Спосіб відновлення деталей
Номер патенту: 33102
Опубліковано: 10.06.2008
Автори: Аветісян Віктор Казарович, Власовець Віталій Михайлович, Скобло Тамара Семенівна, Польотов Василь Андрійович, Сайчук Олександр Васильович, Хар'яков Андрій Васильович, Гончаренко Олександр Олексійович

Формула / Реферат
1. Спосіб відновлення деталей, зокрема зубчастих або шліцьових валів, при якому здійснюють механічну обробку зношеної поверхні, а потім наплавляють пошарово по гвинтовій лінії поверхню до необхідного діаметра вала з урахуванням технологічного припуску на подальшу механічну обробку, який відрізняється тим, що перед наплавленням проводять механічне знімання пошкодженого зносом шару таким чином, що висота шліців або зубів деталі складає 20-30 % від свого номінального розміру, при цьому перший шар покриття наплавляють завтовшки не більше 1,5 мм, а товщину покриття подальших шарів збільшують.
2. Спосіб за п. 1, який відрізняється тим, що товщину покриття подальших шарів збільшують на 40-60 % кожний.
3. Спосіб за пп. 1, 2, який відрізняється тим, що при наплавленні кожний подальший шар перекриває попередній на 1/3 його ширини.
Текст
1. Спосіб відновлення деталей, зокрема зубчастих або шліцьових валів, при якому здійснюють механічну обробку зношеної поверхні, а потім наплавляють пошарово по гвинтовій лінії поверх 3 33102 му способі відновлення зубчастих або шліцьових валів за рахунок термічної обробки відбувається підвищена витрата теплоенергії, що приводить до додаткових енерговитрат. Також недоліком є велика витрата матеріалу, що наплавляється. У основу корисної моделі поставлена задача створення такого способу відновлення шліцьових або зубчастих валів, в якому шляхом вживання певних технологічних прийомів забезпечують зменшення напруг в наплавленому шарі, зниження витрати матеріалу, що наплавляється, і зниження енерговитрат, а також підвищення стійкості шліцьових або зубчастих валів при їх експлуатації. Поставлена задача вирішується тим, що у відомому способі відновлення зубчастих або шліцьових валів, при якому здійснюють механічну обробку зношеної поверхні, а потім наплавляють пошарово по гвинтовій лінії поверхню до необхідного діаметру валу з урахуванням технологічного припуску на подальшу механічну обробку, згідно корисної моделі, перед наплавленням проводять механічне знімання пошкодженого зносом шару таким чином, що висота шліців або зубів деталі складає 20-30% від свого номінального розміру, при цьому перший шар покриття наплавляють завтовшки не більше 1,5мм, а товщину покриття подальших шарів збільшують. Доцільно, коли товщину покриття подальших шарів збільшують на 40-60% кожний. Крім того, кожний подальший шар перекриває попередній на 1/3 його ширини. Ме ханічна обробка поверхні деталі забезпечує видалення шару схильного руйнуванню. Завдяки тому, що механічна обробка зношених шліцьових або зубчастих поверхонь здійснюється таким чином, що висота шліців або зубів деталі після обробки складає 20-30% від свого номінального розміру, по довжині валу формуються порожнини. При наплавленні шліців або зубів по гвинтовій лінії ці порожнини сприяють зменшенню напруг стиснення в наплавленому шарі, що підвищує стійкість шліцьових і зубчастих валів при їх експлуатації. Крім того, унаслідок такої механічної обробки зменшується товщина шару, що наплавляється, що приводить до економії матеріалу, який наплавляється. Виконання першого шару наплавлення менше за подальші забезпечує плавне нагрівання поверхні деталі, що запобігає утворенню тріщин в пове Комп’ютерна в ерстка М. Мацело 