Силова головка агрегатного верстата
Номер патенту: 32088
Опубліковано: 12.05.2008
Автори: Мінченко В'ячеслав Олексійович, Сивоконь Олександр Федорович
Формула / Реферат
1. Силова головка агрегатного верстата, що містить розміщений на забезпеченій напрямними основі корпус із зв'язаною з ним шпиндельною коробкою, що включає один і/або більше вузлів шпинделів для установки і закріплення оброблювального інструменту, розміщений в корпусі силовий привід передачі обертального моменту до оброблювального інструменту і елементи керування переміщенням шпиндельних вузлів на позиції обробки, зв'язаний з корпусом засіб переміщення останнього відносно основи, засоби контролю максимального обертального моменту приводу оброблювального інструменту і величини переміщення корпусу відносно основи в позицію обробки, яка відрізняється тим, що в ній силовий привід передачі обертального моменту до оброблювального інструменту виконаний у вигляді забезпеченого вбудованим редуктором мотор-шпинделя, а засіб переміщення корпусу відносно основи виконаний у вигляді лінійного електродвигуна.
2. Силова головка агрегатного верстата за п. 1, яка відрізняється тим, що в неї введена система числового програмного керування (ЧПК) і система датчиків, що включає датчики вимірювання обертального моменту силового приводу і величини лінійного переміщення корпусу відносно основи в його початковому і робочому положенні, причому виходи датчиків підключені на вхід системи ЧПК, а її вихід через силові погоджувальні пристрої підключений на вхід силового приводу оброблювального інструменту і приводу лінійного переміщення корпусу відносно основи.
Текст
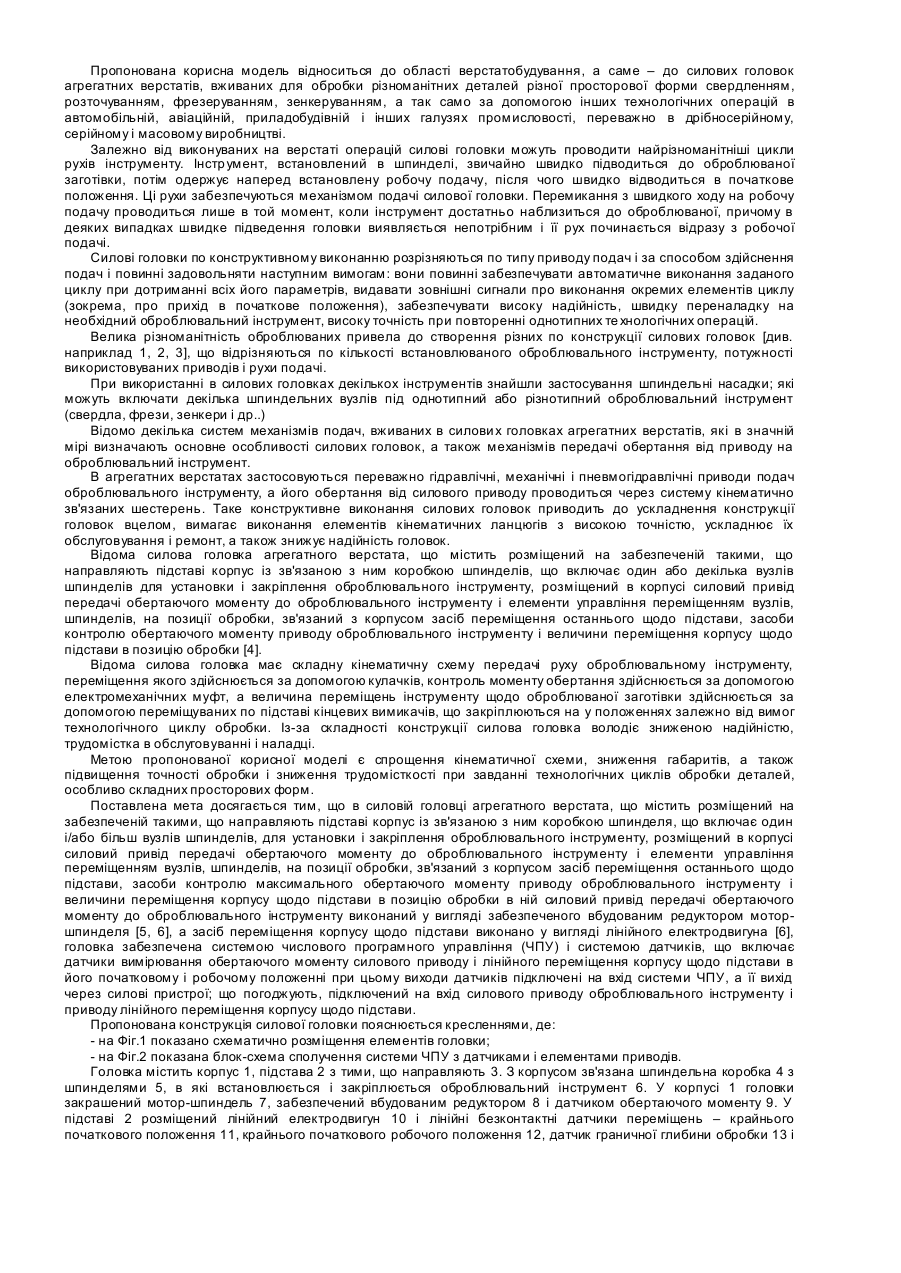
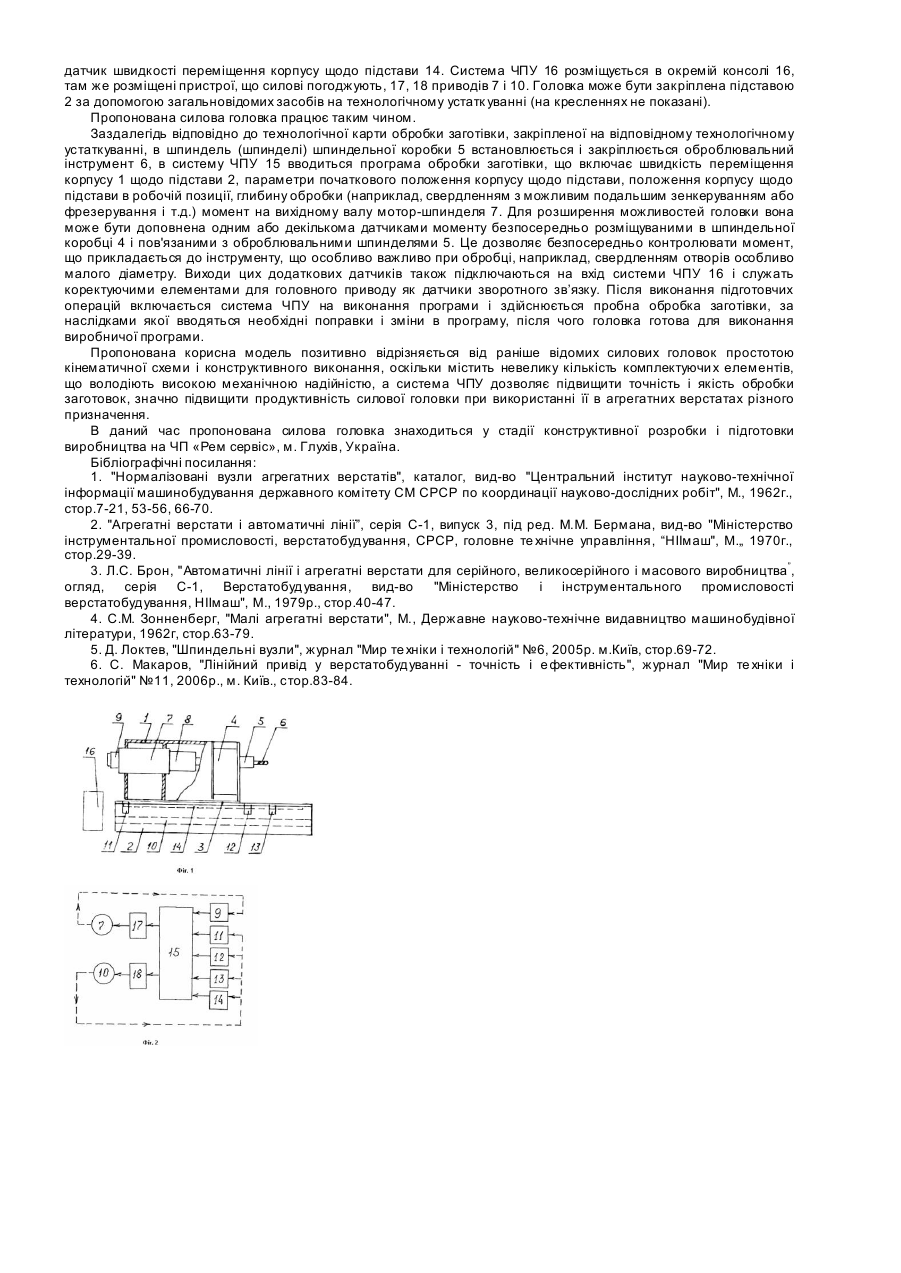
Пропонована корисна модель відноситься до області верстатобудування, а саме – до силових головок агрегатних верстатів, вживаних для обробки різноманітних деталей різної просторової форми свердленням, розточуванням, фрезеруванням, зенкеруванням, а так само за допомогою інших технологічних операцій в автомобільній, авіаційній, приладобудівній і інших галузях промисловості, переважно в дрібносерійному, серійному і масовому виробництві. Залежно від виконуваних на верстаті операцій силові головки можуть проводити найрізноманітніші цикли рухів інструменту. Інстр умент, встановлений в