Спосіб виготовлення роторного газового лічильника
Номер патенту: 63857
Опубліковано: 15.01.2004
Автори: Немчин Олександр Федорович, Лежнєв Василь Федорович, Мокеєв Юрій Геннадійович, Березний Віктор Миколайович, Панасюк Валерій Лукич, Лисенко Анатолій Григорович, Бабиченко Владислав Михайлович

Формула / Реферат
1. Спосіб виготовлення роторного газового лічильника, що включає розміщення у корпусі лічильника двох роторів на підшипниках і сполучених циліндричних синхронізуючих шестерень, який відрізняється тим, що стінки корпусу вимірника обробляють у жорсткому контакті з корпусом вимірника і суміщають посадкові місця зовнішньої обойми підшипників роторів із внутрішньою діаметральною порожниною корпусу вимірника.
2. Спосіб за п. 1, який відрізняється тим, що обробку посадкових місць під зовнішні обойми підшипників роторів на бічних стінках вимірювальної камери виконують шляхом центрування внутрішньої циліндричної порожнини корпусу вимірника із застосуванням жорсткого пуансона.
3. Спосіб за п. 1, який відрізняється тим, що ротори з підшипниками і кріпильними компонентами встановлюють у корпус вимірника з розташуванням подовжніх осей перетинів тіл роторів під кутом 90° і фіксують це положення закріпленням синхронізуючих шестерень на осях.
4. Спосіб за п. 1, який відрізняється тим, що тіла роторів у корпусі вимірника встановлюють рівновіддаленими від стінок корпусу вимірника.
Текст
Винахід відноситься до пристроїв для вимірювання витрати газів або рідин і може бути використаний для виготовлення роторних лічильників. Відомий спосіб виготовлення газового лічильника, що описаний у заявці Російської Федерації № 2000132229, МПК7 G01F1/00, дата публікації: 2002.12.27. Спосіб полягає в тому, що виготовлення корпуса здійснюють методом лиття під тиском з наступним звільненням його від ливарної форми, який відрізняється тим, що звільняють від ливарної форми всі канали за одну операцію. У цьому способі видаляють елементи ливарної форми з усіх каналів уздовж одного напрямку. Видалення ливарної форми здійснюють у напрямку, перпендикулярному до поверхні центрального корпуса, оскільки всі канали лічильника відкриваються на одній поверхні центрального корпуса. Причинами, що перешкоджають одержанню необхідного технічного результату є: відносна складність способу. За прототип вибрано відомий спосіб виготовлення роторних лічильників, що описаний у книзі Г.Г. Шишенко "Учёт расхода газа", - М.; "На ука", 1993 год, стр.124 - 127. За цим способом в корпус лічильника, що містить наступні основні деталі: патрубки входу і виходу газу, дві коробки шестірень, розміщають два ротори на шарикопідшипниках, а також дві пари сполучених циліндричних шестірень. Кожну сполучену пару шестірень закріплюють так, щоб забезпечити їхнє з'єднання без проміжку при гарантованому зазорі між обертовими роторами, які обертаються під час роботи лічильника. Обидва ротори лічильника розміщаються так, що величина зазору між стінками корпуса і роторами знаходиться в інтервалі 0,05 - 0,08 мм. Спільними істотними ознаками з винаходом, що заявляється, є: розміщення у корпусі лічильника двох роторів на підшипниках і сполучених циліндричних синхронізуючих шестерень. Причинами, що перешкоджають досягненню необхідного технічного результату, є: порівняно невисока чутливість і точність, обумовлені відносно великими проміжками між стінками корпуса і ротором. В основу винаходу поставлено задачу у способі виготовлення лічильника шляхом зміни параметрів і введення додаткових те хнологічних операцій забезпечити зниження порогу чутливості лічильника за рахунок симетричності розташування роторів між .боковими стінками корпусу і рівномірності зазору між твірними поверхні роторів. Поставлена задача вирішується тим, що в способі виготовлення роторного лічильника, який включає розміщення у корпусі лічильника двох роторів на підшипниках і сполучених циліндричних синхронізуючих шестерень, згідно з винаходом, стінки корпуса вимірника обробляють у жорсткому контакті з корпусом вимірника і суміщають посадкові місця зовнішньої обойми підшипників роторів із внутрішньою діаметральною порожниною корпуса вимірника. Перша додаткова відмінність полягає в тому, що обробку посадкових місць під зовнішні обойми підшипників роторів на бічних стінках вимірювальної камери виконують шляхом центрування внутрішньої циліндричної порожнини корпуса вимірника з застосуванням жорсткого пуансона. Друга