4 рхневому шарі і виключає необхідність додаткової теплової обробки. Крім того, завдяки тому, що подальший шар перекриває попередній на 1/3 його ширини, відбувається більш рівномірне додаткове прогрівання деталі. Корисна модель здійснюється таким чином. Наприклад, беруть шліцьовий вал діаметром 22мм в основі і 20мм в шліцьових частинах. Перед наплавленням знімають зношену частину шліців механічною обробкою так, щоб шліци складали по висоті 20-30% від свого номінального розміру. Потім вал, в шліцьових частинах наплавляють дротом 1,2Нп 30ХГСА (діаметр дроту 1,2мм, Нп наплавлювальний дріт, 30 - вміст в дроті вуглецю 0,3%, по 1% хрому - X, марганцю - Г, кремнію - С, поліпшеної якості - А) в середовищі вуглецевого газу (СО2) по гвинтовій лінії на наступному режимі: сила зварювального струму (80-100) А; напруга (17-18) В; швидкість подачі електронного дроту (2,3-2,4)м/хв; виліт електроду - (8-10)мм; зсув електроду із зеніту - 04-15)мм; частота обертання деталі - (9-10)об/хв; крок наплавлення - (1,31,5)мм/об; число проходів - не більше двох; витрата дроту - 0,138кг; витрата газу СО2-57,6л (на один вал). Якість відновлення шліцьового валу в наплавленому шарі оцінювали по середньому рівню напруг, визначуваному по коерцитивній силі. У результаті даний спосіб дозволив одержати шліцьовий вал, в якому понижений рівень напруженого стану наплавленого шару на 39% з кожним подальшим шаром наплавлення, зменшена витрата матеріалу, що наплавляється, в 1,4 рази, виключений етап теплообробки валу і тим самим понижені енерговитрати, а також підвищена стійкість шліцьових валів при їх експлуатації. Таким чином корисна модель забезпечує зменшення напруг в наплавленому шарі, зниження витрати матеріалу, що наплавляється, і зниження енерговитрат, а також підвищення стійкості шліцьових або зубчастих валів при їх експлуатації. Джерела інформації: 1. Патент Російськой Федерації №2139156 Сl, опубл.10.10.99г., МПК6 В21В28/02, В23Р6/00. 2. Авторське свідоцтво СРСР №1608026 Аl, опубл.23.11.90г., МПК5 В23К9/04. 3. Патент України №59110 А, опубл.15.08.2003г., МПК8 В23К9/04, В23Р6/00. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring components
Автори англійськоюAvetisian Viktor Kazarovych, Vlasovets Vitalii Mykhailovych, Honcharenko Oleksandr Oleksiiovych, Poliotov Vasyl Andriiovych, Saichuk Oleksandr Vasyliovych, Skoblo Tamara Semenivna, Khariakov Andrii Vasyliovych
Назва патенту російськоюСпособ восстановления деталей
Автори російськоюАветисян Виктор Казарович, Власовец Виталий Михайлович, Гончаренко Александр Алексеевич, Полетов Василий Андреевич, Сайчук Александр Васильевич, Скобло Тамара Семеновна, Харьяков Андрей Васильевич
МПК / Мітки
Мітки: деталей, спосіб, відновлення
Код посилання
<a href="https://ua.patents.su/2-33102-sposib-vidnovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей</a>
Спосіб відновлення прецизійних деталей боруванням
Номер патенту: 24531
Опубліковано: 21.07.1998
Автори: Вербовська Ніна Іванівна, Канарчук Вадім Євгенович, Барилович Леонід Павлович, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: спосіб, відновлення, боруванням, прецизійних, деталей
Формула / Реферат:
Спосіб відновлення прецизійних деталей боруванням, який включає електролітичне, або хімічне нанесення на зношену поверхню присадочного матеріалу, який відрізняється тим, що збільшення розмірів деталі здійснюють електролітичним боруванням у безокислювальних боратних теплоносіях, в магнітному полі, при температурах 850 - 900°C і витримці, при цьому залежній від величини поновлюваного розміру.