шпинделі, звичайно швидко підводиться до оброблюваної заготівки, потім одержує наперед встановлену робочу подачу, після чого швидко відводиться в початкове положення. Ці рухи забезпечуються механізмом подачі силової головки. Перемикання з швидкого ходу на робочу подачу проводиться лише в той момент, коли інструмент достатньо наблизиться до оброблюваної, причому в деяких випадках швидке підведення головки виявляється непотрібним і її рух починається відразу з робочої подачі. Силові головки по конструктивному виконанню розрізняються по типу приводу подач і за способом здійснення подач і повинні задовольняти наступним вимогам: вони повинні забезпечувати автоматичне виконання заданого циклу при дотриманні всіх його параметрів, видавати зовнішні сигнали про виконання окремих елементів циклу (зокрема, про прихід в початкове положення), забезпечувати високу надійність, швидку переналадку на необхідний оброблювальний інструмент, високу точність при повторенні однотипних те хнологічних операцій. Велика різноманітність оброблюваних привела до створення різних по конструкції силових головок [див. наприклад 1, 2, 3], що відрізняються по кількості встановлюваного оброблювального інструменту, потужності використовуваних приводів і рухи подачі. При використанні в силових головках декількох інструментів знайшли застосування шпиндельні насадки; які можуть включати декілька шпиндельних вузлів під однотипний або різнотипний оброблювальний інструмент (свердла, фрези, зенкери і др..) Відомо декілька систем механізмів подач, вживаних в силови х головках агрегатних верстатів, які в значній мірі визначають основне особливості силових головок, а також механізмів передачі обертання від приводу на оброблювальний інструмент. В агрегатних верстатах застосовуються переважно гідравлічні, механічні і пневмогідравлічні приводи подач оброблювального інструменту, а його обертання від силового приводу проводиться через систему кінематично зв'язаних шестерень. Таке конструктивне виконання силових головок приводить до ускладнення конструкції головок вцелом, вимагає виконання елементів кінематичних ланцюгів з високою точністю, ускладнює їх обслуговування і ремонт, а також знижує надійність головок. Відома силова головка агрегатного верстата, що містить розміщений на забезпеченій такими, що направляють