Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою
Номер патенту: 2669
Опубліковано: 15.07.2004
Автори: Петимко Павло Ілліч, Березін Олександр Миколайович, Данільченко Борис Васильович, Стеценко Іван Михайлович, Петимко Олег Павлович
Формула / Реферат
Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою, при якому попередньо екструдований матеріал стінки подається до спеціальних валків, які формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, який відрізняється тим, що зварювання виконується з внутрішньої поверхні труби, а стінка формується з попередньо екструдованого профілю: трубка, тавр, двотавр, кутник, швелер та інше.
Текст
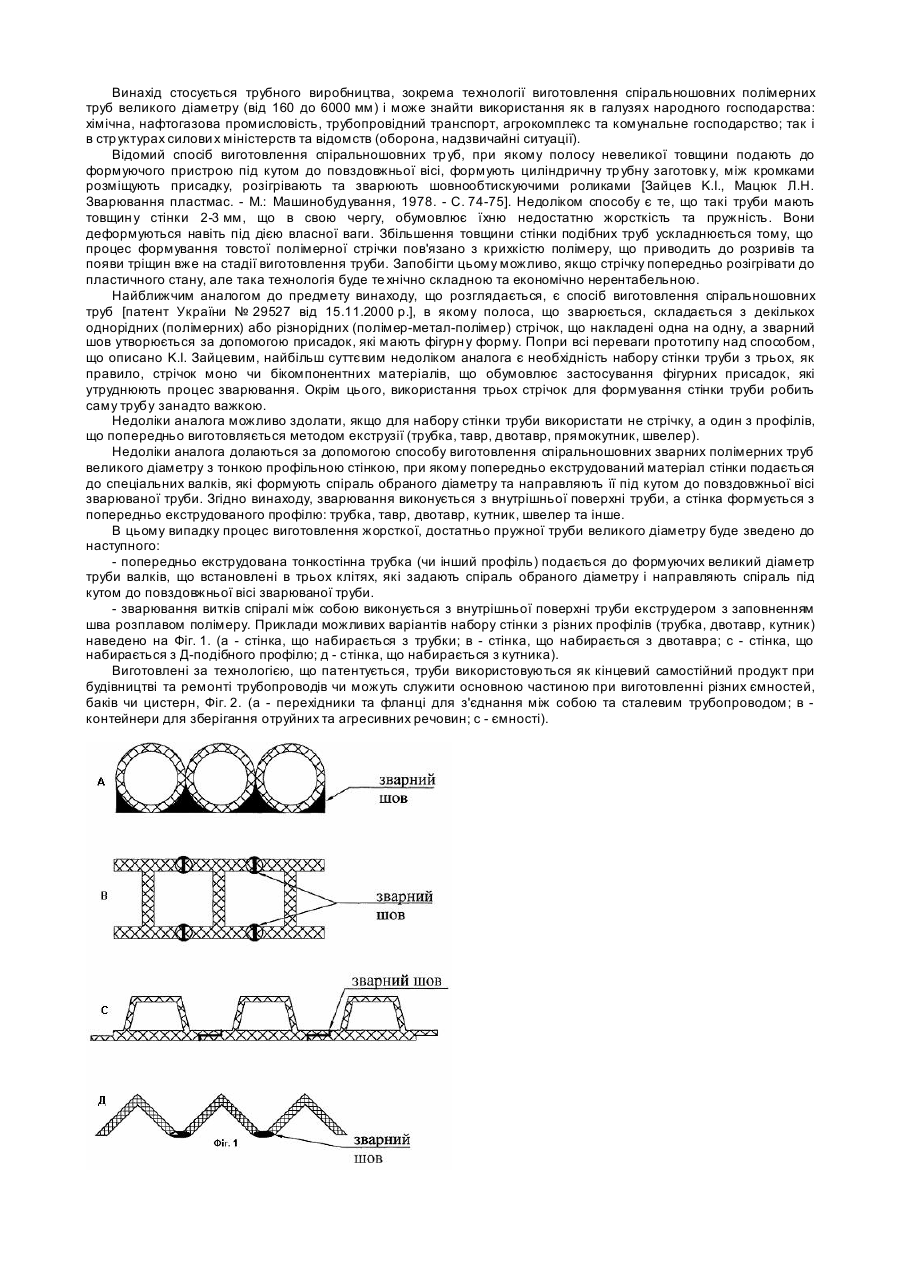
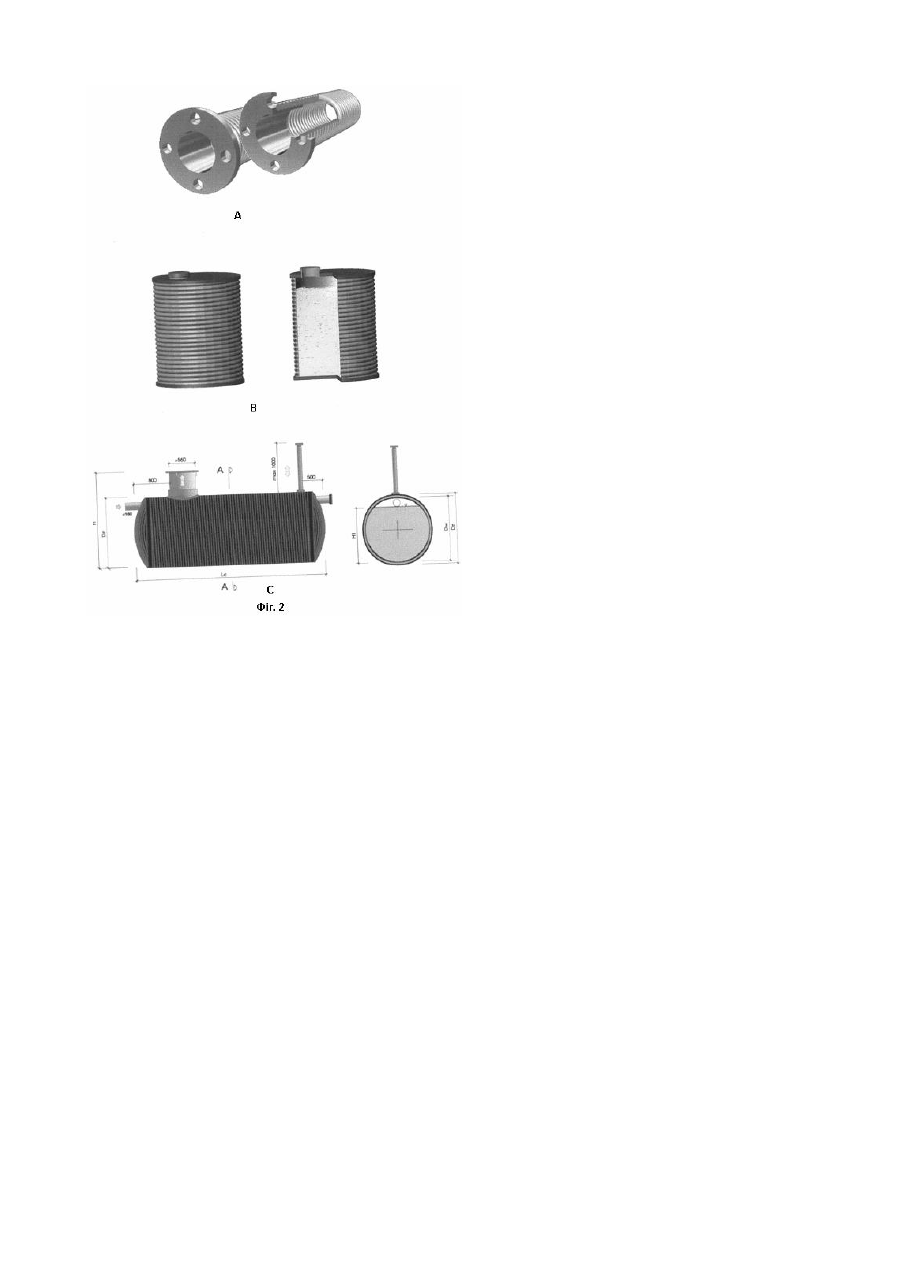
Винахід стосується трубного виробництва, зокрема технології виготовлення спіральношовних полімерних труб великого діаметру (від 160 до 6000 мм) і може знайти використання як в галузях народного господарства: хімічна, нафтогазова промисловість, трубопровідний транспорт, агрокомплекс та комунальне господарство; так і в стр уктурах силови х міністерств та відомств (оборона, надзвичайні ситуації). Відомий спосіб виготовлення спіральношовних тр уб, при якому полосу невеликої товщини подають до формуючого пристрою під кутом до повздовжньої вісі, формують циліндричну тр убну заготовк у, між кромками розміщують присадку, розігрівають та зварюють шовнообтискуючими роликами [Зайцев K.I., Мацюк Л.