Спосіб поздовжнього прокатування труб
Номер патенту: 25715
Опубліковано: 30.10.1998
Автори: Савченко Олег Миколайович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Правдін Юрій Михайлович, Соловйов Юрій Григорович, Сизоненко Григорій Олександрович, Хаустов Георгій Йосипович
Формула / Реферат
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают трубу с одинаковой по периметру толщиной стенки.
Текст
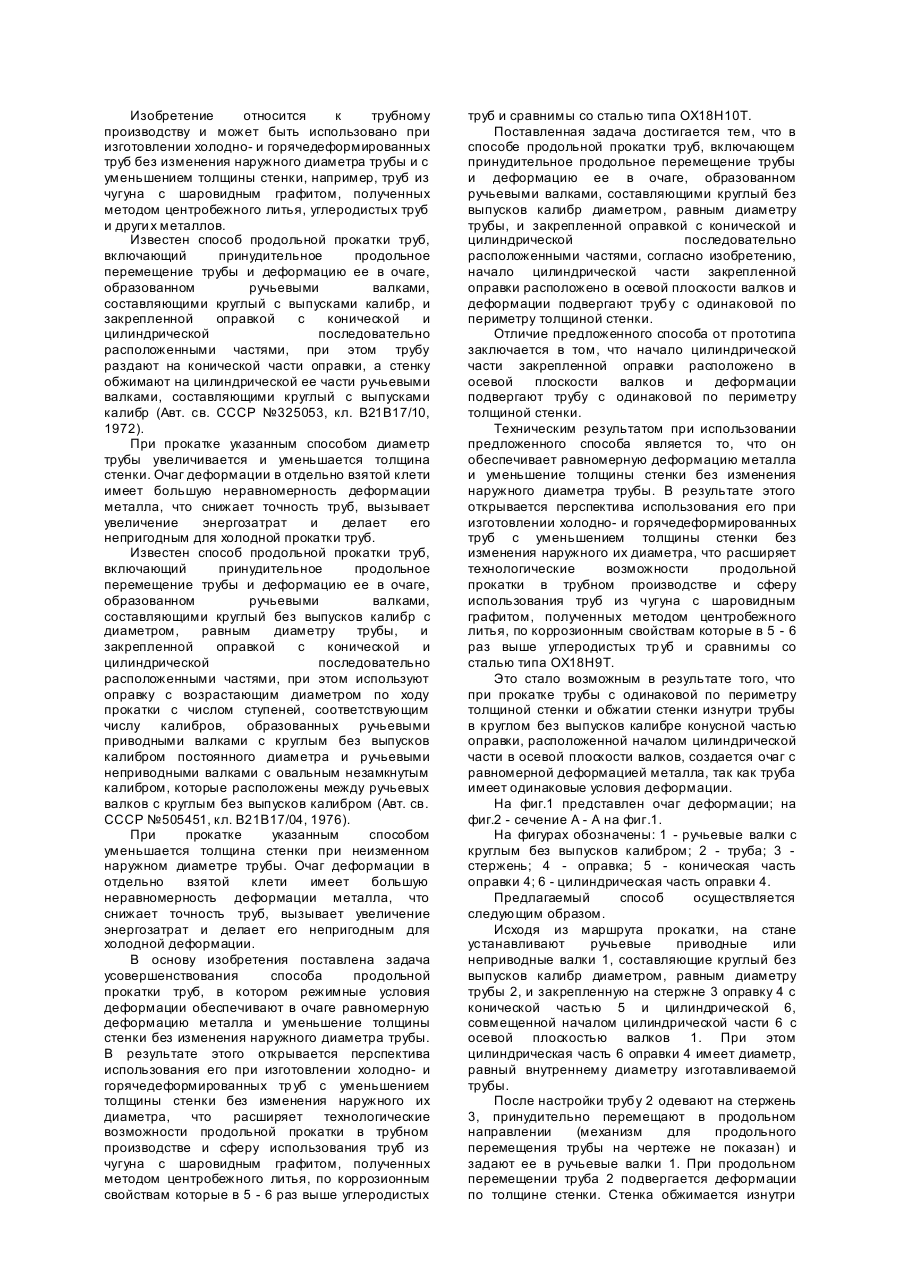
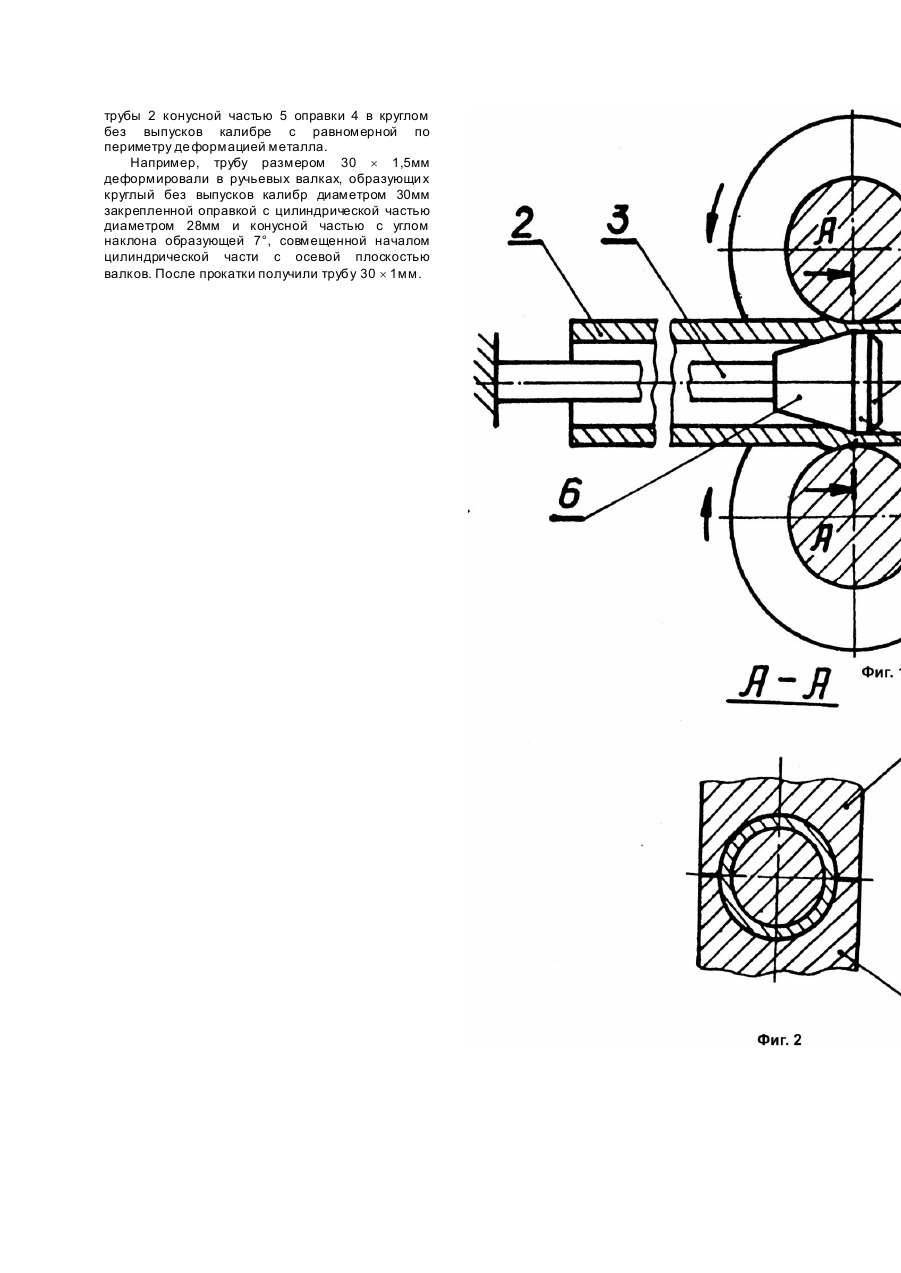
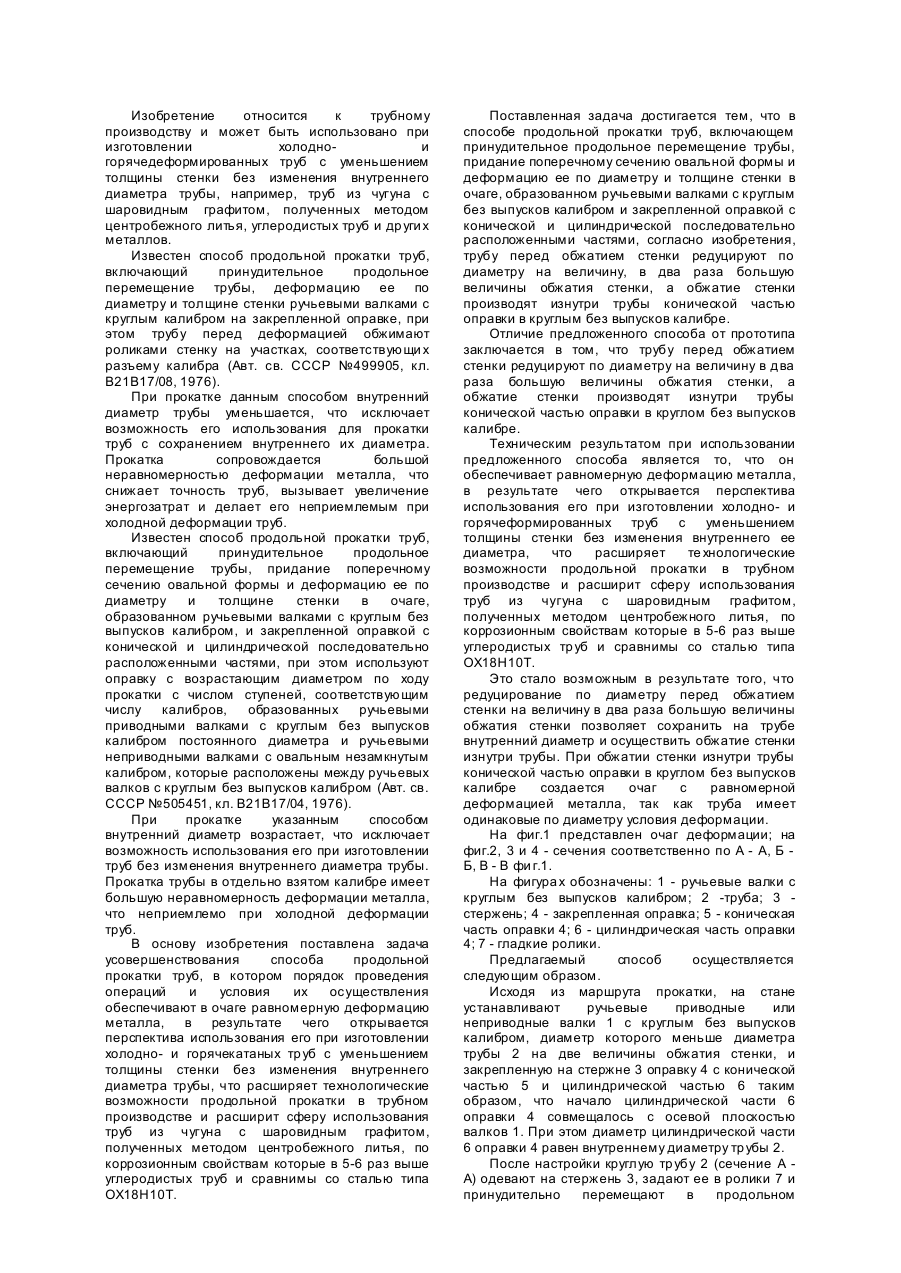
Изобретение относится к трубному производству и может быть использовано при изготовлении холодно- и горячедеформированных труб без изменения наружного диаметра трубы и с уменьшением толщины стенки, например, труб из чугуна с шаровидным графитом, полученных методом центробежного литья, углеродистых труб и други х металлов. Известен способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый с выпусками калибр, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, при этом трубу раздают на конической части оправки, а стенку обжимают на цилиндрической ее части ручьевыми валками, составляющими круглый с выпусками калибр (Авт. св. СССР №325053, кл. B21B17/10, 1972). При прокатке указанным способом диаметр трубы увеличивается и уменьшается толщина стенки. Очаг деформации в отдельно взятой клети имеет большую неравномерность деформации металла, что снижает точность труб, вызывает увеличение энергозатрат и делает его непригодным для холодной прокатки труб. Известен способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр с диаметром, равным диаметру трубы, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, при этом используют оправку с возрастающим диаметром по ходу прокатки с числом ступеней, соответствующим числу калибров, образованных ручьевыми приводными валками с круглым без выпусков калибром постоянного диаметра и ручьевыми неприводными валками с овальным незамкнутым калибром, которые расположены между ручьевых валков с круглым без выпусков калибром (Авт. св. СССР №505451, кл. B21B17/04, 1976). При прокатке указанным способом уменьшается толщина стенки при неизменном наружном диаметре трубы. Очаг деформации в отдельно взятой клети имеет большую неравномерность деформации металла, что снижает точность труб, вызывает увеличение энергозатрат и делает его непригодным для холодной деформации. В основу изобретения поставлена задача усовершенствования способа продольной прокатки труб, в котором режимные условия деформации обеспечивают в очаге равномерную деформацию металла и уменьшение толщины стенки без изменения наружного диаметра трубы. В результате этого открывается перспектива использования его при изготовлении холодно- и горячедеформированных тр уб с уменьшением толщины стенки без изменения наружного их диаметра, что расширяет технологические возможности продольной прокатки в трубном производстве и сферу использования труб из чугуна с шаровидным графитом, полученных методом центробежного литья, по коррозионным свойствам которые в 5 - 6 раз выше