підставі корпус із зв'язаною з ним коробкою шпинделів, що включає один або декілька вузлів шпинделів для установки і закріплення оброблювального інструменту, розміщений в корпусі силовий привід передачі обертаючого моменту до оброблювального інструменту і елементи управління переміщенням вузлів, шпинделів, на позиції обробки, зв'язаний з корпусом засіб переміщення останнього щодо підстави, засоби контролю обертаючого моменту приводу оброблювального інструменту і величини переміщення корпусу щодо підстави в позицію обробки [4]. Відома силова головка має складну кінематичну схему передачі руху оброблювальному інструменту, переміщення якого здійснюється за допомогою кулачків, контроль моменту обертання здійснюється за допомогою електромеханічних муфт, а величина переміщень інструменту щодо оброблюваної заготівки здійснюється за допомогою переміщуваних по підставі кінцевих вимикачів, що закріплюються на у положеннях залежно від вимог технологічного циклу обробки. Із-за складності конструкції силова головка володіє зниженою надійністю, трудомістка в обслуговуванні і наладці. Метою пропонованої корисної моделі є спрощення кінематичної схеми, зниження габаритів, а також підвищення точності обробки і зниження трудомісткості при завданні технологічних циклів обробки деталей, особливо складних просторових форм. Поставлена мета досягається тим, що в силовій головці агрегатного верстата, що містить розміщений на забезпеченій такими, що направляють підставі корпус із зв'язаною з ним коробкою шпинделя, що включає один і/або більш вузлів шпинделів, для установки і закріплення оброблювального інструменту, розміщений в корпусі силовий привід передачі обертаючого моменту до оброблювального інструменту і елементи управління переміщенням вузлів, шпинделів, на позиції обробки, зв'язаний з корпусом засіб переміщення останнього щодо підстави, засоби контролю максимального обертаючого моменту приводу оброблювального інструменту і величини переміщення корпусу щодо підстави в позицію обробки в ній силовий привід передачі обертаючого моменту до оброблювального інструменту виконаний у вигляді забезпеченого вбудованим редуктором моторшпинделя [5, 6], а засіб переміщення корпусу щодо підстави виконано у вигляді лінійного електродвигуна [6], головка забезпечена системою числового програмного