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23K 9/04, B23P 6/00, C23C 4/12
Мітки: спрацьованих, деталей, відновлення, спосіб, поверхонь, машин, сталевих
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: внутрішніх, циліндричних, поверхонь, спосіб, відновлення, деталей
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Павло Миколайович, Молодик Микола Володимирович, Куценко Микола Семенович
МПК: B23P 6/00
Мітки: спрацюванням, відновлення, однобічним, спосіб, деталей
Формула / Реферат:
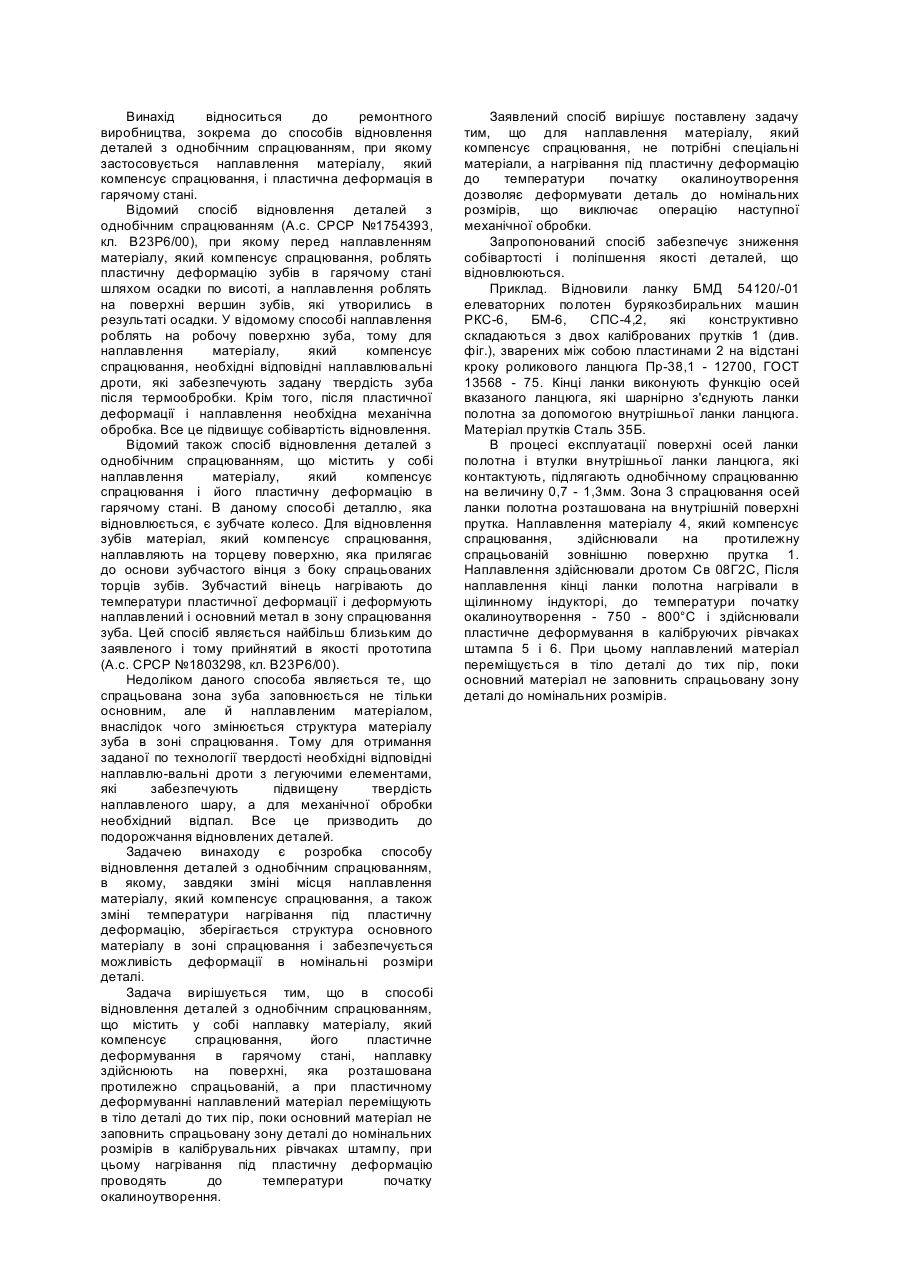
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення деталей
Номер патенту: 21569
Опубліковано: 06.01.1998
