Спосіб суспензіонного лиття сталевих заготовок
Номер патенту: 5262
Опубліковано: 28.12.1994
Автори: Песковський Сергій Михайлович, Мудрук Леонід Олександрович, Джалілов Діаз Борисович, Затуловський Сергій Семенович
Формула / Реферат
Способ суспензионного литья стальных заготовок, включающий заливку жидкого металла и ввод дисперсных добавок при заполнении части объема рабочей полости литейной формы, отличающийся тем, что, с целью снижения количества усадочных дефектов за счет улучшения условий направленного затвердевания, после заполнения рабочей полости литейной формы на 1/5-4/5 ее объема расход дисперсных добавок, преимущественно стальной дроби, снижают со скоростью 0,05-2,0 кг/с.
Текст
Изобретение относится к области литейного производства и может быть использовано при суспензионной заливке отливок. Цель изобретения - снижение количества усадочных дефектов за счет улучшения условий направленного затвердевания. Способ включает заливку жидкого металла и ввод дисперсных добавок при заполнении части объема отливки. После заполнения формы па 1/5-4/5 ее объема расход добавок снижают со скоростью 0,05-2 кг/с.' 1416262 Изобретение относится к литейному производству и может быть использовано при суспензионной заливке отливок. Цель изобретения - снижение количества усадочных дефектов за счет улучшения условий направленного затвердевания. * При суспензионном литье стальных заготовок после заполнения литейной 10 формы на 1/5-4/5 объема ее рабочей полости расход добавок снижают со ско ростью 0,05-2,0 кг/с, Снижение расхода добавок, по мере заполнения литейной формы жидкой 15 сталью, позволяет управлять процессом кристаллизации, получать отливки с различными свойствами в сечении, улучшить питание и уменьшить расход добавок. 20 Способ осуществляется следующим образом. Часть объема формы заполняют жидким металлом и непрерывно вводят определенное постоянное количество дис25 персных добавок. Введенные в расплав частицы дроби нагреваются до температуры ликвидус, затем плавятся, выполняя функции внутренних теплостоков, снимают перегрев жидкой стали. С вве- 30 дением дисперсных инокуляторов вносятся дополнительные либо активизируются эндогенные центры кристаллизации. Указанное комплексное воздействие дисперсных инокуляторов приводит к ускорению и развитию объемного затвердевания отливок с образованием однородной дисперсной структуры литого металла. Суспензионную заливку ведут до заполнения 1/5-4/5 объема формы. За- 40 полнение менее 1/5 объема формы с вводом постоянного количества добавок не позволяет получить преимуществ суспензионной разливки - повышения дисперсности и однородности структуры, дс снижения химической неоднородности, повышение уровня и изотропности физико-механических свойств металла по