Шліфувальний порошок і спосіб його одержання
Номер патенту: 69948
Опубліковано: 15.09.2004
Автори: Новіков Микола Васильович, Богатирьова Галина Павлівна, Невструєв Георгій Федосійович, Ільницька Галина Дмитриївна
Формула / Реферат
1. Шліфувальний порошок, що містить зерна однієї зернистості з різною міцністю, середній показник міцності зерен визначає марку даного порошку, який відрізняється тим, що він містить не менше 30 % зерен з середнім показником міцності.
2. Шліфувальний порошок за п. 1, який відрізняється тим, що порошок, який містить від 30 % до 40 % зерен із середнім показником міцності, відповідає нижчій категорії якості, порошок, який містить від 40 % до 50 % зерен із середнім показником міцності, відповідає середній категорії якості, а порошок, який містить більше 50 % зерен із середнім показником міцності, відповідає вищій категорії якості.
3. Спосіб одержання шліфувального порошку, який включає розподіл зернистого матеріалу по міцності шляхом попереднього нанесення на дефектні ділянки поверхні зерен феромагнітних часток і наступний розподіл зерен у магнітному полі на магнітний і немагнітний порошки з різним рівнем дефектності поверхні і міцності, який відрізняється тим, що одержуваний немагнітний порошок розділяють кілька разів у магнітному полі з постійною магнітною напруженістю при постійному значенні магнітної сприйнятливості границі розподілу.
Текст
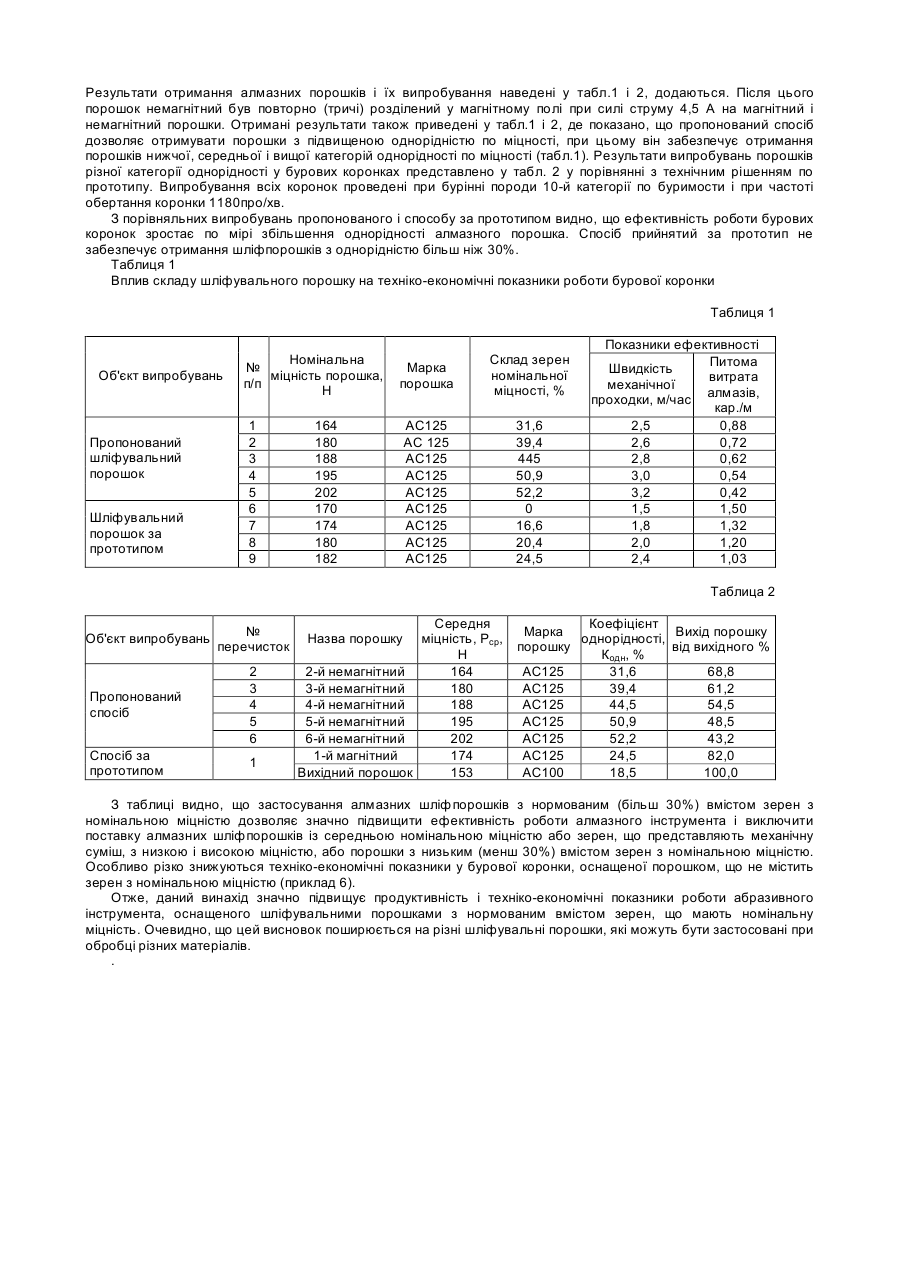
Винахід відноситься до області виробництва шліфувальних порошків, зокрема, шліфпорошків синтетичних алмазів і може бути використаний при виготовленні абразивного інструмента для обробки різних матеріалів на різних стадіях обробки. Найбільш близьким по технічній суті до винаходу, є шліфувальний порошок алмазний різних зернистостей і міцності, що випускається відповідно до вимог ДСТУ 3292-95 «Порошки алмазные синтетические», 1997р. Шліфпорошок, що відповідає цим вимогам, характеризується тим, що складається з зерен однієї зернистості з різною міцністю, середній показник міцності зерен якого визначає марку даного порошку. Відомий також найбільш близький по технічній суті до винаходу спосіб отримання шліфувального порошку (див. патент України №4408, МПК 4 В03С1/00, опубл. 27.12.94р., Бюл. №6-1), який передбачає розподіл зернистого матеріалу по міцності шляхом попереднього нанесення на дефектні ділянки поверхні зерен феромагнітних часток і наступний розподіл зерен у магнітному полі на магнітний і немагнітний порошки з різним рівнем дефектності поверхні і міцності. Номінальна міцність таких порошків розраховується як середньозважена величина зі значень руйнівного навантаження окремих зерен. У цьому випадку порошки з однаковою величиною номінальної міцності можуть істотно розрізнятися по складу. Це є значним недоліком порошків, одержуваних по ДСТУ 3292-95 описаним способом, що буде позначатися на стабільності їхньої якості і супроводжуватися зниженням експлуатаційних характеристик абразивного інструмента. Найвищі показники роботи інструмента могли б бути отримані при його оснащенні абсолютно однорідним порошком зі 100% вмістом зерен номінальної міцності. Однак це ідеальний випадок, який є недосяжним для сучасних