Автори: Коровайченко Юрій Миколайович, Черновол Михайло Іванович, Гончаренко Микола Володимирович
МПК: C21D 1/00
Мітки: спосіб, відновлення, деталей
Формула / Реферат:
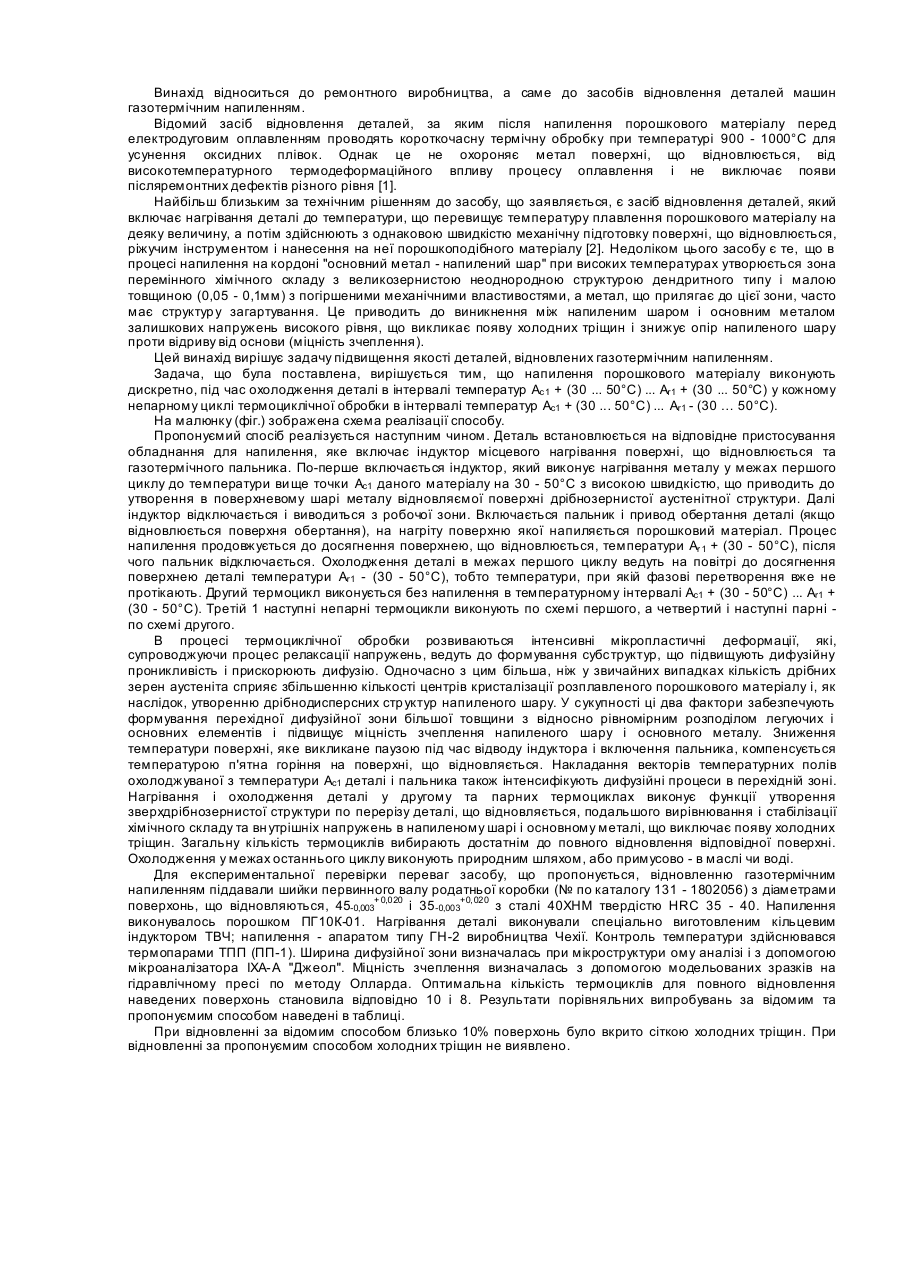
Спосіб відновлення деталей, включаючий нагрівання відновленої поверхні і напилення порошкового матеріалу, який відрізняється тим, що напилення порошкового матеріалу виконують дискретно під час охолодження деталі в інтервалі температур Аc1 + (30...50°C)...Ar1 + (30...50°С) у кожному непарному циклі термоциклічної обробки в інтервалі температур Аc1 + (30...50°С)...Аr1 - (30...50°С).
Попередній патент: Пристрій для пункції та санації абсцесу легень
Наступний патент: Центрифуга
Випадковий патент: Високовольтний струмообмежуючий запобіжник