сечению отливки. При заполнении указанным опособом более 4/5 объема формы с вводом постоянного количества 50 добавок возникает опасность чрезмерного переохлаждения металла и фиксации усадочной раковины в полости отливки. После заполнения указанного объема отливки количество вводимых 55 дисперсных добавок уменьшают с заданной скоростью в пределах 0,052,0 кг/с. При снижении скорости, рас • 2 хода добавок менее 0,05 кг/с не наблюдается существенных различий в структуре и качестве отливаемого металла, усадочные дефекты не устраняются . Снижение скорости расхода более 2,0 кг/с приводит к резким изменениям в структуро металла, возникновению диквационной и структурной неоднородности, а следовательно, и к резкому ухудшению механических и эксплуатационных свойств отливки, снижению эффективности суспензионной заливки. Ревкое прекращение подачи добавок приведет к возникновению резкой границы раздела, что отрицательно скажется на эксплуатационньк характеристиках отливки. Металл отлитый предложенным способом, имеет плавно изменяющуюся в сечении структуру и свойства, которые регулируются с помощью изменения расхода дис- . персных добавок. При суспензионной разливке происходит объемная кристаллизация металла, сокращается продолжительность затвердевания. Это затрудняет питание центральных зон массивных стальных отливок, приводит к фиксации дефектов усадочного происхождения в районе стержней и подприбыльной части. Снижение количества вводимых добавок по ходу заполнения линейной формы позво-ляет снять перегрев и интенсифицировать затвердевание нижних объемов отливки и залить верхние (подприбыльные) объемы более горячим металлом, что увеличивает направленность затвердевания и улучшает условия питания центральных объемов массивных стальных отливок. Это устраняет образование раковин, пор, повышает плотность металла в массивных стальных отливках. При использовании в качестве дисперсного инокулятора металлической дроби из легирующих металлов получаем плавное по сечению отливки изменение дисперсности структуры, распределение механических характеристик и изотропности свойств литого металла, получаем таким образом двухслойные отливки с плавным переходом между различными слоями. Суспензионное легирование только определенного рабочего объема (поверхностного слоя) отливки позволяет экономить, большей частью дефицитные З 1416262 и дорогостоящие модификаторы и легиаустенитнои структуры в конце разрующие добавки. ливки, переходного слоя. Поперечный разрез отлитых плит Протяженность и объем зон соответпоказал, что макроструктура состоит , ствовали тому объему металла, котокак бы из трех зон: с однородной рый отливался со снижением расхода и дисперсной структурой, грубой дендвводимой дроби. Поверхностный слой ритной