Пристрій для контролю товщини плівки
Номер патенту: 24837
Опубліковано: 06.10.1998
Автори: Марець Тарас Вікторович, Стоцько Зіновій Антонович, Марець Віктор Матвійович, Кодра Юрій Васильович

Формула / Реферат
Пристрій для контролю товщини плівки, який містить основну вимірювальну пневмолінію з вимірювальним соплом, сполучені з нею перший та другий чутливі до зміни тиску елементи, вимірювальне сопло з'єднане з першим чутливим елементом, який з'єднаний з запірним клапаном, який відрізняється тим, що додатково містить допоміжну пневмолінію та регулюючий орган, основна вимірювальна пневмолінія додатково містить перший вхідний дросель, а допоміжна пневмолінія містить другий вхідний дросель і вихідне сопло, причому вихідне сопло кінематично зв'язане з першим чутливим елементом, регулюючий орган сполучений першим входом з основною вимірювальною пневмолінією та запірним клапаном, другим входом - з допоміжною пневмолінією.
Текст
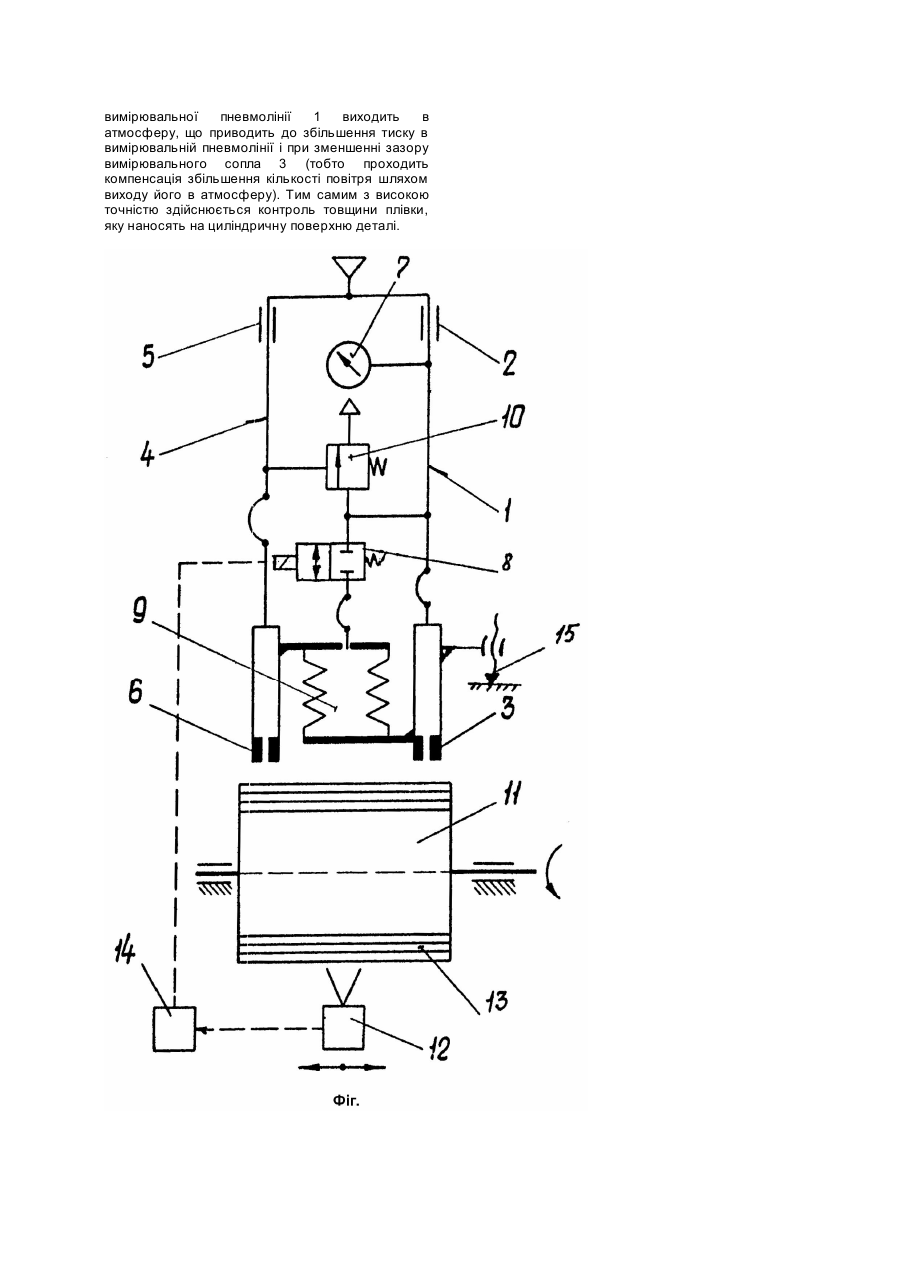
Винахід відноситься до техніки вимірювання товщини плівок і покрить в процесі їх нанесення на вироби, зокрема, на циліндричні поверхні деталей. Відомий пристрій для контролю товщини плівки, яка наноситься на тіло обертання (Гребень Ю.И. и др. Установка для нанесения эмиссионных покрытий на катоды с управляющим контролем толщины. - "Электронная техника". - Сер.7. Вып.2(54), 1973). Цей пристрій побудований на базі пневматичної манометричної вимірювальної системи, яка включає проточну пневмокамеру з вхідним дросселем, чутливий до зміни тиску елемент і вимірюючі сопла у виді пневмоскоби. Однак цей пристрій потребує переналадки скоби при зміні типорозміру деталі, на яку наноситься плівка та не дозволяє з високою точністю визначити товщину плівки. Відомий пристрій для контролю товщини плівки, який містить основну вимірювальну пневмолінію з вимірювальним соплом, сполучені з нею перший та другий чутливі до зміни тиску елементи, причому вимірювальне сопло з'єднане з першим чутливим елементом, який з'єднаний з запірним клапаном (Авт. св. СРСР №215522, кл. G01B, Бюл. №13, 1968). Однак даний пристрій має низьку точність контролю товщини плівки циліндричної поверхні деталі за рахунок впливу радіального биття на результат вимірювання. В основу винаходу поставлено завдання створити такий пристрій для контролю товщини плівки на циліндричній поверхні деталі, в якому введення нових елементів та зв'язків між