Н. Зварювання пластмас. - М.: Машинобудування, 1978. - С. 74-75]. Недоліком способу є те, що такі труби мають товщин у стінки 2-3 мм, що в свою чергу, обумовлює їхню недостатню жорсткість та пружність. Вони деформуються навіть під дією власної ваги. Збільшення товщини стінки подібних труб ускладнюється тому, що процес формування товстої полімерної стрічки пов'язано з крихкістю полімеру, що приводить до розривів та появи тріщин вже на стадії виготовлення труби. Запобігти цьому можливо, якщо стрічку попередньо розігрівати до пластичного стану, але така технологія буде те хнічно складною та економічно нерентабельною. Найближчим аналогом до предмету винаходу, що розглядається, є спосіб виготовлення спіральношовних труб [патент України № 29527 від 15.11.2000 р.], в якому полоса, що зварюється, складається з декількох однорідних (полімерних) або різнорідних (полімер-метал-полімер) стрічок, що накладені одна на одну, а зварний шов утворюється за допомогою присадок, які мають фігурн у форму. Попри всі переваги прототипу над способом, що описано K.I. Зайцевим, найбільш суттєвим недоліком аналога є необхідність набору стінки труби з трьох, як правило, стрічок моно чи бікомпонентних матеріалів, що обумовлює застосування фігурних присадок, які утруднюють процес зварювання. Окрім цього, використання трьох стрічок для формування стінки труби робить саму трубу занадто важкою. Недоліки аналога можливо здолати, якщо для набору стінки труби використати не стрічку, а один з профілів, що попередньо виготовляється методом екструзії (трубка, тавр, двотавр, прямокутник, швелер). Недоліки аналога долаються за допомогою способу виготовлення спіральношовних зварних полімерних труб великого