структурой и переходного учазанимал около 1/3 объема отливки, пестка. Первая зона соответствовала реходный слой - около 1/6. Йсследоваобъему отливки, заливаемому с посто- 10 ние темплетов металла, вырезанных из янным расходом дроби, переходный учасередины всех трех слоев отливки, посток - объему отливки, отлитому со казало, что механические свойства снижением расхода вводимой дроби. наиболее высоки в рабочем поверхЛитейных дефектов усадочного проностном слое, в переходном слое они исхождения в отливках не бы15 ниже, чем в поверхностном и выше, ло в отличие от отливки, залитой чем в металле, отливаемом без ввода по прототипу с вводом стальной дроби, дроби. Пластические характеристики где явно выражены поры усадочного в рабочем слое выше в 2,0 раза, в происхождения перед объемами металла, переходном в 1,5-1,6 раз. Ударная заливаемого с повышением расхода вво- 20 вязкость в рабочем слое повышается димой дроби, на 25%, в переходном на 10-15%. Литейных дефектов в продольном и поперечном сечениях в рабочем и переходИз стали 110Г13Л были отлиты футеном слоях не наблюдалось. Стойкость ровочные плиты размалывающих мельниц развесом 560 кг.. 25 футеровочных плит была повышена на 10-15%. Удельная скорость заливки 0,4 кг/ Ф о р м у л а и з о б р е т е н и я /см2 с, время заливки 30с. Металличесс кую дробь размером 1,0-3,0 мм вводили Способ суспензионного литья стальв поверхностный рабочий слой в коли- 30 ных заготовок, включающий заливку честве 4,0% от массы отливки на 1/3 жидкого металла и ввод дисперсных заполнения формы. После этого расход добавок при заполнении части объема дроби уменьшали со скоростью 0,1 кг/с рабочей полости литейной формы, о тдо полного прекращения подачи дроби. л и ч а ю щ и й с я тем, что, с цеУменьшение расхода Дроби по мере 35 лью снижения количества усадочных заполнения формы осуществляли при подефектов за счет улучшения условий мощи перекрываемой с определенной направленного затвердевания, после скоростью диафрагмы, которая являзаполнения рабочей полости литейной лась дозирующим устройством. В результате были получены отливки с тре- 40 формы на 1/5-4/5 ее объема расход дисперсных добавок, преимущественно мя структурными зонами: поверхностстальной дроби, снижают со скоростью ный рабочий слой, состоящий из одно0,05-2,0 кг/с. родной дисперсной структуры, грубой Редактор М.Товтин Составитель Т.Королева Техред А.Кравчук Корректор Заказ 4013/10 Тираж 740 М.Демчик Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of suspension casting of steel billets
Автори англійськоюZatulovskyi Serhii Semenovych, Mudruk Leonid Oleksandrovych, Dzhalilov Diaz Borysovych, Peskovskyi Serhii Mykhailovych
Назва патенту російськоюСпособ суспензионноголитья стальных заготовок
