Верстат для гідроабразивної очистки внутрішніх поверхонь трубчастих заготовок
Номер патенту: 3954
Опубліковано: 15.12.2004
Автори: Нагорняк Степан Григорович, Бортник Михайло Ігорович
Формула / Реферат
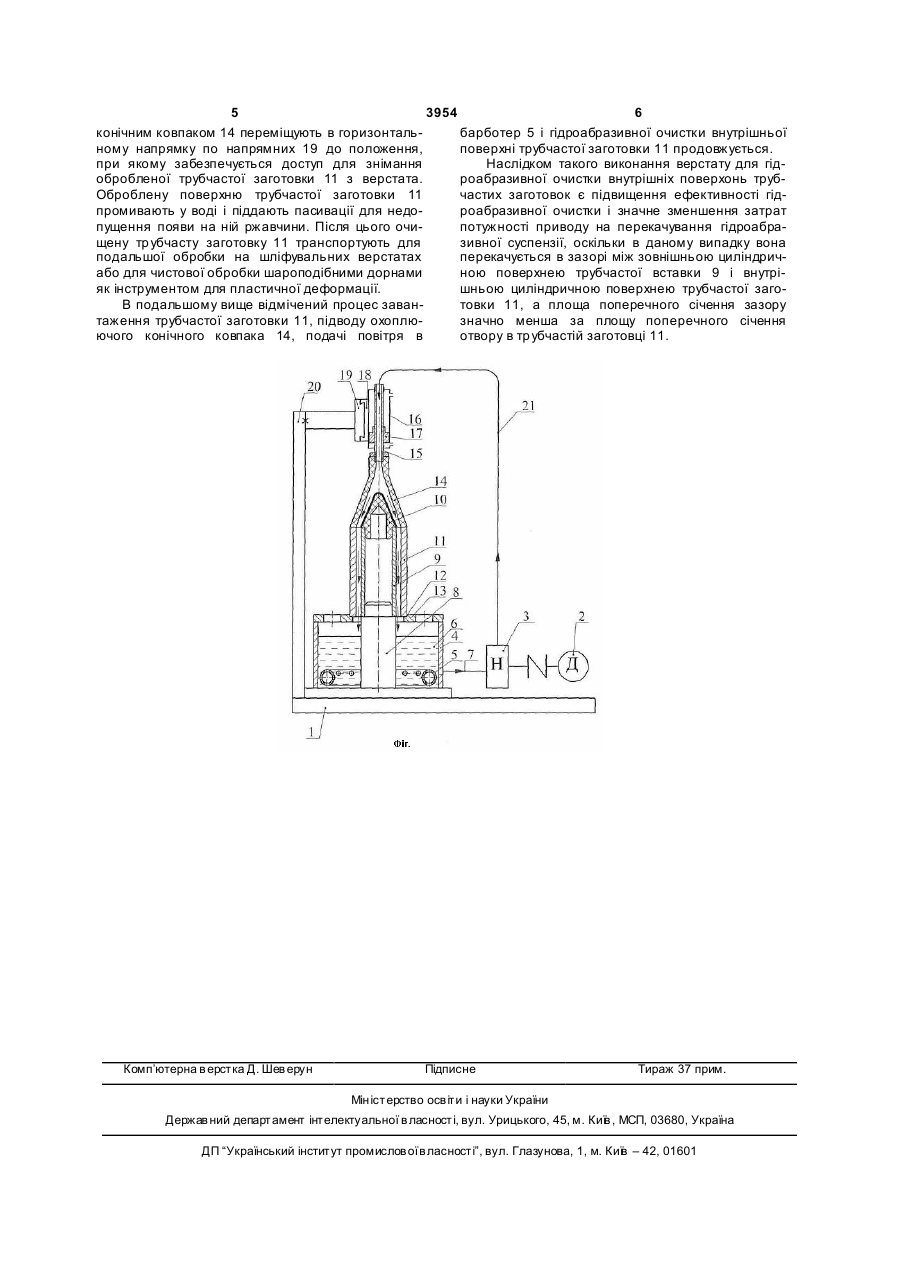
Верстат для гідроабразивної очистки внутрішніх поверхонь трубчастих заготовок з основою, приводом і резервуаром для гідроабразивної суспензії, який відрізняється тим, що в центральній частині резервуара для гідроабразивної суспензії вертикально розміщена нерухомо з'єднана з його дном ступінчаста циліндрична оправка, на виступаючому із резервуара кінці якої співвісно із нею встановлена вертикально трубчаста вставка з розміщеним на її верхньому кінці обтікачем конічної форми, причому нижній кінець трубчастої заготовки базується в ступінчастому отворі, виконаному в кришці резервуара для гідроабразивної суспензії, і між співвісними внутрішньою циліндричною поверхнею трубчастої заготовки і зовнішньою циліндричною поверхнею трубчастої вставки виконаний кільцевий зазор, причому у верхньому кінці трубчастої заготовки з можливістю контакту знаходиться всередині пустотілий охоплюючий конічний ковпак, верхній звужений кінець якого жорстко з'єднаний з пустотілим штоком силового циліндра, корпус якого нерухомо зв'язаний з кареткою горизонтальних переміщень і наскрізний отвір всередині пустотілого штока силового циліндра гнучким шлангом гідравлічно з'єднаний з вихідним отвором відцентрового насоса для подачі гідроабразивної суспензії, вхідний отвір якого гідравлічно зв'язаний з нижньою частиною резервуара для гідроабразивної суспензії, і між внутрішньою конічною поверхнею пустотілого охоплюючого конічного ковпака і зовнішньою поверхнею обтікача конічної форми виконаний кільцевий зазор.
