Оправка для виготовлення складнопрофільних виробів
Номер патенту: 73064
Опубліковано: 16.05.2005
Автори: Ігнатьєва Вікторія Борисівна, Ігнатьєв Борис Борисович
Формула / Реферат
Оправка для виготовлення складнопрофільних виробів, що містить профільний стрижень для розподілу просочених термореактивним сполучним волокон арматури напівфабрикату, яка відрізняється тим, що на стрижні круглого поперечного перерізу, периметр якого дорівнює периметру готового виробу, у місцях, де розміщуються матеріали полиць та стійки, виконані подовжні вибірки, причому довжина дуги вибірок по окружності та їх площа дорівнює відповідно зовнішнім периметрам та площі полиць та стійки, а на вихідному кінці оправки в місцях розміщення матеріалу полиць закріплені пружні пластини, ширина яких по довжині змінюється таким чином, що в кожному перерізі, вона більша за відстань між елементами пристрою, що формує стійку.
Текст
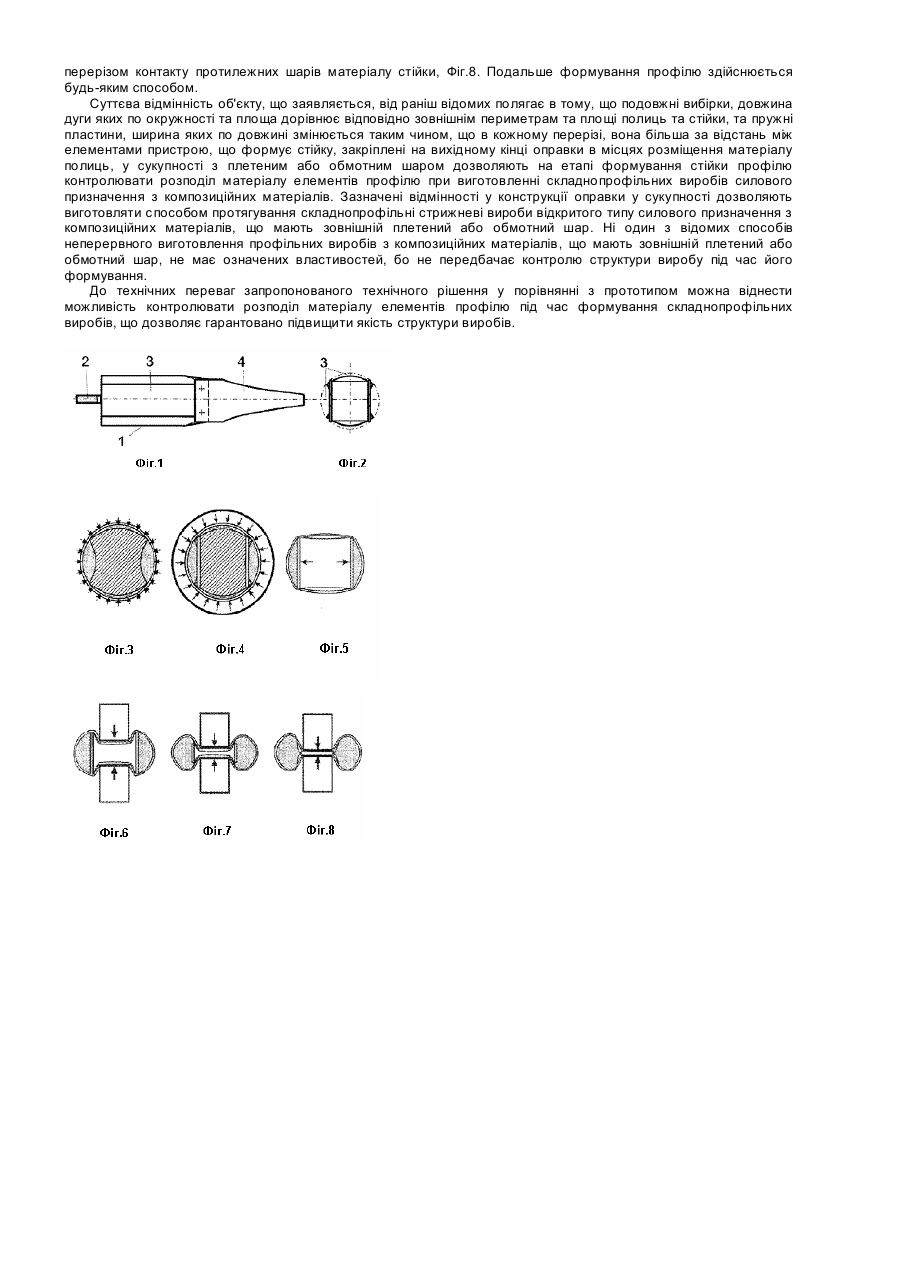
Винахід відноситься до пристроїв для переробки термореактивних мас, а саме: до пристроїв для формування профільних виробів з композиційних матеріалів, що мають зовнішній плетений або обмотний шар, способом протяжки і може бути використаний при виробництві профільних елементів силового призначення для конструкцій будівельної, машинобудівної та інших галузей. Відомі конструкції оправок для формування профільних композитних стержневих виробів, що являють собою суцільний, або трубчастий стрижень постійної форми поперечного перерізу, що формує внутрішню поверхню виробу [див. авторське свідоцтво СРСР №153530 з класу В29С 55/30, яке опубліковано у 1960 p.]. Оправки такого типу використовуються для виготовлення пустотілих та трубчастих виробів з композиційних матеріалів і не дозволяють виготовляти складні профільні вироби, що обмежує їх технологічні можливості. Відомі також пристрої для формування профільних виробів методом протягування, що містять оправку для формування внутрішньої поверхні виробу та для зовнішньої - ряд послідовно встановлених відносно подовжньої осі філь'єр з плавно змінюваним по довжині профілем при постійній довжині периметру кожного перерізу оправки [див. авторське свідоцтво СРСР №224784 з класу В29С 55/30, яке опубліковано у 1968 р.]. Використання напівфабрикату змінної товщини та ступеню просочення не дозволяють отримувати за допомогою цього пристрою якісний профіль виробу, що є суттєвим недоліком його конструкції. Найбільш близькою за своєю суттю та ефектом, що досягається, і яка приймається за прототип, є оправка яка є складовою частиною пристрою для формування профільних виробів з полімерних композиційних матеріалів методом протягання, котрий містить оправку, виконану у вигляді профільного стрижня для розподілу просочених термореактивним сполучним волокон арматури напівфабрикату із плавно змінюваним профілем поперечного перерізу та профільні філь'єри, що його охоплюють, кожна з яких має принаймні один висувний підпружений пуансон. Пристрій дозволяв з трубчастого полуфабрикату отримати профільні вироби відкритого профілю [див. авторське свідоцтво СРСР №1785912 з класу В29С 55/30 // В29К 105:08, B29L 9:00, яке опубліковано 07.01.1993 р. у бюлетені № 1]. Основним недоліком цієї оправки є неможливість забезпечити формування потрібної структури матеріалу при виготовленні складнопрофільних виробів силового призначення, які містять