углеродистых труб и сравнимы со сталью типа ОХ18Н10Т. Поставленная задача достигается тем, что в способе продольной прокатки труб, включающем принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, согласно изобретению, начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают трубу с одинаковой по периметру толщиной стенки. Отличие предложенного способа от прототипа заключается в том, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают трубу с одинаковой по периметру толщиной стенки. Техническим результатом при использовании предложенного способа является то, что он обеспечивает равномерную деформацию металла и уменьшение толщины стенки без изменения наружного диаметра трубы. В результате этого открывается перспектива использования его при изготовлении холодно- и горячедеформированных труб с уменьшением толщины стенки без изменения наружного их диаметра, что расширяет технологические возможности продольной прокатки в трубном производстве и сферу использования труб из чугуна с шаровидным графитом, полученных методом центробежного литья, по коррозионным свойствам которые в 5 - 6 раз выше углеродистых тр уб и сравнимы со сталью типа ОХ18Н9Т. Это стало возможным в результате того, что при прокатке трубы с одинаковой по периметру толщиной стенки и обжатии стенки изнутри трубы в круглом без выпусков калибре конусной частью оправки, расположенной началом цилиндрической части в осевой плоскости валков, создается очаг с равномерной деформацией металла, так как труба имеет одинаковые условия