управління (ЧПУ) і системою датчиків, що включає датчики вимірювання обертаючого моменту силового приводу і лінійного переміщення корпусу щодо підстави в його початковому і робочому положенні при цьому виходи датчиків підключені на вхід системи ЧПУ, а її вихід через силові пристрої; що погоджують, підключений на вхід силового приводу оброблювального інструменту і приводу лінійного переміщення корпусу щодо підстави. Пропонована конструкція силової головки пояснюється кресленнями, де: - на Фіг.1 показано схематично розміщення елементів головки; - на Фіг.2 показана блок-схема сполучення системи ЧПУ з датчиками і елементами приводів. Головка містить корпус 1, підстава 2 з тими, що направляють 3. З корпусом зв'язана шпиндельна коробка 4 з шпинделями 5, в які встановлюється і закріплюється оброблювальний інструмент 6. У корпусі 1 головки закрашений мотор-шпиндель 7, забезпечений вбудованим редуктором 8 і датчиком обертаючого моменту 9. У підставі 2 розміщений лінійний електродвигун 10 і лінійні безконтактні датчики переміщень – крайнього початкового положення 11, крайнього початкового робочого положення 12, датчик граничної глибини обробки 13 і датчик швидкості переміщення корпусу щодо підстави 14. Система ЧПУ 16 розміщується в окремій консолі 16, там же розміщені пристрої, що силові погоджують, 17, 18 приводів 7 і 10. Головка може бути закріплена підставою 2 за допомогою загальновідомих засобів на технологічному устатк уванні (на кресленнях не показані). Пропонована силова головка працює таким чином. Заздалегідь відповідно до технологічної карти обробки заготівки, закріпленої на відповідному технологічному устаткуванні, в шпиндель (шпинделі) шпиндельної коробки 5 встановлюється і закріплюється оброблювальний інструмент 6, в систему ЧПУ 15 вводиться програма обробки заготівки, що включає швидкість переміщення корпусу 1 щодо підстави 2, параметри початкового положення корпусу щодо підстави, положення корпусу щодо підстави в робочій позиції, глибину обробки (наприклад, свердленням з можливим подальшим зенкеруванням або фрезерування і т.