Текст
Верстат для гідроабразивної очистки внутрішніх поверхонь трубчасти х заготовок з основою, приводом і резервуаром для гідроабразивної суспензії, який відрізняється тим, що в центральній частині резервуара для гідроабразивної суспензії вертикально розміщена нерухомо з'єднана з його дном ступінчаста циліндрична оправка, на виступаючому із резервуара кінці якої співвісно із нею встановлена вертикально трубчаста вставка з розміщеним на її верхньому кінці обтікачем конічної форми, причому нижній кінець трубчастої заготовки базується в ступінчастому отворі, виконаному в кришці резервуара для гідроабразивної 3 3954 4 му нижній кінець трубчастої заготовки базується в всередині пустотілого охоплюючого конічного ковступінчастому отворі, виконаному в кришці резерпака 14 і зовнішньою поверхнею обтікача 10 конічвуара для гідро абразивної суспензії, і між співвісної форми виконаний кільцевий зазор. ними внутрішньою циліндричною поверхнею трубВерстат для гідроабразивної очистки внутрічастої заготовки і зовнішньою циліндричною шніх поверхонь трубчастих заготовок працює наповерхнею трубчастої вставки виконаний кільцеступним чином вий зазор, причому з верхнім кінцем трубчастої Перед початком роботи електродвигун 2 відзаготовки з можливістю контакту знаходиться всеключений і трубчаста вставка 9 встановлюється редині пустотілий охоплюючий конічний ковпак, співвісно на виступаючий із резервуара 4 кінець верхній звужений кінець якого жорстко з'єднаний з вертикальної ступінчастої циліндричної оправки 8. всередині пустотілим штоком силового циліндра, На верхній кінець трубчастої вставки встановлюкорпус якого нерухомо зв'язаний з кареткою гориється обтікач 10 конічної форми. Після цього нижзонтальних переміщень і наскрізний отвір всереній кінеці трубчастої заготовки 11 базується в студині пустотілого штока силового циліндра гнучким пінчастому отворі 12, виконаному в кришці ємкості шлангом гідравлічно з'єднаний з вихідним отвором 4. Внаслідок горизонтального переміщення каретвідцентрового насоса для подачі гідроабразивної ки 18 по напрямних 19 охоплюючий конічний ковсуспензії, вхідний отвір якого гідравлічно зв'язаний пак 14 підводять в зону над оброблюваною трубз нижньою частиною резервуара для гідроабразичастою заготовкою 11 так, щоб вертикальні вісі вної суспензії, і між внутрішньою конічною поверхковпака 14 і трубчастої заготовки 11 співпали. Піснею всередині пустотілого охоплюючого конічного ля цього повітря (або мастило) подають у верхню ковпака і зовнішньою поверхнею обтікача конічної порожнину силового циліндра 16 (в початковому форми виконаний кільцевий зазор. положенні поршень 17 знаходиться в верхньому Верстат для гідроабразивної очистки внутрікрайньому положенні) і поршень разом із штоком шніх поверхонь тр убчасти х заготовок показаний на 15 і охоплюючим конічним ковпаком 14 переміщуграфічному зображенні. ються вертикально вниз до повного силового конВерстат складається з основи 1, на якій розтакту нижнього торця конічного ковпака 14 з верхміщений привід, що складається з електродвигуна нім торцем охоплюючої трубчастої заготовки 11. 2 і відцентрового насоса 3 для подачі гідроабразиПісля цього стиснене повітря через шланг із цеховної суспензії. На основі 1 встановлений резервувої магістралі, або від окремого компресора, подаар 4 для гідроабразивної суспензії. На днищі резеється всередину тороподібного барботера 5 і в рвуара 4 встановлений тороподібний барботер 5 з результаті витікання повітря через наскрізні радінаскрізними радіальними отворами, який шлангом альні отвори в стінці барботера абразивні частинз'єднаний з пневмосистемою (на Фіг. не показана). ки, які знаходяться на дні резервуара 4 піднімаВсередині резервуара 4 знаходиться гідроабразиються вверх, перемішуючись з водою в результаті вна суспензія 6. Вхідний отвір відцентрового насочого створюється гідроабразивна суспензія 6. Пісса 3 гідравлічно зв'язаний трубопроводом 7 з нижля включення електродвигуна 2 внаслідок