Штамп для гарячого деформування
Формула / Реферат
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки, а напрямні колонки обладнані регулювальними елементами висоти колонок.
2. Штамп за п. 1, який відрізняється тим, що регулювальні елементи виконані у вигляді шайб різної товщини, закріплених болтами на верхніх торцях напрямних колонок.
3. Штамп за п. 1, який відрізняється тим, що стулки і матриці мають отвір, в якому розміщений виштовхувач поковки.
Текст
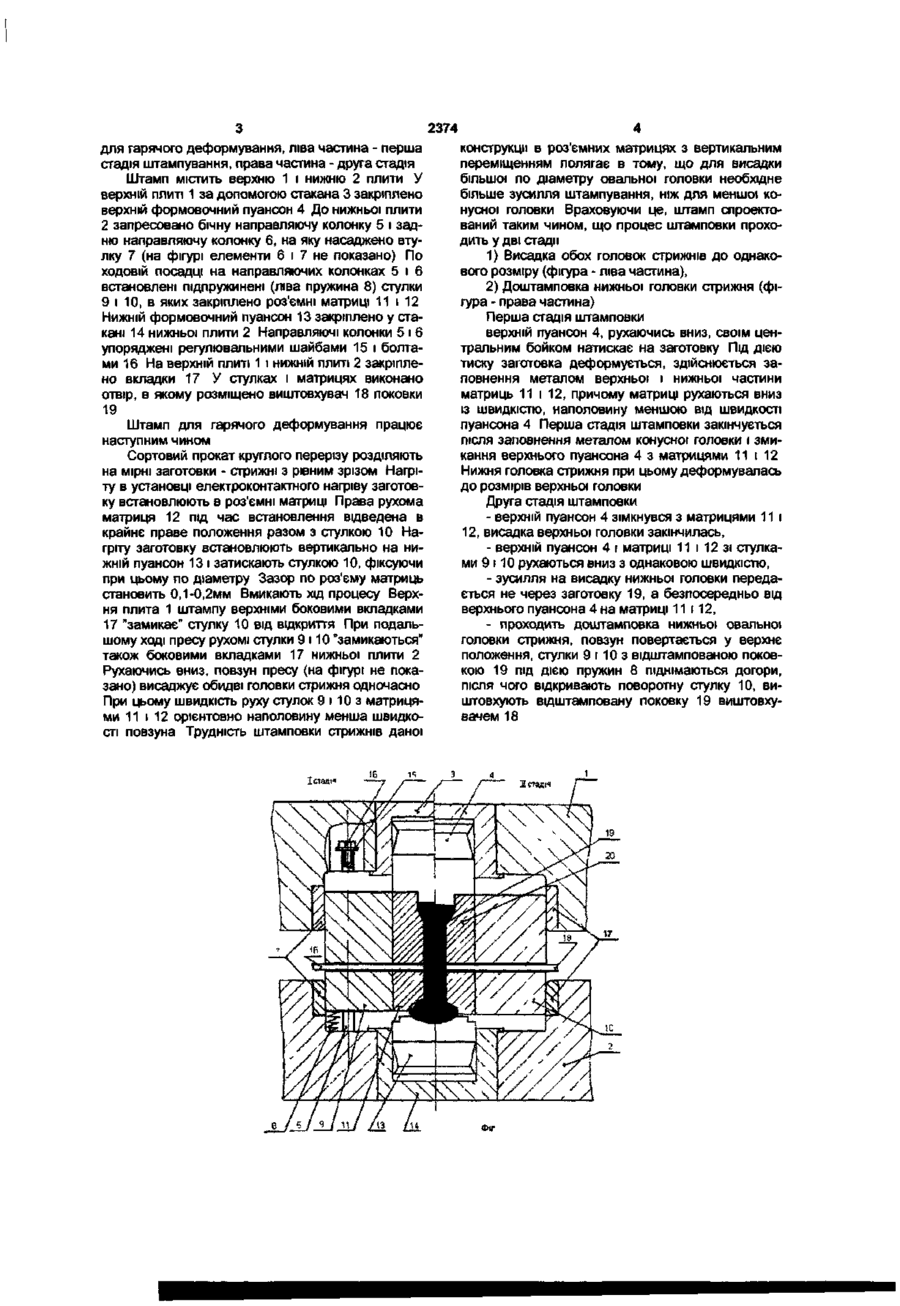
УКРАЇНА (19) UA (11,2374 із, U ( (51)7B21D22/O6 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54, ШТАМП ДЛЯ ГАРЯЧОГО ДЕФОРМУВАННЯ (21, 2003043706 (22, 22 04 2003 (24,15 03 2004 (46) 15 03 2004, Бюл № 3, 2004 р (72, Грещишин Михайло Йосипович (73, ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "МЕТАЛІК-КОМПЛЕКТ" (57, 1 Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуан сон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки, а напрямні колонки обладнані регулювальними елементами висоти колонок 2 Штамп за п 1, який відрізняється тим, що регулювальні елементи виконані у вигляді шайб різної товщини, закріплених болтами на верхніх торцях напрямних колонок 3 Штамп за п 1, який відрізняється тим, що стулки і матриці мають отвір, в якому розміщений виштовхувач поковки Корисна модель відноситься до засобів обробки за динамічним навантаженням вісесиметричних поковок типу гантель, зокрема стрижнів високовольтних ізоляторів наземних ЛІНІЙ електропередач Відомий штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими направляючими колонками, роз'ємні матриці, закріплений у стакані верхній формовочний пуансон і верхні вкладки [Ковка и штамповка Под ред Е И Семенова Москва, "Машиностроение", 1986] Для виготовлення поковок нагрівають один кінець заготовки у газовій шпаровій печі і виштамповують овальну головку стрижня, а для виготовлення конусної головки прогрівають другу частину заготовки і виштамповують конусну головку іншими матрицею і пуансоном Після штампування здійснюють обкатку овальної головки на спеціальних роликах До недоліків даної конструкції відносяться - низький коефіцієнт використання теплової енергії при нагріві заготовок, - низька СТІЙКІСТЬ інструменту (штампів) і невисока якість деталей з причин значної окалини, - висока трудоємність (двохразові нагрів і штамповка) виготовлення стрижнів, а також ШКІДЛИВІ умови праці штампувальників з причини розміщення газової печі на ДІЛЬНИЦІ штамповки В основу корисної моделі поставлено завдан ня зниження енергозатрат, трудоємності, покращення умов праці за рахунок удосконалення конструкції штампу, на якому дві операції штамповки суміщені в одну, що дозволяє одночасно проводити нагрів обох КІНЦІВ заготовки на установці електроконтактного нагріву Поставлене завдання вирішується тим, що пропонована конструкція штампу для гарячого деформування, що містить верхню плиту, нижню плиту з запресованими направляючими колонками, роз'ємні матриці, закріплений у стакані верхній формовочний пуансон, верхні вкладки, згідно з корисною моделлю, додатково містить нижній формовочний пуансон, закріплений у