методів сортування зерен по міцності. Існуючі способи сортування алмазів забезпечують одержання порошків, що містять не більш 20-25% зерен номінальної міцності. Пропоновані прийоми розподілу зерен різної міцності забезпечують одержання порошків з нормованим вмістом зерен номінальної міцності, що може досягати 30-55%. Тому шліфпорошки з нормованим вмістом зерен номінальної міцності відрізняються від серійних порошків більш стабільною якістю і більш високою працездатністю. В основу винаходу поставлена задача такого удосконалення складу шліфувального порошку і способу його одержання, об'єднаних єдиним винахідницьким задумом, при якому за рахунок нормованого вмісту в порошку зерен номінальної марки на рівні порошку нижчої, середньої чи вищої категорії однорідності порошку по міцності, що стало можливим завдяки пропонованому способу його отримання, забезпечується стабільна структура складу шліфпорошку по міцності, завдяки якій обосновуються прогнозовані результати роботи абразивного інструмента. Означена задача вирішується завдяки тому, що шліфувальний порошок, що складається з зерен однієї зернистості з різною міцністю, середній показник міцності зерен якого визначає марку даного порошку, згідно винаходу він містить не менш 30% зерен із середнім показником міцності, при цьому порошок, що містить від 30% до 40% зерен із середнім показником міцності відповідає нижчій категорії якості, порошок, що містить від 40% до 50% зерен із середнім показником міцності відповідає середній категорії якості, а порошок, що містить більш 50% зерен із середнім показником міцності відповідає вищій категорії якості, а у способі одержання шліфувального порошку, який передбачає розподіл зернистого матеріалу по міцності шляхом попереднього нанесення на дефектні ділянки поверхні зерен феромагнітних часток і наступний розподіл зерен у магнітному полі на магнітний і немагнітний порошки з різним рівнем дефектності поверхні і міцності, згідно винаходу одержуваний немагнітний порошок розділяють кілька разів у магнітному полі з постійною магнітною напруженістю при постійному значенні магнітної сприйнятливості границі розподілу. Науковою основою запропонованого винаходу є виконаний нами дослідний розподіл зерен алмаза різної міцності в силовому полі, що впливає на властивість, пов'язану з міцністю, і експериментальні дослідження шліфувальних порошків з різним нормованим вмістом зерен номінальної марки в інструменті, що оброблює, при бурінні гірських порід. Випробовуючи поводження бурових коронок, оснащених шліфувальними порошками з різним вмістом зерен номінальної міцності, нами було встановлено, що техніко-економічні показники роботи бурової коронки зростають по мірі підвищення однорідності порошку по міцності, тобто по мірі збільшення вмісту в порошку зерен номінальної міцності. При цьому нормований вміст у порошку зерен номінальної міцності забезпечує стабільні техніко-економічні показники роботи алмазного інструмента. У випадку використання порошків з однаковою середньою міцністю, але з різним складом порошків по міцності, техніко-економічні показники роботи алмазного інструмента будуть нестабільні, і будуть нижче, ніж у порошків, виготовлених