Спосіб обтискування шліцевих втулок
Номер патенту: 33133
Опубліковано: 10.06.2008
Автори: Воляк Ігор Ярославович, Крук Володимир Володимирович, Дзюра Володимир Олексійович, Гевко Богдан Матвійович
Формула / Реферат
Спосіб обтискування шліцевих втулок, при якому шліцеву втулку встановлюють в конусний отвір формувальної матриці, діаметр якого є меншим від зовнішнього діаметра шліцевої втулки, де зверху шліцева втулка взаємодіє з торцем пуансона через центрувальний конусний елемент і знизу переходить в циліндричний наскрізний отвір через радіус заокруглення і входить в тару, який відрізняється тим, що перед операцією встановлення шліцевої втулки в конусний отвір формувальної матриці здійснюють її послідовне завантаження на позицію нагрівання з накопичувача за допомогою руки завантажувального механізму, причому нагрів здійснюють до температури 600-750 °С протягом 5-8 секунд струмами високої частоти індуктором з внутрішнім профілем, аналогічним зовнішньому профілю шліцевої втулки.
Текст
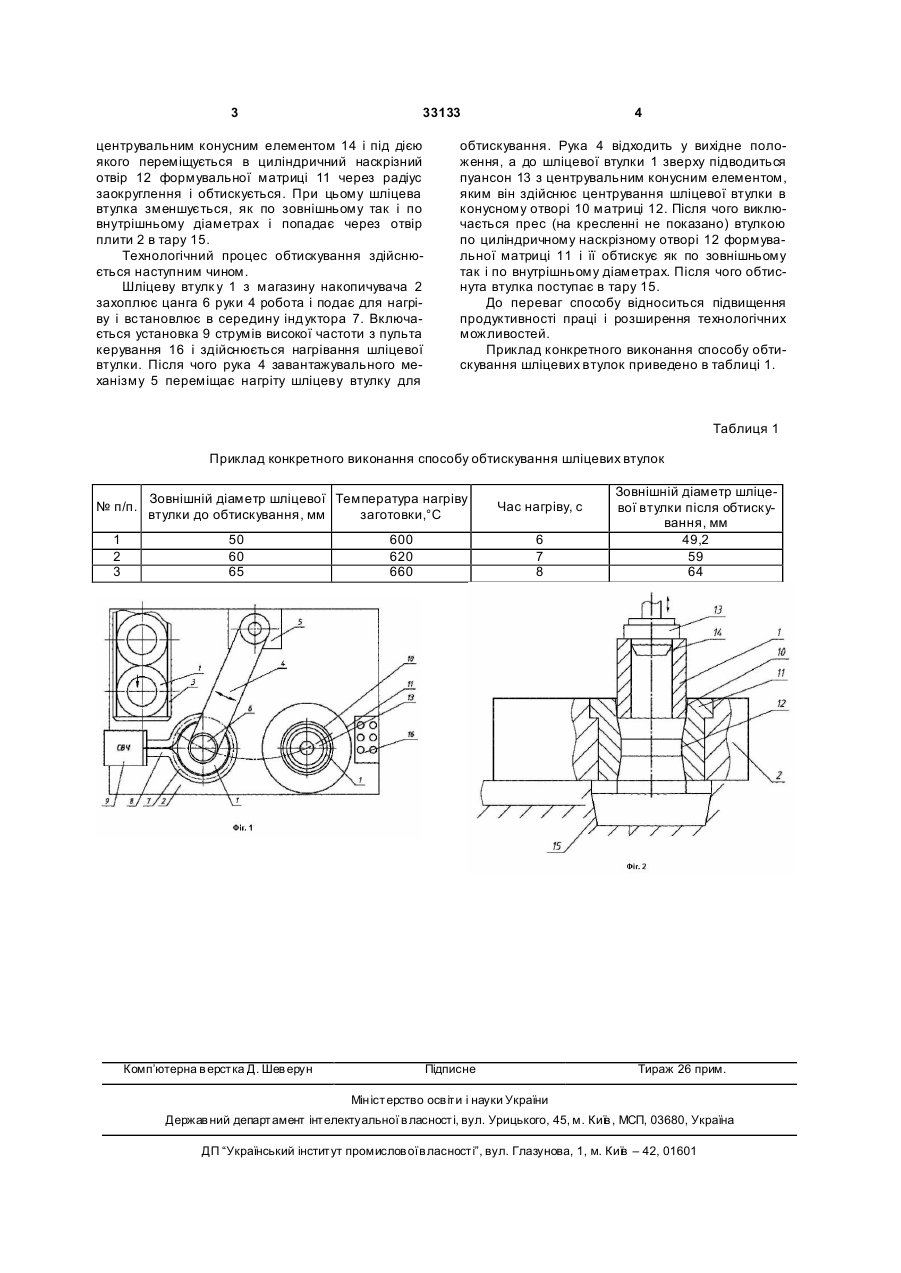
Спосіб обтискування шліцевих втулок, при якому шліцеву втулку встановлюють в конусний отвір формувальної матриці, діаметр якого є меншим від зовнішнього діаметра шліцевої втулки, де 3 33133 центрувальним конусним елементом 14 і під дією якого переміщується в циліндричний наскрізний отвір 12 формувальної матриці 11 через радіус заокруглення і обтискується. При цьому шліцева втулка зменшується, як по зовнішньому так і по внутрішньому діаметрах і попадає через отвір плити 2 в тару 15. Технологічний процес обтискування здійснюється наступним чином. Шліцеву втулк у 1 з магазину накопичувача 2 захоплює цанга 6 руки 4 робота і подає для нагріву і встановлює в середину індуктора 7. Включається установка 9 струмів високої частоти з пульта керування 16 і здійснюється нагрівання шліцевої втулки. Після чого рука 4 завантажувального механізму 5 переміщає нагріту шліцеву втулку для 4 обтискування. Рука 4 відходить у вихідне положення, а до шліцевої втулки 1 зверху підводиться пуансон 13 з центрувальним конусним елементом, яким він здійснює центрування шліцевої втулки в конусному отворі 10 матриці 12. Після чого виключається прес (на кресленні не показано) втулкою по циліндричному наскрізному отворі 12 формувальної матриці 11 і її обтискує