Спосіб відновлення литих короткозамкнених обмоток роторів
Номер патенту: 77041
Опубліковано: 16.10.2006
Автори: Заблодська Тетяна Петрівна, Заблодський Микола Миколайович, Шадрін Сергій Володимирович

Формула / Реферат
Спосіб відновлення литих короткозамкнених обмоток роторів, який включає очищення від бруду, обезжирювання пошкоджених ділянок, механічне розширювання та обробку тріщин у формі ластівчиного хвоста, заварювання тріщин і надломів короткозамикаючих кілець, який відрізняється тим, що перед відновленням виконують діагностування обмотки, визначають та маркують дефектні стрижні, видаляють дефектні стрижні електрохімічним способом з використанням катод-інструмента з профілем паза ротора та ізольованими боковими поверхнями, виконують механічну обробку короткозамикаючих кілець на ділянках з'єднання їх з стрижнями, очищення пазів, наприклад, розчином каустичної соди, заливають під високим тиском в пази рідкий первинний алюміній або мідь таким чином, щоб стрижень після кристалізації з кожного торця ротора виходив із пазів на довжину, яка дорівнює аксіальному розміру короткозамикаючого кільця, виконують аргонодугове зварювання або паяння мідно-фосфористим припоєм стрижнів з короткозамикаючими кільцями та діагностування обмотки.
Текст
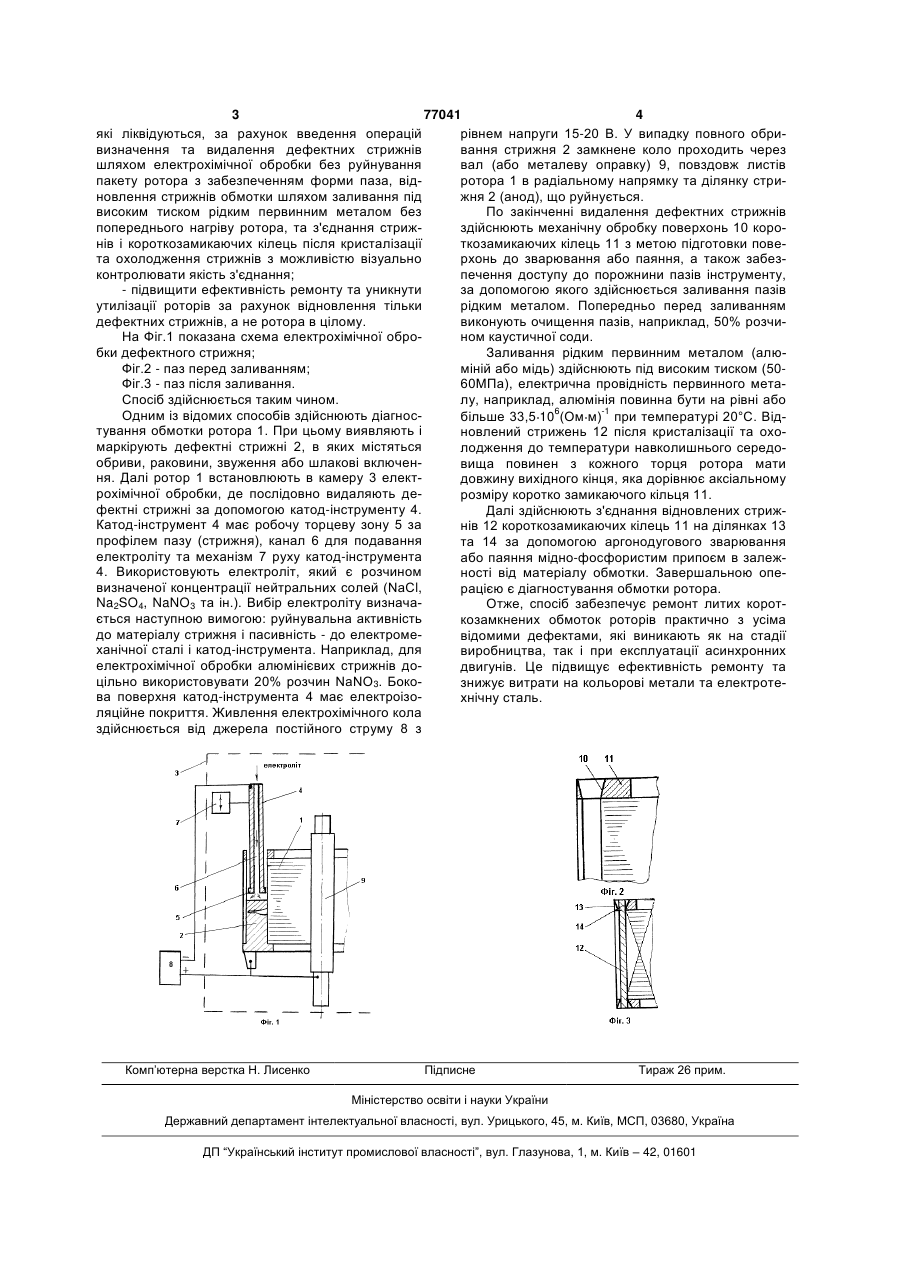
Спосіб відновлення литих короткозамкнених обмоток роторів, який включає очищення від бруду, обезжирювання пошкоджених ділянок, механічне розширювання та обробку тріщин у формі ластівчиного хвоста, заварювання тріщин і надломів короткозамикаючих кілець, який відрізняється 3 77041 4 які ліквідуються, за рахунок введення операцій рівнем напруги 15-20 В. У випадку повного обривизначення та видалення дефектних стрижнів вання стрижня 2 замкнене коло проходить через шляхом електрохімічної обробки без руйнування вал (або металеву оправку) 9, повздовж листів пакету ротора з забезпеченням форми паза, відротора 1 в радіальному напрямку та ділянку стриновлення стрижнів обмотки шляхом заливання під жня 2 (анод), що руйнується. високим тиском рідким первинним металом