ними забезпечили б виключення впливу радіального биття і тим самим підвищення точності контролю товщини плівки. Поставлене завдання вирішується тим, що пристрій для контролю товщини плівки, який містить основну вимірювальну пневмолінію з вимірювальним соплом, сполучені з нею перший і другий чутливі до зміни тиску елементи, вимірювальне сопло з'єднане з першим чутливим елементом, який з'єднаний з запірним клапаном, згідно з винаходом додатково містить допоміжну пневмолінію та регулюючий орган, основна вимірювальна пневмолінія додатково містить перший вхідний дросель, а допоміжна пневмолінія містить другий вхідний дросель і вихідне сопло, причому вихідне сопло кінематично зв'язане з першим чутливим елементом, регулюючий орган сполучений першим входом з основною вимірювальною пневмолінією та запірним клапаном, другим входом з допоміжною пневмолінією. Введення допоміжної пневмолінії, регулюючого органу і чутливого елементу в основній вимірювальній пневмолінії дозволить пристрою працювати в слідуючому режимі, враховувати похибку внаслідок радіального биття, тим самим з високою точністю здійснювати контроль товщини плівки, яку наносять на циліндричну поверхню деталі. На кресленні (фіг.) зображено пристрій для контролю товщини плівки, де: 1 - вимірювальна пневмолінія; 2 - перший вхідний дросель; 3 вимірювальне сопло; 4 - допоміжна пневмолінія; 5 - другий вхідний дросель; 6 - вихідне сопло; 7 другий чутливий елемент; 8 - запірний клапан; 9 перший чутливий елемент; 10 - регулюючий орган; а також 11 - виріб; 12 - розпилювач суспензії; 13 покриття; 14 - датчик проходів; 15 - регулюючий гвинт. Пристрій для контролю товщини плівки містить вимірювальну пневмолінію із вхідним дроселем 21 вимірювальним соплом З та допоміжну пневмолінію 4 з вхідним дроселем 5 і вихідним соплом 6. З вимірювальною пневмолінією 1 з'єднаний чутливий елемент 7 і через запірний клапан 8 чутливий елемент 9. Основа останнього 9 жорстко зв'язана з вимірювальним соплом 3, а рухома його частина - з вихідним соплом 6. Перший вхід органу 10 з'єднаний з основною вимірювальною лінією 1, вихід - з атмосферою, другий вхід - вхід управління - з допоміжною пневмолінією 4. На кресленні також показано виріб - керн катода 11, встановлений з можливістю обертання, розпилювач 12 для нанесення покриття 13 і датчик 14 проходів розпилювача (датчик числа наносимих шарів). Тиск в допоміжній пневмолінії 4 