як по зовнішньому так і по внутрішньому діаметрах. Після чого обтиснута втулка поступає в тару 15. До переваг способу відноситься підвищення продуктивності праці і розширення технологічних можливостей. Приклад конкретного виконання способу обтискування шліцевих втулок приведено в таблиці 1. Таблиця 1 Приклад конкретного виконання способу обтискування шліцевих втулок № п/п. 1 2 3 Зовнішній діаметр шліцевої Температура нагріву втулки до обтискування, мм заготовки,°С 50 60 65 Комп’ютерна в ерстка Д. Шев ерун 600 620 660 Час нагріву, с 6 7 8 Підписне Зовнішній діаметр шліцевої втулки після обтискування, мм 49,2 59 64 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reduction of splined bushings
Автори англійськоюHevko Bohdan Matviiovych, Dziura Volodymyr Oleksiiovych, Kruk Volodymyr Volodymyrovych, Voliak Ihor Yaroslavovych
Назва патенту російськоюСпособ обжатия шлицевых втулок
Автори російськоюГевко Богдан Матвеевич, Дзюра Владимир Алексеевич, Крук Владимир Владимирович, Воляк Игорь Ярославович
МПК / Мітки
МПК: B23P 9/00
Мітки: спосіб, шліцевих, втулок, обтискування
Код посилання
<a href="https://ua.patents.su/2-33133-sposib-obtiskuvannya-shlicevikh-vtulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб обтискування шліцевих втулок</a>
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Нахайчук Олег Вікторович, Любін Микола Володимирович
МПК: B21D 41/00
Мітки: виготовлення, інструмент, внутрішніх, шліцевих, поверхнях, канавок, втулок
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Пристрій для контролю внутрішніх шліцевих поверхонь
Номер патенту: 24953
Опубліковано: 25.07.2007
Автори: Гевко Іван Богданович, Дзюра Володимир Олексійович, Брощак Іван Іванович, Капаціла Людмила Миколаївна, Геник Ігор Степанович
МПК: G01B 11/22
Мітки: контролю, поверхонь, шліцевих, внутрішніх, пристрій
Формула / Реферат:
Пристрій для контролю внутрішніх шліцевих поверхонь, який виконаний у вигляді плити з вертикальними стійками, базуючими і затискними елементами, який відрізняється тим, що зверху на стійках розміщені підтримуючі ролики, які взаємодіють з шліцевою втулкою з можливістю кругового провертання, а всередині шліцевої втулки розміщений рухомий блок, в пазах якого закріплено симетричний індикаторний блок, рухомий блок здійснює переміщення від...