діаметру з тонкою профільною стінкою, при якому попередньо екструдований матеріал стінки подається до спеціальних валків, які формують спіраль обраного діаметру та направляють її під кутом до повздовжньої вісі зварюваної труби. Згідно винаходу, зварювання виконується з внутрішньої поверхні труби, а стінка формується з попередньо екструдованого профілю: трубка, тавр, двотавр, кутник, швелер та інше. В цьому випадку процес виготовлення жорсткої, достатньо пружної труби великого діаметру буде зведено до наступного: - попередньо екструдована тонкостінна трубка (чи інший профіль) подається до формуючих великий діаметр труби валків, що встановлені в трьох клітях, які задають спіраль обраного діаметру і направляють спіраль під кутом до повздовжньої вісі зварюваної труби. - зварювання витків спіралі між собою виконується з внутрішньої поверхні труби екструдером з заповненням шва розплавом полімеру. Приклади можливих варіантів набору стінки з різних профілів (трубка, двотавр, кутник) наведено на Фіг. 1. (а - стінка, що набирається з трубки; в - стінка, що набирається з двотавра; с - стінка, що набирається з Д-подібного профілю; д - стінка, що набирається з кутника). Виготовлені за технологією, що патентується, труби використовуються як кінцевий самостійний продукт при будівництві та ремонті трубопроводів чи можуть служити основною частиною при виготовленні різних ємностей, баків чи цистерн, Фіг. 2. (а - перехідники та фланці для з'єднання між собою та сталевим трубопроводом; в контейнери для зберігання отруйних та агресивних речовин; с - ємності).
