Прес екструзійний шнековий
Формула / Реферат
Прес екструзійний шнековий, що містить шнек, привод шнека, корпус шнека та матрицю, який відрізняється тим, що корпус шнека з’єднаний з матрицею, яка містить дві нагрівальні плити, одна з яких підпружинена, а вісь шнека утворює з віссю матриці кут ![]() , причому цей кут дорівнює
, причому цей кут дорівнює ![]() .
.
Текст
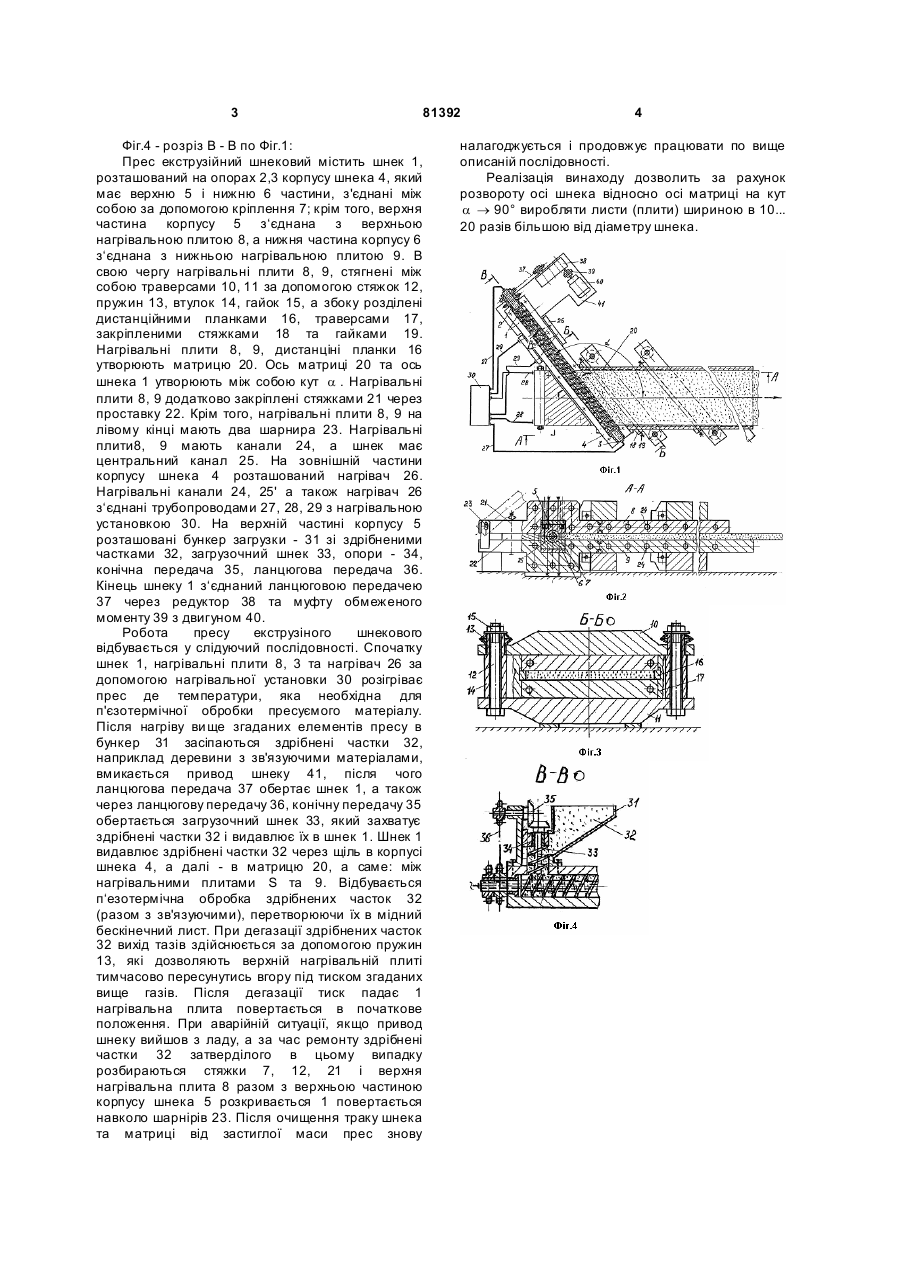
Прес екструзійний шнековий, що містить шнек, привод шнека, корпус шнека та матрицю, який відрізняється тим, що корпус шнека з’єднаний з матрицею, яка містить дві нагрівальні плити, одна з яких підпружинена, а вісь шнека утворює з віссю матриці кут a , причому цей кут Винахід відноситься до виробництва листових неметалевих матеріалів методом ектрузії, а саме до пресів екструзійних шнекових для такого виробництва. Відомий пристрій для безперервного виробництва екструдуванням фермових виробів [патент ФРН №3215693 МПК 3 В29J5/10], в якому плоский безконечний лису із дрібних відходів деревини або подібних матеріалів, виробляється безперервним екструдуванням між парою нагрівальних плит, одна з котрих підпружинена. Зусилля екструдування утворюються повзуном, з‘єднаним пневмо- або гідроциліндром. Недоліком такої конструкції є те, що видавлювання пресуємого матеріалу здійснюється з змінним тиском, а саме: повзун захватує порцію матеріалу, видавлює її, створюючи максимальний тиск, скидує тиск, повертається в початкову позицію (в цей час матеріал затримуються від зворотнього руху силами тертю між поверхнею нагрівальних плит та поверхнею здрібненого матеріалу) захватує нову порцію пресуємої маси з бункеру і цикл повторюється знову. При такій схемі екструдування тиск на пресуфму масу змінюється від нуля до максимума, падає до нуля в кожному циклі руху повзуна, що в кінцевому результаті знижує якість матеріалу в порівнянні, з пресуванням матеріалу під постійним тиском. Так, наприклад при виробництві деревинностружкових плит на пресах екструзійних майже подібної конструкції вітчизняного виробництва моделі К073 значно поступається в якості таким же плитам, виробленим по значно більш складній технології п'єзотермічної обробки на гідравлічних пресах моделі Д4743Б, Д4744. Відомий шнековий прес для сформування дліномірних з порожниною в середені виробів в матрицю переважно циліндричної форми, в яких тиск на пресуєму масу постійний [авт. свідотство №1088943 МПК 3 В30В11/24]. Недоліком такого пресу є те, що на них можна формувати вироби круглої, квадратної та Ін ших форм, де висота 1 ширина цих виробів в перерізі близькі або дорівнюють діаметру шнека. Це значно скорочує технологічні можливості такого шнекового пресу. Метою винаходу є збільшення ширини в порівняні з висотою в перерізі виробів, виготовляємих на екструзійних шнекових пресах. Для досягнення поставленої мети шнек стикується з матрицею, котра складається з двох нагрівальних плит, одна з яких підпружинена, так, що ось шнеку утворює з осью матриці кут a , причому цей кут дорівнює 90 o £ a < 180 o . Кут a залежить від коефіцієнту тертя поверху шнека і поверхні здрібнених часток пресуємої маси. Пропонуємий екструзійний шнековий прес в порівнянні з прототипом - дозволяв виробляти листи з шириною по меншій мірі в 10 разів більшою від діаметру шнека. Для кращого розуміння винаходу прес екструзійний шнековий