без По закінченні видалення дефектних стрижнів попереднього нагріву ротора, та з'єднання стрижздійснюють механічну обробку поверхонь 10 коронів і короткозамикаючих кілець після кристалізації ткозамикаючих кілець 11 з метою підготовки повета охолодження стрижнів з можливістю візуально рхонь до зварювання або паяння, а також забезконтролювати якість з'єднання; печення доступу до порожнини пазів інструменту, - підвищити ефективність ремонту та уникнути за допомогою якого здійснюється заливання пазів утилізації роторів за рахунок відновлення тільки рідким металом. Попередньо перед заливанням дефектних стрижнів, а не ротора в цілому. виконують очищення пазів, наприклад, 50% розчиНа Фіг.1 показана схема електрохімічної оброном каустичної соди. бки дефектного стрижня; Заливання рідким первинним металом (алюФіг.2 - паз перед заливанням; міній або мідь) здійснюють під високим тиском (50Фіг.3 - паз після заливання. 60МПа), електрична провідність первинного метаСпосіб здійснюється таким чином. лу, наприклад, алюмінія повинна бути на рівні або Одним із відомих способів здійснюють діагносбільше 33,5 106(Oм м)-1 при температурі 20°С. Відтування обмотки ротора 1. При цьому виявляють і новлений стрижень 12 після кристалізації та охомаркірують дефектні стрижні 2, в яких містяться лодження до температури навколишнього середообриви, раковини, звуження або шлакові включенвища повинен з кожного торця ротора мати ня. Далі ротор 1 встановлюють в камеру 3 електдовжину вихідного кінця, яка дорівнює аксіальному рохімічної обробки, де послідовно видаляють дерозміру коротко замикаючого кільця 11. фектні стрижні за допомогою катод-інструменту 4. Далі здійснюють з'єднання відновлених стрижКатод-інструмент 4 має робочу торцеву зону 5 за нів 12 короткозамикаючих кілець 11 на ділянках 13 профілем пазу (стрижня), канал 6 для подавання та 14 за допомогою аргонодугового зварювання електроліту та механізм 7 руху катод-інструмента або паяння мідно-фосфористим припоєм в залеж4. Використовують електроліт, який є розчином ності від матеріалу обмотки. Завершальною