ДивитисяДодаткова інформація
Автори англійськоюBerezin Oleksandr Mykolaiovych, Danylchenko Borys Vasyliovych, Petimko PAvlo Sergiiovych
Автори російськоюБерезин Александр Николаевич, Данильченко Борис Васильевич, Петимко Павел Ильич
МПК / Мітки
МПК: B29C 65/02, B29C 65/00
Мітки: тонкою, спіральношовних, спосіб, великого, полімерних, профільною, виготовлення, зварних, труб, стінкою, діаметра
Код посилання
<a href="https://ua.patents.su/2-2669-sposib-vigotovlennya-spiralnoshovnikh-zvarnikh-polimernikh-trub-velikogo-diametra-z-tonkoyu-profilnoyu-stinkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою</a>
Спосіб виготовлення зварних прямошовних труб великого діаметра та лінія для його здійснення
Номер патенту: 41698
Опубліковано: 17.09.2001
Автори: Послушняк Олексій Володимирович, Капорович Світлана Едуардівна, Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Колесников Юрій Миколайович, Сусь Юрій Васильович
МПК: B21B 17/00, B21C 37/08
Мітки: здійснення, труб, спосіб, лінія, зварних, діаметра, виготовлення, великого, прямошовних
Формула / Реферат:
1. Спосіб виготовлення зварних прямошовних труб великого діаметра, який включає підготовку листа під зварювання, формування заготовки та її зварювання, правлення труби, її випробування та оброблення, який відрізняється тим, що після зварювання заготовки виконують нагрів зварного шва до діапазону кувальних температур, а правлення труби здійснюють прокаткою у каліброваних валках, при цьому одночасно з калібруванням здійснюють зміцнення...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Омелін Олександр Дмитрович, Стома Генріх Францович, Лебідь Генадій Олександрович, Коломенський Володимир Костянтинович, Горяний Сергій Андрійович, Спірідонов Віталій Дмитрович, Соболевський Едуард Йосипович, Ковіка Микола Данилович, Заплаткин Юрій Ананьйович, Хоменко Анатолій Федорович, Гончар Володимир Олександрович, Іванов Євген Іванович, Новіков Леонід Миколайович
МПК: B21C 37/08
Мітки: діаметра, труб, прямошовних, виробництва, зварних, великого, спосіб
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб виготовлення спіральношовних труб
Номер патенту: 29527
Опубліковано: 15.11.2000
Автори: Титов Вадим Олександрович, Волков Олександр Миколайович, Бризгалін Андрій Генадійович, Березін Олександр Миколайович
МПК: B21C 37/06
Мітки: спосіб, труб, спіральношовних, виготовлення
Текст:
...з'єднання полос та підвищи ти жорсткість конструкції. Конфі гурація та матеріал підсилюючого елементу та кож вибираються в залежності від умов експлуа тації труби та навантажень, які вона повинна витримувати. Для опору великим навантаженням підсилювальний елемент виконуєть ся у вигляді ребра жорсткості, нижня частина якого охвачує не тільки область з'єднання кромок, а й біляшовну зону. Та ким чином, використання присадочного підсилювального...
Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Анатолій Тимофійович, Коваль Сергій Анатольєвич, Остренко Віктор Яковлевич
МПК: B21C 37/08, B21B 19/00
Мітки: виготування, труб, великого, діаметра, спосіб
Формула / Реферат:
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл -...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Осоченко Іван Мойсейович, Коломенський Володимир Констянтинович, Іванов Євген Іванович, Стома Генріх Францевич, Танічев Олексій Григорійович, Дейнека Анатолій Якович, Котов Ігор Іванович, Соболевський Едуард Йосипович, Андреєв Юрій Петрович, Фурса Віталій Григорович
МПК: B21C 37/06
Мітки: зварних, великого, діаметру, двошовних, спосіб, труб, калібрування
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Попередній патент: Світловий інформаційний екран
Наступний патент: Стільниковий телефон
Випадковий патент: Очисник вороху коренебульбоплодів від домішок