залежить від зазору вихідного сопла 6. Положення вихідного сопла 6 визначається тиском в чутливому елементі 9, який рівний значенню тиску у вимірювальній пневмолінії 1 в момент відкриття клапана 8. Тиск в вимірювальній пневмолінії залежить від зазору вимірювального сопла 3 і прохідного перетину регулюючого органа 10. Положення вимірювального сопла 3 відносно поверхні керна катода 11 встановлюється регулюючим гвинтом 15. Для здійснення контролю товщини плівок пристрій встановлюють вимірювальним 3 і вихідним 6 соплами над поверхнею циліндричного виробу, напр., керн катода 11, розпилювач 12 встановлюється навпроти виробу 11, на який наноситься покриття 13, зв'язаного з датчиком проходів розпилювача 14, що зв'язаний з запірним клапаном 8 пристрою. Пристрій працює таким чином. При обертанні виробу 11 розпилювач суспензії 12 здійснює зворотно-поступальний рух. За кожен прохід наноситься один шар покриття 13. Контроль проводиться після нанесення кожного шару. В крайніх положеннях розпилювача 12 спрацьовує датчик проходів 14, який подає команду на відкриття запірного клапана 8. Тобто після нанесення кожного шару 13 перший чутливий елемент 9 з'єднується з вимірювальною пневмолінією 1 на деякий час. При контролі кожного наступного шару покриття 13 тиск в основній вимірювальній пневмолінії 1 і в першому чутливому елементі 9 підвищується. Перший чутливий елемент 9 переміщає вихідне сопло 6 на величину, яка рівна товщині нанесеного шару 13. Таким чином номінальний зазор між вимірювальним соплом 3 і покриттям 13 рівномірно зменшується, а номінальний зазор між вихідним соплом 6 і покриттям 13 залишається постійним. При наявності радіального биття покритої поверхні виробу 11 зазор у вимірювальному 3 і вихідному 6 соплах змінюється на однакову величину. Під дією радіального биття в допоміжній пневмолінії 4 системи тиск циклічно міняється. При зменшенні зазору в вихідному соплі 6 тиск в допоміжній пневмолінії 4 підвищується, що викликає збільшення прохідного перетину регулюючого органу 10, через який повітря із вимірювальної пневмолінії 1 виходить в атмосферу, що приводить до збільшення тиску в вимірювальній пневмолінії і при зменшенні зазору вимірювального сопла 3 (тобто проходить компенсація збільшення кількості повітря шляхом виходу його в атмосферу). Тим самим з високою точністю здійснюється контроль товщини плівки, яку наносять на циліндричну поверхню деталі.