Спосіб визначення міцності втулок на стиснення
Номер патенту: 23925
Опубліковано: 11.06.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: втулок, стиснення, спосіб, міцності, визначення
Формула / Реферат:
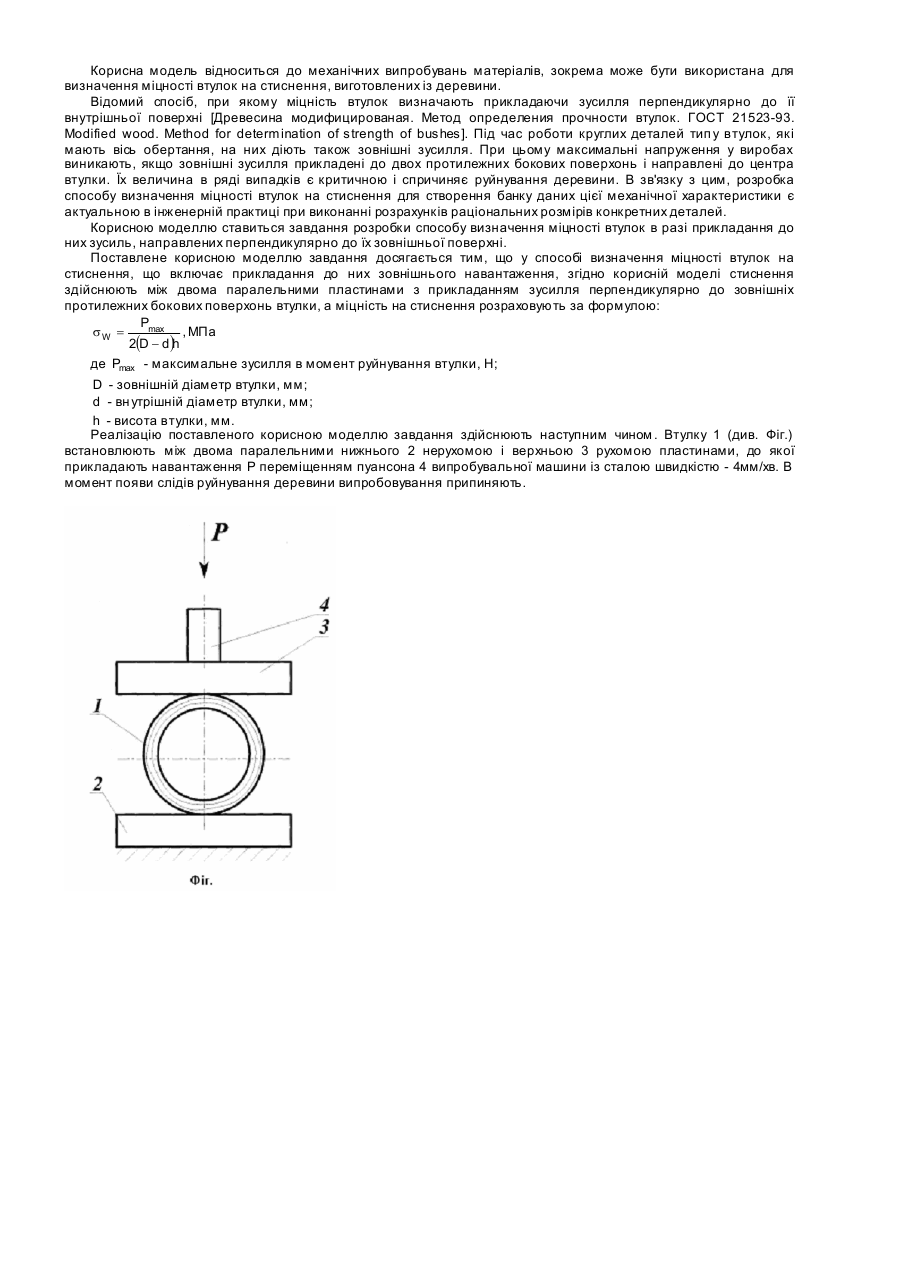
Спосіб визначення міцності втулок на стиснення, що включає прикладання до них зовнішнього навантаження, який відрізняється тим, що стиснення здійснюють між двома паралельними пластинами з прикладанням зусилля перпендикулярно до зовнішніх протилежних бокових поверхонь втулки, а міцність на стиснення розраховують за формулоюде
Пристрій для обробки напівкруглих шліцевих пазів
Номер патенту: 22495
Опубліковано: 25.04.2007
Автори: Гевко Іван Богданович, Гевко Богдан Матвійович, Дзюра Володимир Олексійович
МПК: B21C 37/15
Мітки: обробки, напівкруглих, шліцевих, пристрій, пазів
Формула / Реферат:
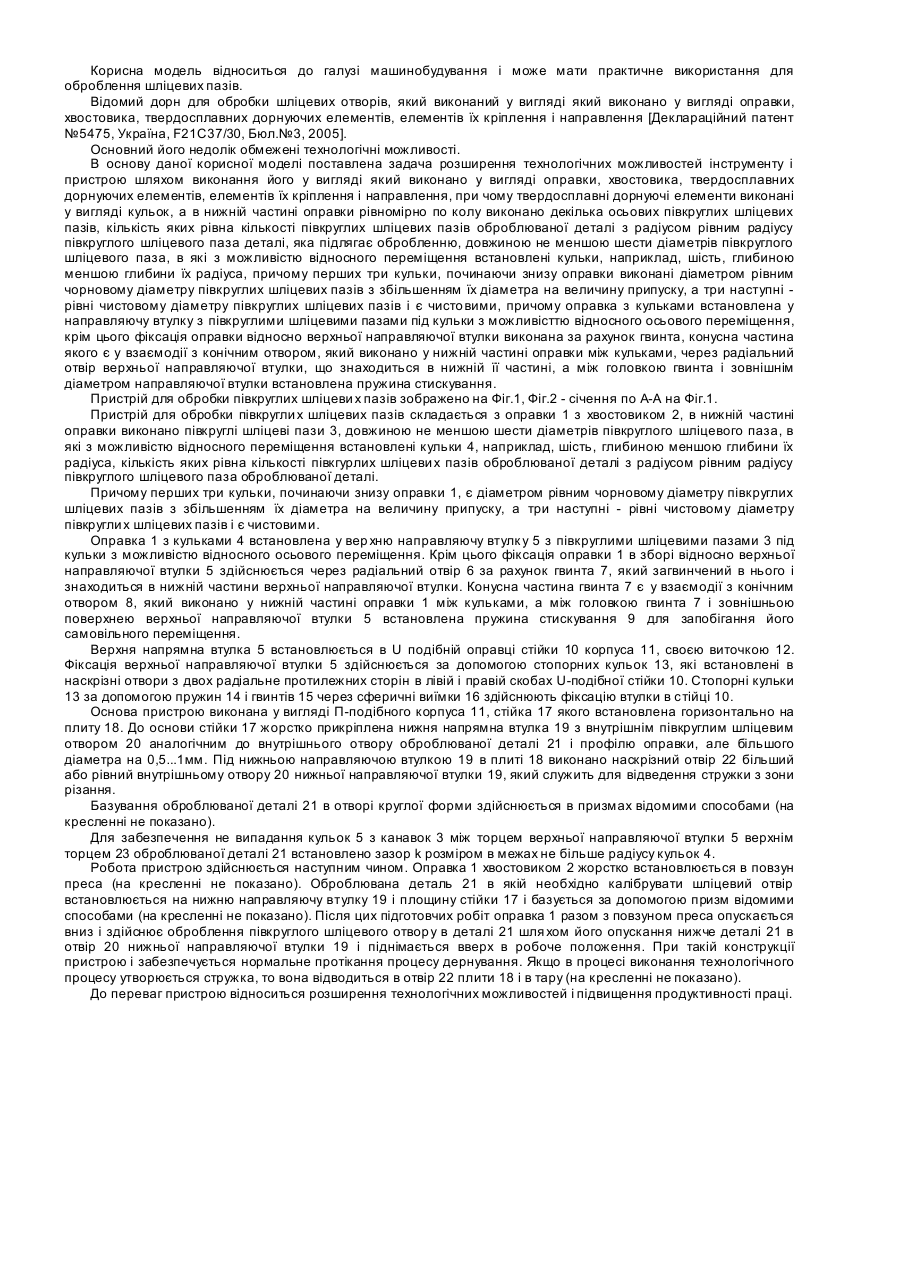
Пристрій для обробки напівкруглих шліцевих пазів, який виконано у вигляді оправки, хвостовика, дорнуючих елементів, елементів їх кріплення і направлення, який відрізняється тим, що твердосплавні дорнуючі елементи виконані у вигляді твердосплавних кульок, а в нижній частині оправки рівномірно по колу виконані декілька осьових напівкруглих шліцевих пазів, кількість яких рівна кількості напівкруглих шліцевих пазів оброблюваної деталі, з...
Спосіб визначення міцності втулок
Номер патенту: 21059
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: визначення, втулок, спосіб, міцності
Формула / Реферат:
Спосіб визначення міцності втулок, що включає прикладання навантаження до їх внутрішніх поверхонь, який відрізняється тим, що зміну напрямку зусилля від верхньої головки випробувальної машини з вертикального до горизонтального, направленого перпендикулярно до внутрішньої поверхні втулки, забезпечують за допомогою сегментів, шарнірно з’єднаних з хрестовинами, нижня з яких є опорною плитою пристрою, а до хвостовика верхньої прикладають...
Попередній патент: Модифіковане епоксикомпозитне покриття
Наступний патент: Пристрій струмового захисту з залежною витримкою часу