відповідно до винаходу. Приклад 1 Брали алмазний шліфпорошок АС125 315/250, випробувана міцність зерен цього порошку і по протоколу випробувань розрахована величина середньої міцності дорівнює 180Н, що відповідає марці АС 125 з інтервалом міцності 161...205Н. За протоколом випробувань визначено, що порошок містить 20,4% зерен, міцність яких відповідає інтервалу міцності для порошка марки АС 125, тобто коефіцієнт однорідності порошка по міцності складає Код=20,4%. Здійснювали розподіл зернистого матеріалу по міцності шляхом попереднього нанесення тонкодисперсного феромагнітного порошку при перемішуванні його з зернистим матеріалом у планетарному млині протягом 5 хвилин, потім отриману суміш розсівали на наборі сит з розмірами комірок 160 і 200мкм для видалення вільних і слабозакріплених феромагнітних часток, на ситі з розміром комірок 200мкм залишились зерна алмаза, на дефектних ділянках поверхні яких міцно закріплені феромагнітні частки у кількості пропорційній міцності зерен алмаза. Присутність феромагнітних часток на поверхні зерен алмаза створює у останніх придбані магнітні властивості, пропорційно яким відбувається розподіл зерен у магнітному полі на магнітний і немагнітний порошок по міцності. Підготовлений таким чином алмазний порошок розділили на електромагнітному сепараторі типа ЭС138Т при силі струму у обмотці електромагніта 4,5А, отримали немагнітний і магнітний порошки, які апріорно розрізняють по міцності. Немагнітний порошок випробували на міцність. Встановили, що середня величина міцності дорівнює 180 Н, тобто порошок марки АС 125 при коефіцієнті однорідності 31,6%. Таким чином отримали шліфпорошок нижчої категорії однорідності, з якого виготовили бурові коронки, які пройшли випробування. Результати отримання алмазних порошків і їх випробування наведені у табл.1 і 2, додаються. Після цього порошок немагнітний був повторно (тричі) розділений у магнітному полі при силі струму 4,5 А на магнітний і немагнітний порошки. Отримані результати також приведені у табл.1 і 2, де показано, що пропонований спосіб дозволяє отримувати порошки з підвищеною однорідністю по міцності, при цьому він забезпечує отримання порошків нижчої, середньої і вищої категорій однорідності по міцності (табл.1). Результати випробувань порошків різної категорії однорідності у бурових коронках представлено у табл. 2 у порівнянні з технічним рішенням по прототипу. Випробування всіх коронок проведені при бурінні породи 10-й категорії по буримости і при частоті обертання коронки 1180про/хв. З порівняльних випробувань пропонованого і способу за прототипом видно, що ефективність роботи бурових коронок зростає по мірі збільшення однорідності алмазного порошка. Спосіб прийнятий за прототип не забезпечує отримання шліфпорошків з однорідністю більш ніж 30%. Таблиця 1 Вплив складу шліфувального порошку на техніко-економічні показники роботи бурової коронки Таблиця 1 Об'єкт випробувань Пропонований шліфувальний порошок Шліфувальний порошок за прототипом Номінальна № міцність порошка, п/п Н 1 2 3 4 5 6 7 8 9 Марка порошка Склад зерен номінальної міцності, % АС125 AC 125 АС125 АС125 АС125 АС125 АС125 АС125 АС125 31,6 39,4 445 50,9 