деформации. На фиг.1 представлен очаг деформации; на фиг.2 - сечение А - А на фиг.1. На фигурах обозначены: 1 - ручьевые валки с круглым без выпусков калибром; 2 - труба; 3 стержень; 4 - оправка; 5 - коническая часть оправки 4; 6 - цилиндрическая часть оправки 4. Предлагаемый способ осуществляется следующим образом. Исходя из маршрута прокатки, на стане устанавливают ручьевые приводные или неприводные валки 1, составляющие круглый без выпусков калибр диаметром, равным диаметру трубы 2, и закрепленную на стержне 3 оправку 4 с конической частью 5 и цилиндрической 6, совмещенной началом цилиндрической части 6 с осевой плоскостью валков 1. При этом цилиндрическая часть 6 оправки 4 имеет диаметр, равный внутреннему диаметру изготавливаемой трубы. После настройки трубу 2 одевают на стержень 3, принудительно перемещают в продольном направлении (механизм для продольного перемещения трубы на чертеже не показан) и задают ее в ручьевые валки 1. При продольном перемещении труба 2 подвергается деформации по толщине стенки. Стенка обжимается изнутри трубы 2 конусной частью 5 оправки 4 в круглом без выпусков калибре с равномерной по периметру де формацией металла. Например, трубу размером 30 ´ 1,5мм деформировали в ручьевых валках, образующи х круглый без выпусков калибр диаметром 30мм закрепленной оправкой с цилиндрической частью диаметром 28мм и конусной частью с углом наклона образующей 7°, совмещенной началом цилиндрической части с осевой плоскостью валков. После прокатки получили трубу 30 ´ 1мм.