матеріали різної структури та різної кількості у різних елементах виробу - полках та стійці, які не повинні змішуватись. При проходженні через філь'єри під час формування профілю, внаслідок зміни положення окремих пучків волокнистої арматури під дією формуючих пристроїв, можливий їх неконтрольований перерозподіл по площі поперечного перерізу. Крім того, така конструкція оправки забезпечує постійність внутрішнього периметру виробу, що формується, тоді як у виробах, що мають зовнішній плетений або обмотний шар, останній забезпечує постійність зовнішнього периметру, який і визначає геометричні параметри профілю. В основу винаходу поставлено задачу підвищення якості виробів за рахунок забезпечення контрольованості розподілу матеріалу на поверхні оправки при виготовленні складнопрофільних виробів силового призначення з композиційних матеріалів, що мають зовнішній плетений або обмотний шар, шляхом зміни форми та конструкції оправки. Рішення поставленої задачі досягається тим, що у оправці для виготовлення складнопрофільних виробів на основі композитних структур, що містить профільний стрижень для розподілу просочених термореактивним сполучним волокон арматури напівфабрикату на стрижні круглого поперечного перерізу, периметр якого дорівнює периметру готового виробу, у якому в місцях, де розміщуються матеріали полиць та стійки, виконані подовжні вибірки, причому довжина дуги вибірок по окружності та їх площа дорівнює відповідно зовнішнім периметрам та площі полиць та стійки, а на вихідному кінці оправки в місцях розміщення матеріалу полиць закріплені пружні пластини, ширина яких по довжині змінюється таким чином, що в кожному перерізі, вона більша за відстань між елементами пристрою, що формує стійку. Така конструкція оправки забезпечує контрольованість розподілу матеріалу на поверхні оправки при виготовленні складнопрофільних виробів силового призначення з композиційних матеріалів, що мають зовнішній плетений або обмотний шар, на всіх етапах формування з використанням оправки, оскільки матеріали різних елементів профілю розмежовані у точках контакту оправки та плетеного або обмотаного шару. Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено наступне: фіг. 1,2 - схема оправки, що пропонується. Цифрами позначено: 1 - стрижень оправки; 2 - шток кріплення оправки; 3 - вибірки для розміщення матеріалів елементів профілю; 4 - пружні пластини змінної ширини; фіг. 3-8 - перерізи оправки та напівфабрикату на основних етапах формування виробу складного профілю з використанням оправки. Фіг.3- у зоні формування плетеного шару. Фіг.4- у зоні кріплення пружних пластин. Фіг.5- у зоні переходу на пружні пластини. Фіг.6,7- у зоні формування стійки профілю. Фіг.8- у зоні сходу з оправки. Оправка, що пропонується, виконана у вигляді суцільного стрижня круглого поперечного перерізу 1, периметр якого дорівнює периметру готового виробу. Кріплення оправки відбувається за допомогою штоку 2. На тілі стрижня у місцях, де розміщуються матеріали полиць та стійки, виконані подовжні вибірки 3, причому довжина дуги вибірок по окружності та їх площа дорівнює відповідно зовнішнім периметрам та площі полиць та стійки, а на вихідному кінці оправки в місцях розміщення матеріалу полиць закріплені пружні пластини 4, ширина яких по довжині змінюється таким чином, що в кожному перерізі, вона більша за відстань між елементами