ілюстровано на: Фіг.1 - вид зверху на прес екструзійний шнековий; Фіг.2 - розріз А - А по Фіг.1; Фіг.3 - розріз Б - Б во Фіг.1; UA (11) 81392 (13) C2 90o £ a < 180o . (19) дорівнює 3 81392 Фіг.4 - розріз В - В по Фіг.1: Пpec екструзійний шнековий містить шнек 1, розташований на опорах 2,3 корпусу шнека 4, який має верхню 5 і нижню 6 частини, з'єднані між собою за допомогою кріплення 7; крім того, верхня частина корпусу 5 з‘єднана з верхньою нагрівальною плитою 8, а нижня частина корпусу 6 з‘єднана з нижньою нагрівальною плитою 9. В свою чергу нагрівальні плити 8, 9, стягнені між собою траверсами 10, 11 за допомогою стяжок 12, пружин 13, втулок 14, гайок 15, а збоку розділені дистанційними планками 16, траверсами 17, закріпленими стяжками 18 та гайками 19. Нагрівальні плити 8, 9, дистанціні планки 16 утворюють матрицю 20. Ось матриці 20 та ось шнека 1 утворюють між собою кут a . Нагрівальні плити 8, 9 додатково закріплені стяжками 21 через проставку 22. Крім того, нагрівальні плити 8, 9 на лівому кінці мають два шарнира 23. Нагрівальні плити8, 9 мають канали 24, а шнек має центральний канал 25. На зовнішній частини корпусу шнека 4 розташований нагрівач 26. Нагрівальні канали 24, 25' а також нагрівач 26 з‘єднані трубопроводами 27, 28, 29 з нагрівальною установкою 30. На верхній частині корпусу 5 розташовані бункер загрузки - 31 зі здрібненими частками 32, загрузочний шнек 33, опори - 34, конічна передача 35, ланцюгова передача 36. Кінець шнеку 1 з‘єднаний ланцюговою передачею 37 через редуктор 38 та муфту обмеженого моменту 39 з двигуном 40. Робота пресу екструзіного шнекового відбувається у слідуючий послідовності. Спочатку шнек 1, нагрівальні плити 8, 3 та нагрівач 26 за допомогою нагрівальної установки 30 розігріває прес де температури, яка необхідна для п'єзотермічної обробки пресуємого матеріалу. Після нагріву ви ще згаданих елементів пресу в бункер 31 засіпаються здрібнені частки 32, наприклад деревини з зв'язуючими матеріалами, вмикається привод шнеку 41, після чого ланцюгова передача 37 обертає шнек 1, а також через ланцюгову передачу 36, конічну передачу 35 обертається загрузочний шнек 33, який захватує здрібнені частки 32 і видавлює їх в шнек 1. Шнек 1 видавлює здрібнені частки 32 через щіль в корпусі шнека 4, а далі - в матрицю 20, а саме: між нагрівальними плитами S та 9. Відбувається п‘езотермічна обробка здрібнених часток 32 (разом з зв'язуючими), перетворюючи їх в мідний бескінечний лист. При дегазації здрібнених часток 32 вихід тазів здійснюється за допомогою пружин 13, які дозволяють верхній нагрівальній плиті тимчасово пересунутись вгору під тиском згаданих вище газів. Після дегазації тиск падає 1 нагрівальна плита повертається в початкове положення. При аварійній ситуації, якщо привод шнеку вийшов з ладу, а за час ремонту здрібнені частки 32 затверділого в цьому випадку розбираються стяжки 7, 12, 21 і верхня нагрівальна плита 8 разом з верхньою частиною корпусу шнека 5 розкривається 1 повертається навколо шарнірів 23. Після очищення траку шнека та матриці від застиглої маси прес знову 4 налагоджується і продовжує працювати по вище описаній послідовності. Реалізація винаходу дозволить за рахунок розвороту осі шнека відносно осі матриці на кут a ® 90° виробляти листи (плити) шириною в 10... 20 разів більшою від діаметру шнека.