додаткова відмінність полягає в тому, що ротори з підшипниками і кріпильними компонентами встановлюють у корпус вимірника з розташуванням подовжніх осей перетинів тіл роторів під кутом 90° і фіксують це положення закріпленням синхронізуючих шестірень на осях. Третя додаткова відмінність полягає в тому, що тіла роторів у корпусі вимірника встановлюють рівновіддаленими від стінок корпуса вимірника. Спосіб, що заявляється, реалізується таким чином. У корпусі лічильника в посадкове місце для роторів уводять центрувальний пуансон, з базовими направляючими отворами, що знаходяться в центрах осей обертання роторів з допуском (1 - 3)·10-3мм. Потім у заздалегідь просвердлені в торцевих стінках корпуса отвору під посадкові місця для підшипників роторів уводять центрувальний фрезерний інструмент. З двох боків на торцевих стінках лічильника по базових отворах центрувального пуансона розточують отвори під посадкові місця підшипників роторів. Для цього попередньо приєднують бічні стінки до корпуса з центрувальним пуансоном. Центрування забезпечують уведенням в центрувальні отвори штирів. Закріплюють за допомогою гвинтів бічні стінки, враховуючи положення центрувальних штирів, і фіксують положення бічних стінок відносно корпуса технологічними штифтами. Після цього обробляють посадкові місця під зовнішні обойми підшипників. Ця операція забезпечує центр ування посадкових місць для підшипників відносно внутрішніх діаметральних порожнин корпуса, що призначені для розміщення двох роторів. Далі роз'єднують бічні кришки і корпус, витягають центрувальний пуансон і зачищають оброблені поверхні від задирок. Розміщують у внутрішній порожнині корпуса два ротори і приєднують бічні стінки до корпуса, Встановлюють підшипники разом із кріпильними елементами підшипників. Потім повертають два ротори один відносно другого так, щоб поздовжні осі цих роторів знаходились під кутом 90° і фіксують таке положення роторів шляхом закріплення двох синхронізуючих шестерень. Далі виставляють торцеві поверхні тіла кожного ротора на однаковій відстані від бічних стінок корпуса. Для цього переміщують кожний ротор вдовж поздовжньої осі до упору в одну, а потім у другу бокову стінку корпусу, визначають за допомогою вимірювального інструмента числові значення цих крайніх положень, розраховують середнє значення положення ротора, виставляють ротор у цьому середньому положенні і фіксують це положення за допомогою кріпильних елементів на осі ротора. Спосіб, що заявляється, забезпечує зниження порога чутливості за рахунок симетричного розміщення роторів між боковими стінками з допуском (1 - 3)·10-3 мм та рівномірності зазору між твірними поверхні роторів у процесі їх обертання з допуском (2 - 5)· 10 -3 мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a rotary gas meter
Автори англійськоюLezhniev Vasyl Fedorovych, Babychenko Vladyslav Mykhailovych, Mokeiev Yurii Hennadiiovych, Panasiuk Valerii Lukych, Nemchyn Oleksandr Fedorovych, Lysenko Anatolii Hryhorovych, Berezhnyi Viktor Mykolaiovych, Bereznyi Viktor Mykolaiovych
Назва патенту російськоюСпособ изгтовления роторного газового счетчика
Автори російськоюЛежнев Василий Федорович, Бабиченко Владислав Михайлович, Мокеев Юрий Геннадьевич, Панасюк Валерий Лукич, Немчин Александр Федорович, Лысенко Анатолий Григорьевич, Березный Виктор Николаевич
МПК / Мітки
МПК: G01F 3/00
Мітки: виготовлення, газового, роторного, спосіб, лічильника
Код посилання
<a href="https://ua.patents.su/2-63857-sposib-vigotovlennya-rotornogo-gazovogo-lichilnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення роторного газового лічильника</a>
Пристрій для перекриття потоку газу для газового лічильника та газовий лічильник з таким пристроєм
Номер патенту: 48975
Опубліковано: 16.09.2002
Автори: Шомпуньї Жан-Люк, Гек Мішель
МПК: F16K 31/04, A62C 2/00, F16K 31/44, G01F 15/00
Мітки: газу, газовий, потоку, пристрій, лічильник, таким, пристроєм, газового, лічильника, перекриття
Формула / Реферат:
1. Пристрій для перекриття (14) потоку газу для газового лічильника (10), конструктивним елементом якого є клапан (20), встановлений з можливістю переміщення відносно сідла клапана (12а) в поздовжньому напрямку, причому вказаний вище клапан сполучений з так званою віссю (22) клапана, спрямованою вздовж цього поздовжнього напрямку, який відрізняється тим, що принаймні на частині вказаної вище осі є різь, і ця частина працює разом з деталлю...