стакані, нижні вкладки, з'єднані втулкою підпружинені стулки, в яких закріплено роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки, а направляючі колонки упоряджені регулювальними елементами висоти колонок Регулювальні елементи виконано у вигляді шайб різної товщини і різьбового з'єднання горішніх болтів з серединою торцевих частин колонок Стулки і матриці містять отвір, в якому розміщено виштовхувач відштампованої поковки Сукупність відрізнювальних ознак пропонованої корисної моделі забезпечує високу продуктивність, економію енерговитрат, високі МІЦНІСТЬ, ТОЧНІСТЬ розмірів і якість поверхні поковок, покращення умов праці операторів На фігурі подано переріз конструкції штампу CO 2374 для гарячого деформування, ліва частина - перша стадія штампування, права частина - друга стадія Штамп містить верхню 1 і нижню 2 плити У верхній плиті 1 за допомогою стакана 3 закріплено верхній формовочний пуансон 4 До нижньої плити 2 запресовано бічну направляючу колонку 5 і задню направляючу колонку 6, на яку насаджено втулку 7 (на фігурі елементи 6 і 7 не показано) По ходовій посадці на направляючих колонках 5 і 6 встановлені підпружинені (ліва пружина 8) стулки 9 і 10, в яких закріплено роз'ємні матриці 11 і 12 Нижній формовочний пуансон 13 закріплено у стакані 14 нижньої плити 2 Направляючі колонки 5 і 6 упоряджені регулювальними шайбами 15 і болтами 16 На верхній плиті 1 і нижній плиті 2 закріплено вкладки 17 У стулках і матрицях виконано отвір, в якому розміщено виштовхувач 18 поковки 19 Штамп для гарячого деформування працює наступним чином Сортовий прокат круглого перерізу розділяють на мірні заготовки - стрижні з рівним зрізом Нагріту в установці електроконтактного нагріву заготовку встановлюють в роз'ємні матриці Права рухома матриця 12 під час встановлення відведена в крайнє праве положення разом з стулкою 10 Нагріту заготовку встановлюють вертикально на нижній пуансон 13 і затискають стулкою 10, фіксуючи при цьому по діаметру Зазор по роз'єму матриць становить 0,1-0,2мм Вмикають хід процесу Верхня плита 1 штампу верхніми боковими вкладками 17 "замикає" стулку 10 від відкриття При подальшому ході пресу рухомі стулки 9 110 "замикаються" також боковими вкладками 17 нижньої плити 2 Рухаючись вниз, повзун пресу (на фігурі не показано) висаджує обидві головкистрижняодночасно При цьому швидкість руху стулок 9 і 10 з матрицями 11 і 12 орієнтовно наполовину менша швидкості повзуна Трудність штамповки стрижнів даної І стаді" Ш 14 4 конструкції в роз'ємних матрицях з вертикальним переміщенням полягає в тому, що для висадки більшої по діаметру овальної головки необхідне більше зусилля штампування, ніж для меншої конусної головки Враховуючи це, штамп спроектований таким чином, що процес штамповки проходить у дві стадії 1) Висадка обох головок стрижнів до однакового розміру (фігура - ліва частина), 2) Доштамповка нижньої головки стрижня (фігура - права частина) Перша стадія штамповки верхній пуансон 4, рухаючись вниз, своїм центральним бойком натискає на заготовку Під дією тиску заготовка деформується, здійснюється заповнення металом верхньої і нижньої