ДивитисяДодаткова інформація
Назва патенту англійськоюWorm extruder
Автори англійськоюMozhnyi Yurii Dmytrovych
Назва патенту російськоюПресс экструзионный шнековый
Автори російськоюМожный Юрий Дмитриевич
МПК / Мітки
МПК: B29C 47/14, B30B 11/22
Мітки: екструзійний, прес, шнековий
Код посилання
<a href="https://ua.patents.su/2-81392-pres-ekstruzijjnijj-shnekovijj.html" target="_blank" rel="follow" title="База патентів України">Прес екструзійний шнековий</a>
Шнековий прес для видалення соку
Номер патенту: 71530
Опубліковано: 15.11.2004
Автори: Шинкарик Марія Миколаївна, Швець Степан Володимирович
МПК: B30B 9/12
Мітки: прес, видалення, соку, шнековий
Формула / Реферат:
Шнековий прес для видалення соку, що складається з основи, приводу, збірників відділеного соку, бункера для приймання мезги, запірного конуса із приводом, перфорованого барабана з бандажними кільцями жорсткості, всередині якого, по осі, на валах розміщені транспортуючий і пресуючий шнеки, який відрізняється тим, що між кінцями спіралей транспортуючого і пресуючого шнеків співвісно з валами шнеків встановлена конічна пружина.
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B27N 3/08
Мітки: шнековий, порожнистих, прес, формування, виробів
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Шнековий прес для віджимання соку
Номер патенту: 55575
Опубліковано: 15.04.2003
Автори: Садлаєв Олег Османович, Тихонов Вячеслав Петрович, Кульов Сергій Васильович
Мітки: віджимання, прес, соку, шнековий
Формула / Реферат:
1. Шнековий прес для віджимання соку, що містить циліндричний перфорований корпус зі співвісно установленим в ньому на приводному валу пресувальним шнеком, завантажувальний бункер, сокозбирач, запірний орган, установлений на вивантажувальному кінці корпусу, і радіально установлені усередині корпусу пластини, який відрізняється тим, що в корпусі виконаний поздовжній паз, напроти якого зовні закріплені напрямлячі для пластин, які підпружинені і...
Шнековий прес для пресування брикетів

Номер патенту: 4931
Опубліковано: 15.02.2005
Автори: Швець Віталій Володимирович, Суржанський Станіслав Костянтинович, Швець Олександр Володимирович, Губенко Володимир Тимофійович
МПК: B27N 3/08, B30B 11/22
Мітки: пресування, брикетів, прес, шнековий
Формула / Реферат:
1. Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який...
Шнековий прес
Номер патенту: 40990
Опубліковано: 15.09.2003
Автори: Прохор Віталій Миколайович, Кожушко Леонід Федорович, Серілко Леонід Степанович
Формула / Реферат:
Шнековий прес, що складається з корпуса, завантажувальних бункерів, двох концентричних гвинтів та формуючої головки, який відрізняється тим, що зовнішній та внутрішній гвинти виконані у вигляді ступінчастого шнека, причому початкові витки гвинта більшого діаметра виконані у вигляді спіралі, між якою і гвинтом меншого діаметра розташована нерухома втулка.
Попередній патент: Спосіб транспортування гідросуміші і пристрій для його реалізації
Наступний патент: Підшипник кочення з масляним демпфуванням
Випадковий патент: Одношарова або багатошарова трубчаста пакувальна плівка для харчових продуктів, яку можна коптити та сушити повітрям, і спосіб її виготовлення