пристрою, що формує стійку. Подальша сутність винаходу пояснюється сумісно з принципом виготовлення профільного виробу двотаврового поперечного перерізу. Волокна просоченого армуючого матеріалу для формування полиць профілю та попередньо просочені і підсушені стрічки тканини (препрегу) для формування стійки профілю за допомогою розподільного пристрою розкладаються по поверхні оправки відповідно їх розрахунковій кількості в кожній з її вибірок. Розподілена по поверхні оправки арматура одразу ж приформовується на оправці філь'єрою та укладеним шаром плетеної або обмотної арматури, Фіг.2,3,4. Плетений шар арматури разом з оправкою розмежовує матеріали окремих елементів профілю, що розміщені у вибірках. При цьому напівфабрикат рухається відносно оправки та переміщується на пружні пластини змінної ширини, Фіг.5, й ущільнюється по обидва боки пристроєм попереднього формування стійки профілю у частині, де повинна бути сформована стійка, Фіг.6,7. Оскільки ширина пластин в кожному перерізі більша за відстань між елементами пристрою, що формує стійку, розмежування матеріалів зберігається на весь час формування стійки. Довжина пластин оправки обмежується перерізом контакту протилежних шарів матеріалу стійки, Фіг.8. Подальше формування профілю здійснюється будь-яким способом. Суттєва відмінність об'єкту, що заявляється, від раніш відомих полягає в тому, що подовжні вибірки, довжина дуги яких по окружності та площа дорівнює відповідно зовнішнім периметрам та площі полиць та стійки, та пружні пластини, ширина яких по довжині змінюється таким чином, що в кожному перерізі, вона більша за відстань між елементами пристрою, що формує стійку, закріплені на вихідному кінці оправки в місцях розміщення матеріалу полиць, у сукупності з плетеним або обмотним шаром дозволяють на етапі формування стійки профілю контролювати розподіл матеріалу елементів профілю при виготовленні складнопрофільних виробів силового призначення з композиційних матеріалів. Зазначені відмінності у конструкції оправки у сукупності дозволяють виготовляти способом протягування складнопрофільні стрижневі вироби відкритого типу силового призначення з композиційних матеріалів, що мають зовнішній плетений або обмотний шар. Ні один з відомих способів неперервного виготовлення профільних виробів з композиційних матеріалів, що мають зовнішній плетений або обмотний шар, не має означених властивостей, бо не передбачає контролю структури виробу під час його формування. До технічних переваг запропонованого технічного рішення у порівнянні з прототипом можна віднести можливість контролювати розподіл матеріалу елементів профілю під час формування складнопрофільних виробів, що дозволяє гарантовано підвищити якість структури виробів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for manufacture of profile-composite articles
Автори англійськоюIhnatiev Borys Borysovych, Ihnatieva Viktoria Borysivna
Назва патенту російськоюОправка для изготовления сложнопрофильных изделий
Автори російськоюИгнатьев Борис Борисович, Игнатьева Виктория Борисовна
МПК / Мітки
МПК: B29C 55/00
Мітки: оправка, виробів, складнопрофільних, виготовлення
Код посилання
<a href="https://ua.patents.su/2-73064-opravka-dlya-vigotovlennya-skladnoprofilnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Оправка для виготовлення складнопрофільних виробів</a>