ДивитисяДодаткова інформація
Автори англійськоюKodra Yurii Vasyliovych, Stotsko Zinovii Antonovych
Автори російськоюКодра Юрий Васильевич, Стоцко Зиновий Антонович
МПК / Мітки
МПК: G01B 13/00
Мітки: контролю, плівки, пристрій, товщини
Код посилання
<a href="https://ua.patents.su/2-24837-pristrijj-dlya-kontrolyu-tovshhini-plivki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контролю товщини плівки</a>
Пристрій для контролю товщини плівок високотемпературних матеріалів
Номер патенту: 20501
Опубліковано: 15.07.1997
Автори: Мотрунич Сергій Яношович, Світлинець Володимир Павлович, Качер Ігор Емануїлович, Берцик Юрій Іванович, Довгошей Микола Іванович
Мітки: матеріалів, плівок, пристрій, контролю, високотемпературних, товщини
Формула / Реферат:
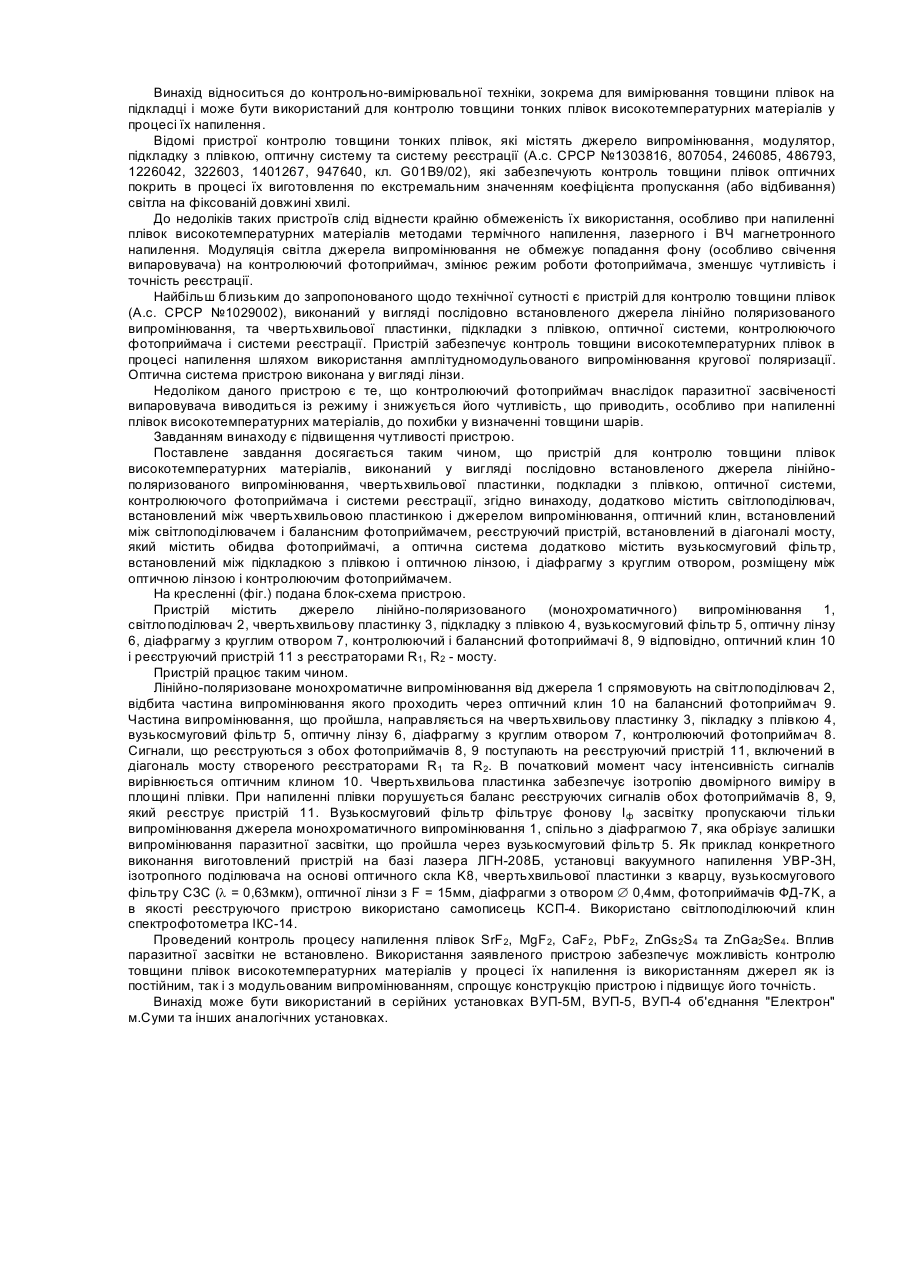
Пристрій для контролю товщини плівок високотемпературних матеріалів, виконаний у вигляді послідовно встановленого джерела лінійно-поля-ризованого випромінювання, чвертьхвильової пластинки, підкладки з плівкою, оптичної системи, контролюючого фотоприймача та системи реєстрації, який відрізняється тим, що пристрій додатково містить світлоподілювач, встановлений між чііертьхвильовою пластинкою і джерелом випромінювання, оптичний клин,...