ДивитисяДодаткова інформація
Автори англійськоюSyzonenko Hryhorii Oleksandrovych, Soloviov Yurii Hryhorovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Savchenko Oleh Mykolaiovych, Turenkov Mykola Musiiovych
Автори російськоюСизоненко Григорий Александрович, Соловьев Юрий Григорьевич, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Савченко Олег Николаевич, Туренков Николай Моисеевич
МПК / Мітки
МПК: B21B 17/00
Мітки: труб, поздовжного, прокатування, спосіб
Код посилання
<a href="https://ua.patents.su/2-25715-sposib-pozdovzhnogo-prokatuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжнього прокатування труб</a>
Спосіб поздовжнього прокатування труб
Номер патенту: 25714
Опубліковано: 30.10.1998
Автори: Савченко Олег Миколайович, Соловйов Юрій Григорович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Туренков Микола Мусійович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович
МПК: B21B 17/00
Мітки: прокатування, труб, поздовжного, спосіб
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и раздачу ее по диаметру с последующим обжатием стенки в очаге, образованном ручьевыми валками и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что раздачу трубы производят до диаметра, равного наружному диаметру изготавливаемой трубы, а обжатие стенки осуществляют изнутри трубы конической...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, спосіб, труб, прокатки
Формула / Реферат:
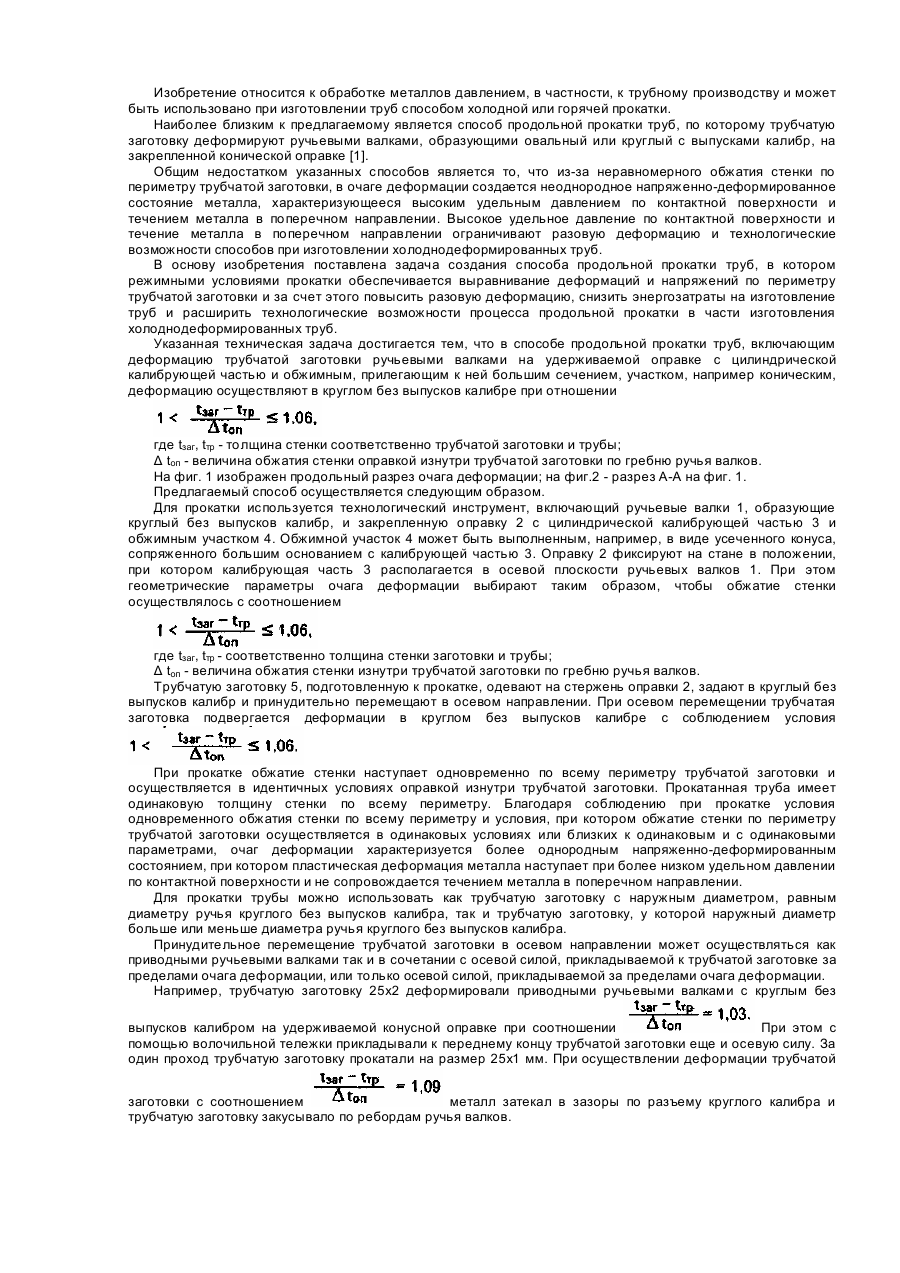
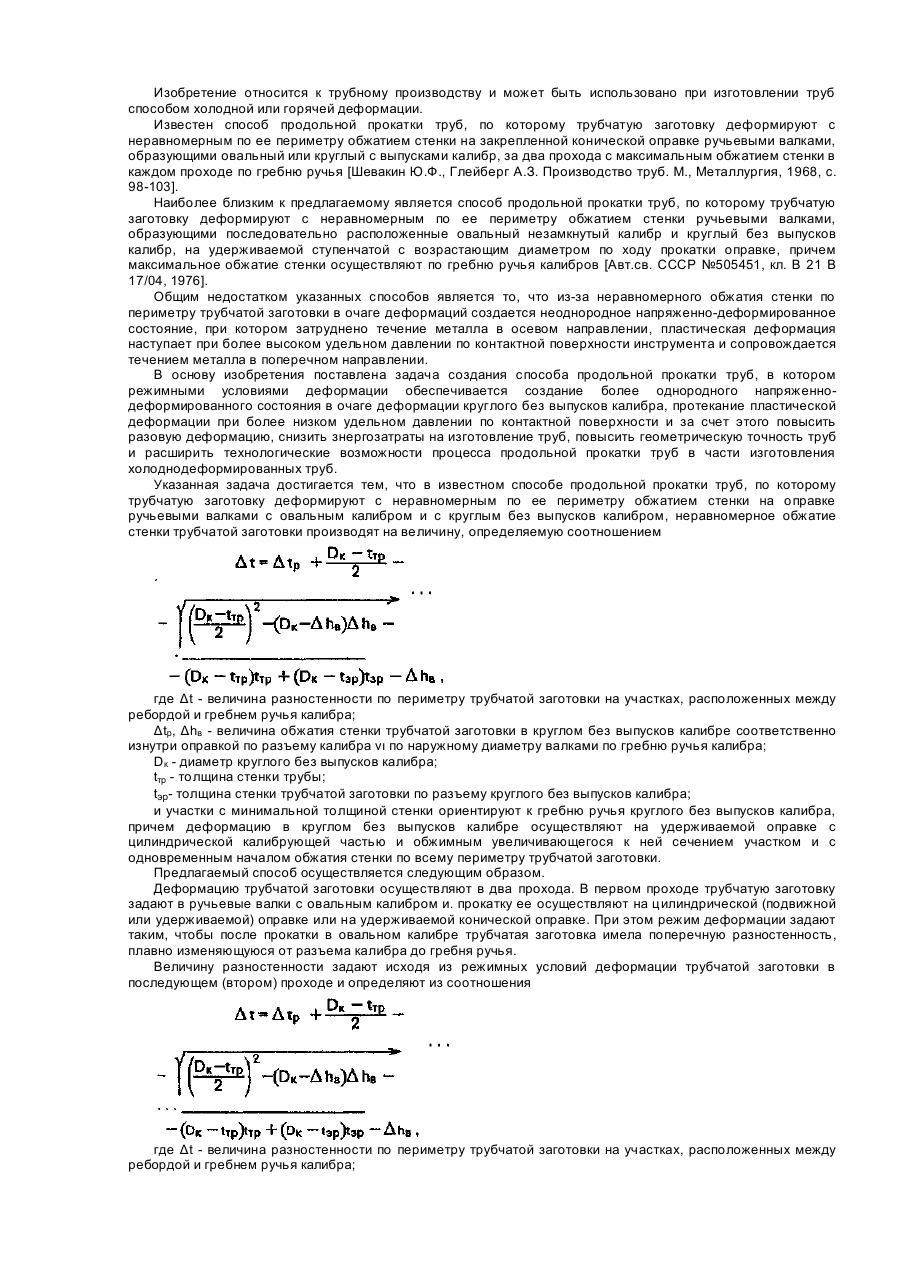
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб поздовжньої прокатки труб
Номер патенту: 25713
Опубліковано: 30.10.1998
Автори: Хаустов Георгій Йосипович, Соловйов Юрій Григорович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Савченко Олег Миколайович, Правдін Юрій Михайлович, Ігнатов Володимир Олексієвич, Туренков Микола Мусійович
МПК: B21B 17/00
Мітки: поздовжньої, труб, спосіб, прокатки