опевизначеної концентрації нейтральних солей (NaCl, рацією є діагностування обмотки ротора. Na2SO4, NaNO3 та ін.). Вибір електроліту визначаОтже, спосіб забезпечує ремонт литих коротється наступною вимогою: руйнувальна активність козамкнених обмоток роторів практично з усіма до матеріалу стрижня і пасивність - до електромевідомими дефектами, які виникають як на стадії ханічної сталі і катод-інструмента. Наприклад, для виробництва, так і при експлуатації асинхронних електрохімічної обробки алюмінієвих стрижнів додвигунів. Це підвищує ефективність ремонту та цільно використовувати 20% розчин NaNO3. Бокознижує витрати на кольорові метали та електротева поверхня катод-інструмента 4 має електроізохнічну сталь. ляційне покриття. Живлення електрохімічного кола здійснюється від джерела постійного струму 8 з Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoring a cast short-circuited rotor winding
Автори англійськоюZablodskyi Mykola Mykolaiovych
Назва патенту російськоюСпособ восстановления литой короткозамкнутой обмотки ротора
Автори російськоюЗаблодский Николай Николаевич
МПК / Мітки
МПК: H02K 15/00, H02K 15/08
Мітки: роторів, литих, відновлення, обмоток, короткозамкнених, спосіб
Код посилання
<a href="https://ua.patents.su/2-77041-sposib-vidnovlennya-litikh-korotkozamknenikh-obmotok-rotoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення литих короткозамкнених обмоток роторів</a>
Спосіб відновлювання литих короткозамкнених роторів електричних машин
Номер патенту: 64312
Опубліковано: 16.02.2004
Автори: Ткачук Олександр Миколайович, Зубков Сергій Степанович, Каїка Василь Васильович, Ткачук Микола Миколайович
МПК: B22D 27/00
Мітки: відновлювання, спосіб, машин, короткозамкнених, електричних, литих, роторів
Формула / Реферат:
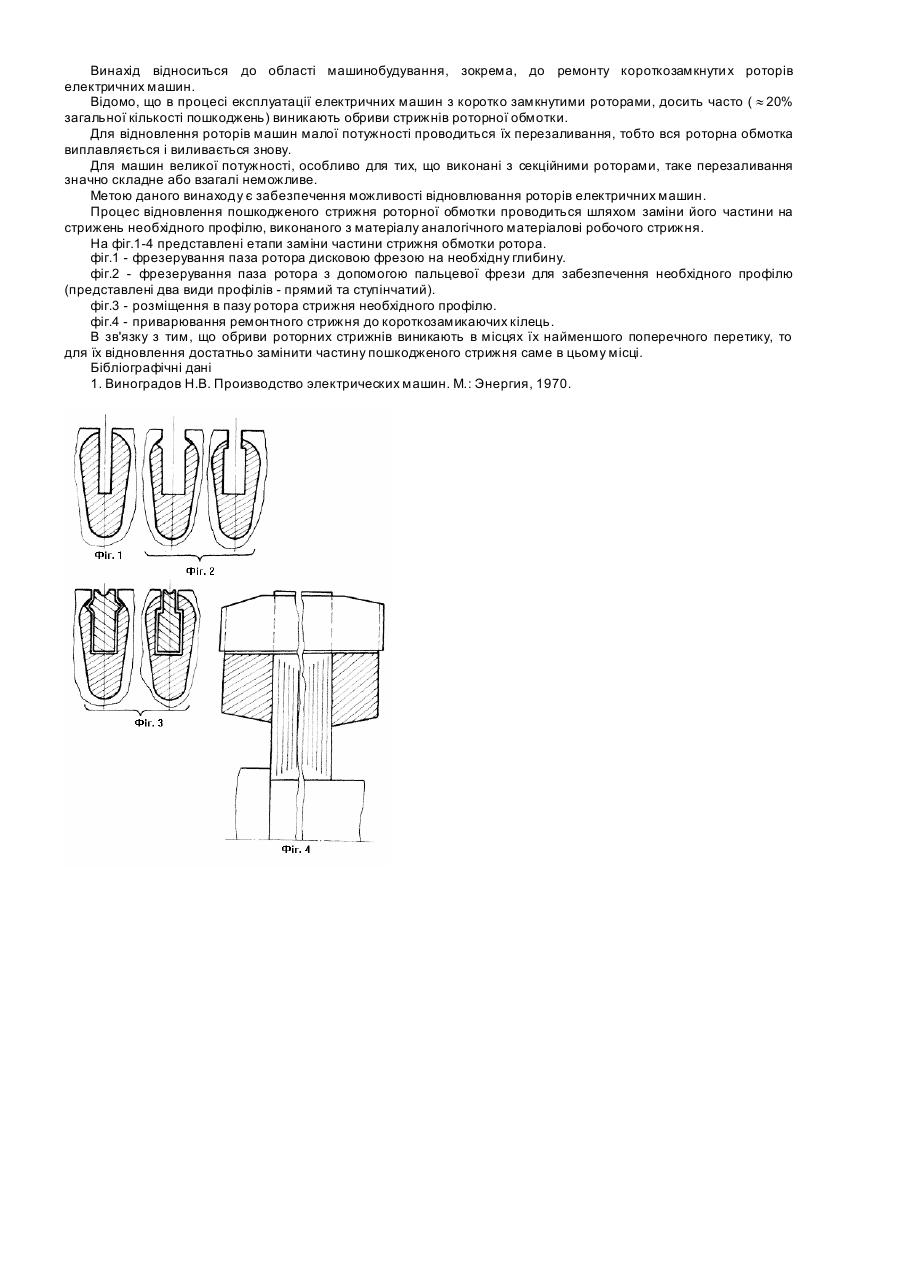
Спосіб відновлювання литих короткозамкнених роторів електричних машин, який відрізняється тим, що частина пошкодженого стрижня роторної обмотки замінюється на стрижень необхідного профілю, виконаний з матеріалу, аналогічного матеріалу робочого стрижня.
Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів
Номер патенту: 21968
Опубліковано: 30.04.1998
Автори: Чувашев Виктор Анатольович, Шірнін Іван Григорович, Гіндес Леонид Петрович, Діренко Віталій Григорович, Костріця Вячеслав Григорович, Фіщенко Сергій Павлович
МПК: B22D 19/00
Мітки: короткозамкнутих, роторів, спосіб, електродвигунів, обмоток, литих, виготовлення
Формула / Реферат:
1. Способ изготовления литых короткозамкнутых обмоток роторов электродвигателей, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, отличающийся тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910 -960°С, а расплав меди заливают при 1240-1300°С. 2. Способ по п. 1,...
Спосіб укладки одно-двушарових обмоток короткозамкнених асинхронних двигунів
Номер патенту: 25718
Опубліковано: 30.10.1998
Автор: Шкілько Григорій Яковлевич
МПК: H02K 15/04
Мітки: двигунів, асинхронних, одно-двушарових, спосіб, короткозамкнених, укладки, обмоток
Формула / Реферат:
Способ укладки одно-двухслойных обмоток короткозамкнутых асинхронных двигателей всыпанием через шлицы изолированных пазов поочередно каждого витка по укороченному шагу предварительно намотанных на шаблонах катушек, отличающийся тем, что без подъема шага на заключительной стадии укладки вразвалку катушечных групп, катушки распределяют по зубцовой зоне статора так, что в каждой фазе оказывается одинаковое количество больших и малых катушек, а...
Ротор асинхронного електродвигуна
Номер патенту: 13761
Опубліковано: 17.04.2006
Автори: Омельченко Олександр Миколайович, Кириленко Валерій Іванович, Кукулевський Олексій Васильович, Ткачук Микола Миколайович
МПК: H02K 17/16
Мітки: ротор, асинхронного, електродвигуна
Формула / Реферат:
Ротор асинхронного електродвигуна, який містить магнітопровід і короткозамкнену обмотку, що складається зі стрижнів і короткозамикаючих кілець із прорізами, у які встановлені і зварені з короткозамикаючими кільцями стрижні, який відрізняється тим, що частина стрижнів виступає з прорізів за зовнішню торцеву поверхню короткозамикаючих кілець, виконуючи роль вентиляційних лопаток.
Спосіб ремонту ротора асинхронного електродвигуна
Номер патенту: 6272
Опубліковано: 15.04.2005
Автори: Соколовський Василь Іванович, Вишнєвецький Віктор Вікторович
МПК: H02K 17/16
Мітки: електродвигуна, ротора, ремонту, спосіб, асинхронного
Формула / Реферат:
Спосіб ремонту ротора асинхронного електродвигуна, що полягає у частковому видаленні алюмінію з пазів магнітопроводу і короткозамикаючих кілець з наступним виконанням короткозамкненої обмотки, який відрізняється тим, що алюміній видаляють в залежності від перерізу стержня, який видаляють, на глибину ≤ глибині паза в магнітопроводі, та - частково, разом з частиною магнітопроводу, з боків, утворюючи паз, переважно прямокутний, з канавкою...