Пристрій для встановлення лічильника рідини
Номер патенту: 57586
Опубліковано: 16.06.2003
Автор: Славінський Станіслав Федорович
Мітки: встановлення, пристрій, рідини, лічильника
Формула / Реферат:
Пристрій для встановлення лічильника рідини, що складається з корпуса з різевим закінченням на зовнішній поверхні, в верхню частину корпуса вмонтована трубка з вхідним каналом потоку рідини, а кільцевий проміжок між трубкою та муфтою і корпусом служить вихідним каналом рідини, площа перерізу якого не менша вхідного каналу, який відрізняється тим, що на корпусі з різевим закінченням на зовнішній поверхні встановлені з'єднувальна муфта з...
Пристрій з’єднувальний для лічильника води

Номер патенту: 230
Опубліковано: 30.10.1998
Автор: Фредюк Микола Миколайович
МПК: F16L 19/00
Мітки: пристрій, води, лічильника, з'єднувальний
Формула / Реферат:
1. Пристрій з'єднувальний для лічильника води, що складається з корпусу з різьбовим закінченням на зовнішній стороні, а усередині має вхідний і вихідний канали протоку рідини, який відрізняється тим, що корпус складається з штоку, головки та з'єднувальної їх муфти І ущільнювальних прокладок/а вхідний І вихідний канали головки корпусу мають продовження к вигляді гнучких трубопроводів з різьбовими закінченнями і фіксуючими елементами.2....
Пристрій для монтажу лічильника рідини
Номер патенту: 37627
Опубліковано: 15.05.2001
Автори: Славінський Станіслав Федорович, Горенко Валерій Олександрович
Мітки: лічильника, монтажу, пристрій, рідини
Формула / Реферат:
Дата прийняття рішення26.06 2000р.(21) 2000031639(54) (57)1.Пристрій для монтажу лічильника рідини, що складається з корпусу з різьбовим закінченням на зовнішній поверхні, а всередині має вхідний та вихідний канали протоку рідини, корпус має в своєму складі втулку, головку та з'єднуючу їх муфту і ущільнювальні прокладки, який відрізняється тим, що в головку корпусу вмонтовано трубку з вхідним каналом рідини,...
