабухов Віктор Іванович, Прокопенко Едуард Васильович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович
МПК: B21B 27/02
Мітки: валковий, стана, листового, вузол
Формула / Реферат:
Валковый узел листового стана, включающий пpoфилированные опорные и рабочие валки, отличающийся тем, что односторонний концевой скос валка выполнен со стороны приводной шейки, а разница f размеров диаметров валка между серединой и краем бочки равнагде D - диаметр рабочего валка.
Попередній патент: Склад для сухого сніданка
Наступний патент: Спосіб підготовки меляси до зброджування
Випадковий патент: Спосіб автоматичного управління піччю для виробництва хлібопекарних та кондитерських виробів