52,2 0 16,6 20,4 24,5 164 180 188 195 202 170 174 180 182 Показники ефективності Питома Швидкість витрата механічної алмазів, проходки, м/час кар./м 2,5 0,88 2,6 0,72 2,8 0,62 3,0 0,54 3,2 0,42 1,5 1,50 1,8 1,32 2,0 1,20 2,4 1,03 Таблица 2 Об'єкт випробувань № перечисток Пропонований спосіб 2 3 4 5 6 Спосіб за прототипом 1 Середня міцність, Рср, Н 2-й немагнітний 164 3-й немагнітний 180 4-й немагнітний 188 5-й немагнітний 195 6-й немагнітний 202 1-й магнітний 174 Вихідний порошок 153 Назва порошку Коефіцієнт Марка Вихід порошку однорідності, порошку від вихідного % Кодн, % АС125 31,6 68,8 АС125 39,4 61,2 АС125 44,5 54,5 АС125 50,9 48,5 АС125 52,2 43,2 АС125 24,5 82,0 AC100 18,5 100,0 З таблиці видно, що застосування алмазних шліфпорошків з нормованим (більш 30%) вмістом зерен з номінальною міцністю дозволяє значно підвищити ефективність роботи алмазного інструмента і виключити поставку алмазних шліфпорошків із середньою номінальною міцністю або зерен, що представляють механічну суміш, з низкою і високою міцністю, або порошки з низьким (менш 30%) вмістом зерен з номінальною міцністю. Особливо різко знижуються техніко-економічні показники у бурової коронки, оснащеної порошком, що не містить зерен з номінальною міцністю (приклад 6). Отже, даний винахід значно підвищує продуктивність і техніко-економічні показники роботи абразивного інструмента, оснащеного шліфувальними порошками з нормованим вмістом зерен, що мають номінальну міцність. Очевидно, що цей висновок поширюється на різні шліфувальні порошки, які можуть бути застосовані при обробці різних матеріалів. .
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding powder and method of its production
Автори англійськоюNovikov Mykola Vasyliovych, Bohatyriova Halyna Pavlivna, Nevstruiev Heorhii Fedosiiovych, Ilnytska Halyna Dmytryivna
Назва патенту російськоюШлифовальный порошок и способ его получения
Автори російськоюНовиков Николай Васильевич, Богатирева Галина Павловна, Богатырева Галина Павловна, Богатырёва Галина Павловна, Невструев Георгий Федосеевич, Ильницкая Галина Дмитриевна
МПК / Мітки
МПК: B24D 3/00
Мітки: одержання, спосіб, шліфувальний, порошок
Код посилання
<a href="https://ua.patents.su/2-69948-shlifuvalnijj-poroshok-i-sposib-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний порошок і спосіб його одержання</a>
Монодисперсний порошок оксиду алюмінію в якості інгредієнта стоматологічних матеріалів і спосіб його одержання
Номер патенту: 34362
Опубліковано: 15.02.2001
Автори: Блецкан Дмитро Іванович, Трапезнікова Людмила Віталієвна
МПК: A61K 6/06, C01F 7/10, A61P 1/02, C30B 29/20
Мітки: стоматологічних, якості, інгредієнта, алюмінію, матеріалів, монодисперсний, спосіб, порошок, одержання, оксиду
Формула / Реферат:
1. Застосування монодисперсного порошку оксиду алюмінію (монодисперсного сапфіру) з розміром частинок 2-4 мкм, подовженої форми та з вмістом оксиду алюмінію не менше 99,999 мас. % як інгредієнта стоматологічних матеріалів.2. Спосіб одержання монодисперсного порошку оксиду алюмінію, який включає хімічну обробку вихідної сировини, а саме відходів від промислової механічної обробки об'ємних кристалів сапфіру (a-Аl2О3), послідовно...