Цифровий індикатор лічильника
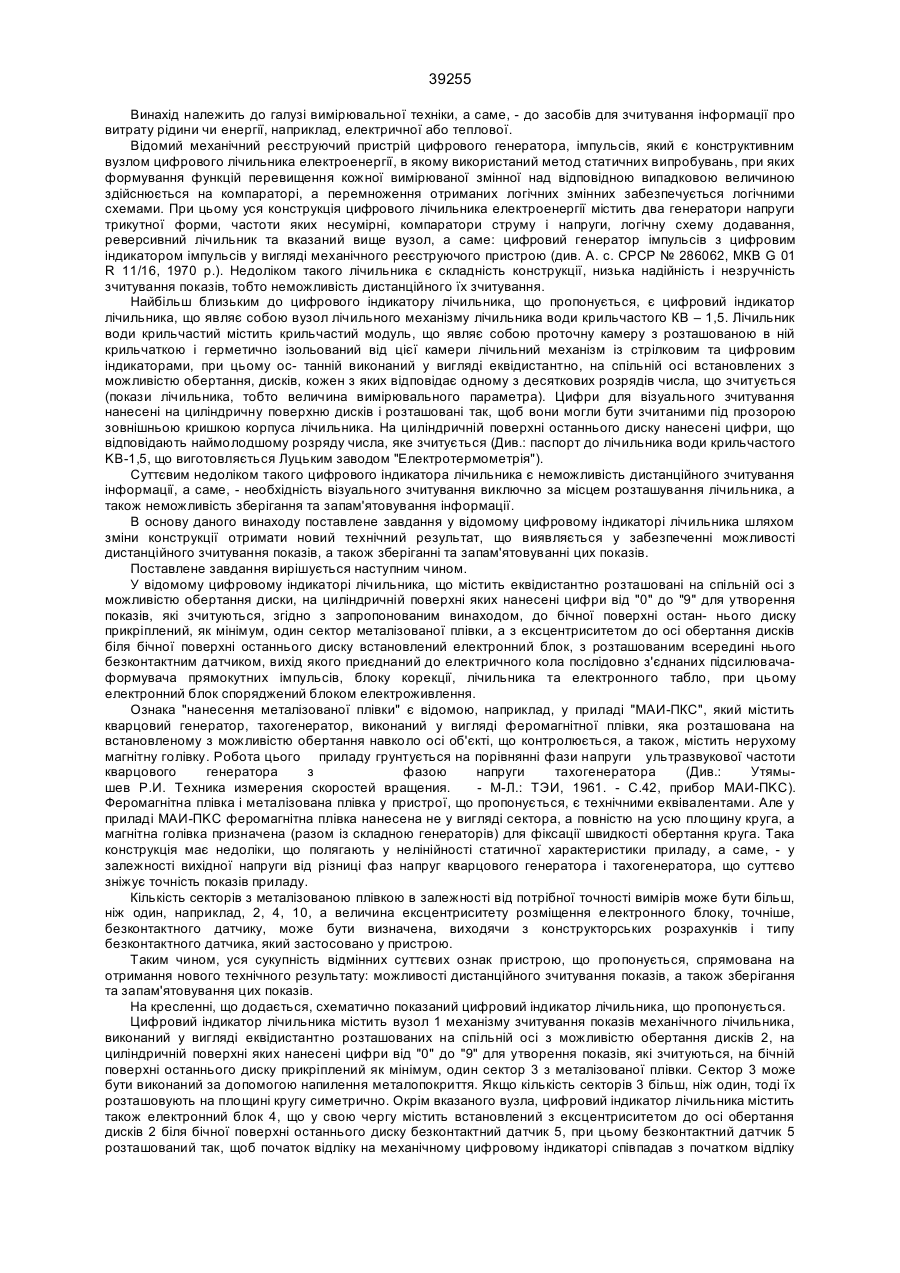
Номер патенту: 39255
Опубліковано: 15.06.2001
Автори: Авдєєв Сергій Олексійович, Луценко Сергій Петрович
МПК: G01R 11/16, G01R 19/25
Мітки: цифровий, лічильника, індикатор
Формула / Реферат:
Цифровий індикатор лічильника, що містить еквідистантно розташовані на спільній осі з можливістю обертання диски, на циліндричній поверхні яких нанесені цифри від нуля до дев'яти для утворення показань, які зчитуються візуально, який відрізняється тим, що до бічної поверхні останнього диску прикріплений, як мінімум, один сектор металізованої плівки, а з ексцентриситетом до осі обертання дисків біля бічної поверхні останнього диска...
Попередній патент: Спосіб діагностики стану мозкового кровообігу
Наступний патент: Галокліматична модульна кімната
Випадковий патент: Пристрій для гасіння свердловинного вибуху