частини матриць 11 і 12, причому матриці рухаються вниз із швидкістю, наполовину меншою від швидкості пуансона 4 Перша стадія штамповки закінчується після заповнення металом конусної головки і змикання верхнього пуансона 4 з матрицями 11 і 12 Нижня головка стрижня при цьому деформувалась до розмірів верхньої головки Друга стадія штамповки - верхній пуансон 4 зімкнувся з матрицями 11 і 12, висадка верхньої головки закінчилась, - верхній пуансон 4 і матриці 11 і 12 зі стулками 9 і 10 рухаються вниз з однаковою швидкістю, - зусилля на висадку нижньої головки передається не через заготовку 19, а безпосередньо від верхнього пуансона 4 на матриці 11 і 12, - проходить доштамповка нижньої овальної головки стрижня, повзун повертається у верхнє положення, стулки 9 і 10 з відштампованою поковкою 19 під дією пружин 8 піднімаються догори, після чого відкривають поворотну стулку 10, виштовхують відштамповану поковку 19 виштовхувачем 18 2374 Комп'ютерна верстка М. Мацело Підписне Тираж 38 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м. Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 22/06
Мітки: гарячого, деформування, штамп
Код посилання
<a href="https://ua.patents.su/4-2374-shtamp-dlya-garyachogo-deformuvannya.html" target="_blank" rel="follow" title="База патентів України">Штамп для гарячого деформування</a>
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: зворотного, видавлювання, штамп, холодного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B30B 15/00
Мітки: пуансона, холодного, матриці, беззазорним, видавлювання, направленням, штамп
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 24/00
Мітки: вбудованим, холодного, видавлювання, штамп, гідравлічним, компенсатором
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Спосіб термічної обробки металовиробів, переважно штампів гарячого деформування
Номер патенту: 20902
Опубліковано: 07.10.1997
Автори: Баженов Сергій Миколайович, Дейнеко Леонід Миколайович, Кріпак Ігор Юрьєвич, Таран Юрій Миколайович, Кудрявцев Роман Семенович, Стежкін Віктор Васильєвич, Шарабан Микола Данилович, Большаков Володимир Іванович
МПК: C21D 9/22
Мітки: обробки, спосіб, металовиробів, переважно, термічної, штампів, деформування, гарячого
Формула / Реферат:
1. Способ термической обработки металлоизделий, преимущественно штампов горячего деформирования, включающий аустенитизацию, подстуживание, закалку в жидкую охлаждающую среду до прекращения ее кипения и последующий отпуск, отличающийся тем, что в качестве охлаждающей среды используют водные растворы хлоридов и закалку ведут в растворе хлорида с температурой 20°С - t кипения.2. Способ по п. 1, отличающийся тем, что закалку производят в...
Штамп для одержання ріжучого інструмента
Номер патенту: 47657
Опубліковано: 15.07.2002
Автори: Радченко Олександр Кузьмич, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B30B 11/02
Мітки: ріжучого, одержання, інструмента, штамп
Формула / Реферат:
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів.
Попередній патент: Трос дистанційного управління
Наступний патент: Пляшка
Випадковий патент: Реверсивний редуктор