Водорозчинний порошок цикорію, спосіб його одержання і пристрій для здійснення цього способу
Номер патенту: 48165
Опубліковано: 15.08.2002
Автори: Грімм Руді, Лемар Карл
МПК: A23F 5/00
Мітки: спосіб, здійснення, водорозчинний, способу, цього, одержання, цикорію, порошок, пристрій
Формула / Реферат:
1. Водорозчинний порошок цикорію з карамелізованого порошку екстракту цикорію, який відрізняється тим, що він містить від 40 до 65 % інуліну, від 4 до 10 % редукуючих цукрів та менше 5 % фруктози та глюкози та має кольоронасичення від 1,0 до 2,5.2. Порошок за п. 1, який відрізняється тим, що він містить від 50 до 65 % інуліну, від 6 до 9 % редукуючих цукрів та менше 4 % фруктози та глюкози та має кольоронасичення від 1,2 до...
Високодисперсний каучуковий порошок і спосіб його одержання
Номер патенту: 66794
Опубліковано: 15.06.2004
Автори: Удо Гьорль, Хартмут Лауер, Райнхард Штобер, Уве Ернст
МПК: C08K 5/00, C08K 3/00, C08K 9/00, C08J 3/20, C08L 21/00
Мітки: високодисперсний, порошок, спосіб, одержання, каучуковий
Формула / Реферат:
1. Високодисперсний каучуковий порошок, який містить:а) каучукову матрицю і, додатково,б) один або декілька відомих із каучукової промисловості білих і/або чорних наповнювачів,в) одну або декілька відомих домішок, які використовують при одержанні каучукових вулканізатів;причому частинки наповнювача занурені у поверхню каучуку.2. Каучуковий порошок за п. 1, який відрізняється тим, що наповнювач(і)...
Спосіб одержання танталового порошку, танталовий порошок та електрод на його основі
Номер патенту: 40583
Опубліковано: 15.08.2001
Автор: Джеймс Е. Файф
МПК: B22F 9/02, B22F 9/04, H01G 9/008, H01G 9/004
Мітки: основі, електрод, порошку, танталового, порошок, спосіб, танталовий, одержання
Формула / Реферат:
1. Способ получения танталового порошка, включающий изготовление танталового порошка и деформирование порошка до придания частицам формы хлопьев, отличающийся тем, что хлопьевидные частицы подвергают измельчению без существенного заострения периферийных краев до среднего размера частиц от 2 до примерно 55 мкм и с площадью поверхности по БЭТ примерно от 0,5 до 5,0 м2/г и осуществляют выбор частиц со средним размером и площадью...
Вогнегасний порошок багатоцільового призначення та спосіб його виготовлення
Номер патенту: 39736
Опубліковано: 15.06.2001
Автори: Тропінов Олександр Георгійович, Антонов Анатолій Васильович, Жартовський Володимир Михайлович, Власенко Станіслав Григорович
МПК: A62D 1/00
Мітки: вогнегасний, порошок, багатоцільового, спосіб, призначення, виготовлення
Формула / Реферат:
1. Вогнегасний порошок багатоцільового призначення, що містить фосфати амонію, сульфат амонію, високодисперсний гідрофобний діоксид кремнію, дисперсні добавки, який відрізняється тим, що фосфати амонію містять моноамонійфосфат, діамонійфосфат, амофос або їх суміші, у тому числі і їх тверді розчини, при цьому фосфати амонію мають розмір часток не більший 500 мкм, з яких не менше 70% мас. часток мають розмір менший 50 мкм, сульфат амонію має...
Попередній патент: Спосіб одержання шліфпорошків вузької зернистості
Наступний патент: Спосіб приготування коньяку “ранок херсонеса”
Випадковий патент: Залізнична гальмівна колодка з посиленою боковиною