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы, придание поперечному сечению овальной формы и деформацию ее по диаметру и толщине стенки в очаге, образованном ручьевыми валками с круглым без выпусков калибром, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что трубу перед обжатием стенки редуцируют по диаметру на величину, в два раза...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, спосіб, поздовжньої, труб
Формула / Реферат:
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Правдін Юрій Михайлович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Туренков Микола Мусійович
МПК: B21B 21/00, B21B 17/00
Мітки: холоднодеформованих, спосіб, зварних, труб, виготування
Формула / Реферат:
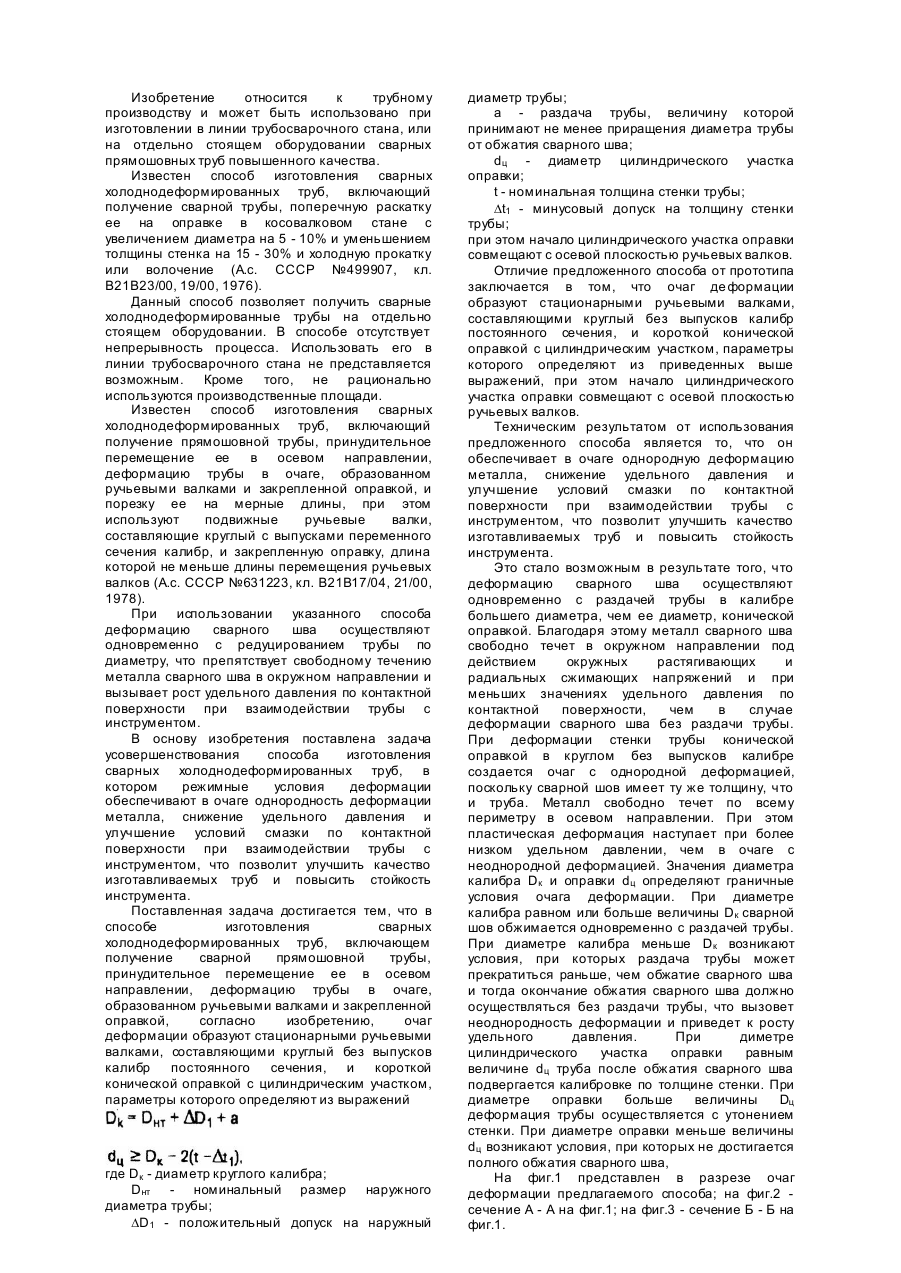
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
Попередній патент: Спосіб поздовжнього прокатування труб
Наступний патент: Спосіб калібрування труб
Випадковий патент: Піперидинові похідні як інгібітори mdm2 для лікування раку