Автори російськоюЗатуловский Сергей Семенович, Мудрук Леонид Александрович, Джалилов Диаз Борисович, Песковский Сергей Михайлович
МПК / Мітки
МПК: B22D 7/00, B22D 27/20
Мітки: спосіб, сталевих, лиття, суспензіонного, заготовок
Код посилання
<a href="https://ua.patents.su/4-5262-sposib-suspenzionnogo-littya-stalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб суспензіонного лиття сталевих заготовок</a>
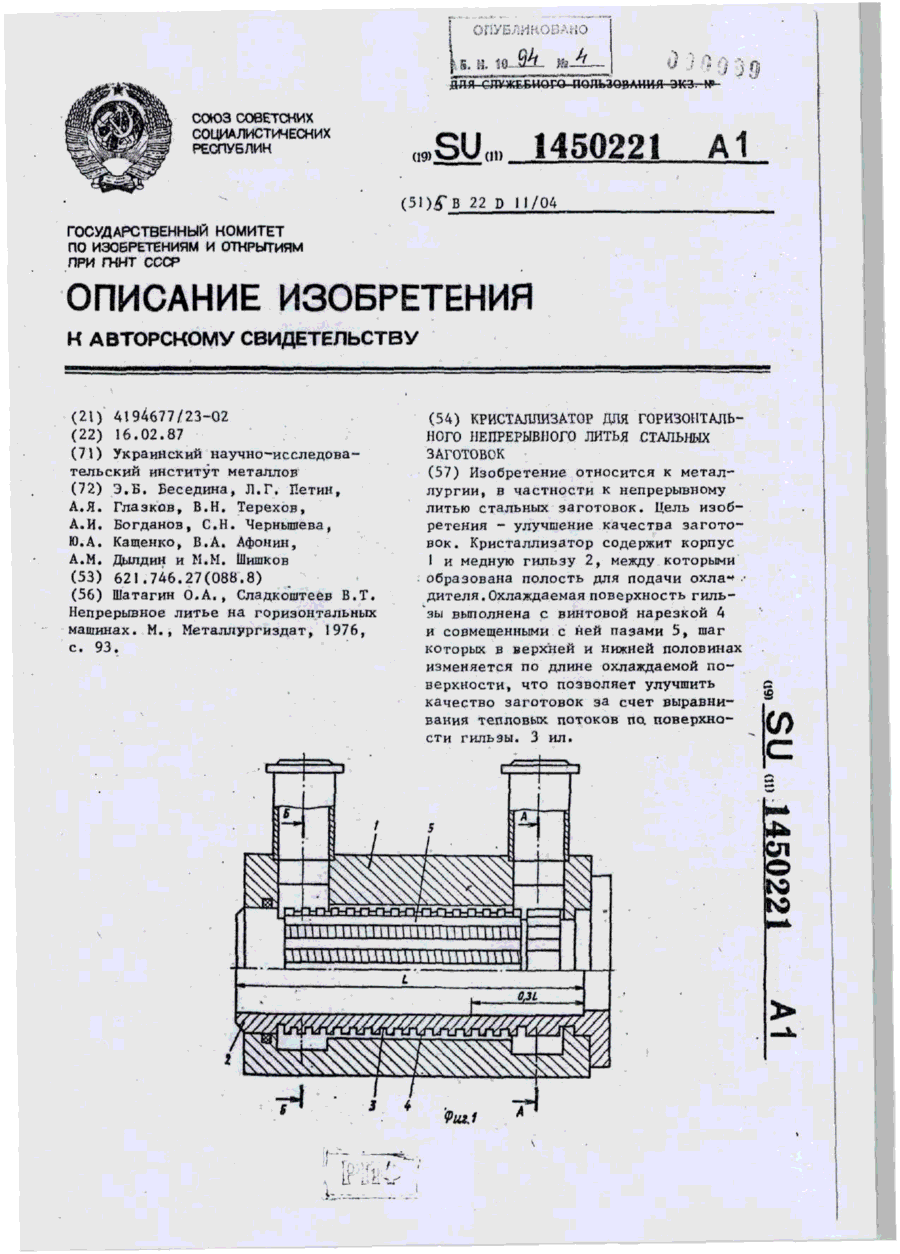
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Афонін Володимир Олексійович, Глазков Анатолій Якович, Петін Леонід Григорович, Дилдін Анатолій Михайлович, Терехов Вадим Миколайович, Шишков Михайло Михайлович, Чернишова Світлана Никодимівна, Богданов Аркадій Іванович, Кащенко Юрій Олексійович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: кристалізатор, безперервного, заготовок, стальних, лиття, горизонтального
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Єфімов Віктор Олексійович
МПК: B22D 19/02
Мітки: лиття, армованих, спосіб, заготовок
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну
Номер патенту: 4378
Опубліковано: 27.12.1994
Автори: Шинський Олег Йосипович, Походня Ігор Костянтинович, Черняк Борис Олегович, Шуміхін Володимир Сергійович, Жельніс Мечислав Венцович, Альтер Володимир Федорович, Сніжко Анатолій Андрійович, Овчаренко Микола Трохимович, Раздобарін Іван Григорович
МПК: B22D 11/00
Мітки: чавуну, магнієвого, заготовок, спосіб, лиття, безперевного, високоміцного
Формула / Реферат:
1. Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемникс магнием и вытягивание заготовки из кристаллизатора, отличающийся тем, что, с целью повышения выхода годного за счет однородности физико-мeханичсских свойств заготовки и улучшения условий труда, чугун обрабатывают магнием, подаваемым в...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Мартинов Валерій Васильович, Стефанов Анатолій Сергійович, Чернишова Світлана Никодимівна, Якунін Іван Олексійович, Руденко Анатолій Олександрович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: кристалізатор, лиття, безперервного, горизонтального, заготовок
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Чернишова Світлана Никодимівна, Руденко Анатолій Олександрович, Афонін Володимир Олексійович, Беседіна Елеонора Борисівна, Белкін Юхим Львович, Якунін Іван Олексійович, Шишков Михайло Михайлович, Мартинов Валерій Васильович, Глібов Євген Валеріанович
МПК: B22D 11/04
Мітки: кристалізатор, круглих, лиття, безперервного, заготовок
Формула / Реферат:
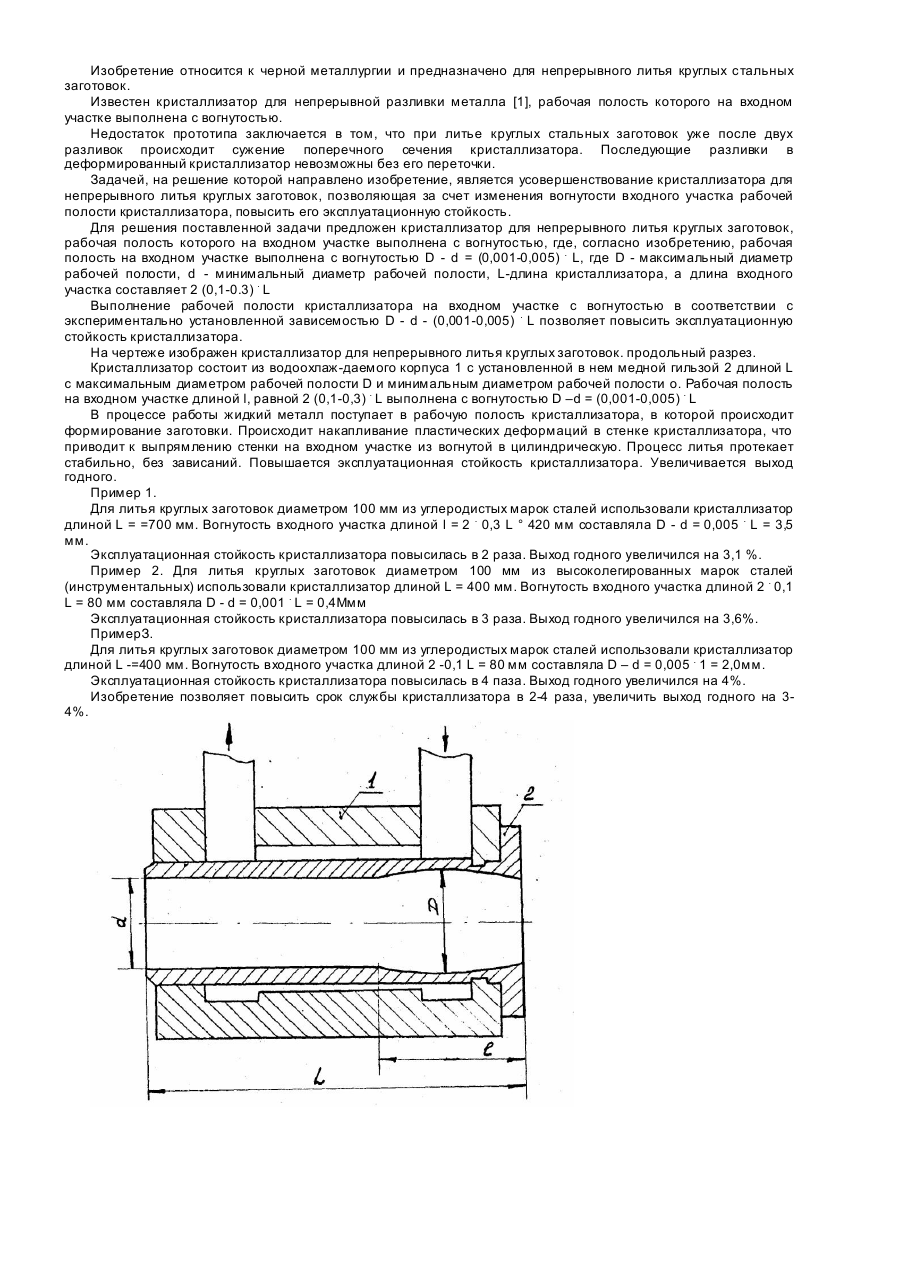
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Попередній патент: Пристрій для намотки довгомірного матеріалу
Наступний патент: Вогнегасник
Випадковий патент: Пристрій для очищення вулиць від снігу і льоду