Спосіб виготовлення складнопрофільних виробів на основі композитних структур
Номер патенту: 72722
Опубліковано: 15.03.2005
Автори: Ігнатьєв Борис Борисович, Ігнатьєва Вікторія Борисівна
МПК: B29D 23/00
Мітки: основі, композитних, виготовлення, структур, складнопрофільних, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення складнопрофільних виробів на основі композитних структур, при якому пучки суміші волокон основної арматури та стрічок волокнистої тканини просочують термореактивним сполучним, розподіляють по оправці, обплітають шаром волокнистого матеріалу, просувають крізь формуючий тракт з нагрівальними елементами, профіль якого поступово змінюється, який відрізняється тим, що при стягуванні напівфабрикату з оправки спочатку будь-яким...
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів
Номер патенту: 51684
Опубліковано: 16.12.2002
Автори: Шилов Валерій Павлович, Веремеєнко Ігор Степанович, Точілін Іван Лазаревич
МПК: B29C 44/00, B29C 53/00, F16C 33/00
Мітки: підшипників, втулок, ковзання, композиційних, оправка, виготовлення, матеріалів
Формула / Реферат:
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів, що містить корпус, утворений з окремих секцій, яка відрізняється тим, що секції виконані у вигляді сегментів та розміщених між останніми вставок і з’єднані у одне ціле за допомогою фланців та кріпильних елементів, при цьому стики секцій виконані поздовжніми уздовж осі оправки.
Спосіб виготовлення виробів із композиційних матеріалів
Номер патенту: 32310
Опубліковано: 15.12.2000
Автори: Харченко Євген Іванович, Коструб Володимир Олексійович, Фрегер Гарі Юхимович
МПК: B29D 23/00, B29C 33/00
Мітки: композиційних, виробів, виготовлення, матеріалів, спосіб
Текст:
...запропонованого способу. Цифрами визначено: 1 - шпулярник з джгутами основної арматури; 2 ванна із зв'язуючим з підігрівом; 3 - віджимна філь'єра; 4 - пучок просіченої арматури; 5 - філь'єра обмотувального вузла; 6 - обмотник; 7 додатковий шпулярник з основною арматурою; 8 - філь'єра обпліточного вузла; 9 - обплітаючий вузол; 10 - короткі формуючі філь'єри; 11 попередня термокамера; 12 - формуючі ролики; 13 - термокамера остаточної...
Оправка для виготовлення оболонок із склопластика
Номер патенту: 28370
Опубліковано: 16.10.2000
Автори: Ужеловський Валентин Олексійович, Ковалевська Людмила Іванівна, Васюк Борис Миколайович, Свідіров Микола Леонідович, Данильченко Ігор Євдокимович
МПК: B29D 23/00
Мітки: склопластика, оправка, виготовлення, оболонок
Формула / Реферат:
Оправка для изготовления оболочек из стеклопластика, включающая несколько желобов, установленных с зазором один относительно другого, отличающаяся тем, что на внутренней поверхности каждого желоба смонтированы опоры с роликами, а по краям желобов установлены ограничительные кольца, причем ролики опираются на внутреннюю, центральную трубу оправки, на концевых участках которой размещены конические пробки.
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Вязовчєнко Павєл Андрєєвіч, Савостов Ніколай Сєргєєвіч
МПК: B44C 5/00
Мітки: композиційний, виробів, установка, виготовлення, матеріал, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Пристрій для утворення свердловин
Наступний патент: Адаптивний пристрій для видалення тромбів і чужорідних тіл з кровоносних судин та порожнистих органів
Випадковий патент: Засіб для лікування залежності від опіоїдів