д.) момент на вихідному валу мотор-шпинделя 7. Для розширення можливостей головки вона може бути доповнена одним або декількома датчиками моменту безпосередньо розміщуваними в шпиндельної коробці 4 і пов'язаними з оброблювальними шпинделями 5. Це дозволяє безпосередньо контролювати момент, що прикладається до інструменту, що особливо важливо при обробці, наприклад, свердленням отворів особливо малого діаметру. Виходи цих додаткових датчиків також підключаються на вхід системи ЧПУ 16 і служать коректуючими елементами для головного приводу як датчики зворотного зв’язку. Після виконання підготовчих операцій включається система ЧПУ на виконання програми і здійснюється пробна обробка заготівки, за наслідками якої вводяться необхідні поправки і зміни в програму, після чого головка готова для виконання виробничої програми. Пропонована корисна модель позитивно відрізняється від раніше відомих силових головок простотою кінематичної схеми і конструктивного виконання, оскільки містить невелику кількість комплектуючи х елементів, що володіють високою механічною надійністю, а система ЧПУ дозволяє підвищити точність і якість обробки заготовок, значно підвищити продуктивність силової головки при використанні її в агрегатних верстатах різного призначення. В даний час пропонована силова головка знаходиться у стадії конструктивної розробки і підготовки виробництва на ЧП «Рем сервіс», м. Глухів, Україна. Бібліографічні посилання: 1. "Нормалізовані вузли агрегатних верстатів", каталог, вид-во "Центральний інститут науково-технічної інформації машинобудування державного комітету CM СРСР по координації науково-дослідних робіт", М., 1962г., cтop.7-21, 53-56, 66-70. 2. "Агрегатні верстати і автоматичні лінії”, серія С-1, випуск 3, під ред. М.М. Бермана, вид-во "Міністерство інструментальної промисловості, верстатобудування, СРСР, головне те хнічне управління, “НІІмаш", М.„ 1970г., стор.29-39. 3. Л.С. Брон, "Автоматичні лінії і агрегатні верстати для серійного, великосерійного і масового виробництва ”, огляд, серія С-1, Верстатобудування, вид-во "Міністерство і інструментального промисловості верстатобудування, НІІмаш", М., 1979р., стор.40-47. 4. С.М. Зонненберг, "Малі агрегатні верстати", М., Державне науково-технічне видавництво машинобудівної літератури, 1962г, стор.63-79. 5. Д. Локтев, "Шпиндельні вузли", журнал "Мир техніки і технологій" №6, 2005р. м.Київ, cтop.69-72. 6. С. Макаров, "Лінійний привід у верстатобудуванні - точність і е фективність", журнал "Мир те хніки і технологій" №11, 2006р., м. Київ., cтop.83-84.