Спосіб контролю товщини діелектричних плівок

Номер патенту: 18961
Опубліковано: 25.12.1997
Автори: Гриценко Микола Іванович, Клименко Анатолій Семенович, Мошель Микола Васильович
МПК: H01L 21/66
Мітки: плівок, спосіб, контролю, діелектричних, товщини
Формула / Реферат:
Спосіб контролю товщини діелектричних плівок, згідно якого на контрольованій плівці послідовно розміщують шар нематичного рідкого кристалу (НРК) І покривне скло з оптично прозорою електропровідною плівкою, на електропровідну плівку подають електричну напругу, фіксують момент переорієнтації НРК і визначають товщину діелектричної плівки, який відрізняється тим, що момент переорієнтації НРК визначають, змінюючи частоту напруги при фіксованій...
Пристрій для контролю товщини виробів із немагнітних матеріалів
Номер патенту: 12094
Опубліковано: 25.12.1996
Автор: Фрідман Борис Петрович
МПК: G01B 7/00, G01N 27/90, G01B 7/02
Мітки: пристрій, матеріалів, контролю, немагнітних, виробів, товщини
Формула / Реферат:
Устройство для контроля толщины изделии из немагнитных материалов, содержащее магнитопровод Ф-образной формы с обмоткой возбуждения на центральном стержне и двумя секциями последовательно согласно соединенных измерительных обмоток, магнитно связанных с крайними стержнями магнитопровода, которые выполнены соответственно с рабочим и компенсационным зазорами, вариатор магнитного сопротивления, размещенный в зоне компенсационного зазора и...
Пристрій візуального визначення витрати плівки в касеті
Номер патенту: 220
Опубліковано: 31.08.1998
Автор: Мотревич Андрій Іванович
МПК: G11B 23/087
Мітки: касеті, пристрій, плівки, визначення, візуального, витрати
Формула / Реферат:
1. Пристрій візуального визначення витрати плівки в касеті, що складається з двох бобін з магнітною плівкою, прозорих частин з обох боків касети, шкали нанесеної вздовж лінії, що з'єднує центри бобін, який відрізняється тим, що має в своєму складі елемент-вказівник, що постійно розташований безпосередньо в касеті в зазорі між двома бобінами.2. Пристрій за п.1, який відрізняється тим, що в ньому використано направляючий елемент, що...
Пристрій для контролю імпульсів перешкоди електричного сигналу
Номер патенту: 18442
Опубліковано: 25.12.1997
Автори: Лавров Геннадій Миколайович, Дороніна Ольга Михайлівна, Ванько Володимир Михайлович
МПК: G01R 19/04
Мітки: електричного, сигналу, імпульсів, пристрій, перешкоди, контролю
Формула / Реферат:
Устройство для контроля импульсов помехи электрического сигнала, содержащее аналого-цифровой преобразователь, первый и второй регистры, вычитатель, первый и второй элементы ИСКЛЮЧАЮЩЕЕ ИЛИ, первый и второй D-триггеры и элемент И, причем шина входного сигнала подключена к информационному входу аналого-цифрового преобразователя, выходы которого соединены с информационнымивходами второго регистра, выходы последнего подключены ко вторым входам...
Попередній патент: Лікер “чорний принц”
Наступний патент: Пристрій для видалення продуктів флотації
Випадковий патент: Спосіб зменшення технологічних втрат при вирощуванні поросят в підсисний період