оберньою частиною резервуара 4 з гідроабразивною тання лопатей відцентрового насоса 3 через трусуспензією 6. В центральній частині резервуара 4 бопровід 7 відбувається всмоктування для гідроабразивної суспензії вертикально розмігідроабразивної суспензії 6 з резервуара 4 і подащена нерухомо з'єднана з його дном ступінчаста льша її подача по гнучкому шлангу 21 через нациліндрична оправка 8, на виступаючому із резерскрізний отвір в штоку 15 всередину конічного вуара кінці якої співвісно з нею встановлена верковпака 14. тикально трубчаста заготовка 9 з розміщеним на її Внаслідок взаємодії силового потоку гідроабверхньому кінці обтікачем 10 конічної форми. Ниразивної суспензії із зовнішньою конічною поверхжній кінець трубчастої заготовки 11 базується в нею обтікача 10 проходить радіальне розділення ступінчастому отворі 12, виконаному в кришці 13 потоку і переміщення гідроабразивної суспензії в резервуара 4 для гідроабразивної суспензії 6. Між кільцевому зазорі між внутрішньою конічною повеспіввісними внутрішньою циліндричною поверхнею рхнею всередині пустотілого ковпака 14 і зовніштрубчасто ї заготовки 11 і зовнішньою циліндричньою поверхнею обтікача 12, конічної форми, пісною поверхнею трубчастої вставки 9 виконаний ля чого потік гідроабразивної суспензії продовжує кільцевий зазор. З верхнім кінцем трубчастої загорухатись в кільцевому зазорі між внутрішньою цитовки 11 з можливістю контакту знаходиться вселіндричною поверхнею трубчастої заготовки 11 і редині пустотілий охоплюючий конічний ковпак 14, зовнішньою циліндричною поверхнею трубчастої верхній звужений кінець якого жорстко з'єднаний з вставки 9. В результаті взаємодії абразивних часвсередині пустотілим штоком 15 силового циліндтинок гідроабразивної суспензії 6 з внутрішньою ра 16, в якому встановлений поршень 17, що нециліндричною поверхнею трубчастої заготовки 11 рухомо з'єднаний з штоком 15. Корпус силового проходить очистка внутрішньої поверхні трубчасциліндра 16 нерухомо зв'язаний з кареткою 18 тої заготовки 11 від ржавчини і окалини. горизонтальних переміщень. Каретка 18 встановПісля завершення гідроабразивної очистки лена на горизонтальних напрямних 19 вертикальвнутрішньої циліндричної поверхні трубчастої заної стійки 20, яка жорстко з'єднана з основою 1 готовки 11 електродвигун 2 виключають і подають верстата. Наскрізний отвір всередині пустотілого повітря (мастило) в нижню порожнину силового штока 15 силового циліндра 16 гнучким шлангом циліндра 16, внаслідок чого поршень 17 зі штоком 21 гідравлічно з'єднаний з вихідним отвором від15 і охоплюючим конічним ковпаком 14 переміщуцентрового насоса 3 для подачі гідроабразивної ються вертикально вверх. Після цього каретку 18 суспензії 6. Між внутрішньою конічною поверхнею разом з силовим циліндром 16 і о хоплюючим 5 3954 6 конічним ковпаком 14 переміщують в горизонтальбарботер 5 і гідроабразивної очистки внутрішньої ному напрямку по напрямних 19 до положення, поверхні трубчастої заготовки 11 продовжується. при якому забезпечується доступ для знімання Наслідком такого виконання верстату для гідобробленої трубчастої заготовки 11 з верстата. роабразивної очистки внутрішніх поверхонь трубОброблену поверхню трубчастої заготовки 11 частих заготовок є підвищення ефективності гідпромивають у воді і піддають пасивації для недороабразивної очистки і значне зменшення затрат пущення появи на ній ржавчини. Після цього очипотужності приводу на перекачування гідроабращену тр убчасту заготовку 11 транспортують для зивної суспензії, оскільки в даному випадку вона подальшої обробки на шліфувальних верстатах перекачується в зазорі між зовнішньою циліндричабо для чистової обробки шароподібними дорнами ною поверхнею трубчастої вставки 9 і внутріяк інструментом для пластичної деформації. шньою циліндричною поверхнею трубчастої загоВ подальшому вище відмічений процес завантовки 11, а площа поперечного січення зазору таження трубчастої заготовки 11, підводу охоплюзначно менша за площу поперечного січення ючого конічного ковпака 14, подачі повітря в отвору в тр убчастій заготовці 11. Комп’ютерна в ерстка Д. Шев ерун Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюNahorniak Stepan Hryhorovych