ДивитисяДодаткова інформація
Назва патенту англійськоюPower unit of multihead machine
Автори англійськоюSyvokon Oleksandr Fedorovych, Minchenko Viacheslav Oleksiiovych
Назва патенту російськоюСиловая головка агрегатного станка
Автори російськоюСивоконь Александр Федорович, Минченко Вячеслав Алексеевич
МПК / Мітки
МПК: B23Q 3/00, B23Q 5/22, B23Q 1/00, B23Q 37/00
Мітки: агрегатного, силова, головка, верстата
Код посилання
<a href="https://ua.patents.su/2-32088-silova-golovka-agregatnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Силова головка агрегатного верстата</a>
Силова головка агрегатного верстата
Номер патенту: 26303
Опубліковано: 10.09.2007
Автори: Сивоконь Олександр Федорович, Волинець Михайло Андрійович, Мінченко В'ячеслав Олексійович
МПК: B23Q 1/00
Мітки: верстата, силова, головка, агрегатного
Формула / Реферат:
1. Силова головка агрегатного верстата, що містить закріплений рухомо на напрямній підставки корпус з розміщеними в ньому головним приводом обертання обробного інструменту, засоби переміщення обробного інструменту в позицію обробки і відведення його в початкове положення, засоби контролю величини переміщення обробного інструменту в його крайніх положеннях, закріплену на корпусі шпиндельну насадку зі скалками і паралельно розміщеними вузлами...
Поворотний стіл агрегатного верстата
Номер патенту: 31139
Опубліковано: 25.03.2008
Автори: Мінченко В'ячеслав Олексійович, Сивоконь Олександр Федорович
МПК: B23Q 5/00, B23Q 37/00, B23Q 39/00, B23Q 1/00
Мітки: агрегатного, верстата, поворотний, стіл
Формула / Реферат:
1. Поворотний стіл агрегатного верстата, що містить корпус з розміщеною на ньому поворотною планшайбою, засоби повороту планшайби, що включають закріплене на нижньому її торці черв'ячне колесо, з'єднане із закріпленим на валу і зв'язаним з приводом черв'яком, засоби фіксації планшайби у позиції обробки, що включають прикріплений до нижнього торця планшайби ділильний диск з фіксуючими гніздами і розміщені в пазах корпусу фіксатори із засобами...
Силовий стіл агрегатного верстата
Номер патенту: 31138
Опубліковано: 25.03.2008
Автори: Сивоконь Олександр Федорович, Мінченко В'ячеслав Олексійович
МПК: B23Q 1/00, B23Q 5/00, B23Q 39/00
Мітки: верстата, стіл, агрегатного, силовий
Формула / Реферат:
1. Силовий стіл агрегатного верстата, що містить станину-підставку з напрямними, встановлену на напрямних з можливістю поворотно-поступального переміщення, плиту з елементами кріплення силової інструментальної головки, з'єднану через ходову гайку з ходовим гвинтом, з'єднаним з двигуном подачі, який відрізняється тим, що двигун подачі виконаний у вигляді забезпеченого датчиком кутових переміщень вбудованого тороїдального електродвигуна, ходова...
Силова головка
Номер патенту: 66678
Опубліковано: 17.05.2004
Автори: Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович, Гречка Андрій Іванович
МПК: B23Q 37/00
Формула / Реферат:
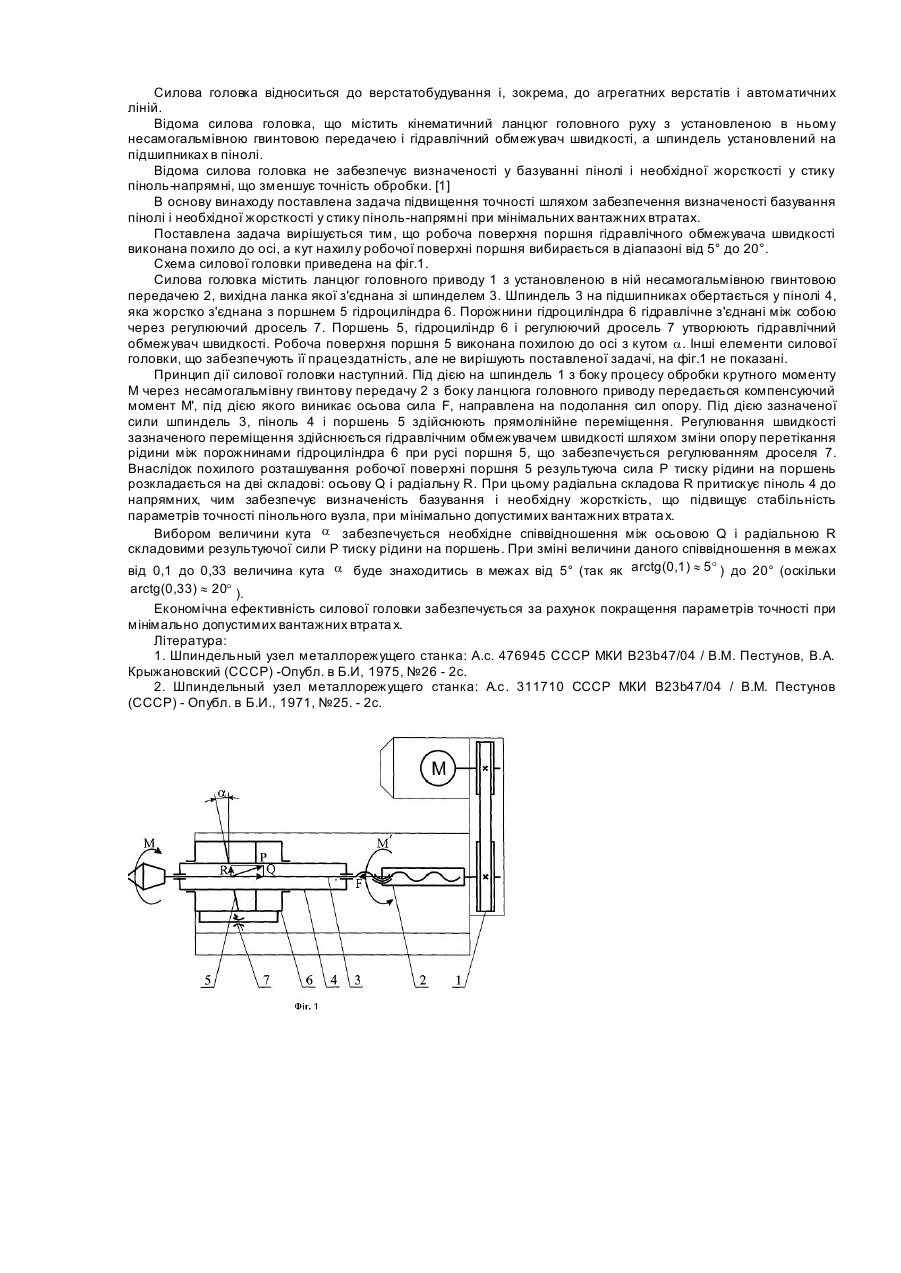
Силова головка, що містить кінематичний ланцюг головного руху з установленою в ньому несамогальмівною гвинтовою передачею і гідравлічний обмежувач швидкості, а шпиндель установлений на підшипниках в пінолі, яка відрізняється тим, що робоча поверхня поршня гідравлічного обмежувача швидкості виконана похило до осі, а кут нахилу робочої поверхні поршня вибирається в діапазоні від 5° до 20°.
Силова головка

Номер патенту: 66677
Опубліковано: 17.05.2004
Автори: Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович, Гречка Андрій Іванович
МПК: B23Q 37/00
Формула / Реферат:
1. Силова головка, що містить привід головного руху і гідравлічний механізм подачі, шток і поршень якого з'єднані з піноллю, яка відрізняється тим, що поршень оснащений принаймні одним карманом гідростатичної опори, що розташована по циліндричній його поверхні і з'єднана каналами з напірною порожниною гідроциліндра робочої подачі, а площа карманів гідростатичної опори прийнята із співвідношення:
Попередній патент: Згрудкований гарнісажеутворюючий матеріал
Наступний патент: Спосіб цифрового керування електроприводом постійного струму головних електроприводів прокатних станів
Випадковий патент: Інтерактивна мікрохвильова система передачі даних