Автори російськоюНагорняк Степан Григорьевич
МПК / Мітки
МПК: B24C 1/00
Мітки: внутрішніх, заготовок, верстат, гідроабразивної, поверхонь, очистки, трубчастих
Код посилання
<a href="https://ua.patents.su/3-3954-verstat-dlya-gidroabrazivno-ochistki-vnutrishnikh-poverkhon-trubchastikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Верстат для гідроабразивної очистки внутрішніх поверхонь трубчастих заготовок</a>
Пристрій для вібраційної обробки внутрішніх поверхонь трубчастих виробів
Номер патенту: 24476
Опубліковано: 21.07.1998
Автори: Іскович-Лотоцький Ростислав Дмитрович, Вірник Микола Миколайович, Рагозін Олег Анатолійович
МПК: B24B 31/06
Мітки: пристрій, поверхонь, трубчастих, внутрішніх, виробів, вібраційної, обробки
Формула / Реферат:
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 45933
Опубліковано: 15.04.2002
Автори: Амирханов Дамир Ракипович, Савченко Віктор Іванович, Шпаковський Едуард Миколаєвич, Тихонов Євген Георгієвич
МПК: B24C 1/00
Мітки: гідроабразивної, поверхонь, деталей, спосіб, обробки
Формула / Реферат:
Спосіб гідроабразивного очищення поверхонь деталей, при якому на потік гідроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат гідроабразивної суспензії і газу не перевищує 1:2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати гідроабразивної...
Верстат для гарячого закочування кінців трубчастих заготівок
Номер патенту: 52955
Опубліковано: 15.01.2003
Автори: Капорович Світлана Володимирівна, Послушняк Олексій Володимирович, Капорович Світлана Едуардівна
МПК: B21D 22/14, B21D 41/00
Мітки: гарячого, верстат, заготівок, трубчастих, кінців, закочування
Формула / Реферат:
1. Верстат для гарячого закочування кінців трубчастих заготівок, що містить змонтовані на загальній станині обертовий шпиндель для кріплення заготівки, інструмент, що формує, який має можливість повороту навколо осі, перпендикулярної осі шпинделя, а також штовхач заготівок, який відрізняється тим, що формуючий інструмент виконаний складеним з дисків, розміщених на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту...
Пристрій для приготування суспензії для гідроабразивної установки
Номер патенту: 46205
Опубліковано: 15.05.2002
Автори: Волошин Мар'ян Петрович, Гевський Ярослав Ярославович, Лавришин Богдан Миколайович, Василюк Володимир Михайлович, Квашневський Юрій Ілліч
Мітки: пристрій, гідроабразивної, приготування, установки, суспензії
Формула / Реферат:
1. Пристрій для приготування суспензії для гідроабразивної установки, що містить резервуар для рідини і абразиву, який відрізняється тим, що пристрій містить камеру змішування у вигляді конуса, приєднаного основою до резервуара рідини і абразиву, магістраль води з насосом, з'єднану з камерою змішування та резервуаром, магістраль повітря від компресора.2. Пристрій для приготування суспензії для гідроабразивної установки за п.1, який...
Пристрій для доведення замкнутих внутрішніх сферичних поверхонь
Номер патенту: 62933
Опубліковано: 15.01.2004
Автор: Ємець Микола Васильович
МПК: B24B 11/00
Мітки: пристрій, поверхонь, внутрішніх, доведення, замкнутих, сферичних
Формула / Реферат:
Пристрій для доведення замкнутих внутрішніх сферичних поверхонь, що містить корпус, два шпинделі з притирами, привідний електродвигун, який відрізняється тим, що шпинделі з притирами жорстко з'єднані з ротором електродвигуна, закріпленим у внутрішньому кільці, встановленому на опорах ковзання в півкільці, яке жорстко з’єднане з вертикальним валом, змонтованим в підшипниках кочення з можливістю повороту відносно корпусу, при цьому...
Попередній патент: Спосіб формування колоанального анастомозу
Наступний патент: Спосіб одержання a-алкілакролеїнів
Випадковий патент: Спосіб виробництва солодкої вермішелі швидкого приготування